Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для открывания и закрывания черновых форм и/или выдувных форм в стеклоформующей машине.
Уровень техники
Стеклоформующие машины, включающие в себя, в частности, стеклоформующие машины с отдельными секциями, содержит одну или несколько черновых форм для формования расплавленных стеклянных капель в стеклянные заготовки для выдувания, выдувные формы для выдувания стеклянных заготовок в изделия из стекла, такие как стеклянные контейнеры, и передающие механизмы для передачи стеклянных заготовок из черновых форм в выдувные формы и для передачи изделий из стекла из выдувных форм. Черновые формы и выдувные формы обычно образуются из полуформ, установленных на плечах для форм для открывания и закрывания форм. Общая задача настоящего изобретения состоит в том, чтобы предложить устройство для открывания и закрывания черновых форм и/или выдувных форм в стеклоформующей машине, которое можно легко поддерживать рабочем состоянии, в результате чего уменьшается время простоя машины для технического обслуживания и ремонта.
US 6557380 B1 описывает устройство для открывания и закрывания плеч форм в стеклоформующей машине, в котором каждое плечо для форм соединено с помощью соответствующего редуктора с серводвигателем, который совместно используется редукторами. Редукторы и серводвигатель расположены под опорным кронштейном форм стеклоформующей машины.
EP 0336566 A2 описывает цилиндр для открывания и закрывания плеч форм стеклоформующей машины. Канал в поршне цилиндра продолжается между камерами цилиндра в качестве предохранительного устройства, так чтобы оператор мог противодействовать усилию закрывания на плечах форм до того момента, пока формы не будут полностью закрыты, когда цилиндр прикладывает полное усилие закрывания к плечам форм.
Раскрытие изобретения
Настоящее описание включает в себя ряд аспектов, которые могут быть внедрены по отдельности или совместно друг с другом.
Устройство для открывания и закрывания плеч для форм в стеклоформующей машине по первому аспекту настоящего изобретения включает в себя редуктор для установки на раму стеклоформующей машины, корпус цилиндра, подвешенный под редуктором, и цилиндр для открывания/закрывания форм, расположенный в корпусе цилиндра. Цилиндр имеет поршень для открывания/закрывания форм с продолжающимся штоком поршня и зубчатую рейку, механическим способом или иным образом образованную в штоке поршня. Первая ведущая шестерня в корпусе цилиндра связана с зубчатой рейкой, и ведущий вал продолжается от первой ведущей шестерни и корпуса цилиндра в редуктор. Вторая ведущая шестерня расположена в редукторе и соединена с ведущим валом. Расположенные с боковых сторон на некотором расстоянии друг от друга рабочие валы продолжаются вверх из редуктора. Средства, включающие в себя промежуточную шестерню, соединяют вторую ведущую шестерню с рабочими валами, так что рабочие валы поворачиваются одновременно в противоположных направлениях цилиндром для открывания/закрывания форм, зубчатой рейкой, первой и второй ведущими шестернями и промежуточной шестерней. В примерных вариантах выполнения по изобретению средство включает в себя ведомые шестерни или соединительные звенья, соединяющие вторую ведущую шестерню и промежуточную шестерню с рабочими валами. Звенья соединяют рабочие валы с плечами для форм в стеклоформующей машине. Силовой цилиндр для закрывания форм находится в корпусе цилиндра и имеет силовой поршень для закрывания форм, функционально связанный со штоком поршня и зубчатой рейкой. Устройство подачи рабочего воздуха для способствования закрыванию форм на вышеуказанном корпусе цилиндра обеспечивает подачу воздуха в силовой цилиндр и функционирует с помощью силового поршня для закрывания форм, штока поршня и зубчатой рейки с целью содействия цилиндру для открывания/закрывания форм в удерживании плеч для форм в закрытом положении.
Устройство для открывания и закрывания плеч для форм в стеклоформующей машине по другому аспекту настоящего изобретения включает в себя редуктор для установки на раму стеклоформующей машины, корпус цилиндра, подвешенный под редуктором, и цилиндр для открывания/закрывания форм, расположенный в корпусе цилиндра. Цилиндр имеет поршень для открывания/закрывания форм с продолжающимся штоком поршня и зубчатую рейку, механическим способом или иным образом образованную в штоке поршня. Ведущие шестерни соединяют зубчатую рейку с рабочими валами, на которых установлены плечи для форм с целью перемещения плеч для форм между открытым и закрытым положениями. Силовой цилиндр для закрывания форм, расположенный в корпусе цилиндра, имеет силовой поршень для закрывания форм, функционально связанный со штоком поршня и зубчатой рейкой. Устройство подачи воздуха для способствования закрыванию форм на корпусе цилиндра обеспечивает подачу воздуха в силовой цилиндр и функционирует с помощью силового поршня для закрывания форм, штока поршня и зубчатой рейки с целью содействия цилиндру для открывания/закрывания форм в удерживании плеч для форм в закрытом положении. Устройство подачи воздуха для способствования закрыванию форм включает в себя выпускной клапан для быстрого выпуска воздуха из силового цилиндра для закрывания форм, когда цилиндр для открывания/закрывания форм перемещает плечи для форм в открытое положение. Силовой поршень для закрывания форм предпочтительно устанавливается на конце штока поршня, удаленного от поршня для открывания/закрывания форм.
