Изобретение относится к области электромашиностроения, а точнее к технологическому оборудованию для изготовления электрических машин, силовых трансформаторов и реакторов, в частности к устройствам для намотки обмоток трансформаторов и реакторов.
Изготовление обмоток является одним из наиболее ответственных видов работ при производстве силовых трансформаторов и реакторов. Одним из важнейших условий получения обмотки хорошего качества является высокая плотность намотки ее витков.
Для придания устойчивости обмотке при проведении технологических операций по ее изготовлению, провод наматывают на специальных намоточных станках горизонтального или вертикального исполнения с использованием раздвижных оправок и индивидуальных шаблонов (Антонов М.В., Герасимова Л.С. - Технология производства электрических машин: Учебное пособие для вузов. - М.: Энергоиздат, 1982., с 408-411, фиг.28.1).
К недостаткам таких устройств можно отнести невысокую и неоднородную плотность витков обмотки при ее изготовлении, не позволяющую получать заданные конструктивные размеры самой обмотки. Это приводит к дополнительным операциям отделки обмоток, чтобы повысить динамическую устойчивость, но не понижает затрат труда и расход провода.
Чтобы обеспечить достаточную механическую прочность обмоток в процессе изготовления, требуется применение специальных приспособлений, позволяющих контролировать изменение параметров технологического процесса (направлений приложения прессующих усилий и их величин, геометрических размеров обмотки).
При намотке винтовых и непрерывных обмоток необходимо обеспечивать прижим витков с усилием 1650-6000 H.
К самым близким решениям относятся установки для намотки обмоток трансформаторов и реакторов фирмы "TUBOLY" (http://www.tuboly.ch/cms/).
Известно устройство (патент EP №1925005, класс H01F 41/06, публикация 28.05.2008 г.), в котором представлена установка для намотки обмоток трансформаторов и реакторов, включающая в себя намоточный станок, шаблон и траверсу.
На траверсе расположено одно устройство для прижима витков обмотки, при этом траверса установлена на двух стойках позади намоточного станка.
Устройство для прижима витков обмотки состоит из движущейся опорной плиты и смонтированных на ней роликов радиального и осевого прижима, причем опорная плита имеет возможность перемещаться относительно установленного шаблона в осевом и радиальном направлениях. Радиальное усилие прижима витков обмотки регулируется двумя пневматическими цилиндрами, перемещающими опорную плиту с роликами в радиальном направлении, а осевое усилие прижима витков - механизмом горизонтального перемещения опорной плиты по траверсе. При намотке обмотки устройство для прижима витков устанавливают на траверсе так, что бы его прижимные ролики находились в контакте с витком наматываемой обмотки. Таким образом, обеспечивается прижим роликов с заданным усилием к виткам изготовляемой обмотки в радиальном и осевом направлении только в одном месте. Усилие прижима регулируется в зависимости от сечения наматываемого провода и конструкции обмотки.
После намотки шаблон вместе с обмоткой снимают с намоточного станка и проводят технологические операции по отделке и стяжке обмотки.
Недостатком данного технического решения является то, что:
- не обеспечивается равномерный прижим витков по всему сечению обмотки, так как усилие, прикладываемое на витки обмотки в одном месте, направлено по одной линии в радиальном и осевом направлениях;
- ролики радиального и осевого прижима устройства жестко связаны с общей опорной плитой, что позволяет применять данное устройство только для изготовления однослойных обмоток;
- так как ролики радиального и осевого прижима витков взаимно связаны между собой, то нет возможности использовать ролик радиального прижима витков при изготовлении многослойных обмоток с прошивочными электроизоляционными прокладками, потому что «хвосты» прокладок мешают прокатываться по виткам обмотки ролику радиального прижима.
Задачей заявляемого технического решения является расширение функциональных возможностей установки и снижение себестоимости производства обмоток.
Техническим результатом заявляемого решения является повышение динамической устойчивости обмотки, сокращение времени на отделку и повышение производительности труда за счет получения геометрических размеров обмотки, близких к конструктивным расчетам, на стадии ее изготовления.
