Способ относится к области механической обработки материалов с помощью электрогидравлического эффекта, а также предназначен для электрогидравлической раздачи втулок, в том числе и поршневых пальцев.
Известен способ и устройство электрогидравлического восстановления геометрических размеров изношенных поршневых пальцев, втулок (см. Юткин Л.А. Электрогидравлический эффект и его применение в промышленности - Л.: Машиностроение, - 1986. - С.147-148; Авторское свидетельство №147917, Способ восстановления размеров полых деталей машин, бюллетень №11, 1962, авт. Юткин Л.А., Гольцова Л.И.), с помощью которого раздача происходит высоковольтным разрядом между двумя электродами, сопровождающимся взрывом проволоки, соединяющий эти электроды.
Признаки, которые совпадают с существенными признаками заявляемого способа:
- раздачу производят за счет высоковольтного разряда между электродами;
- деформирование пальца производят в обойме.
Причина, которая препятствует получению необходимого технического результата, следующая: взрыв проволоки производят в канале, который значительно отличается от прямолинейного, в результате этого появляется большая эллипсность, конусность и бочкообразность поверхности пальца, что приводит к снижению качества восстанавливаемой детали.
Ближайшим по технической сути к заявляемому способу принимаем за прототип способ для электрогидравлического восстановления поршневых пальцев (см. Каспарянц А.А., Какуевицкий В.А. Использование электрогидравлического эффекта для восстановления поршневых пальцев // Автомоб. трансп. - 1982. - №8 - С.103-106), при применении которого раздача происходит патроном, в который вставлен взрывающийся провод, соединяющий оба электрода.
Признаки, которые совпадают с существенными признаками заявляемого способа:
- раздачу производят за счет высоковольтного разряда между электродами;
- деформирование пальца производят в обойме.
Причина, которая препятствует получению необходимого технического результата, следующая: при прохождении электрогидравлического взрыва металлической проволочки имеет место некоторая неравномерность развития взрыва, и, соответственно, деформация втулки происходит неравномерно. Вследствие этого втулка после восстановления имеет большую бочкообразность, конусность, большую криволинейность оси, которая приводит к неравномерному или недостаточному припуску при чистовой механической обработке. В основу настоящего изобретения поставлена задача создать способ электрогидравлической раздачи втулок в жесткой обойме, высоковольтный разряд многократно осуществляют в замкнутой камере, а ударные импульсы передают от упругой пластины электророзрядной камеры через пуансон цанги на внутреннюю стенку втулки с давлением 
Суть изобретения заключается в способе электрогидравлической раздачи втулок в жесткой обойме, согласно изобретению высоковольтный разряд многократно осуществляют в замкнутой камере, а ударные импульсы передают от упругой пластины электророзрядной камеры через пуансон цанги на внутреннюю стенку втулки с давлением 
Импульсы создают электроразрядным вибратором. Большая амплитуда ударного импульса, который производит работу по раздачи втулки, передает высокоскоростной цуг упругих высокочастотных колебаний. Эти колебания возбуждают диффузионную активность атомов деформируемого металла. Благодаря этому снижаются силы трения между цангой и деформируемым металлом, и увеличивается его пластичность. Равномерность деформации втулки обеспечивают равномерностью распределения давления, создаваемого цангой по поверхности втулки. Увеличение величины раздачи втулки обеспечивают за счет повышения диффузионной подвижностью атомов деформируемого металла.
За счет превращения ударной волны, в канале разряда, в механическую энергию перемещения пластины вибратора и передачи ее на цанговое устройство, которое раздает втулку, время действия ударного импульса на втулку увеличивается до 15…20 мс. Это обеспечивает плавность процесса пластического деформирования втулки, а следовательно и равномерность распространения деформации.
Раскрывая причинно-следственную связь между существенными признаками способа, который заявляется, и техническим результатом, который достигается, необходимо отметить следующее: при способе электрогидравлической раздачи втулок в жесткой обойме, согласно изобретения высоковольтный разряд многократно осуществляют в замкнутой камере, а ударные импульсы передают от упругой пластины электророзрядной камеры через пуансон цанги на внутреннюю стенку втулки с давлением
Существенные признаки способа, который заявляется:
- способ электрогидравлической раздачи втулок осуществляют в жесткой обойме;
- высоковольтный разряд многократно осуществляют в замкнутой камере;
- ударные импульсы передают от упругой пластины электророзрядной камеры через пуансон цанги на внутреннюю стенку втулки с давлением
Совокупность существующих признаков заявляемого способа, позволит равномерно и эффективно раздать и продеформировать всю рабочую поверхность втулки, что приведет к повышению ее эксплуатационных свойств и созданию равномерного припуска для обработки втулки по внутреннему и наружному диаметрам. Кроме того, отпадает необходимость изготавливать взрывные патроны на каждую втулку.
