Область техники, к которой относится изобретение
Настоящее изобретение относится к способу подачи прутков к станку и к соответствующему подающему устройству.
Станок, к которому относится изобретение, предпочтительно, является станком для изготовления хомутов, гибочной машиной, поперечно-строгальным станком, обвязывающей машиной или аналогичной или сопоставимой с ними машиной другого типа.
Подающее устройство согласно настоящему изобретению подходит главным образом для того, чтобы автоматически захватить, по меньшей мере, одновременно один пруток из пучка прутков, и выгрузить его в предварительное положение перед загрузкой с образованием задела с требуемым количеством прутков, а затем загрузить, главным образом за одну операцию, возможно включающую одно или более перемещений, все прутки, составляющие задел, в узел для протягивания станка, с тем чтобы затем направить их на обработку, тогда как подающее устройство может начать новый цикл захвата прутков из пучка и формировать задел.
Уровень техники
Известны машины для обработки прутков, которые одновременно обрабатывают один или более прутков, например для получения профильных деталей для строительного производства или другого типа изделий. Станки, в которых используются предварительно разрезанные прутки, обычно имеют одну или более зон подачи, в которых подготовлен пучок, из которого прутки, которые должны быть отправлены на станок, захватывают при любой возможности.
Операция по захвату и извлечению отдельных прутков из пучка часто является сложной, поскольку прутки, которые в длину могут достигать 12 м и более, все расположены вперемешку, скручены и запутаны между собой. Чтобы извлечь пруток из пучка, взяв его за один конец, рабочему требуется приложить большое усилие, с риском для его безопасности и замедлением рабочего цикла, что сокращает производительность станка.
В международный заявке на патент WO 2005/090021 на имя заявителя описано подающее устройство, содержащее первое магнитное средство, которое отделяет концевой сегмент множества прутков от пучка и размещает концевые сегменты на плоскости, поднятой относительно пучка, и второе магнитное средство, которое захватывает из первого магнитного средства одновременно один пруток из множества прутков и выгружает его в требуемое положение выгрузки, а более конкретно в узел для протягивания станка, таким образом, чтобы пруток мог быть отправлен на обработку.
Это устройство, хотя является очень эффективным, имеет ограничения в тех достаточно частых случаях, когда станок должен обработать несколько прутков одновременно, например от 5 до 10 прутков, и для этого снабжено узлом для протягивания, например, с роликами или захватами, выполненным с возможностью размещения множества прутков и затем одновременной отправки их на обработку.
В этих случаях известное устройство должно последовательно осуществить несколько циклов, чтобы одновременно захватить один пруток и положить его в узел для протягивания, но затем устройство должно, очевидно, остановиться на все время, пока прутки будут перемещены узлом для протягивания к станку.
Это влечет за собой снижение эффективности работы и снижение производительности станка, поскольку, когда рабочий цикл станка закончен, необходимо ждать, с остановленным станком, пока подающее устройство начнет свой цикл захвата одновременно одного прутка и размещения всех требуемых прутков в узле для протягивания станка.
Поэтому целью настоящего изобретения является увеличение эффективности подающего устройства указанного выше типа таким образом, чтобы уменьшить время ожидания загрузки требуемого количества прутков в соответствующий узел для протягивания устройства.
Заявитель разработал, протестировал и осуществил настоящее изобретение для достижения этой цели и других преимуществ, как показано далее.
Раскрытие изобретения
Настоящее изобретение изложено и описано в независимых пунктах формулы изобретения, тогда как зависимые пункты раскрывают другие инновационные признаки изобретения.
Подающее устройство согласно настоящему изобретению содержит первое магнитное средство, расположенное, по существу, во взаимодействии с концевой частью или рядом с концом пучка прутков, из которого захватывают пруток или прутки; и второе магнитное средство, выполненное с возможностью взаимодействия с первым магнитным средством для избирательного захвата прутка или прутков для их направления к станку.
Более конкретно, первое магнитное средство соединено с первым средством перемещения, выполненным с возможностью перемещения его с поднятием концевых частей множества прутков относительно пучка.
