Изобретение относится к области порошковой металлургии, в частности к способам электроимпульсной консолидации порошковых наноструктурных материалов с прогнозируемыми свойствами, и может быть использовано при изготовлении изделий с высокими прочностными характеристиками.
Известен способ получения порошковых изделий из тяжелых сплавов на основе вольфрама, включающий приготовление исходной порошковой смеси, содержащей вольфрам, железо и никель, гидростатическое прессование в гидростате и последующее электроимпульсное плазменное спекание в твердой фазе с нагревом в вакууме со скоростью 100-300°C/мин (Патент РФ №2442834, 2009 г.). Недостатками известного способа являются: наличие остаточной пористости в спеченных образцах и низкая пластичность спеченных материалов при температурах спекания 925-950°C; а при температурах электроимпульсного плазменного спекания свыше 1050°C наблюдается рост зерен в спекаемом материале, приводящий к снижению предела прочности материала в получаемых образцах.
Известен способ получения компактных изделий из порошков (Электроимпульсная технология формирования материалов из порошков. Е.Г. Григорьев, Б.А. Калин. М.: МИФИ. 2008, с.33), в котором используется одновременное воздействие на порошковую заготовку короткого мощного высоковольтного импульса электрического тока и механического давления. Длительность импульса тока составляет не более 10-3 с, а амплитуда плотности тока в импульсе свыше 104 А/см2. Способ обеспечивает сохранение исходного размера зерен в консолидированном материале и получение образцов со 100% относительной плотностью. Недостатком данного способа, который препятствует получению высокой прочности и пластичности в консолидированных образцах, является то, что одновременное воздействие короткого мощного высоковольтного импульса электрического тока и механического давления на порошковую заготовку проводится на воздухе без использования защитной атмосферы или вакуума, что не обеспечивает достаточной очистки поверхности частиц порошка от оксидных слоев и других поверхностных загрязнений. В результате присутствие на границах зерен в консолидированном материале соединений кислорода и других элементов затрудняет получение изделий с высокими механическими характеристиками (прочностью и пластичностью).
Наиболее близким по совокупности признаков к изобретению является способ спарк-плазменного спекания объемных наноструктурных материалов (I. Lonardelli Deformation mechanisms in bulk nanostructured aluminum obtained after cryomilling and consolidation by spark plasma sintering, PhDThesis, University of Trento (2010), p.43 (http://eprints-phd.biblio.unitn.it/340/3/PhDThesis_Lonardelli_All.pdf). Указанный способ состоит из двух этапов. На первом этапе процесс спарк-плазменного спекания проводится в вакууме без нагрузки в течение 400 с, чтобы облегчить дегазацию порошка, при относительно низкой температуре (470°C для нанокристаллических или ультрадисперсных алюминиевых образцов). На втором этапе для достижения достаточной степени уплотнения (99,5% относительная плотность спеченных образцов) к образцу прикладывается давление, и температура спекания увеличивается до 620°C. Интенсивная усадка порошкового образца при высокой температуре в течение 400 с сопровождается интенсивным диффузионным ростом зерен в процессе спекания порошкового материала. Недостатками данного способа, не позволяющими достичь сохранения исходного размера зерна и высокой прочности консолидированного материала, являются следующие: во-первых, вначале процесса консолидации при дегазации порошка используются импульсы тока амплитудой до 1 кА/см2, что не позволяет сократить длительность первого этапа менее 400 с и способствует нежелательному росту зерен в порошковом материале, а также излишнему износу пресс-оснастки (пуансонов и матрицы), а достигаемые температуры не обеспечивают полной очистки поверхности частиц порошка от оксидов и нитридов. Во-вторых, достаточная степень уплотнения на втором этапе обеспечивается за счет воздействия на образец давления и нагревом серией низковольтных импульсов тока в течение 400 с, что вызывает интенсивные диффузионные процессы в консолидируемом материале и приводит к существенному росту зерен, снижающему прочность получаемых образцов. К тому же длительное высокотемпературное воздействие приводит к существенному износу пресс-оснастки при спарк-плазменном спекании.