Краткое описание чертежей
Изобретение совместно с дополнительными задачами, отличительными характеристиками, преимуществами и аспектами станет понятным из следующего ниже описания приложенной формулы изобретения и приложенных чертежей, на которых:
фиг.1 - перспективный вид сбоку секции стеклоформующей машины по примерному варианту выполнения настоящего изобретения;
фиг.2 - перспективный вид сверху секции машины из фиг.1;
фиг.3 - перспективный вид спереди рабочего механизма для черновых форм в секции машины из фиг.1 с непоказанными для ясности плечами для форм;
фиг.4 - перспективный вид сзади рабочего механизма для черновых форм из фиг.3;
фиг.5 - перспективный вид механизма из фиг.3 и 4 с демонтированным опорным кронштейном черновых форм;
фиг.6 - перспективный вид с нижней стороны механизма из фиг.5 с демонтированным корпусом цилиндра;
фиг.7 и 8 - виды в разрезе, по существу, по соответствующим линиям 7-7- и 8-8 на фиг.3;
фиг.9 - вид в разрезе, по существу, по линии 9-9 на фиг.7;
фиг.10 - вид в частичном разрезе, по существу, по линии 10-10 на фиг.1;
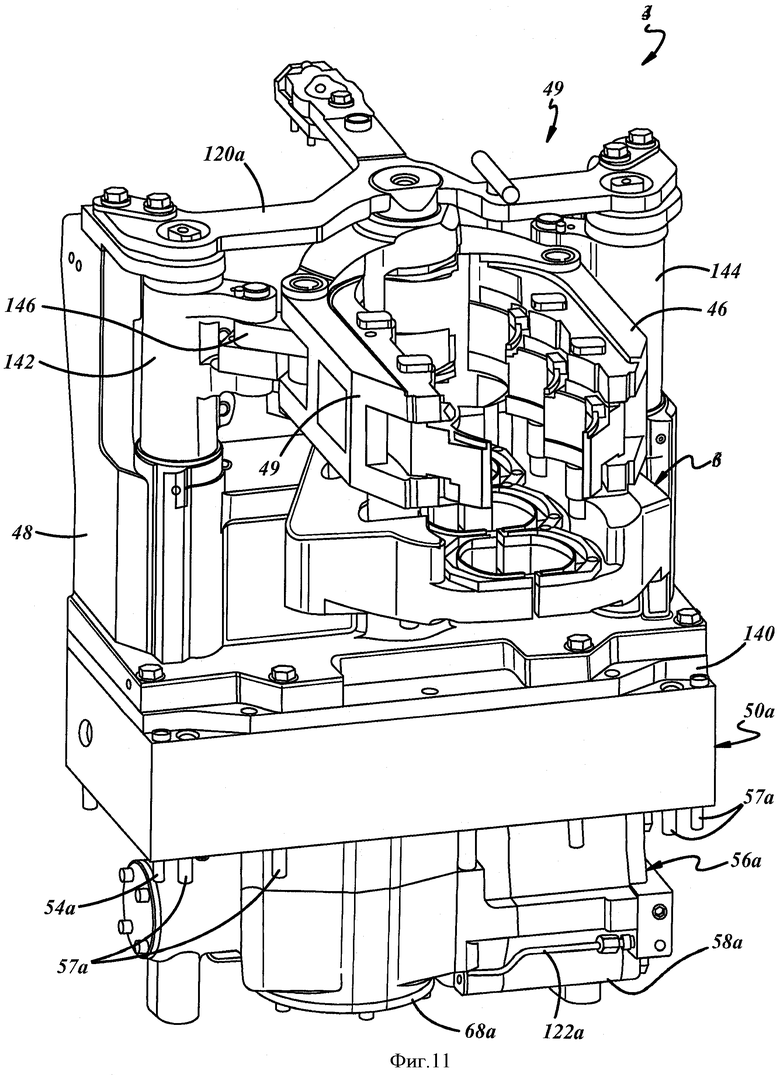
фиг.11 - перспективный вид спереди рабочего механизма для выдувных форм в секции машины на фиг.1 и 2;
фиг.12 - перспективный вид сзади рабочего механизма для выдувных форм из фиг.11 с демонтированными плечами для форм;
фиг.13 - вид в разрезе, по существу, по линии 13-13 на фиг.12;
фиг.14 - перспективный вид рабочего механизма для выдувных форм из фиг.11 и 12 с демонтированным опорным кронштейном выдувных форм;
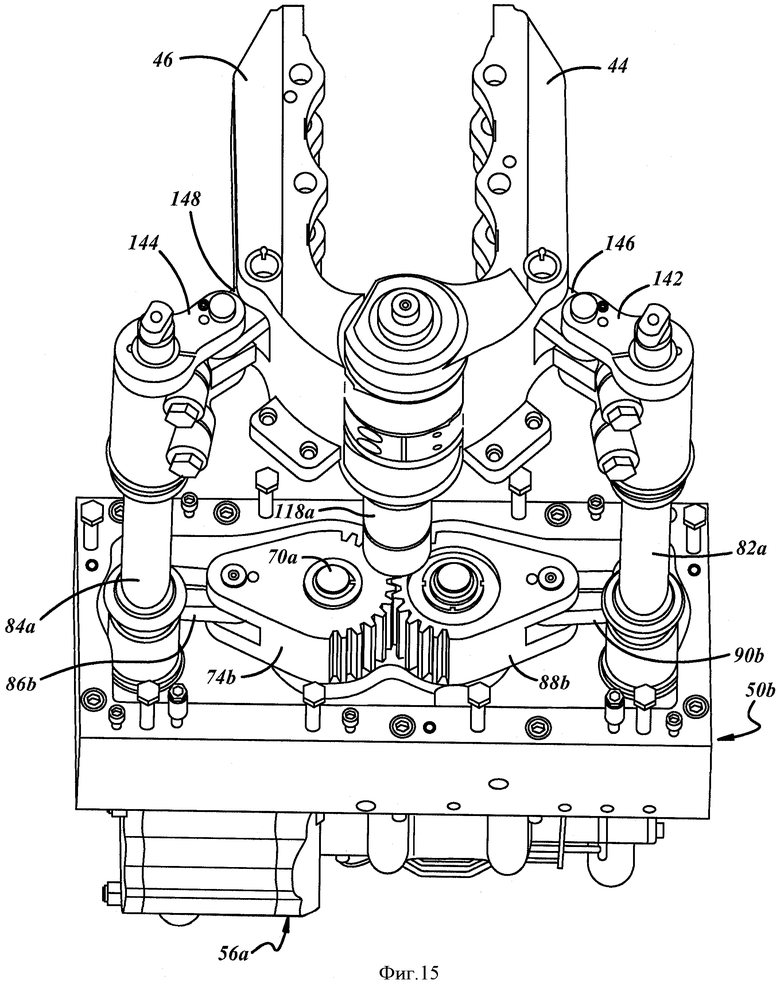
фиг.15 - перспективный вид сзади рабочего механизма для выдувных форм согласно модификации по варианту выполнения из фиг.14;
фиг.16 - вид снизу рабочего механизма для выдувных форм с демонтированной крышкой корпуса цилиндра;
