1
Изобретение относится к металлургии, а именно к разливке кремнистых ферросплавов.
Цель изобретения - сокращение потерь металла и уменьшение затрат руного труда.
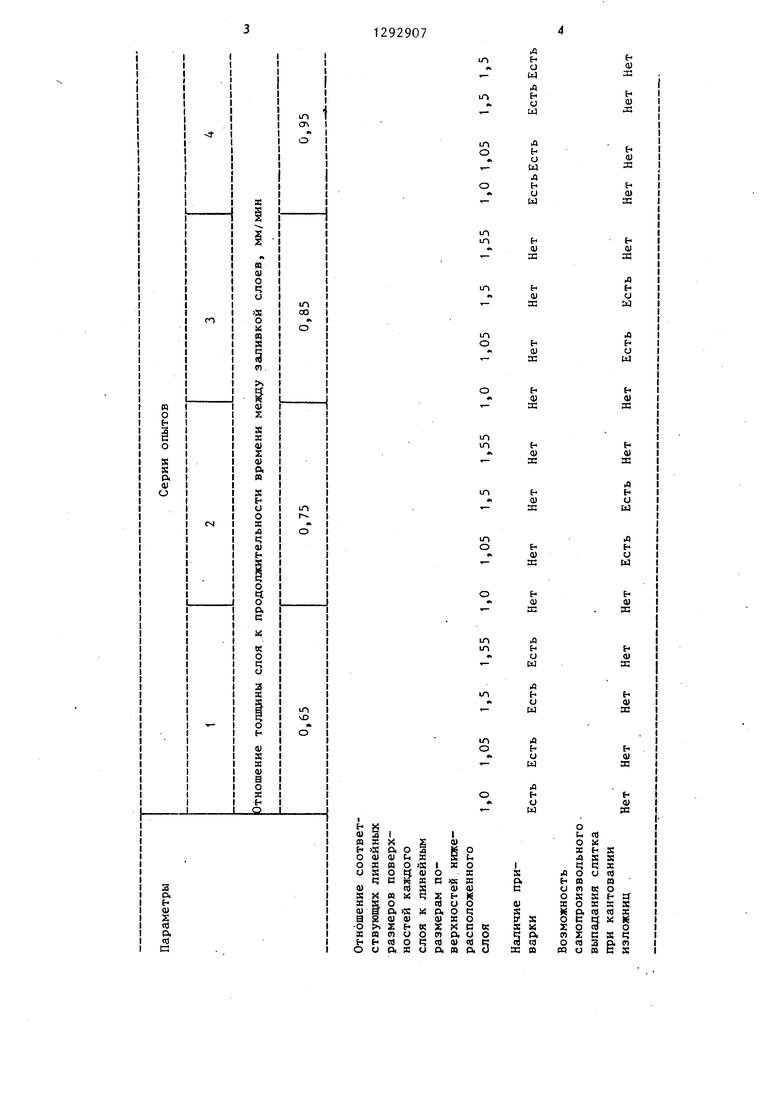
Отношение толщины каждого слоя к продолжительности времени между заливками 0,75-0,85 позволяет получат к моменту заливки доследующего слоя на предыдущем слое окисную пленку и слой закристализовавшегося металл такой суммарной толщины, которая обеспечивает сохранность их при взамодействии с заливаемым жидким металом последуяядей плавки. Это предохрняет от приварки слоев друг к другу В результате уменьшаются трудозатра при разделке слитка.
Увеличение отношения выше 0,85 мм/мин приводит к недостаточно суммарной толщине окисной пленки и закристаллизовавшегося слоя, в результате чего ранее залитый слой размьшаетСя в месте разливки струей жидкого металла, что приводит к приварке слоев.
Уменьшение отношения ниже 0,75 мм/мин необоснованно увеличивает продолжительность разливки. При этом возрастание продолжительности разливки и увеличение разливочных площадей повышают трудозатраты и заруженность кранового оборудования.