Второе магнитное средство соединено со вторым средством перемещения, выполненным с возможностью перемещения его в параллельном, наклонном или криволинейном направлении относительно прутков, концы которых удерживаются поднятыми первым магнитным средством; второе магнитное средство выполнено с возможностью избирательного захвата из первого магнитного средства концевых частей одного или множества прутков, предпочтительно один пруток одновременно, перемещения его и затем освобождения в требуемом положении для подготовки прутка к подаче к станку.
Согласно одному признаку изобретения второе магнитное средство выполнено с возможностью последовательной выгрузки множества прутков, по одному захваченному одновременно из первого магнитного средства, в положение предварительной загрузки с образованием задела из множества прутков.
Положение предварительной загрузки и образования задела находится предпочтительно рядом с положением загрузки, образованным пространством между роликами узла для протягивания.
Прутки затем загружают все вместе, по существу за одну операцию, внутрь узла для протягивания, который затем приводится в действие для извлечения прутков из пучка и направления их на обработку.
Благодаря этой процедуре для образования задела и, по существу, одновременной загрузки множества прутков в узел для протягивания обеспечивается преимущество, заключающееся в том, что, поскольку узел для протягивания является работающим и загружающим в станок, подающее устройство может вновь начать свой цикл захвата прутков и образования задела.