фиг.17 - вид в разрезе, по существу, по линии 17-17 на фиг.14;
фиг.18 - фрагментарный перспективный вид, аналогичный нижнему участку из фиг.4 и показывающий дополнительный примерный вариант выполнения по настоящему изобретению;
фиг.19 - вид в разрезе, по существу, по линии 19-19 на фиг.18; и
фиг.20 - вид в разрезе по варианту выполнения из фиг.18-19, аналогичный виду в разрезе из фиг.7.
Осуществление изобретения
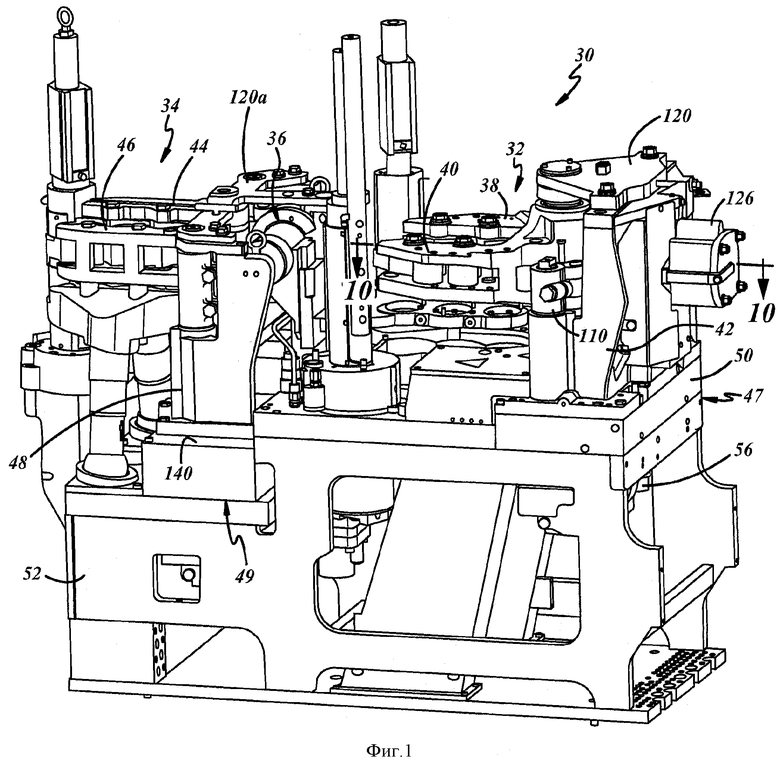
На фиг.1 и 2 показана типовая секция 30 стеклоформующей машины, которая может быть оснащена механизмом для открывания черновых форм и/или выдувных форм по настоящему изобретению. Секция 30 машины, в общем, включает в себя блок 32 черновых форм, блок 34 выдувных форм и поворотное плечо 36 в сборе для передачи стеклянных заготовок для выдувания из блока черновых форм в блок форм для выдувания. Различные устройства, заслоняющие блок черновых форм и блок форм для выдувания, для ясности на фиг.1 и 2 не показаны. Блок 32 черновых форм предпочтительно включает в себя пару плеч 38, 40 для черновых форм, смонтированных на опорных кронштейнах 42 черновых форм. Аналогично, блок 34 выдувных форм предпочтительно включает в себя пару плеч, 44, 46 для выдувных форм, смонтированных на опорном кронштейне 48 выдувных форм. Блок 32 черновых форм и блок 32 выдувных форм совместно с другими передающими и исполнительными механизмами секции 30 машины предпочтительно смонтированы на раме 52 секции. Рама секции может быть закрытой для образования коробчатой рамы секции. Механизмы 47, 49 открывания и закрывания черновых форм и форм для выдувания смонтированы под опорными кронштейнами 42, 48 черновых и выдувных форм, соответственно, предпочтительно, непосредственно под этими кронштейнами.