Техническим результатом заявленного изобретения являются повышение эффективности и равномерной раздачи по длине втулки, по ее внутреннему и наружному диаметрам.
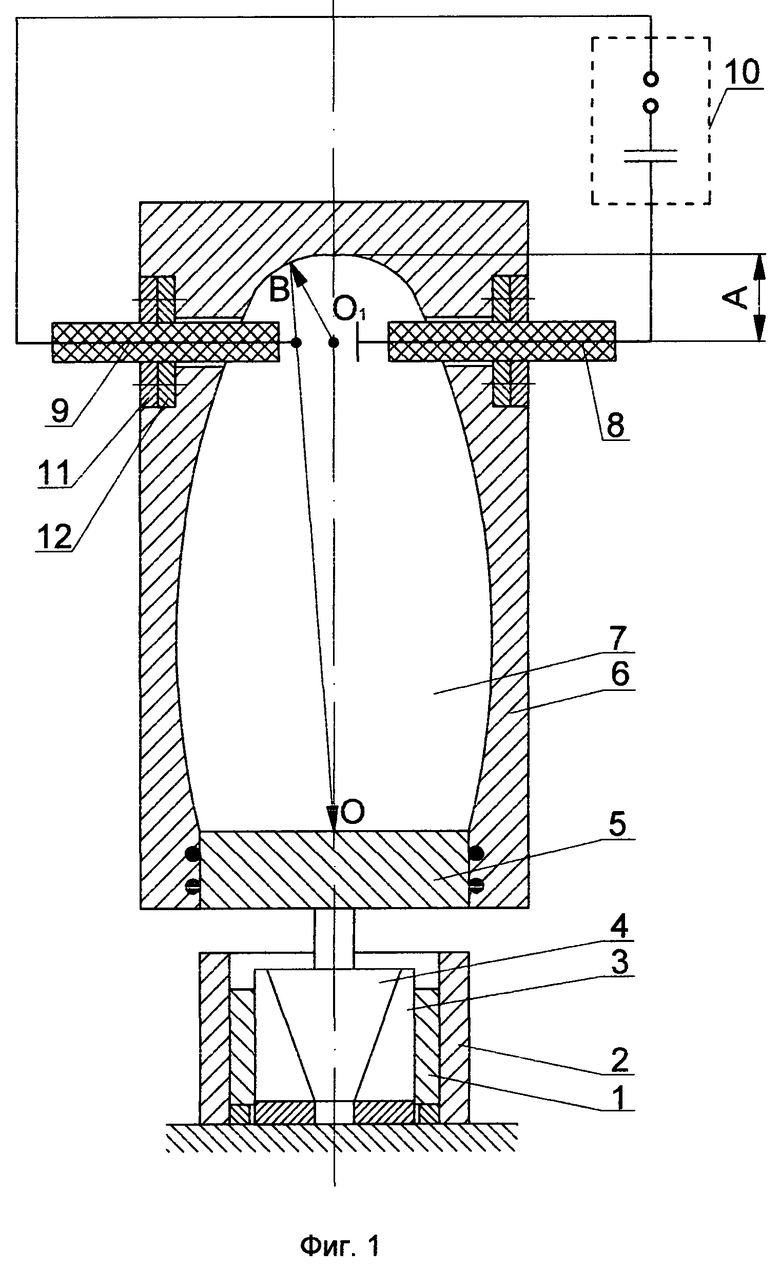
Суть изобретения объясняется прилагаемым чертежом, где на фиг.1 показано предложенное устройство для осуществления способа электрогидравлической раздачи втулок.
Способ осуществляют следующим образом.
Втулка 1, установлена в обойме 2, с помощью цанги 3 соединена с пуансоном 4, на который действует упругая пластина 5, которая закреплена в корпусе 6 на дне электроразрядной камеры 7. Внутри электроразрядной камеры 7 установлены отрицательный 8 и положительный 9 электроды, соединенные с генератором импульсов тока 10. Внутренняя поверхность электроразрядной камеры 7 выполнена в виде эллипсоида вращения, один из фокусов О1 которого совмещен с дном электроразрядной камеры 7, являющийся упругой пластиной 5, передающей ударный импульс на пуансон 4, а в другом фокусе О расположены оси электродов, закрепленных в двух втулках 11, установленных в отверстиях корпуса 6 вместе с резиновыми прокладками 12.
Устройство работает следующим образом.