Таким образом, когда станок закончил свой цикл обработки первых загруженных прутков, задел может быть уже сформирован, так что новое множество прутков, уже готовых, может быть немедленно загружено в узел для протягивания, по существу, без какого-либо времени ожидания.
В предпочтительном варианте осуществления положение образования задела прутков, которые должны быть загружены в узел для протягивания, по существу параллельно, но находится ниже положения загрузки в узел для протягивания.
Это решение определяет преимущество, заключающееся в гораздо меньших взаимных задеваниях между задними сегментами прутков, уже вставленных в узел для протягивания, и задними сегментами прутков, которые образуют задел, поскольку прутки, вставленные в узел для протягивания, по меньшей мере, что касается передних сегментов прутков, лежат на плоскости, отличающейся от плоскости, где лежат передние сегменты прутков, которые образуют задел.
В этом случае загрузка прутков, которые образуют задел, в узел для протягивания происходит сначала за счет перемещения вверх, чтобы разместить прутки в выровненном, но внешнем положении относительно положения, при котором происходит введение прутков в узел для протягивания, и затем бокового перемещения для загрузки прутков в узел для протягивания.
Согласно другому решению задел образован в выровненном и внешнем положении, относительно положения загрузки в узел для протягивания, а введение прутков в узел для протягивания выполняется только за счет бокового перемещения.
Краткое описание чертежей
Эти и другие признаки настоящего изобретения станут более понятными из нижеследующего описания некоторых предпочтительных вариантов осуществления, приведенных в качестве примеров, не носящих ограничительного характера, и ссылок на прилагаемые чертежи, на которых:
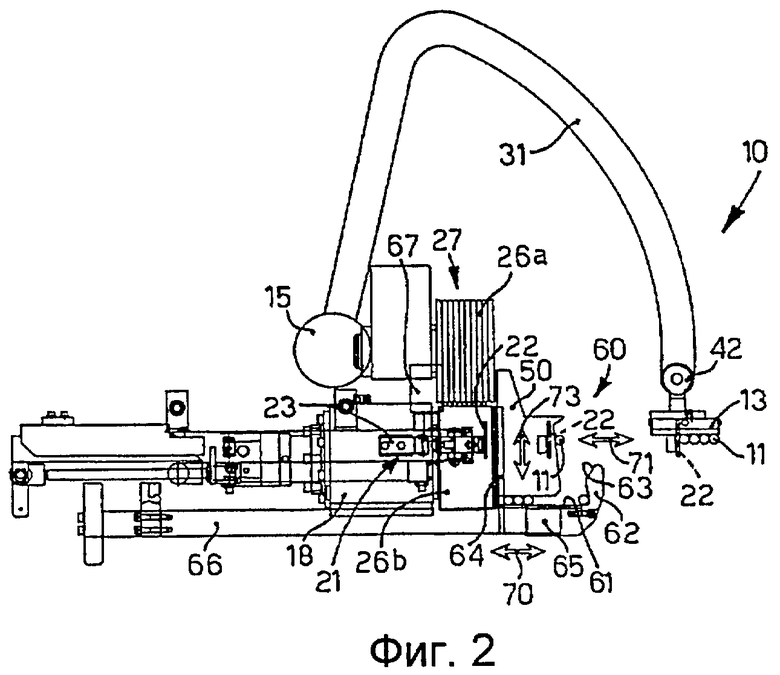
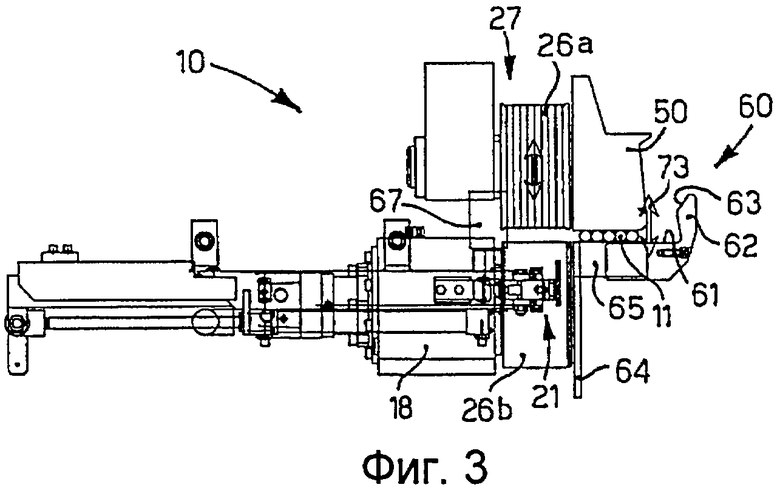
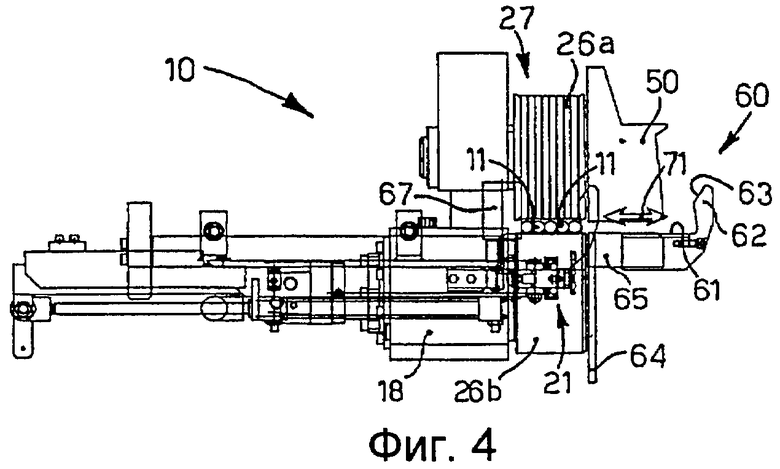
Фиг.1-4 представляют собой виды спереди одного из вариантов осуществления подающего устройства для прутков в последовательности его рабочего цикла согласно настоящему изобретению;
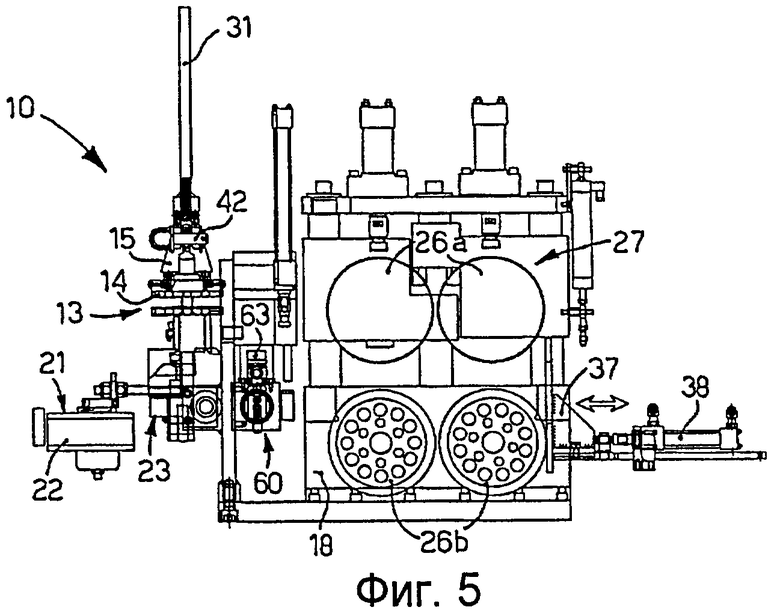
Фиг.5 представляет собой вид сбоку подающего устройства, показанного на Фиг.1-4, используемого для извлечения прутков из пучка;
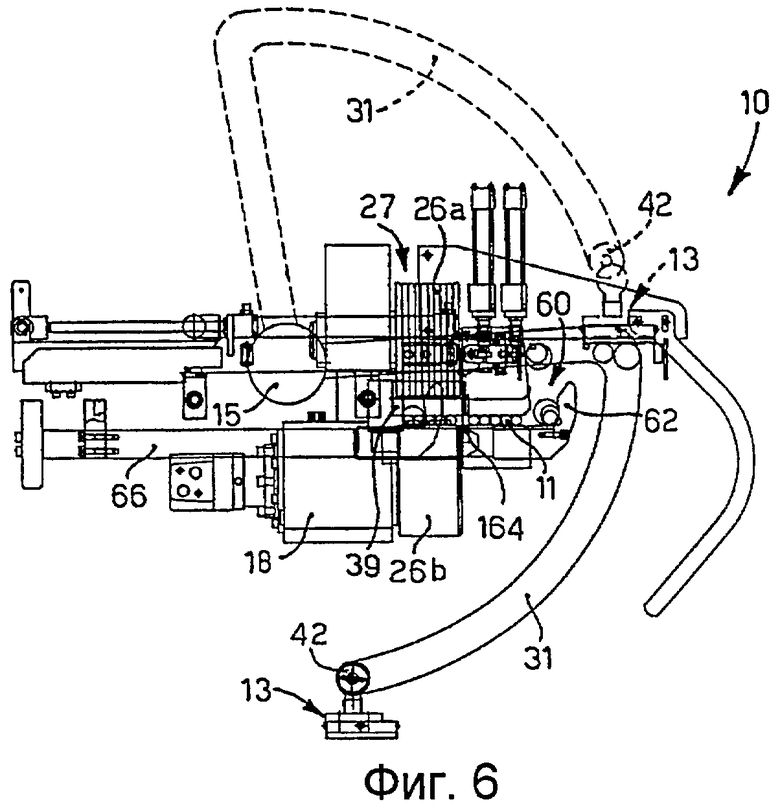
Фиг.6 представляет собой вид спереди другого варианта осуществления подающего устройства для прутков согласно настоящему изобретению;
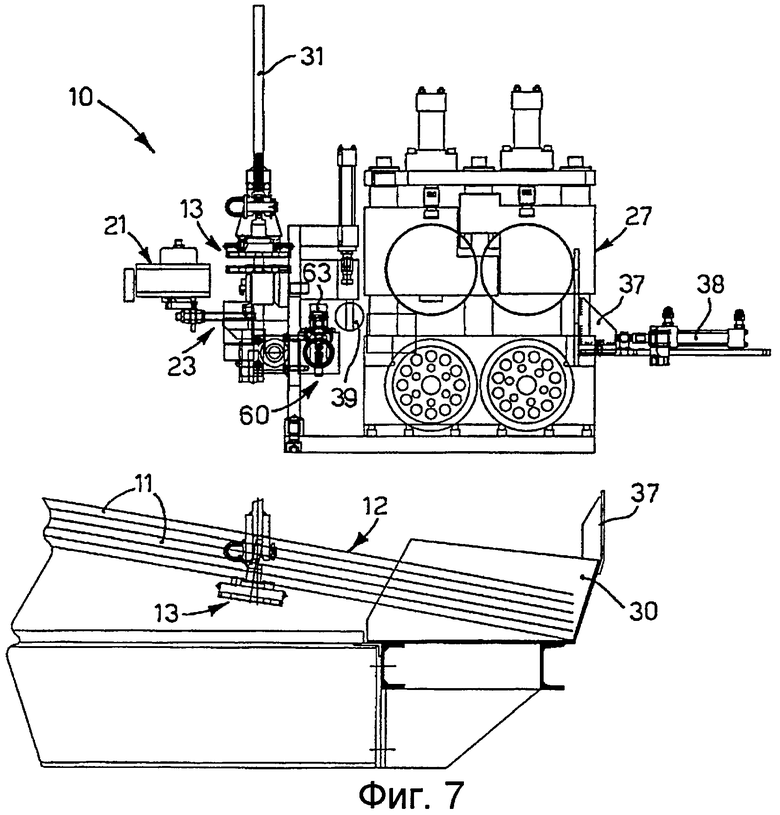
Фиг.7 представляет собой вид сбоку устройства, показанного на Фиг.6, используемого для извлечения прутков из пучка.