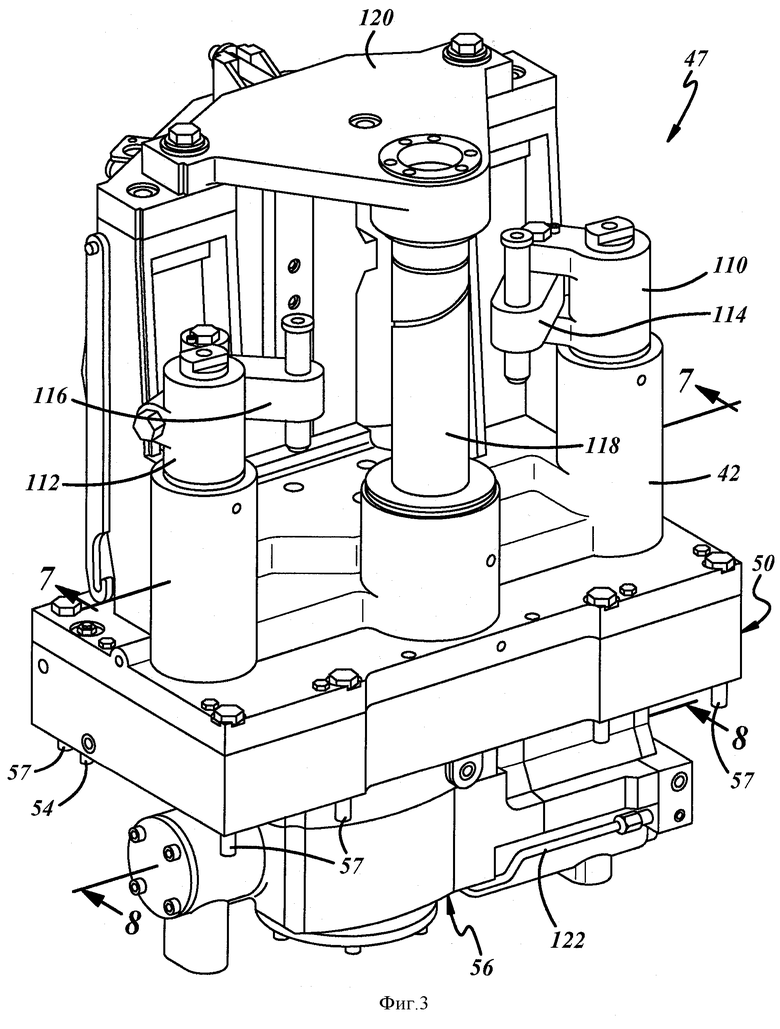
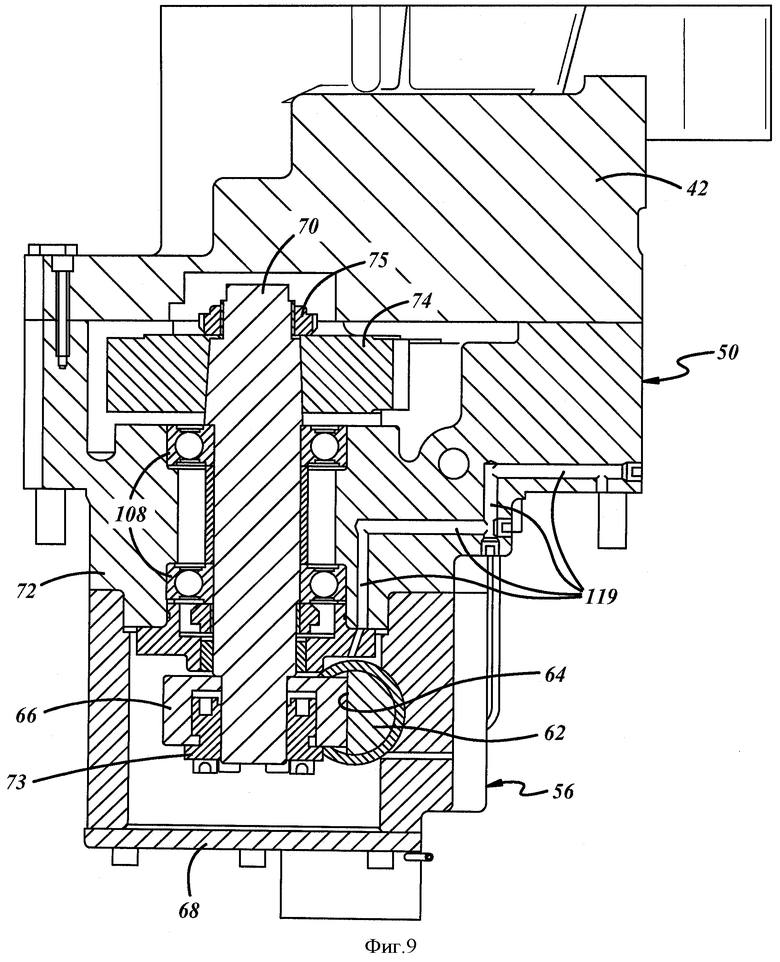
Со ссылкой на фиг.3-9 опорный кронштейн 42 черновых форм смонтирован на редукторе 50, который, в свою очередь, смонтирован на раме 52 секции. Редуктор имеет параллельные установочные штифты 54 для выравнивания редуктора 50 по раме 52 секции. Редуктор 50 крепится к раме 52 секции с помощью группы крепежных деталей 57. Редуктор 50 также имеет множество отверстий 55, сцентрированных с соответствующими отверстиями на раме 52 секции машины для подачи рабочего воздуха и среды к механизму 47. Под редуктором 50 подвешен корпус 56 цилиндра. В корпусе 56 цилиндра находится исполнительный привод 58. Привод может быть электрическим приводом, но, предпочтительно, гидравлическим приводом, наиболее предпочтительно пневматическим цилиндром для открывания/закрывания формы. Цилиндр 58 имеет внутренний поршень 60 для открывания/закрывания формы с продолжающимся в осевом направлении штоком 62 поршня. В штоке 62 поршня механическим способом или иным образом образованы зубья 64 (фиг.6). Первая приводная шестерня 66 расположена под крышкой 68 корпуса цилиндра (удалена на фиг.6) и имеет периферийную группу зубьев шестерни, входящих в зацепление с зубьями 64 на штоке 62 поршня. Таким образом, зубья 64 образуют рейку, которая приводит в действие шестерню 66. Приводной вал 70 продолжается от первой приводной шестерни 66 через нижнюю стенку 72 редуктора 50. Первая приводная шестерня 66 предпочтительно соединена с приводным валом 70 с помощью стопорной втулки 73. В редукторе 50 на приводном валу 70 установлена вторая приводная шестерня 74, которая удерживается на нем с помощью стопорной гайки 75 или нечто подобного. В стенке корпуса 56 цилиндра образована полость, которая состоит из кармана 76 (фиг.8) и соосно выровнена со штоком 62 поршня; в полости размещается конец 78 штока 62 поршня в полностью открытом положении плеч черновых форм. В кармане 76 расположено кольцевое уплотнение 80, которое контактирует с концом 78 штока с целью образования воздушной подушки, как будет описано. Шток 62 поршня предпочтительно поддерживается сальником 79, расположенным рядом с цилиндром 58, и втулкой 81 на противоположной стороне зубьев 64 рейки (фиг.6).
Пара рабочих валов 82, 84 (фиг.5 и 7) продолжается вверх от противоположных боковых сторон редуктора 50. Рабочие валы 82, 84 предпочтительно закрыты соответствующими участками опорного кронштейна 42 черновых форм, как лучше всего показано на фиг.7. Вторая ведущая шестерня 74 предпочтительно непосредственно связана с шестерней 86, которая, в свою очередь, соединена с нижним концом рабочего вала 84. Вторая ведущая шестерня 84 также связана через промежуточную шестерню 88 с шестерней 90, которая соединена с нижним концом рабочего вала 82. Шестерни 86, 90 предпочтительно имеют отметки совмещения для обеспечения надлежащего позиционирования во время сборки. Валы 70, 82, 84 предпочтительно соединены с шестернями 66, 74, 86, 90 таким образом, чтобы исключить люфт между валами и шестернями. Фиг.5А показывает, что рабочий вал 84 предпочтительно имеет сужающийся многосторонний конец 92, который помещен в соответствующим образом сужающееся многостороннее центральное отверстие 94 в шестерне 86.
Идентичные сужающиеся многосторонние соединения предпочтительно используются между рабочим валом 82 и шестерней 90 и между ведущим валом 70 и первой и второй ведущими шестернями 66, 74. как лучше всего видно на фиг.5А. Рабочий вал 82 поддерживается верхним подшипником 96, установленным в опорном кронштейне 42, и роликоподшипником 98, расположенным в редукторе 50. Рабочий вал 84 также имеет опорные подшипники 96, 98. Промежуточная шестерня 88 поддерживается с возможностью поворачивания подшипником 100, помещенным на коротком валу 102 в редукторе 50, и может быть прикреплена к валу 102 стопорным кольцом 104. Шестерни 90, 86 предпочтительно прикреплены к рабочим валам 82, 84 стопорными гайками 106. Ведущий вал 70 предпочтительно поддерживается в стенке 72 редуктора расположенными на расстоянии друг от друга подшипниками 108. Плечи 110, 112 соединены с верхними концами рабочих валов 82, 84 для поворотного соединения с плечами 38, 40 для черновых форм с помощью звеньев 114, 116. Внутренняя сторона редуктора 50 предпочтительно заполнена смазкой, например, маслом, для уменьшения износа шестерен. Уровень масла может быть проверен щупом 115 (фиг.5 и 8). Трубопровод 117 (фиг.8) подает смазку к втулке 81 в корпусе 56 цилиндра. Канал 119 в стенке 72 редуктора 50 (фиг.9) обеспечивает вход для подачи смазки в камеру внутри редуктора 50, окружающую зубья 64 рейки (фиг.6) и первую ведущую шестерню 66.