Техническим результатом, на который направлено изобретение, является улучшение эффективности способа получения консолидированных порошковых материалов при сохранении исходного размера зерен, путем предварительной дегазации порошкового материала при высокоскоростном нагреве низковольтными импульсами тока и последующим воздействием давлением и высоковольтным импульсом тока на порошковый материал, что позволяет значительно повысить прочность и пластичность консолидированного материала, а также увеличить ресурс работы пресс-оснастки.
Сущность изобретения заключается в том, что в способе получения консолидированных порошковых материалов, который включает предварительную очистку порошка путем нагрева его в вакууме серией низковольтных импульсов постоянного тока и последующую его консолидацию путем воздействия на него давлением и одновременно прямым пропусканием через него высоковольтного импульса тока, согласно изобретению, предварительную очистку поверхности частиц порошковой заготовки осуществляют в вакууме путем нагрева серией низковольтных импульсов постоянного тока с общей продолжительностью не более 120 с, с длительностью отдельного импульса не более 3·10-3 сек и амплитудой 1-10 кА/см2 после чего на порошок воздействуют давлением 50-500 МПа и пропускают высоковольтный ток плотностью 50-500 кА/см2 длительностью 10-500 мксек.
Раскрывая причинно-следственную связь между существенными признаками способа, который заявляется, и техническим результатом необходимо отметить следующее. Признаки «предварительную очистку поверхности частиц порошковой заготовки осуществляют в вакууме путем нагрева серией низковольтных импульсов постоянного тока с общей продолжительностью не более 120 сек, с длительностью отдельного импульса не более 3·10-3 сек и амплитудой 1-10 кА/см2» позволяют провести очистку поверхности частиц порошка путем дегазации прессовки при сохранении исходной микроструктуры в порошковых частицах за счет кратковременности процесса нагрева, а признаки «на порошок воздействуют давлением 50-500 МПа и пропускают высоковольтный ток плотностью 50-500 кА/см2 длительностью 10-500 мксек» позволяют получить высокоплотный материал с сохранением исходной микроструктуры и высокими прочностными характеристиками и пластичностью. Выбор длительности операции предварительной очистки поверхности частиц порошковой заготовки основан на результатах экспериментальных исследований процесса дегазации порошка при нагреве серией низковольтных импульсов постоянного тока, оптимальные параметры которых (амплитуда и длительность отдельного импульса) зависят от характеристик частиц порошка и для исследованных порошков ряда металлов и сплавов (ПЖ2М3, никеля, меди, алюминия, титана, циркония, сплава Э110, тантала, молибдена, вольфрама, ВК6, ВК8, ВК10) ограничены значениями: длительностью отдельного импульса не более 3·10-3 сек и амплитудой 1-10 кА/см2. Воздействие на порошок давлением в диапазоне от 50 МПа до 500 МПа уменьшает электрическое сопротивление порошка и создает условия для однородного нагрева и уплотнения консолидируемого образца. Амплитуда плотности импульса тока от 50 до 500 кА/см2 в сочетании с длительностью импульса в диапазоне от 10 до 500 мкс обеспечивают равномерное распределение температуры в объеме образца и требуемую величину температуры для уплотнения материала, а также предохранения пресс-оснастки (матрицы и пуансонов) от интенсивного нагревания в процессе консолидации. При длительности импульса тока короче 10 мкс неравномерное распределение плотности тока по радиусу в консолидируемом образце (за счет проявления «скин-эффекта») приводит к неоднородному распределению температуры. При длительностях импульса тока более 500 мкс возникает неравномерное распределение температуры в образце за счет теплоотвода в матрицу и пуансоны, и, кроме того, негативно влияет на ресурс работоспособности пресс-оснастки. При амплитудах плотности тока в импульсе менее 50 кА/см2 не удается нагреть консолидируемый образец до температуры, достаточной для получения материала требуемой плотности. При амплитуде плотности тока в импульсе, превышающей 500 кА/см2, процесс высоковольтной электроимпульсной консолидации теряет устойчивость и приводит к получению образцов, содержащих макроскопические полости а также к разрушению образцов и пресс-оснастки.