Корпус 6 электроразрядной камеры 7 подводится с помощью упругой пластины 5 вибратора к пуансону 4. Напряжение, которое подается из электрической сети, повышается с помощью трансформатора через выпрямитель, который заряжает конденсатор. В конденсаторе генератора импульсов тока 10 накапливается электроэнергия и между отрицательным 8 и положительным 9 электродами электроразрядной камеры 7 происходит высоковольтный пробой, в результате которого на пуансоне 4 образуется ударный импульс, который через цангу 3 передается на стенки втулки 1 с давлением
Обойма 2 предназначена для того, чтобы втулка 1 не разрушилась во время раздачи и приняла правильную геометрическую форму.
При высоковольтном разряде в камере 7 с жидкостью (вода) первичная ударная волна достигает упругой пластины 5, пройдя расстояние О1О, отраженная волна проходит путь ОВ-ВО1, и разница этих расстояний для всех точек эллипсоида составляет величину амплитуды равную 2А. С учетом скорости звука в воде (с=1500 м/с) время прохождения волной расстояния 2А составляет 40 мкс, что соответствует частоте 25 кГц.
Таким образом, применение предлагаемого способа обеспечит, по сравнению с прототипом, равномерно и эффективно раздать и продеформировать всю рабочую поверхность втулки, что повысит прочность поверхности, эксплуатационные свойства втулки, производительность процесса раздачи и долговечность обрабатываемой детали, а также приведет к созданию равномерного припуска для обработки втулки по наружному диаметру.
Заявленный способ электрогидравлической раздачи втулок нашел свое применение в ремонтном производстве при восстановлении поршневых пальцев двигателей внутреннего сгорания автомобилей.
Равномерное давление на стенки поршневого пальца будет составлять:
где Рв - усилие на упругой пластине вибратора и на пуансоне цанги. Значение его измерено упруго-контактным методом (см. Формирование слитков при внешних динамических воздействиях / Ульянов В.А., Бутаков Б.И., Ризун А.Р., Сысоев В.Г., Фоменко К.П., Царенко П.И.; Отв. ред. Скворцов А.А. АН УССР. ПКБ электрогидравлики. - Киев: Наук, думка, 1989. - С.83-91), Рв=0,15 МН;
α - угол конуса цанги, α-2°;
Lв - длина поршневого пальца, Lв =0,11 м;
dв - внутренний диаметр поршневого пальца, dв=0,035 м.
Следовательно, имеем

Для пластического деформирования материала поршневого пальца (сталь прутковая 12ХН3А) необходимо превысить предел текучести стали, который составляет [σТ]=800 МПа, то есть удовлетворить условие:
[σТ]≤σТ.
Растягивающее напряжение σТ, равномерно распределенное по толщине стенки поршневого пальца, можно определить из выражения:
где dн - наружный диаметр поршневого пальца, dн=0,050 м.
Тогда
800 МПа < 875 МПа.
Таким образом, условие пластического деформирования выполнено.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2201812C2 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2162491C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОИМПУЛЬСНОЙ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1983 |
|
SU1115315A2 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ МОТОР | 2007 |
|
RU2376493C2 |
| ЭЛЕКТРОРАЗРЯДНОЕ УСТРОЙСТВО | 1980 |
|
SU897079A1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ КРУПНЫХ РЕЗЬБ И АРХИМЕДОВЫХ ЧЕРВЯКОВ РОЛИКАМИ | 2011 |
|
RU2516195C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОГИДРОИМПУЛЬСНОЙ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1989 |
|
SU1734299A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКОЕ ИМПУЛЬСНОЕ УСТРОЙСТВО ЭГИУ (ВАРИАНТЫ) | 2005 |
|
RU2283951C1 |
| Стенд для динамических испытаний изделий | 1982 |
|
SU1024784A1 |
| ГАЗОНАПОЛНЕННЫЙ РАЗРЯДНИК | 2007 |
|
RU2362244C2 |
Изобретение относится к электрогидравлической раздаче втулок в жесткой обойме. Производят многократный высоковольтный разряд в электроразрядной камере с упругой пластиной с созданием ударных импульсов. Ударные импульсы передаются посредством упорной пластины через пуансон и конусную цангу на внутреннюю стенку втулки с давлением 
Способ электрогидравлической раздачи втулок в жесткой обойме, отличающийся тем, что производят многократный высоковольтный разряд в электроразрядной камере с упругой пластиной с созданием ударных импульсов, которые посредством упорной пластины через пуансон и конусную цангу передаются на внутреннюю стенку втулки с давлением 
где Рв - усилие на упругой пластине, α - угол конуса цанги, Lв- длина втулки, dв - внутренний диаметр втулки.
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ЗАПРЕССОВКИ ТРУБ | 2001 |
|
RU2203759C2 |
| Устройство для импульсного формообразования изделий | 1976 |
|
SU586592A1 |
| Установка для электрогидравлической обработки изделий | 1990 |
|
SU1801674A1 |
| Способ определения КПД передаточных механизмов | 1983 |
|
SU1165902A1 |