Подробное описание предпочтительных вариантов осуществления изобретения
На основании приложенных чертежей подающее устройство 10 для прутков 11 согласно настоящему изобретению выполнено с возможностью размещения наверху станка, такого как: станок для изготовления хомутов, гибочная машина, поперечно-строгальный станок, обвязывающая машина или любой другой станок подобного типа или даже другого типа.
На приложенных чертежах станка показан узел для протягивания или устройство 27 для протягивания, которое в данном случае состоит из пары рольгангов, соответственно верхнего рольганга 26а и нижнего рольганга 26b. Объем изобретения охватывает узел 27 для протягивания, состоящий из захвата с альтернативным движением, или может быть любого другого типа.
Подающее устройство 10 может работать с прутками 11, по существу, любой длины и/или диаметра, обеспечивая в любом случае захват прутков надлежащим и эффективным образом, а также их безошибочный подсчет.
Устройство 10 используется для захвата из пучка прутков 11, лежащих, по меньшей мере, частично в корпусе 30 (см. Фиг.7), одновременно одного или более прутков 11 для направления их к станку. Корпус 30 может включать в себя два, три или более бункеров, возможно подвижных в боковом направлении, внутри каждого из которых размещены прутки 11 одного размера, но отличающиеся от прутков в других бункерах.
Попадает под объем изобретения и то, что подающее устройство 10 подвижно относительно бункеров, или другого корпуса для прутков 11 для избирательного перемещения в соответствии с типом или размером прутков, прутков 11, которые должны быть захвачены.
Возможность движения бункеров относительно подающего устройства 10 или наоборот позволяет последовательно загружать станок даже прутками 11, имеющими различный диаметр, если того требует программа обработки, по существу, не прерывая дальнейший цикл обработки станка.
Подающее устройство 10 установлено в этом случае на опорной раме 18 и содержит первое магнитное средство 13, состоящее из первого магнитного или электромагнитного элемента 14, предпочтительно расположенного во время использования рядом с одним концом прутка 11 из пучка 12.
Попадает под объем изобретения то, что первое магнитное средство 13 содержит два или более магнитных или электромагнитных элементов 14, расположенных в нескольких различных точках по длине прутков 11, предпочтительно рядом с их передними концами.
Первый магнитный элемент 14 расположен в направлении, по существу, поперек продольного направления прутков 11, лежащих в соответствующем корпусе 30, и предпочтительно имеет такую ширину, чтобы закрыть значительную часть ширины пучка 12. Первый магнитный элемент 14 установлен на рычаге 31, соединенном с первым приводом 15, например, гидродинамического типа, который выполняет его перемещение, в данном случае, по существу, круговое перемещение - в направлении 72 (Фиг.1).
Благодаря линейному приводу 15 магнитный элемент 14 может быть правильно установлен в соответствии с положением пучка 12, из которого должны быть извлечены прутки 11.
В начале цикла захвата магнитный элемент 14 опускают с помощью первого привода 15 к пучку 12 для захвата его нижней поверхности, представляющей собой поверхность притяжения, до такого положения, чтобы проявился эффект магнитного притяжения относительно концов прутков 11, размещенных в самой верхней части пучка 12. