Область техники, к которой относится изобретение
Настоящее изобретение относится к шаблону для центрирования валков у основания изложницы.
Уровень техники
В настоящее время для центрирования валков у основания изложницы оператор выполняет ряд ручных операций для регулирования положения валков, используя монолитный шаблон, предназначенный для адаптации и крепления с помощью регулируемых прокладок или проставок к внутренним стенкам кристаллизатора, помещенного внутри корпуса изложницы, при этом шаблон выставляется по уклонам в стенках кристаллизатора.
В частности, оператор сначала выравнивает внутренние валки с помощью проставок и шаблона, а затем повторяет ту же операцию для наружных валков и боковых валков. При необходимости центрирование завершается регулированием положения валков с других сторон кристаллизатора в случае четырехугольного сечения.
Вышеупомянутые ручные операции центрирования с помощью монолитного шаблона требуют длительного времени, и эффективность центрирования в значительной степени зависит от опыта и квалификации оператора.
Таким образом, имеется необходимость во внедрении шаблона для центрирования валков у основания изложницы, что позволяет устранить вышеуказанные недостатки.
Сущность изобретения
Основная задача настоящего изобретения состоит во внедрении шаблона для центрирования валков у основания изложницы, что позволяет выполнять быстрое и точное центрирование вышеуказанных валков независимо от квалификации и опыта оператора, обеспечивая повторяемость центрирования.
Другая задача настоящего изобретения состоит во внедрении шаблона, который может саморегулироваться по уклону внутренних стенок кристаллизатора.
Еще одна задача настоящего изобретения состоит в том, чтобы предложить соответствующий способ точного центрирования валков у основания изложницы, которое могут легко выполнять даже менее опытные операторы.
Таким образом, настоящее изобретение служит для решения вышеуказанных задач за счет использования шаблона для центрирования валков у основания изложницы, при этом изложница снабжена кристаллизатором, в которой может быть вставлен шаблон посредством его перемещения от первого конца ко второму концу: по п.1 формулы изобретения шаблон образует продольную ось и содержит:
по меньшей мере, два продольных элемента, отделенных друг от друга и имеющих наружную поверхность, по существу, сопряженную по форме с соответствующими участками внутренней стенки кристаллизатора;
по меньшей мере, одно расширяющееся средство, помещенное внутри шаблона и, по меньшей мере, частично охватывающее продольный участок длины шаблона, адаптированный для того, чтобы оставаться внутри кристаллизатора, когда шаблон вставлен в вышеуказанный кристаллизатор, при этом вышеуказанное, по меньшей мере, одно расширяющееся средство адаптировано для расширения, так чтобы вышеуказанные продольные элементы прилегали к вышеуказанным соответствующим участкам стенки.
Второй аспект настоящего изобретения предусматривает способ центрирования валков у основания изложницы, снабженной кристаллизатором, за счет использования вышеуказанного шаблона, который по п.13 формулы изобретения содержит следующие этапы:
a) вставление шаблона в кристаллизатор;
b) расширение, по меньшей мере, одного расширяющегося средства, при этом обеспечивается контакт между продольными элементами шаблона и внутренними стенками кристаллизатора;
c) центрирование валков у основания за счет сближения валков до тех пор, пока не будет достигнуто положение первого контакта валков вдоль направляющей с вышеуказанными продольными элементами.
Преимущественно, помимо облегчения и значительного сокращения продолжительности операции центрирования, устройство и способ по изобретению позволяют избежать возможных проблем во время процесса непрерывного литья за счет высокой точности центрирования и, соответственно, высокой точности направления отливаемого изделия.
Использование на шаблоне нажимных пластин соответствующей формы, которые можно полностью выставить по внутренним уклонам кристаллизатора, дополнительно улучшает точность центрирования и повторяемость полученного результата.
Шаблон может быть использован посредством его вставления в кристаллизатор, который может иметь различную форму, например, прямоугольное сечение для литья заготовок, или круглое сечение.
Расширяющееся средство, помещенное внутри шаблона, может содержать, по меньшей мере, одну воздушную камеру или другие пригодные устройства, которые являются аналогичными или имеют сходные функции.
Вариант выполнения шаблона предусматривает расширяющиеся средства, которые содержат только одну воздушную камеру, по меньшей мере, частично, охватывающую продольный участок длины шаблона, который удерживается внутри кристаллизатора.
Следующий вариант выполнения шаблона по изобретению предусматривает расширяющиеся средства, которые содержат две воздушных камеры, расположенные в положениях, соответствующих верхнему и нижнему концам, соответственно кристаллизатора, в который вставлен шаблон.
Другие варианты выполнения могут предусматривать использование более двух воздушных камер.
Зависимые пункты формулы изобретения описывают предпочтительные варианты изобретения.