Технический результат достигается тем, что в установке для намотки обмоток трансформаторов и реакторов, включающей в себя намоточный станок, шаблон и траверсу новым является то, что на траверсе, охватывающей шаблон с обмоткой и установленной на платформе, имеющей возможность реверсивного перемещения вдоль горизонтальной оси намоточного станка, закреплено не менее трех устройств радиального и осевого прижима витков обмотки, равноудаленных друг от друга и оснащенных электромеханическим цилиндром, позволяющим устанавливать данное устройство под требуемые типоразмеры изготовляемой обмотки, и независимыми друг от друга пневматическими цилиндрами с роликами, обеспечивающими радиальный или осевой прижим витков обмотки, при этом ролики осевого прижима витков выполнены в виде наборных колец, количество которых соответствует числу слоев обмотки, а ширина - геометрической высоте наматываемого провода в каждом слое обмотки.
Известных технических решений с такими признаками не обнаружено.
Такая конструкция установки для намотки обмоток трансформаторов и реакторов с приведенной совокупностью признаков позволяет:
- равномерно распределять усилия прижима витков в радиальном и осевом направлении обмотки, за счет использования не менее трех устройств радиального и осевого прижима витков обмотки, расположенных на траверсе, охватывающей шаблон с обмоткой, и равноудаленных друг от друга, что позволяет получить геометрические размеры обмотки, близкие к конструктивным расчетам, и повысить динамическую устойчивость обмотки;