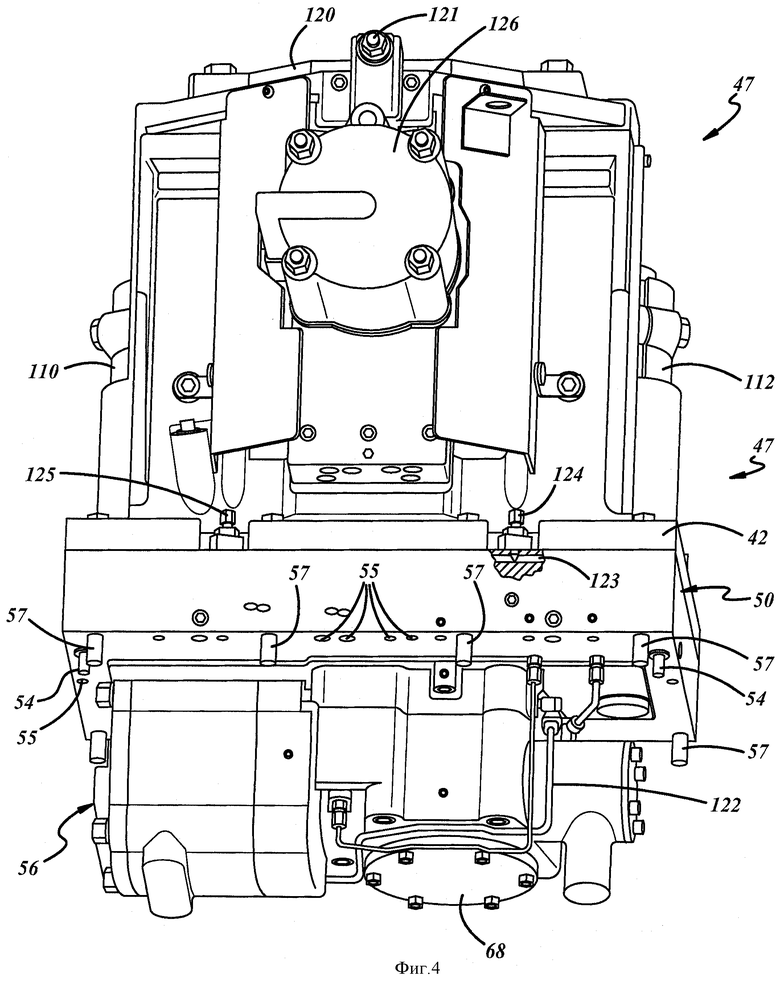
Таким образом, активирование поршня 60 и штока 62 поршня для открывания/закрывания формы одновременно обеспечивает поворачивание ведущих шестерен 66, 73, поворачивание промежуточной шестерни 88 в направлении, противоположном направлению ведущее шестерни 74, и поворачивание шестерен 90, 86 и рабочих валов 82, 84 в соответственно противоположных направлениях. Плечи 110, 112 рабочих валов и звенья 114, 116 реагируют на такое вращение рабочих валов 82, 84 и поворачивают плечи 38, 40 черновых форм (фиг.1 и 2) в противоположных направлениях. Плечи 38, 40 черновых форм предпочтительно установлены с возможностью поворачивания на шарнирном пальце 118 (фиг.3 и 10). Шарнирный палец 118 имеет нижний конец, прикрепленный к опорному кронштейну черновых форм, и верхний конец, помещенный в плиту 120, предотвращающую деформации, и прикрепленный к этой плите, которая, в свою очередь, смонтирована на опорном кронштейне 42 черновых форм. С помощью шарнирного пальца 118, прикрепленного с обоих концов, уменьшается или устраняется наклон или перекос плеч для форм. Плита 120, предотвращающая деформации, может быть отрегулирована нажимным болтом 121 с целью регулирования и устранения наклона или перекоса в плечах для форм. Карман 76 в корпусе 58 цилиндра (фиг.8) соединен воздухопроводом 122 с внутренним каналом 123 в редукторе, который содержит винт 124 игольчатого клапана для управления расходом воздуха. Когда конец 78 штока 62 поршня входит в карман 76 во время перемещения вправо, как показано на фиг.8, т.е. когда плечи для форм приближаются к полностью открытому положению, воздух, захваченный в карман 76, амортизирует поршень 60 в конце его хода. Винт 124 (фиг.4 и 5) регулирует расход воздуха из кармана 76 для регулирования амортизирующего эффекта и управления этим эффектом. Винт 125 игольчатого клапана (фиг.4) управляет амортизированием цилиндра при открывании формы.
Привод, предпочтительно пневматический цилиндр 126 (фиг.1-2, 4 и 10), установлен на опорном кронштейне 42 черновых форм. Пневматический цилиндр 126 имеет поршень 128 со штоком 130 поршня. На конце штока 130 поршня установлен клин 132 для размещения между роликами 134, 136 на концах плеч 38, 40 черновых форм. Когда плечи черновых форм находятся в полностью закрытом положении, показанном на фиг.10, пневматический цилиндр 126 может быть активирован для размещения клина 132 между роликами 134, 136 и, таким образом, блокировки плеч форм (и секций черновых форм, переносимых плечами для форм) в закрытом положении. Клин отводится назад перед открыванием плеч для форм с помощью цилиндра 58.
На фиг.11-17 показан механизм 49 для открывания и закрывания плеч 44, 46 для форм в блоке 34 выдувных форм. Механизм 49 в блоке выдувных форм очень схож с механизмом 47 открывания/закрывания черновых форм, подробно описанным выше, и соответствующие элементы обозначены на фиг.11-17 соответствующими идентичными ссылочными номерами с буквой «a» или «b». Опорный кронштейн 48 выдувных форм установлен на редукторе 50a с использованием плиты 140 (фиг.1, 11 и 12), чтобы обеспечить возможность демонтажа опорного кронштейна выдувных форм с редуктора 50a. Корпус 56а цилиндра включает в себя поршень 60a и шток 62a поршня с зубьями 64a рейки (фиг.16), полученными механической обработкой в штоке 62a. Первая ведущая шестерня 66а, которая как показано на фиг.16, является зубчатым сектором, соединена с ведущим валом 70а под крышкой 68a. В редукторе 50а по варианту выполнения на фиг.14 ведущий вал 70a соединен со второй ведущей шестерней 74a, которая непосредственно связана с шестерней 86a, соединенной с рабочим валом 84а. Вторая ведущая шестерня 74a также связана через промежуточную шестерню 88a с шестерней 90a, соединенной с рабочим валом 82a. Шестерни 74a, 86a, 88a, 90a предпочтительно являются зубчатыми секторами по варианту выполнения на фиг.14. По альтернативному варианту выполнения на фиг.15 вал 70a соединен со второй ведущей шестерней 74b, которая соединена с рабочим валом 84a с помощью звена 86b. Вторая ведущая шестерня 74b также связана с помощью промежуточной шестерни 88b и звена 90b с рабочим валом 82а по варианту выполнения на фиг.15. Верхние концы рабочих валов 82a, 84a соединены с помощью плеч 142, 144 и звеньев 146, 148 с плечами 44, 46 для форм, соответственно. Таким образом, поступательное движение поршня 60a обеспечивается с помощью зубьев 64a рейки штока поршня, первой ведущей шестерни 66a, ведущего вала 70a, второй ведущей шестерни 74a или 74b, промежуточной шестерни 88a или 88b и шестерней 86a, 90a или звеньев 86b, 90b для поворачивания рабочих валов 82a, 84a в противоположных направлениях и, тем самым, открывания или закрывания плеч 44, 46 для выдувных форм (и секций выдувных форм, переносимых плечами для выдувных форм).