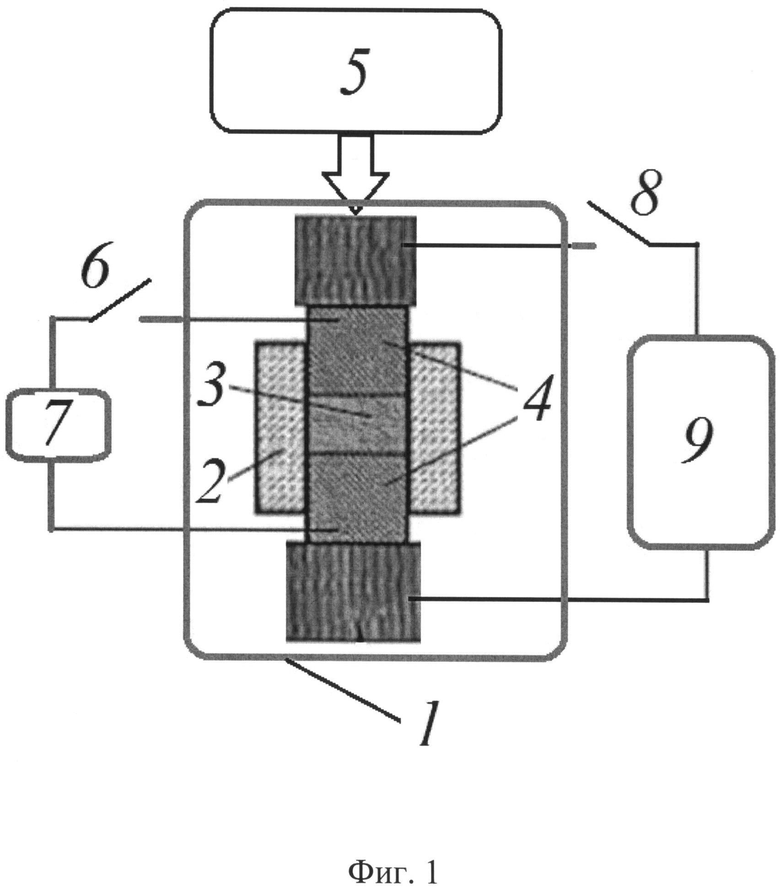
Предлагаемый способ был реализован на экспериментальной установке, принципиальная схема которой изображена на фигуре 1. В вакуумной камере 1 расположена пресс-форма 2 для изготовления изделий, заполненная порошком 3. В предложенном варианте устройства сверху и снизу на порошок накладываются электроды-пуансоны 4. На верхний электрод-пуансон прикладывается давление от внешнего устройства нагружения 5. Электроды-пуансоны 4 электрически соединены посредством коммутатора 6 с генератором низковольтных импульсов тока 7 и посредством коммутатора 8 с генератором высоковольтных импульсов тока 9. При включении коммутатора 6 через электроды-пуансоны 4 на засыпку порошка 3, находящуюся в пресс-форме 2, воздействуют импульсы электрического тока от генератора низковольтных импульсов 7. При этом между частицами порошка возникают искровые разряды, в зазорах между частицами генерируется искровая плазма, воздействие которой на поверхность частиц во всей массе порошка приводит к разрушению поверхностных пленок и интенсивной очистке поверхности частиц от загрязнений в течение интервала времени, не превышающего 120 с. Затем коммутатор 6 отключает генератор низковольтных импульсов тока 7, и через верхний пуансон 4 на порошковую засыпку 3 прикладывается давление от внешнего устройства нагружения 5. Далее при включении коммутатора 8 через порошок проходит короткий мощный импульс тока от генератора высоковольтных импульсов тока 9. Мощный высоковольтный импульс тока воздействует совместно с приложенным давлением на порошковую засыпку и обеспечивает теоретическую плотность порошкового материала при его консолидации.
Пример конкретного осуществления способа.