- применять установку для изготовления обмоток широкого диапазона типоразмеров, за счет применения электромеханического цилиндра, перемещающего устройство для радиального и осевого прижима витков обмотки в радиальном направлении к изготовляемой обмотке, и независимых друг от друга пневматических цилиндров с роликами радиального или осевого прижима витков обмотки, позволяющие применять ролики как совместно, так и отдельно друг от друга;
- применять установку для изготовления многослойных обмоток различных типов и видов, за счет использования независимых друг от друга пневматических цилиндров с роликами радиального или осевого прижима витков обмотки, причем последний выполнен в виде наборных колец, количество которых соответствует числу слоев обмотки, а ширина колец - геометрической высоте наматываемого провода в каждом слое обмотки.
Сущность изобретения поясняется чертежами установки.
Фиг.1. Установка для намотки обмоток трансформаторов и реакторов.
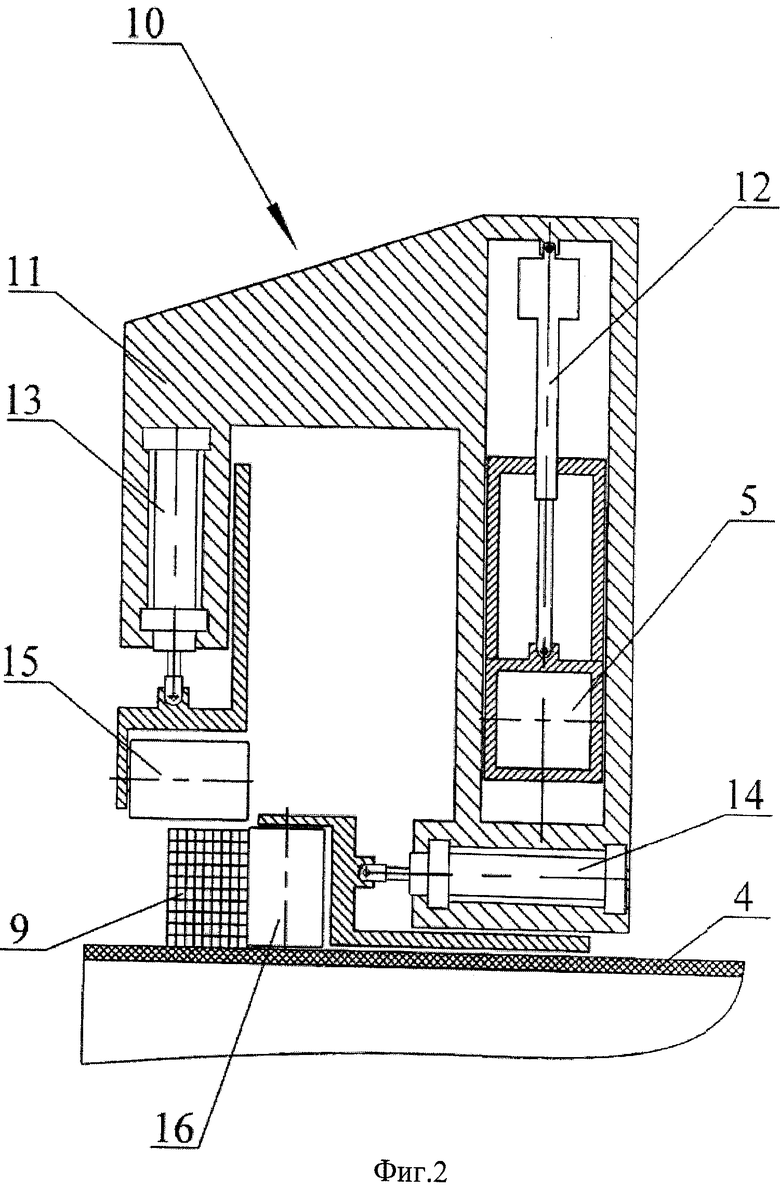
Фиг.2. Устройство радиального и осевого прижима витков обмотки.
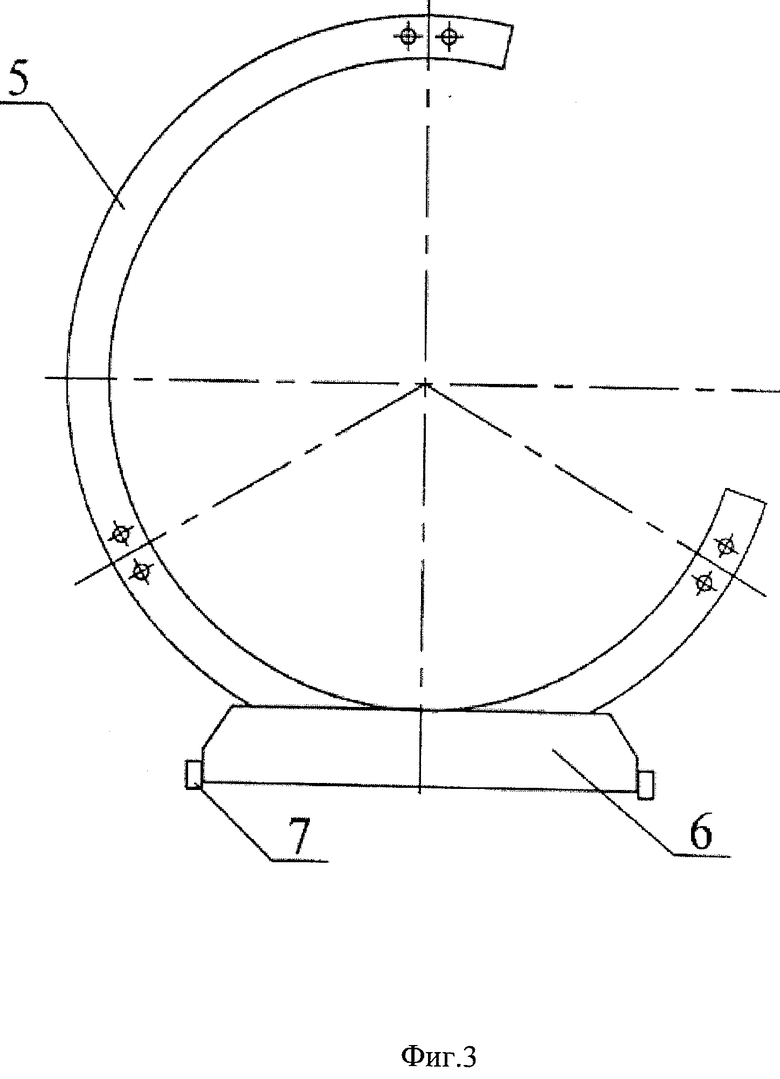
Фиг.3. Траверса на реверсивно движущейся платформе.