Краткое описание чертежей
Другие признаки и преимущества изобретения будут понятны из описания предпочтительного, но не исключительного варианта выполнения шаблона для центрирования валков у основания изложницы со ссылкой на приложенные чертежи, на которых:
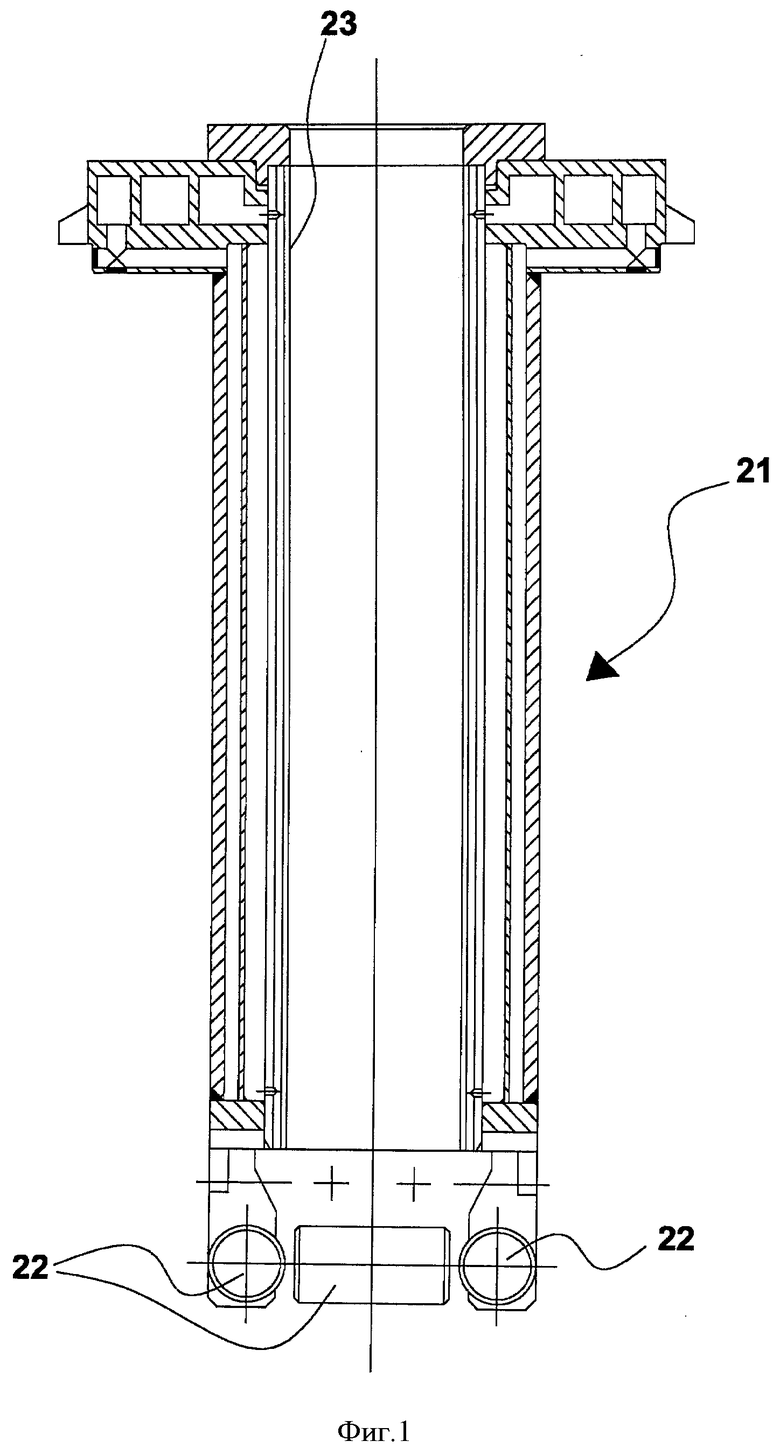
фиг.1 - пример части изложницы, снабженной валками у основания кристаллизатора;