Электропроводящий порошок сплава Э-110 (Zr+1% Nb, частицы сферической формы) 3 засыпали в пресс-форму 2. С торцов пресс-формы вставляли электроды-пуансоны 4 из молибдена. Подготовленную технологическую сборку (пресс-форма, заполненная порошком с вставленными пуансонами) помещали в вакуумную камеру 1 технологического блока электроимпульсной установки. Камеру 1 с технологической сборкой откачивали до остаточного давления 4 Па. Включали коммутатор 6 низковольтных импульсов тока 7 и проводили очистку поверхности частиц в порошковой заготовке за счет нагрева заготовки серией низковольтных импульсов постоянного тока (длительность отдельного импульса 3·10-3 сек и амплитуда 5 кА/см2 общей длительностью 120 с. Затем отключали коммутатор низковольтных импульсов тока 7 и подавали давление на верхний электрод-пуансон 4 от внешнего нагружающего устройства 5. Величина давления 250 МПа определяется значением максимальной плотности изделия и достижением высокой пластичности и прочности консолидируемого порошка сплава Э-110. Другой электрод-пуансон был неподвижен. Далее при включении коммутатора 8 от высоковольтного генератора импульсов тока 9 пропускали короткий (длительностью 240 мкс) мощный импульс тока амплитудой 300 кА/см2, который совместно с приложенным давлением приводил к консолидации порошка сплава Э-110.
Электроимпульсной консолидацией получены образцы из порошка сплава Э-110 с относительной плотностью, практически совпадающей с теоретически возможной (99,9%), при этом предел прочности полученного материала составляет σB=(52±5) кг/мм2 и относительное удлинение δ=(37±5)%.
Таким образом, предлагаемый способ позволяет получать изделия из порошковых материалов с заданной прочностью, пластичностью и с сохранением исходных размеров зерен порошков в консолидированном материале.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ЗАГОТОВОК ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2013 |
|
RU2551750C1 |
| СПОСОБ СПЕКАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ ТВЕРДЫХ СПЛАВОВ ГРУППЫ WC-Co | 2014 |
|
RU2582851C1 |
| Способ спекания изделий из порошков твердых сплавов группы WC-Co | 2016 |
|
RU2636538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЭЛЕКТРОПРОВОДНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2541334C1 |
| Способ получения пористого биокерамического волластонита | 2020 |
|
RU2743834C1 |
| Способ получения материала с разноуровневой пористостью на основе порошков гематита | 2021 |
|
RU2765971C1 |
| Способ электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали и устройство для его осуществления | 2018 |
|
RU2705744C1 |
| Способ изготовления керамических изделий из порошка | 2017 |
|
RU2704777C2 |
| Способ изготовления распыляемой композитной мишени, содержащей фазу сплава Гейслера CoFeSi | 2016 |
|
RU2637845C1 |
| Способ получения композиционного материала Ti-15Mo/TiB с улучшенными пластическими характеристиками | 2020 |
|
RU2733775C1 |
Изобретение относится к порошковой металлургии, в частности к технологии получения объемных ультрадисперсных и наноматериалов путем электроимпульсной консолидации порошков. Может использоваться при изготовлении изделий с высокими прочностными характеристиками. Предварительную очистку порошка проводят путем нагрева его в вакууме серией низковольтных импульсов постоянного тока с общей продолжительностью не более 120 сек. Длительность отдельного импульса не более 3·10-3 сек и амплитудой 1-10 кА/см2. Консолидацию осуществляют путем воздействия на порошок давлением 50-500 МПа и пропускания через него высоковольтного импульса тока плотностью 50-500 кА/см2 и длительностью 10-500 мксек. Обеспечивается получение порошковых материалов с высокой прочностью и пластичностью при сохранении исходных размеров зерен порошков. 1 ил., 1 пр.
Способ получения консолидированных порошковых материалов, включающий предварительную очистку поверхности частиц порошка в вакууме и последующую его консолидацию путем одновременного воздействия на порошок давлением и прямого пропускания через него импульса тока, отличающийся тем, что предварительную очистку поверхности частиц порошка осуществляют в вакууме путем нагрева серией низковольтных импульсов постоянного тока с общей продолжительностью не более 120 с, с длительностью отдельного импульса не более 3·10-3 с и амплитудой 1-10 кА/см2, а при последующей консолидации на порошок воздействуют давлением 50-500 МПа и пропускают через него высоковольтный импульс тока плотностью 50-500 кА/см2 и длительностью 10-500 мкс.
| LONARDELLIN I | |||
| Deformation mechanisms in bulk nanostructured aluminium obtained after cryomilling and consolidation by spark plasma sintering | |||
| PhDThesis, University of Trento, 2010 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2008 |
|
RU2395368C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 1994 |
|
RU2063304C1 |
| US 20120058002 A1, 08.03.2012. | |||