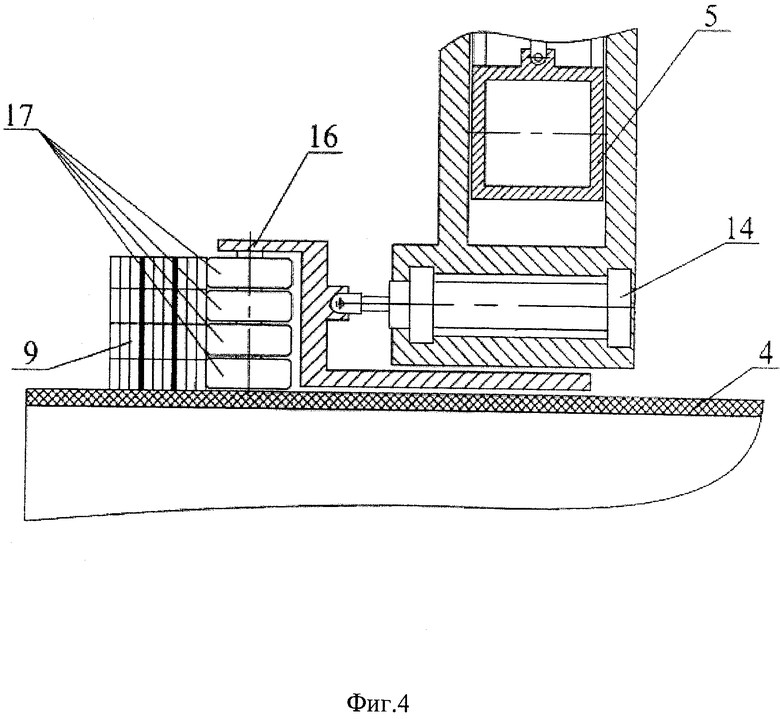
Фиг.4. Ролик осевого прижима витков обмотки.
Установка для намотки обмоток трансформаторов и реакторов (Фиг.1) представляет собой станок горизонтального типа 1, в состав которого входит неподвижная приводная передняя бабка 2 и подвижная задняя бабка 3. Между передней и задней бабками установлен шаблон 4 и траверса 5, охватывающая шаблон. Траверса установлена на станке так, чтобы она охватывала шаблон с противоположной стороны от рабочего места намотчика. Такая конструкция (Фиг.3) обеспечивает свободный доступ к наматываемым виткам обмотки и не препятствует намотчику в проведении технологических операций по изготовлению обмотки. Траверса размещена на платформе 6 с роликами 7, которая при помощи механизма перемещения 8 реверсивно движется вдоль горизонтальной оси установки. Прижим витков обмотки 9 производят при помощи устройств 10 радиального и осевого прижима витков, закрепленных на траверсе и расположенных на ней на равном расстоянии друг от друга, что обеспечивает равномерность создаваемого усилия прижима по всему сечению обмотки. В данном примере показаны три устройства, однако их количество зависит от размеров шаблона, наматываемого провода и необходимого суммарного усилия, прикладываемого к виткам обмотки.
Каждое устройство 10 радиального и осевого прижима витков обмотки (Фиг.2) представляет собой единый каркас 11, в котором смонтированы электромеханический цилиндр 12 и пневматические цилиндры 13, 14. С помощью электромеханического цилиндра 12 каждое устройство 10 реверсивно перемещается (вверх и вниз) в радиальном направлении относительно шаблона 4. При изготовлении обмотки трансформатора пневматический цилиндр 13 передает на витки обмотки требуемое радиальное усилие через ролик радиального прижима 15, а пневматический цилиндр 14 передает требуемое осевое усилие через ролик осевого прижима витков 16 (Фиг.4), который выполнен в виде наборных колец 17. Их количество соответствует числу слоев обмотки, а ширина - геометрической высоте наматываемого провода в каждом слое обмотки, что позволяет компенсировать разницу линейных скоростей различных слоев обмотки и обеспечивать сохранность изоляционного слоя провода при контакте ролика с витками обмотки.