На фиг.18-20 показан механизм 152, который может быть использован вместо механизма 47 или механизма 49 для открывания и закрывания плеч для черновых форм или плеч для выдувных форм. Механизм 152 на фиг.18-20 помимо других модификаций имеет силовой цилиндр 154 для закрывания форм, помогающий цилиндру 58c для открывания/закрывания форм удерживать плечи для форм (и секции форм, переносимые плечами для форм) в закрытом положении. Цилиндр 58c для открывания/закрывания форм предпочтительно является таким же цилиндром, как и цилиндр 58 на фиг.6-8 или 58a на фиг.11-13 и 16. Элементы на фиг.18-20, схожие с элементами, описанными со ссылкой на предыдущие фигуры, обозначены соответственно идентичными ссылочными номерами с буквой «с».
Силовой цилиндр 154 для закрывания форм включает в себя силовой поршень 156 для закрывания форм, который функционально соединен со штоком 62c поршня и зубчатой рейкой 64c, предпочтительно установленной на конце штока 62c поршня на расстоянии от поршня 60c для открывания/закрывания форм. Рабочий воздух, способствующий закрыванию форм, подается по каналу 158 на сторону поршня 156, находящегося на расстоянии от поршня 60c. В то время как поршень 60c и цилиндр 58c для открывания/закрывания форм образуют цилиндр двойного действия как для закрывания плеч для форм (перемещение влево на фиг.18-20), так и для открывания плеч для форм (перемещение вправо на фиг.18-20), силовой цилиндр 154 для закрывания форм является цилиндром одностороннего действия, в который воздух подается только в случае, когда плечи для форм полностью закрыты с целью удерживания плеч для форм в закрытом положении. Полость силового цилиндра 154 соединена с каналом 160 (фиг.20) для приема рабочего воздуха через быстродействующий выпускной клапан 162 с целью быстрого выпуска воздуха из усилительного цилиндра для закрывания форм, когда цилиндр для открывания/закрывания форм начинает перемещать плечи для форм в направлении открытого положения. Цилиндр 58c принимает рабочий воздух для открывания форм через канал 165 в корпусе 56c (фиг.19).
Механизм 152, показанный на фиг.20, также имеет обратный клапан 164 в сборе для управления прохождением воздуха из линии 166 подачи рабочего воздуха для закрывания форм к цилиндру 58c и поршню 60c. Выпускное отверстие 168 для открывания форм соединяется каналом 170 через боковую стенку цилиндра 58c рядом с полностью открытым положением форм поршня 60c для открывания/закрывания форм. Цилиндр 58c для открывания/закрывания форм перемещается в положение открывания и оттесняется от канала 170 поршнем 60c до тех пор, пока канал 170 не заблокируется поршнем 60c в конце хода поршня в направлении открывания. После блокирования канала 170 воздух улавливается в цилиндре 58c и взаимодействует с поршнем 60c для амортизирования движения поршня 60c и, в конечном счете, амортизирования движения плеч для форм, когда плечи для форм перемещаются в полностью открытое положение. Амортизирующий воздух направляется через игольчатый клапан (винт 125 на фиг.4) для управления расходом воздуха и амортизирования в конце рабочего хода.