Отношение в пределах 0,75-0,85 обеспечивает, кроме того, оптимальн соотношение скоростей охлаждения металла изложницы и слитка, что предовращает взаимодиффузию, т.е. приводит к приварке слитка к изложнице, что в итоге приводит к уменьшению потерь металла.
Отношение соответструющих линейных размеров поверхностей каждого слоя к линейным размерам поверхностей нижерасположенного слоя составляет 1,05-1,5. Выбранные пределы отношения линейных размеров поверхностей обеспечивает самопроизвольно выпадание многослойного слитка из изложницы при ее кантовке, т.е. существенное снижение затрат ручного труда.
Уменьшение отношения линейных размеров менее 1,05 приводит к заклиниванию многослойного слитка в изложнице за счет неровностей боковых поверхностей. Получение ровных боковых поверхностей многослойного слитка технически невозможно.
Увеличение отношения линейных размеров Bbmie 1,5 не имеет смысла, так как приводит к увеличению площади слитка и, следовательно, размеров изложниц и разливочных площадей.
Пример . Разливку ферроси- ликохрома вели послойно в остальные изложницы. Для дна и стенок изложницы от зррозии использовали гранулированный ферросиликохром фракции 0-5 мм. Затем заливали послойно плавки ферросшшкохрома в общий слиток, состоящий из 4-5 слоев.
Провели 4 серии разливок по 4 разливки в каждой серии.
Результаты приведены в таблице.
Из данных таблицы следует, что при соблюдении предлагаемых пределов параметров разливки исключается приварка слоев друг к другу и к поверхности изложницы, происходит хорошее разделение слоев при разборке блоков, а следовательно, уменьшаются затраты труда на их разделку и на ,5% потери металла, что в сумме обеспечивает снижение себестоимости сплава на 0,1-0,5%.
Формула изобретения
Способ разливки кремнистых ферросплавов, включающий послойную разливку металла различных плавок в один блок, отличающийся тем, что, с целью сокращения потерь металла, уменьшения затрат ручного труда, отношение толщины каждого слоя к продолжительности времени между заливками слоев составляет 0,75-0,85 мм/мин, а отношение соответствующих линейных размеров поверхностей каждого слоя к линейным размерам поверхностей ниже
расположенного слоя составляет
1,05-1,5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разливки ферросплавов | 1982 |
|
SU1020441A1 |
| СПОСОБ РАЗЛИВКИ ФЕРРОСПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2496600C2 |
| Способ разливки ферросплавов | 1982 |
|
SU1084105A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| СПОСОБ ПРОИЗВОДСТВА ФЕРРОСПЛАВОВ НА МЕХАНИЗИРОВАННОМ КОМПЛЕКСЕ | 2012 |
|
RU2497969C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 2007 |
|
RU2356685C2 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 2002 |
|
RU2239514C2 |
| Способ разливки спокойной стали сверху | 1978 |
|
SU854557A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ ФРАКЦИОНИРОВАННЫХ СЛИТКОВ МАРГАНЦЕВЫХ ФЕРРОСПЛАВОВ | 1992 |
|
RU2048957C1 |
| Способ и устройство для разливки металла | 1983 |
|
SU1180400A1 |
Изобретение относится к области металлургии, а именно к разливке кремнистых ферросплавов. Цель изобретения - сокращение потерь металла и уменьшение затрат ручного труда. Разливку осуществляют послойно в стальные изложницы. Отношение толщи ны каждого слоя к продолжительности времени между заливками слоев составляет 0,75-0,85 мм/мин. Отношение соответствующих линейных размеров по- . верхностей каждого слоя к линейным размерам поверхностей нижерасположенного слоя составляет 1,05-1,5. Способ разливки исключает приварку слоев, облегчает их разделение при разборке блоков. 1 табл. (Л
| Способ разливки ферросплавов | 1982 |
|
SU1020441A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ разливки ферросплавов | 1982 |
|
SU1084105A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Бюп, Черная металлургия, 1984, № 11, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