Принцип работы установки заключается в следующем.
Заранее подготовленный шаблон (оправку) 4 устанавливают между передней 2 и задней 3 бабкой установки для намотки обмоток трансформаторов и реакторов 1, и выполняют комплекс работ для изготовления обмотки 9 из провода (или жгута проводов). На траверсе 5 закрепляют необходимое количество устройств 10 радиального и осевого прижима витков обмотки так, чтобы ролики 16 осевого прижима витков были направлены в сторону навивки провода. С помощью пульта управления приводят в рабочее состояние все исполнительные механизмы установки. Электромеханический цилиндр 12 и пневматические цилиндры 13, 14 каждого устройства для радиального и осевого прижима витков обмотки должны быть в крайнем нерабочем состоянии. После изготовления одного или нескольких витков обмотки траверсу 5, с закрепленными на ней устройствами 10 и установленную на платформе 6 с роликами 7, подводят к виткам обмотки 9 посредством включения механизма перемещения 8. Управляя электромеханическим цилиндром 12, пневматическими цилиндрами 13, 14 и механизмом перемещения 8, устанавливают ролики радиального и осевого прижима витков обмотки 15 и 16 всех устройств 10 так, чтобы они касались наматываемого провода. На витки изготовляемой обмотки, посредством пневматических цилиндров 13 и 14, подают требуемое радиальное усилие через ролик 15, а требуемое осевое усилие - через наборные кольца 17 ролика осевого прижима 16. В процессе намотки, по мере увеличения линейного размера обмотки, траверса с устройствами отводится от витков с помощью механизма перемещения, при этом установленные усилия на витки обмотки сохраняют свои значения.
После завершения намотки обмотки трансформатора или реактора траверсу отводят до задней бабки 3 так, чтобы она не мешала снять шаблон 4 с обмоткой 9 с установки. Обмотку отправляют на следующие операции технологического процесса производства трансформаторов или реакторов.
Предлагаемая установка позволяет увеличить типоразмеры изготовляемых обмоток с использованием шаблонов разных диаметров по сравнению с прототипом, что расширяет ее функциональные возможности; позволяет получать геометрические размеры обмоток и, соответственно, плотности витков (динамической устойчивости), близкие к конструктивным расчетам на стадии их изготовления, что сокращает время на последующие операции технологического процесса:
- кантование, т.к. отпадает необходимость в использовании ремней для осевого стягивания витков обмотки перед кантованием из горизонтального положения в вертикальное;
- отделку, заключающуюся в предварительном прессовании обмотки до близкой к расчетной высоте;
- тепловую вакуумную обработку обмотки для достижения расчетной высоты обмотки.
Все это приводит к повышению производительности труда и качества изготовления обмотки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ОБМОТКИ ТРАНСФОРМАТОРА К ПРЕССОВАНИЮ | 2010 |
|
RU2449400C1 |
| ШАБЛОН ДЛЯ НАМОТКИ ОБМОТОК СИЛОВЫХ ТРАНСФОРМАТОРОВ И РЕАКТОРОВ | 2010 |
|
RU2449399C1 |
| Станок для намотки крупногабаритных седлообразных обмоток | 1983 |
|
SU1094078A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОЙ ОБМОТКИ ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2233530C2 |
| Устройство для подпрессовки обмоток на каркасе в процессе намотки | 1969 |
