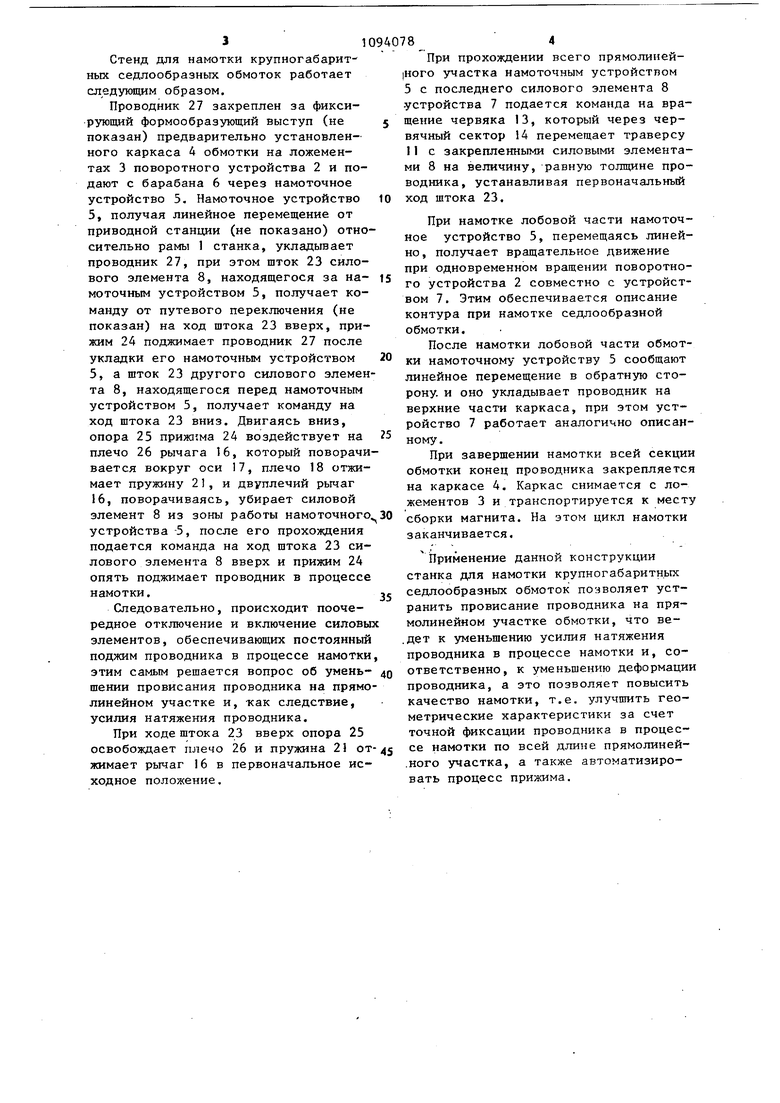
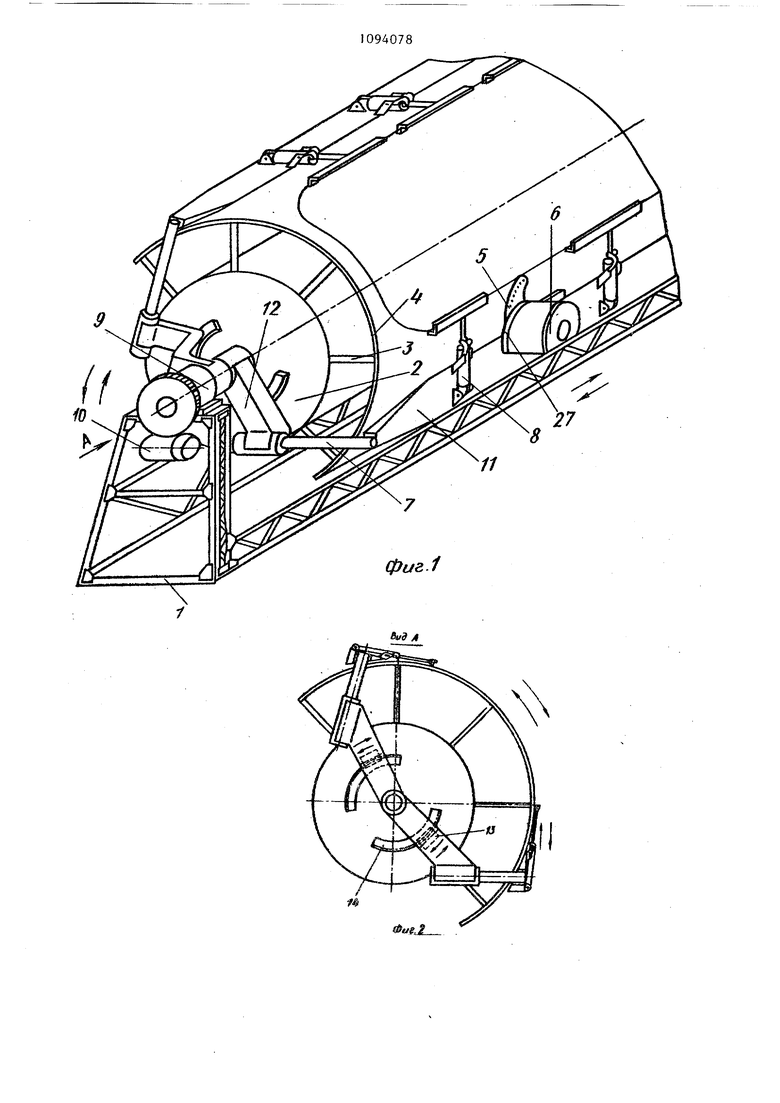
Изобретение относится к технологическому оборудованию для намотки крупногабаритных седлообразных обмо ток, в частности обмоток сверхпрово дящих систем МГД-генераторов, и может быть использовано в крупном энергомашиностроении. Известен станок для намотки круп ногабаритных седлообразных обмоток, содержащий поворотное устройство с ложементами для каркаса обмотки, пе ремещающееся наматывающее устройство и приводные станции С1 J. Недостатком известного станка яв ляется отсутствие механизма для прижима витков в процессе намотки, вследствие чего во время поворота каркаса при укладке лобовых частей обмотки происходит провисание витков теряющих опору в результате их выхода из горизонтальной плоскости, что ведет к их деформации и отклонению геометрической формы витка от заданной. Целью изобретения является обеспе ченИе заданной геометрической формы витка. Поставленная цель достигается тем что станок, содержащий устройство для закрепления каркаса с приводом его поворота, намоточное устройство, снабжен устройством для поджатия витков в процессе намотки, вьтолненным в виде траверсы, расположенной вдоль оси вращения устройства для закрепления каркаса, закрепленной на рычагах, шарнирно установленных на этой оси с возможностью совместного с устройством для закрепления каркаса поворота и снабженных приводом поворота относительно этого устройства, и прижимов, .каждый из которых закреплен на штоке пневмоцилиндра, один конец которого шарнирно закреплен на траверсе, а на другом его конце установлен подпружиненный двуплечий поворотный рычаг, одно плечо которого контактирует с прижимом. Кроме того, станок содержит механизм регулирования положения пневмоцилиндра, выполненный в виде ролика установленного на свободном конце двуплечего рычага, расположенного в пазу траверсы и подпружиненного к не и регулировочного винта,, контактирую щего с роликом. На фиг. 1 изображен станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - устройство для поджатия витков в процессе намотки; на фиг. 4 показан механизм регулирования положения пневмоцилиндра. Станок для намотки крупногабаритных седлообразных обмоток состоит из рамы 1, поворотного устройства 2 с ложементами 3 под несущий каркас 4 обмотки, на котором закреплен фиксирующий выступ обмотки (не показан), снабженного приводом перемещения намоточного устройства 5 с барабаном 6 и устройства 7 для поджатия витков в процессе намотки с силовыми элементами 8. Для сообщения углового перемещения поворотному устройству 2, расположенному в цапфах 9 рамы , служит приводная станция 10, а намоточному устройству 5 с барабаном 6 линейного и вращательного движения - другая приводная станция(не показана) с целью описания контура седлообразной обмотки. Устройство 7 вьтолнено в виде траверсы I1, соединенной с кронштейнами 12,шарнирно закрепленными на оси поворотного устройства 2. Кронштейны 12 кинематически связаны с червяком 13,червячным сектором 14 (фиг.2) и имеют возможность углового перемещения относительно поворотного устройства 2, а также совместно с,ним. Кроме того, устройство 7 снабжено силовыми элементами 8,выполненными в виде пневмоцилиндров 15 (фиг.