Таким образом, приведено описание устройства для открывания и закрывания плеч для форм в стеклоформующей машине, которое полностью удовлетворяет всем задачам и целям, описанным выше. Механизм для открывания/закрывания форм можно легко демонтировать с рамы секции машины для проведения технического обслуживания или ремонта. Части рабочих механизмов для черновых и выдувных форм и рабочих механизмов для машин различных типоразмеров, по существу, являются унифицированными. Наличие силового цилиндра для закрывания форм увеличивает усилие закрывания, прикладываемое к плечам для форм и к секциям форм, переносимых рычагами для форм, без необходимости увеличения давления рабочего воздуха. Несмотря на то, что силовой цилиндр для закрывания форм может быть установлен или в блок 32 черновых форм (фиг.1) или в блок 34 выдувных форм, силовой цилиндр предпочтительно используется в блоке выдувных форм и поэтому показан на фиг.18-20. Изобретение представлено со ссылкой на несколько примерных вариантов выполнения, при этом были описаны дополнительные модификации и варианты. Специалистам в этой области техники могут быть предложены другие модификации и варианты с учетом вышеприведенного описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТКРЫТИЯ И ЗАКРЫТИЯ ЛИТЕЙНЫХ ФОРМ В СТЕКЛОФОРМУЮЩЕЙ МАШИНЕ | 2008 |
|
RU2463260C2 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |
| КАРУСЕЛЬНАЯ ПРЕССОВЬЩУВНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ НА НОЖКЕ | 1967 |
|
SU191754A1 |
| Устройство узла черновой формы выдувной стеклоформующей машины типа "ЛАМ" | 1956 |
|
SU109899A1 |
| ПОВОРОТНАЯ ГОЛОВКА | 2008 |
|
RU2384411C1 |
| Вакуумно-выдувная машина для стеклянной тары большой емкости | 1952 |
|
SU99601A1 |
| РАСПРЕДЕЛЕНИЕ КАПЕЛЬ СТЕКЛОМАССЫ | 2007 |
|
RU2434815C2 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРИВОД СТВОРЧАТОЙ ИЛИ РАСПАШНОЙ ДВЕРИ (ВАРИАНТЫ) | 2002 |
|
RU2287651C2 |
| СЕКЦИОННАЯ ПРЕССОВЫДУВНАЯ СТЕКЛОФОРМУЮЩАЯМАШИНА | 1968 |
|
SU231078A1 |















Изобретение относится к устройству для открывания и закрывания плеч для форм в стеклоформующей машине. Техническим результатом изобретения является снижение времени простоя во время технического обслуживания и ремонта. Устройство для открывания и закрывания плеч форм в стеклоформующей машине включает в себя редуктор для установки на раму стеклоформующей машины; корпус цилиндра, подвешенный под вышеуказанный редуктор; цилиндр для открывания/закрывания форм, находящийся в вышеуказанном корпусе цилиндра; вышеуказанный цилиндр для открывания/закрывания форм имеет поршень для открывания/закрывания форм с продолжающимся штоком поршня и зубчатой рейкой в вышеуказанном штоке поршня; ведущие шестерни, соединяющие вышеуказанную зубчатую рейку с рабочими валами для установки плеч форм с целью поворачивания рабочих валов и, таким образом, перемещения плеч форм между открытым и закрытым положениями. При этом силовой цилиндр для закрывания форм расположен в вышеуказанном корпусе цилиндра и имеет силовой поршень для закрывания форм, функционально связанный с вышеуказанным штоком поршня и зубчатой рейкой. Устройство для открывания и закрывания плеч форм в стеклоформующей машине содержит устройство подачи рабочего воздуха для способствования закрыванию форм, которое расположено на вышеуказанном корпусе цилиндра, обеспечивает подачу воздуха в вышеуказанный силовой цилиндр и функционирует с помощью вышеуказанного силового поршня для закрывания форм, вышеуказанного штока поршня и вышеуказанной зубчатой рейки с целью содействия вышеуказанному цилиндру для открывания/закрывания форм в удерживании плеч для форм в закрытом положении. 2 з.п. ф-лы, 20 ил.
1. Устройство для открывания и закрывания плеч форм в стеклоформующей машине, которое включает в себя:
редуктор для установки на раму стеклоформующей машины;
корпус цилиндра, подвешенный под вышеуказанный редуктор;
цилиндр для открывания/закрывания форм, находящийся в вышеуказанном корпусе цилиндра; вышеуказанный цилиндр для открывания/закрывания форм имеет поршень для открывания/закрывания форм с продолжающимся штоком поршня и зубчатой рейкой в вышеуказанном штоке поршня,
ведущие шестерни, соединяющие вышеуказанную зубчатую рейку с рабочими валами для установки плеч форм с целью поворачивания рабочих валов и, таким образом, перемещения плеч форм между открытым и закрытым положениями;
отличающееся тем, что
силовой цилиндр для закрывания форм расположен в вышеуказанном корпусе цилиндра и имеет силовой поршень для закрывания форм, функционально связанный с вышеуказанным штоком поршня и зубчатой рейкой; и
устройство подачи рабочего воздуха для способствования закрыванию форм расположено на вышеуказанном корпусе цилиндра и обеспечивает подачу воздуха в вышеуказанный силовой цилиндр и функционирует с помощью вышеуказанного силового поршня для закрывания форм, вышеуказанного штока поршня и вышеуказанной зубчатой рейки с целью содействия вышеуказанному цилиндру для открывания/закрывания форм в удерживании плеч для форм в закрытом положении.
2. Устройство по п.1, в котором вышеуказанное устройство подачи рабочего воздуха для способствования закрыванию форм включает в себя выпускной клапан для быстрого выпуска воздуха из вышеуказанного силового цилиндра для закрывания форм, когда вышеуказанный цилиндр для открывания/закрывания форм перемещает плечи для форм в открытое положение.
3. Устройство по п.1 или 2, в котором вышеуказанный силовой поршень для закрывания форм установлен на конце вышеуказанного штока поршня на расстоянии от вышеуказанного поршня для открывания/закрывания форм.
| US 6557380 B1, 06.05.2003 | |||
| МЕХАНИЗМ ПОВОРОТНОГО ЦИЛИНДРА ДЛЯ СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ И СПОСОБ ИЗВЛЕЧЕНИЯ АМОРТИЗАТОРА ИЗ УГЛУБЛЕНИЯ В ЭТОМ МЕХАНИЗМЕ | 1999 |
|
RU2230710C2 |
| Устройство узла черновой формы выдувной стеклоформующей машины типа "ЛАМ" | 1956 |
|
SU109899A1 |
| Устройство для охлаждения составной стеклоформы | 1981 |
|
SU1131467A3 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