фиг.2 - первый боковой вид с частичным вырезом центрирующего шаблона по изобретению;
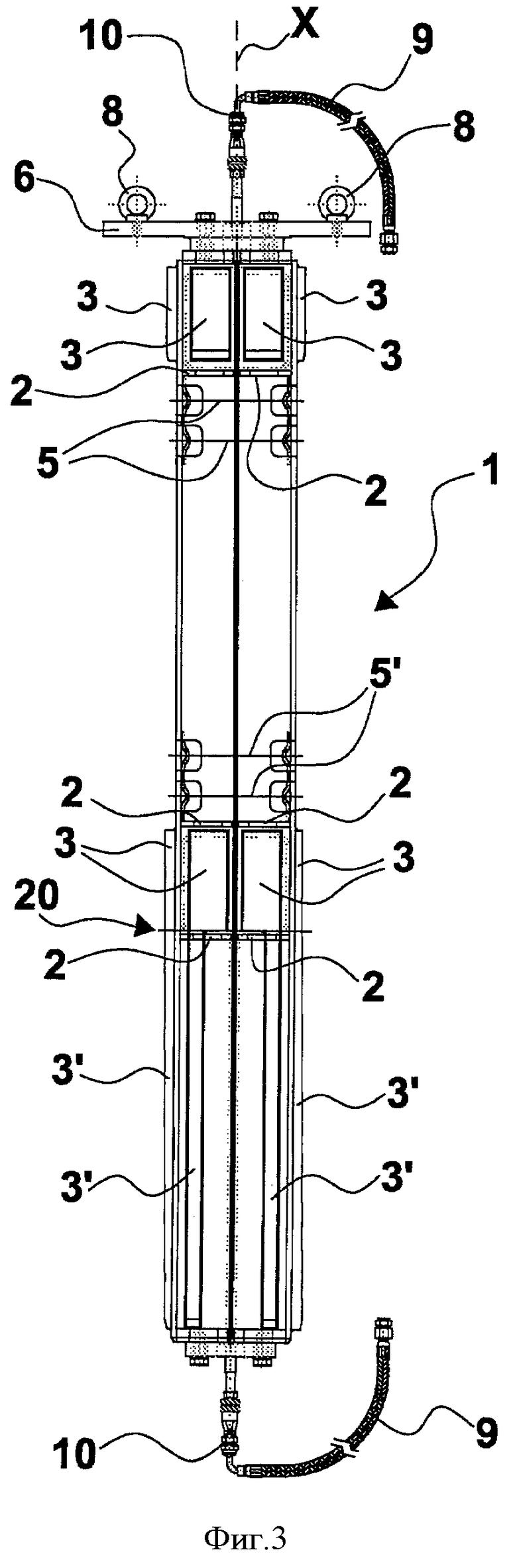
фиг.3 - второй боковой вид с частичным вырезом центрирующего шаблона по изобретению;
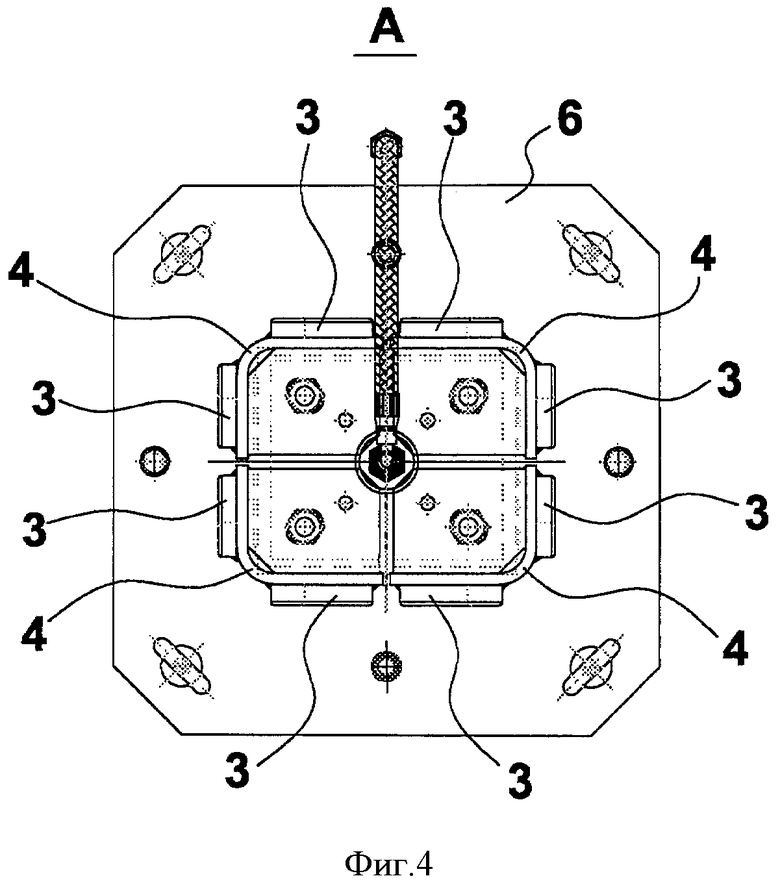
фиг.4 - вид сверху на шаблон по фиг.2;
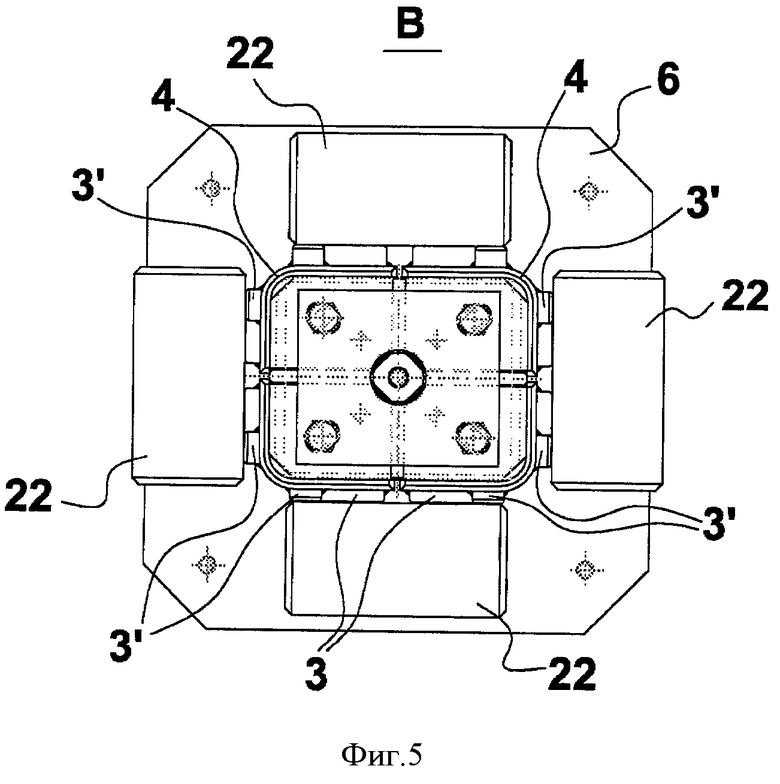
фиг.5 - вид снизу на шаблон по фиг.2;
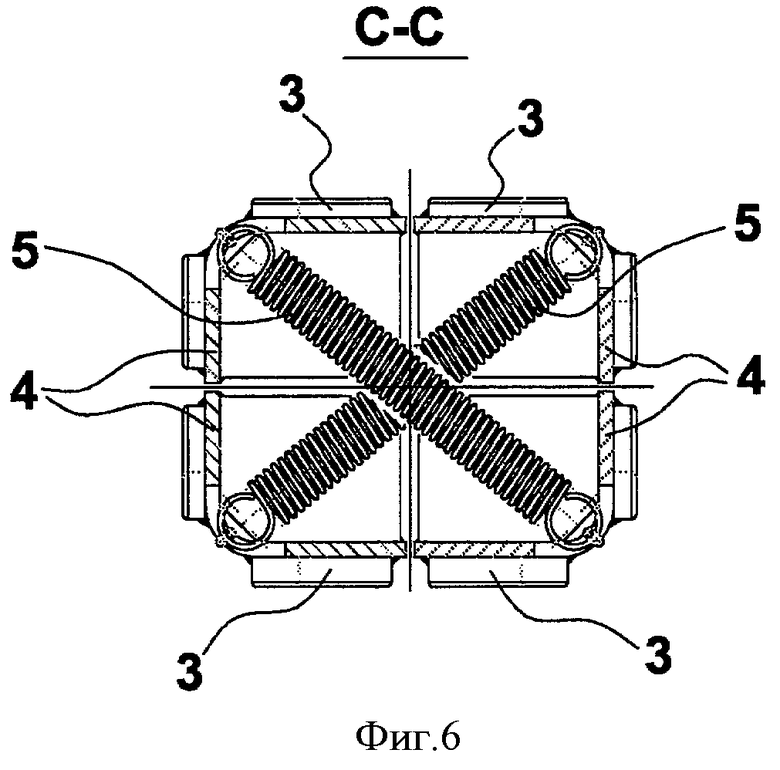
фиг.6 - вид в разрезе по плоскости С-С шаблона по фиг.2;
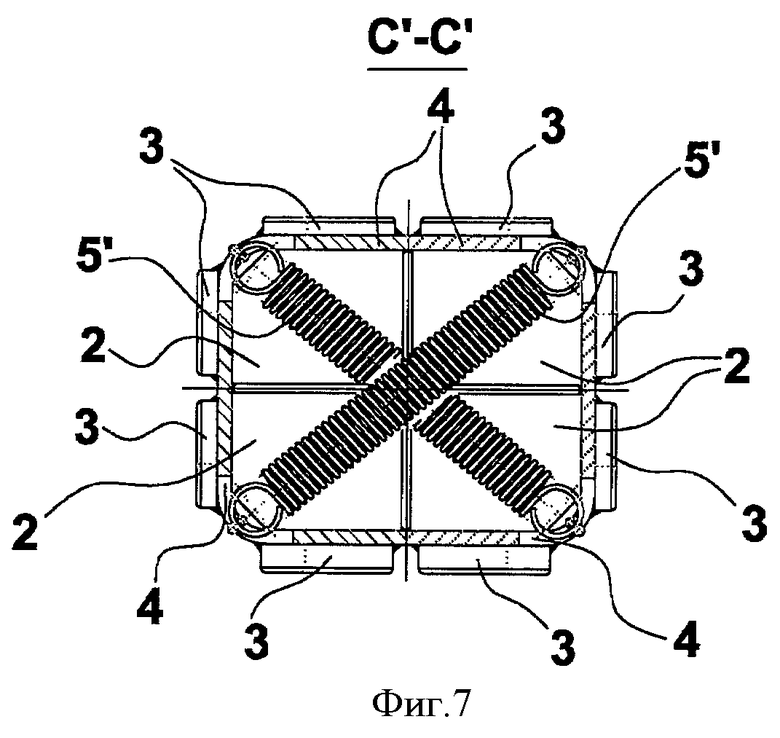
фиг.7 - вид в разрезе по плоскости С′-С′ шаблона по фиг.2;
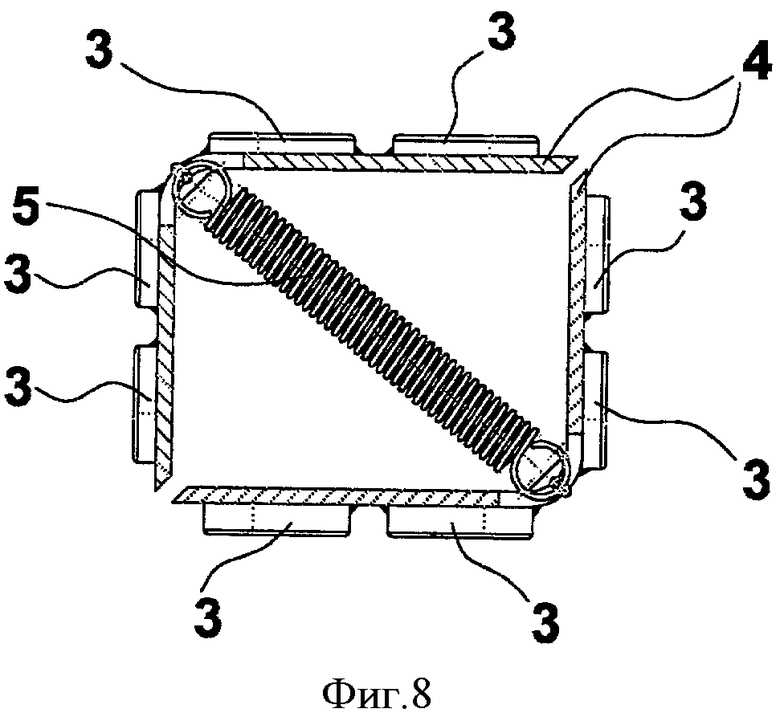
фиг.8 - вид в разрезе в поперечной плоскости по дополнительному варианту выполнения изобретения.
Подробное описание предпочтительного варианта выполнения изобретения
На фиг.2-7 показан первый вариант выполнения центрирующего шаблона 1 для центрирования валков у основания изложницы. Шаблон 1 имеет продольную ось Х и предназначен для установки внутри кристаллизатора, имеющего прямоугольную форму, для литья заготовок. Фиг.1 показывает участок изложницы 21, снабженной валками 22 у основания и кристаллизатором 23.
По этому первому варианту выполнения шаблон 1 содержит четыре продольных элемента 4, также называемых профилями, которые отстоят друг от друга.
Вышеуказанные продольные элементы 4 имеют L-образное поперечное сечение, как показано на фиг.3 и 4. Продольные элементы 4 расположены по длине так, что первый участок продолжается по всей длине кристаллизатора, и второй участок продолжается в зоне снаружи кристаллизатора у основания изложницы, где расположены валки 22 (показано на фиг.5), когда шаблон 1 вставляют в кристаллизатор. В своей верхней части шаблон 1 снабжен, по меньшей мере, одним фланцем 6, опирающимся на верхнюю часть изложницы.
Шаблон преимущественно изнутри снабжен расширяющимся средством, предпочтительно содержащим две воздушных камеры (фиг.3). Первая воздушная камера 7 расположена у верхнего конца шаблона, т.е. у верхнего конца кристаллизатора, внутри которого установлен шаблон. Вторая камера 7′ расположена в промежуточном положении между верхним и нижним концами шаблона, преимущественно, у нижнего конца кристаллизатора. Линия 20 на фиг.2 показывает высоту, соответствующую нижнему концу кристаллизатора, когда в него вставлен шаблон. Таким образом, часть шаблона ниже линии 20 остается снаружи кристаллизатора.
Эти воздушные камеры 7, 7′ расположены в соответствующих зонах внутри шаблона 1, при этом вышеуказанные зоны образованы плитами 2, закрепленными к продольным элементам 4. В частности, для каждой воздушной камеры предусмотрены две плиты 2, закрепленные под прямым углом к внутренней поверхности каждого продольного элемента или профиля 4. Таким образом, каждая зона воздушной камеры образована восемью плитами 2.
Воздушная камера может быть закреплена с помощью соответствующего адгезива или соответствующих вакуумных присосов внутри этих зон к внутренним поверхностям шаблона 1, т.е. к внутренним поверхностям профилей 4.
В верхней и нижней частях шаблона 1 расположены шланги 9 и быстро устанавливаемые фитинги 10 для подачи воздуха или другой среды под давлением в воздушные камеры 7, 7′.
У каждой зоны воздушной камеры на наружной поверхности каждого продольного элемента 4 предусмотрены нажимные панели 3, наружная поверхность которых подвергнута точной механической обработке для полного прилегания к соответствующим участкам внутренних стенок кристаллизатора. В варианте выполнения, показанном на фиг.2-7, для каждого профиля 4 и у каждой зоны воздушной камеры предусмотрены две нажимные панели 3, одна на каждую L-образную полку профиля.
После подачи сжатого воздуха в камеры 7, 7' они расширяются за счет смещения профилей 4 до полного контакта нажимных панелей 3 с внутренней стенкой кристаллизатора. Шаблон становится жестким за счет прилегания к внутреннему контуру кристаллизатора, при этом часть, выступающая наружу относительно кристаллизатора, становится ограничителем, по которому могут быть выставлены все валки у основания, как внутренние и наружные, так и боковые валки.
Дополнительным преимуществом шаблона является то, что поблизости от зон воздушных камер 7, 7′ расположены возвратные пружины 5, 5′, предназначенные для облегчения извлечения шаблона 1 из кристаллизатора после выполнения центрирования валков у основания изложницы и выпуска воздуха из воздушных камер. Как показано на фиг.6 и 7, каждая возвратная пружина 5, 5′ расположена в плоскости, по существу, параллельной плитам 2, и закреплена своими концами у вершин двух противолежащих L-образных профилей 4.
Первая пара взаимно пересекающихся возвратных пружин 5, как видно на фиг.6, расположена ниже зоны первой воздушной камеры 7. Вторая пара взаимно пересекающихся возвратных пружин 5′, как видно на фиг.7, расположена выше зоны второй воздушной камеры 7′.
При выпуске воздуха из воздушных камер расположенные указанным образом возвратные пружины 5, 5′ перемещают профили 4 друг к другу, тем самым, исключая контакт шаблона с внутренними стенками кристаллизатора и обеспечивая скольжение шаблона по ним при его извлечении из кристаллизатора.
На участке шаблона, остающимся снаружи кристаллизатора, т.е. в зоне шаблона, где выполняется регулирование валков у основания изложницы, продольные элементы 4 снабжены продольными выступами 3′, которые продолжаются по всей длине вышеуказанного участка шаблона.
Вышеуказанные продольные выступы 3′ имеют наружную поверхность, которая подвергнута точной механической обработке для обеспечения точного прилегания по плоскости для выравнивания соответствующих валков по шаблону у основания, когда в воздушные камеры подается воздух при контакте нажимных пластин с внутренней стенкой кристаллизатора.
В варианте выполнения, показанном на фиг.2-5, каждый профиль 4 имеет два продольных выступа 3′, один на каждую L-образную полку. Эти выступы 3′ преимущественно расположены близко к углу L-образного профиля 4 и позволяют легко и быстро размещать валки у основания изложницы. Фактически, после подачи воздуха в воздушные камеры и обеспечения контакта между нажимными пластинами 3 и внутренней частью кристаллизатора валки 22 у основания приходят в контакт с вышеуказанными выступами 3′ и остаются в таком положении.
В частности, образующая валка 22 контактирует с двумя продольными выступами 3′, выполненными на боковой стороне шаблона, обращенной к вышеуказанному валку.
Продольные выступы 3′ могут быть приварены к профилям 4 или быть выполненными за одно целое с ними. Такое выполнение также может относиться к нажимным пластинам 3.
Первый вариант выполнения, показанный на фиг.2-7, предназначен для кристаллизаторов с квадратным, или прямоугольным сечением.
Второй вариант выполнения шаблона также предназначен для кристаллизаторов с четырехугольным сечением и в отличие от первого варианта выполнения снабжен двумя отдельными и противолежащими продольными элементами или профилями 4. Вышеуказанные продольные элементы 4 имеют L-образное сечение, как показано на фиг.8. В этом случае продольные элементы 4 соединены друг с другом с помощью возвратной пружины 5, 5′, которая расположена в плоскости рядом с каждой зоной воздушной камеры и закреплена своими концами у вершин двух противолежащих L-образных профилей 4.
В этом втором варианте выполнения (фиг.8) для каждого профиля 4 и у каждой зоны воздушной камеры предусмотрены четыре нажимных пластины 3, две на каждую L-образную полку профиля 4. Как вариант, для каждого профиля и у каждой зоны воздушной камеры могут быть предусмотрены две нажимных пластины с большей длиной, одна на каждую L-образную полку профиля. Кроме того, для каждого профиля 4 предусмотрены два продольных выступа, два на каждую L-образную полку профиля. Эти выступы преимущественно предусмотрены рядом с концами каждой полки и позволяют легко и быстро размещать валки у основания изложницы.
Другой вариант (не показан) шаблона по изобретению может включать в себя два отдельных противолежащих продольных элемента, имеющих, по существу, U-образное сечение и соединенных друг с другом с помощью возвратной пружины, которая расположена в плоскости рядом с каждой зоной воздушной камеры и удерживается у концов на нижней части U-образного сечения.
Следующий вариант (не показан) может включать в себя четыре продольных элемента, которые являются прямолинейными и попарно параллельны друг другу. Каждая пара противолежащих продольных элементов снабжена, по меньшей мере, одной возвратной пружиной, расположенной в плоскости рядом с каждой зоной воздушной камеры. При наличии двух воздушных камер, как описано по первому варианту выполнения, используются две пары возвратных пружин: первая пара возвратных пружин, взаимно пересекающихся и образующих взаимно перпендикулярные оси в плоскости разреза, расположена ниже зоны первой воздушной камеры; вторая пара возвратных пружин, взаимно пересекающихся и образующих взаимно перпендикулярные оси в плоскости разреза расположена выше зоны второй воздушной камеры.
Третий вариант выполнения (не показан) включает в себя шаблон для центрирования валков у основания изложницы, предназначенный для изделий круглого сечения. Такой шаблон имеет, по меньшей мере, два продольных элемента или профиля дугообразного сечения, соответствующего круглому сечению кристаллизатора.
Внутри шаблона установлены, по меньшей мере, две воздушные камеры у верхнего и нижнего концов кристаллизатора соответственно, в который вставлен сам шаблон, таким же образом, как описано для первого варианта выполнения. Третий вариант выполнения также может включать в себя профили, снабженные соответствующими нажимными пластинами и продольными выступами, выполняющими те же функции и имеющими такие же преимущества, как описано выше.
Этот третий вариант выполнения также может включать в себя возвратные пружины для облегчения извлечения шаблона из кристаллизатора.
В зависимости от различного сечения кристаллизатора, используемого для литья, могут быть предусмотрены другие аналогичные варианты выполнения шаблона по изобретению.
Как вариант центрирование валков также может быть обеспечено с помощью шаблона, снабженного с внутренней стороны только одной воздушной камерой, по меньшей мере, частично охватывающей продольный участок длины шаблона, которая удерживается внутри кристаллизатора.
Другой аспект настоящего изобретения характеризует способ центрирования валков у основания изложницы за счет использования вышеуказанного шаблона. Такой способ содержит:
- вставление центрирующего шаблона 1 в кристаллизатор до тех пор, пока вышеуказанный шаблона не будет опираться, по меньшей мере, одним фланцем 6 на верхнюю часть изложницы;
- подачу воздуха или другой среды под заданным давлением через быстро устанавливаемый фитинг 10 в воздушные камеры 7, 7′, так чтобы последние расширялись до тех пор, пока нажимные пластины 3 не будут контактировать с внутренними стенками кристаллизатора, обеспечивая полное выравнивание шаблона с вышеуказанными внутренними стенками;
- центрирование валков у основания за счет взаимного перемещения валков в направлении друг друга до тех пор, пока не будет достигнуто положение первого контакта валков вдоль направляющей с соответствующими продольными выступами 3';
- стопорение валков в этом первом положении контакта.
После выполнения этой простой, быстрой и точной операции центрирования валков воздух выпускается из воздушных камер за счет открывания быстро устанавливаемых фитингов 10, и, таким образом, профили 4 перемещаются от внутренних стенок кристаллизатора с помощью усилия, создаваемого возвратными пружинами 5,5'.
Далее весь центрирующий шаблон 1 извлекается из кристаллизатора с помощью соответствующего извлекающего средства, которое захватывает шаблон за скобы 8, предусмотренные в верхней части шаблона 1, предотвращая тем самым трение и заедание между профилями 4 и уже отцентрированными валками 2, что могло бы сместить их из достигнутого положения центрирования.
Вышеуказанные извлекающие средства также предназначены для вставления шаблона в изложницу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАБЛОН ДЛЯ ЦЕНТРИРОВАНИЯ ВАЛКОВ У ОСНОВАНИЯ ИЗЛОЖНИЦЫ | 2013 |
|
RU2593813C2 |
| ИЗЛОЖНИЦА ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ ТОНКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2127652C1 |
| ДИСКОВЫЙ ТОРМОЗНОЙ МЕХАНИЗМ ДЛЯ КОММЕРЧЕСКОГО ТРАНСПОРТНОГО СРЕДСТВА И КОМПЛЕКТ ТОРМОЗНЫХ КОЛОДОК | 2016 |
|
RU2683912C1 |
| ЦИЛИНДРИЧЕСКИЙ АППАРАТ, ОБЕСПЕЧИВАЮЩИЙ ЛЕВИТАЦИЮ НА ВОЗДУШНОЙ ПОДУШКЕ, И СПОСОБ НАПРАВЛЯЕМОЙ ПОДАЧИ БЕСКОНЕЧНОЙ ГИБКОЙ ЛЕНТЫ НА ВХОД ЛЕНТОЧНОЙ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 2000 |
|
RU2225277C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ АЛЮМИНИЕВЫХ СЛИТКОВ | 2019 |
|
RU2742553C1 |
| ГОЛОВНАЯ ЧАСТЬ КРИСТАЛЛИЗАТОРА ДЛЯ ВЕРТИКАЛЬНОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОД НАГРУЗКОЙ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ УДЛИНЕННОЙ ФОРМЫ | 1998 |
|
RU2198764C2 |
| ХОЛОДИЛЬНОЕ УСТРОЙСТВО | 2009 |
|
RU2494322C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2021 |
|
RU2756122C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2008 |
|
RU2453393C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР С ПЕРЕМЫЧКАМИ | 2016 |
|
RU2666104C1 |
Изобретение относится к металлургии. Шаблон для центрирования валков имеет два продольных элемента (4), наружная поверхность которых сопрягается по форме с соответствующими участками внутренней стенки кристаллизатора. Первый участок шаблона расположен по всей длине кристаллизатора, а второй участок шаблона расположен снаружи кристаллизатора в зоне расположения валков. Внутри шаблона (1) расположена по меньшей мере одна воздушная камера (7, 7′), которая охватывает участок длины шаблона, расположенный по всей длине кристаллизатора. Воздушная камера выполнена с возможностью расширения, в результате чего вышеуказанные продольные элементы (4) контактируют с соответствующими участками внутренней стенки кристаллизатора. Центрирование валков у основания кристаллизатора осуществляют путем сближения валков до тех пор, пока не будет достигнуто положение контакта вышеуказанных валков (22) вдоль направляющей с продольными элементами (4). Обеспечивается быстрое и точное центрирование валков, не требующее высокой квалификации оператора. 2 н. и 13 з.п. ф-лы, 8 ил.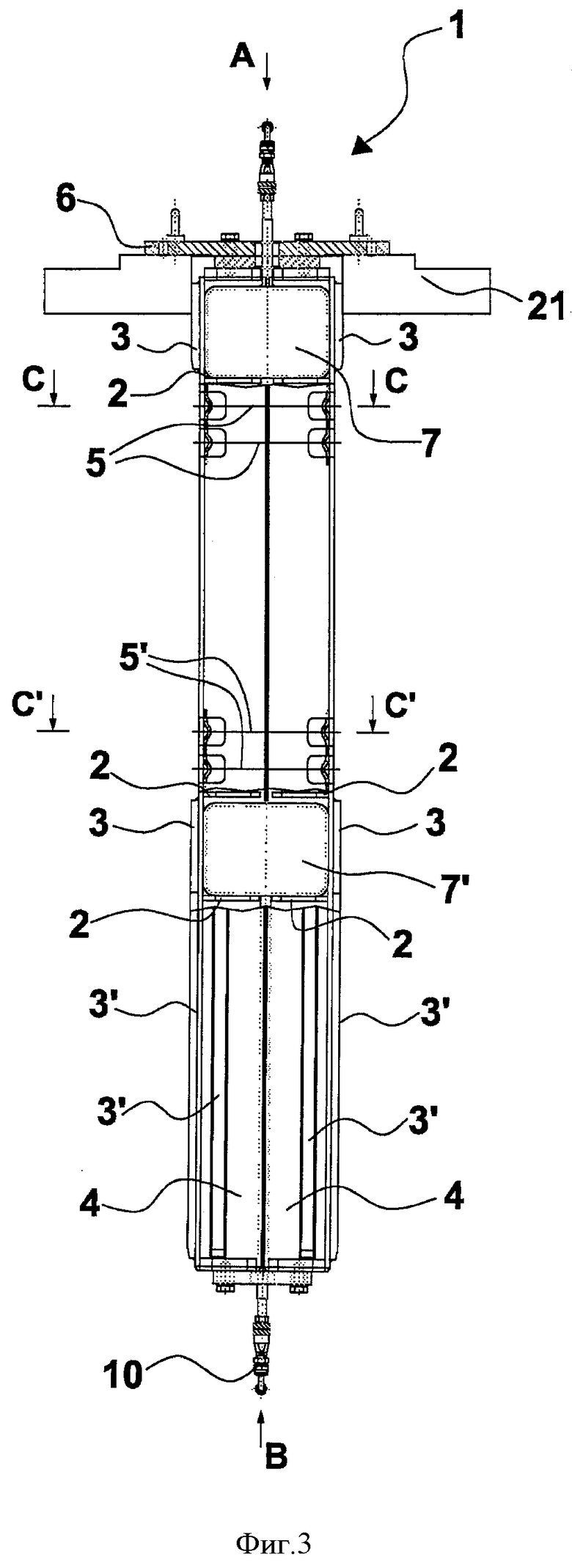
1. Шаблон (1) для центрирования валков (22) у основания кристаллизатора, выполненного с возможностью вставки в него шаблона, имеющего продольную ось (X) и содержащего, по меньшей мере, два отстоящих друг от друга продольных элемента (4), имеющих наружную поверхность, сопрягаемую по форме с соответствующими участками внутренней стенки кристаллизатора, отличающийся тем, что, по меньшей мере, два продольных элемента (4) имеют такую длину, что первый участок шаблона расположен по всей длине кристаллизатора, а второй участок шаблона расположен снаружи кристаллизатора в зоне расположения валков, по меньшей мере, одна воздушная камера (7, 7′) расположена внутри шаблона (1) и, по меньшей мере, частично охватывает участок длины шаблона, расположенный по всей длине кристаллизатора, при этом вышеуказанная, по меньшей мере, одна воздушная камера выполнена с возможностью ее расширения, в результате чего вышеуказанные продольные элементы (4) контактируют с соответствующими участками внутренней стенки кристаллизатора.
2. Шаблон по п.1, отличающийся тем, что первая (7) и вторая (7′) воздушные камеры расположены в положениях, соответствующих первому концу и второму концам кристаллизатора.
3. Шаблон по п.2, отличающийся тем, что воздушные камеры (7, 7′) расположены в соответствующих зонах внутри шаблона (1), образованных плитами (2), закрепленными к продольным элементам (4).
4. Шаблон по п.3, отличающийся тем, что в каждой зоне воздушных камер на наружной поверхности каждого продольного элемента (4) выполнены нажимные панели (3), наружная поверхность которых подвергнута точной механической обработке для обеспечения полного прилегания к соответствующим участкам внутренних стенок кристаллизатора.
5. Шаблон по п.4, отличающийся тем, что рядом с каждой зоной воздушных камер расположена, по меньшей мере, одна возвратная пружина (5, 5′), предназначенная для облегчения извлечения шаблона (1) из кристаллизатора после выполнения центрирования валков у основания кристаллизатора и выпуска воздуха из воздушных камер.
6. Шаблон по п.5, отличающийся тем, что первая пара взаимно пересекающихся возвратных пружин (5) расположена ниже зоны первой воздушной камеры (7), а вторая пара взаимно пересекающихся возвратных пружин (5′) расположена выше зоны второй воздушной камеры (7′).
7. Шаблон по п.6, отличающийся тем, что продольные элементы (4) снабжены продольными выступами (3′), расположенными по всей длине вышеуказанного второго участка.
8. Шаблон по п.7, в котором вышеуказанные продольные выступы (3′) имеют наружную поверхность, подвергнутую точной механической обработке для обеспечения точной плоскости прилегания для выравнивания соответствующих валков (22) по шаблону у основания кристаллизатора.
9. Шаблон по п.7, отличающийся тем, что вышеуказанные продольные выступы (3′) и нажимные пластины (3) приварены к продольным элементам (4) или выполнены за одно целое с ними.
10. Шаблон по любому из предыдущих пунктов, отличающийся тем, что он снабжен, по меньшей мере, двумя продольными элементами (4), имеющими L-образное сечение.
11. Шаблон по п.10, отличающийся тем, что он снабжен, по меньшей мере, четырьмя продольными элементами (4), каждый из которых у каждой зоны воздушной камеры имеет два нажимных элемента (3), по одному на каждую полку L-образного профиля, при этом каждый продольный элемент (4) снабжен двумя продольными выступами (3′), по одному на каждую полку L-образного профиля, расположенными рядом с вершиной вышеуказанного L-образного профиля.
12. Шаблон по любому из пп.1-9, отличающийся тем, что он снабжен, по меньшей мере, двумя продольными элементами (4), имеющими дугообразное сечение.
13. Способ центрирования валков у основания кристаллизатора, включающий использование шаблона по любому из предыдущих пунктов, который содержит следующие этапы:
a) вставление шаблона (1) в кристаллизатор,
b) расширение, по меньшей мере, одной воздушной камеры до обеспечения контакта между продольными элементами (4) шаблона (1) и внутренними стенками кристаллизатора,
c) центрирование валков у основания путем сближения валков до тех пор, пока не будет достигнуто положение контакта вышеуказанных валков (22) вдоль направляющей с вышеуказанными продольными элементами (4).
14. Способ по п.13, отличающийся тем, что этап b) предусматривает подачу среды под заданным давлением по меньшей мере в одну воздушную камеру (7, 7') для ее расширения до тех пор, пока не будет обеспечен вышеуказанный контакт продольных элементов (4) шаблона (1) с внутренними стенками кристаллизатора.
15. Способ по п.13, отличающийся тем, что на этапе а) шаблон (1) вставляют в кристаллизатор до тех пор, пока он не будет опираться, по меньшей мерс, одним из его фланцев (6) на верхнюю часть кристаллизатора, а после этапа с) осуществляют стопорение валков (22) в вышеуказанном положении контакта.
| Устройство для смешивания волокнистого материала | 1935 |
|
SU47919A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2239663C1 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2375935C2 |
| US 3863356 A, 04.02.1975. | |||