З), закрепленных на траверсе 11 одним концом шарнирно, а другим - посредством поворотных подпружиненных двуплечих рычагов 16, которые при помощи осей 17 закреплены на пневмоцилиндрах 15. Одни плечи 18 подпружиненных двуплечих рычагов 16 через ролики 19 подвижно установлены в пазах кронштейнов 20 и взаимодействуют с пружинами 21 (фиг.4) и регулировочными винта1«1и 22, позволяющими производить регулировку рабочего положения цилиндров (угла отклонения его от траверсы 11). На штоках 23 пневмоцилиндров 15 закреплены прижимы 24, которые нижней стороной своих опор 25 взаимодействуют с другими плечами 26 рычагов 16, а верхней стороной непосредственно контактируют с проводником 27 в процессе намотки. Стенд для намотки крупногабаритных седлообразных обмоток работает следующим образом. Проводник 27 закреплен за фиксирующий формообразующий выступ (не показан) предварительно установленного каркаса А обмотки на ложементах 3 поворотного устройства 2 и подают с барабана 6 через намоточное устройство 5, Намоточное устройство 5, получая линейное перемещение от приводной станции (не показано) отно сительно рамы 1 станка, укладывает проводник 27, при этом шток 23 силового элемента 8, находящегося за намоточным устройством 5, получает команду от путевого переключения (не показан) на ход штока 23 вверх, прижим 24 поджимает проводник 27 после укладки его намоточным устройством 5, а шток 23 другого силового элемен та 8, находящегося перед намоточным устройством 5, получает команду на ход штока 23 вниз. Двигаясь вниз, опора 25 прижима 24 воздействует на плечо 26 рычага 16, который поворачи вается вокруг оси 17, плечо 18 отжимает пружину 21, и двуплечий рычаг 16, поворачиваясь, убирает силовой элемент 8 из зоны работы намоточного устройства -5, после его прохождения подается команда на ход штока 23 силового элемента 8 вверх и прижим 24 опять поджимает проводник в процессе намотки. Следовательно, происходит поочередное отключение и включение силовы элементов, обеспечивающих постоянный поджим проводника в процессе намотки этим самым решается вопрос об уменьшении провисания проводника на прямо линейном участке и, как следствие, усилия натяжения проводника. При ходе штока 23 вверх опора 25 освобождает плечо 26 и пружина 21 от жимает рычаг 16 в первоначальное исходное положение. При прохождении всего прямолиией|Ного участка намоточным устройством 5 с последнего силового элемента 8 устройства 7 подается команда на вращение червяка 13, который через червячный сектор 14 перемещает траверсу I1 с закрепленными силовыми элементами 8 на величину, равную толщине проводника, устанавливая первоначальный ход штока 23. При намотке лобовой части намоточное устройство 5, перемещаясь линейно, получает вращательное движение при одновременном вращении поворотного устройства 2 совместно с устройством 7. Этим обеспечивается описание