|
SU396098A1 |
| УСТРОЙСТВО ДЛЯ ОДНОНАПРАВЛЕННОГО ПРЕССОВАНИЯ ОБМОТОК СИЛОВЫХ ТРАНСФОРМАТОРОВ | 2010 |
|
RU2423747C1 |
| Устройство для намотки катушек | 1990 |
|
SU1798826A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАСПРЕДЕЛЕННОЙ ВОЛНОВОЙ ОБМОТКИ | 1998 |
|
RU2235406C2 |
| СПОСОБ НАМОТКИ КАТУШКИ ДВИГАТЕЛЯ-МАХОВИКА | 2024 |
|
RU2833871C1 |
| Устройство для намотки катушек обмоток электрических машин | 1985 |
|
SU1319175A1 |
Изобретение относится к электротехнике, к технологическому оборудованию для изготовления электрических машин, силовых трансформаторов и реакторов, в частности к устройствам для намотки обмоток трансформаторов и реакторов. Технический результат состоит в повышении динамической устойчивости обмотки, сокращении времени на отделку и повышении производительности труда за счет получения геометрических размеров обмотки, близких к конструктивным расчетам на стадии ее изготовления. Установка для намотки обмоток трансформаторов и реакторов включает намоточный станок, шаблон и траверсу. На траверсе, охватывающей шаблон с обмоткой и установленной на платформе, имеющей возможность реверсивного перемещения вдоль горизонтальной оси намоточного станка, закреплено не менее трех устройств радиального и осевого прижима витков обмотки, равноудаленных друг от друга и оснащенных электромеханическим цилиндром, позволяющим устанавливать данное устройство под требуемые типоразмеры изготовляемой обмотки. Независимые друг от друга пневматические цилиндры с роликами обеспечивают радиальный или осевой прижим витков обмотки. Ролики осевого прижима витков выполнены в виде наборных колец, количество которых соответствует числу слоев обмотки, а ширина - геометрической высоте наматываемого провода в каждом слое обмотки. 4 ил.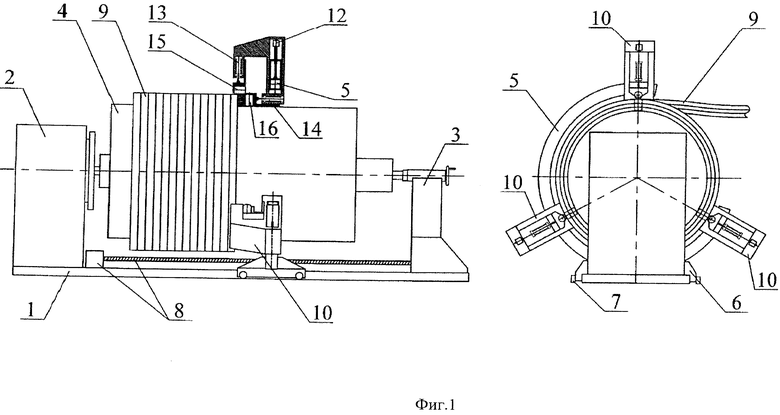
Установка для намотки обмоток трансформаторов и реакторов, включающая в себя намоточный станок, шаблон и траверсу, отличающаяся тем, что на траверсе, охватывающей шаблон с обмоткой и установленной на платформе, имеющей возможность реверсивного перемещения вдоль горизонтальной оси намоточного станка, закреплено не менее трех устройств радиального и осевого прижима витков обмотки, равноудаленных друг от друга и оснащенных электромеханическим цилиндром, позволяющим устанавливать данное устройство под требуемые типоразмеры изготовляемой обмотки, и независимыми друг от друга пневматическими цилиндрами с роликами радиального или осевого прижима витков обмотки, при этом ролики осевого прижима витков выполнены в виде наборных колец, количество которых соответствует числу слоев обмотки, а ширина - геометрической высоте наматываемого провода в каждом слое обмотки.
| ЕР 1925005 А1, 28.05.2008 | |||
| DE 1007437 В, 02.05.1957 | |||
| Устройство для намотки катушек | 1990 |
|
SU1798826A1 |
| Устройство для подпрессовки обмоток на каркасе в процессе намотки | 1969 |
|
SU396098A1 |
| Натяжное устройство к станкам для намотки электрических катушек | 1969 |
|
SU469996A1 |
| Натяжное устройство к станком для намотки обмоток индукционных аппаратов | 1977 |
|
SU640380A1 |
| АНТОНОВ М.В | |||
| и др | |||
| Технология производства электрических машин | |||
| - М.: Энергоиздат, 1982, с.409-411, фиг.28.1. | |||