контура при намотке седлообразной обмотки. После намотки лобовой части обмотки намоточному устройству 5 сообщают линейное перемещение в обратную сторону, и оно укладывает проводник на верхние части каркаса, при этом устройство 7 работает аналогично описанному, При завершении намотки всей секции обмотки конец проводника закрепляется на каркасе 4. Каркас снимается с ложементов 3 и транспортируется к месту сборки магнита. На этом цикл намотки заканчивается. Применение данной конструкции станка для намотки крупногабаритных седлообразных обмоток позволяет устранить провисание проводника на прямолинейном участке обмотки, что ведет к уменьшению усилия натяжения проводника в процессе намотки и, соответственно, к уменьшению деформации проводника, а это позволяет повысить качество намотки, т.е, улучшить геометрические характеристики за счет точной фиксации проводника в процессе намотки по всей длине прямолиней.ного участка, а также автоматизировать процесс прижима.
фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки статоров электрических машин | 1990 |
|
SU1757030A1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ОБМОТОК ТРАНСФОРМАТОРОВ И РЕАКТОРОВ | 2012 |
|
RU2494488C1 |
| Станок для намотки провода на кольцевые сердечники | 1980 |
|
SU943879A1 |
| Станок для намотки кольцевых сердечников | 1981 |
|
SU966762A1 |
| Устройство для намотки цилиндрических секций силовых конденсаторов | 1986 |
|
SU1403123A1 |
| Стенд для испытания системы управления намоточных станков | 1987 |
|
SU1483500A1 |
| Станок для намотки статоров электрических машин | 1976 |
|
SU652657A1 |
| Планшайба к станку для намотки электрических обмоток | 1984 |
|
SU1275566A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1995 |
|
RU2095171C1 |
1. СТАНОК ДЛЯ НАМОТКИ КРУП- -НОГАБАРИТНЫХ СЕДЛООБРАЗНЫХ ОБМОТОК, содержащий устройство для закрепления каркаса с приводом его поворота, намоточное устройство, отличающийся тем, что, с целью обес- , печения заданной геометрической формы витка, он снабжен устройством для поджатия витков в процессе намотки, выполненным в виде траверсы, расположенной вдоль оси вращения устройства для закрепления каркаса, закрепленной нарычагах, шарнирно установленных на этой оси с возможностью совместного с устройством для закрепления каркаса поворота и снабженных приводом поворота относительно этого устройства, и прижимов, каждый из которых закреплен на штоке пневмоцилиндра, один конец которого шарнирно закреплен на траверсе, а на другом его конце установлен двуплечий подпружиненный поворотный рычаг, одно плечо которого контактирует с прижимом. 2. Станок по п. 1, отличающийся тем, что он содержит ме(Л ханизм регулирования положения пневмоцилиндра, вьтолненный в виде ролика , установленного на свободном конце двуплечего рычага, расположенного в пазу траверсы и подпружиненного к ней, и регулировочного винта, контако со 4;;. тирукяцего с роликом. 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стенд для намотки обмоток | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
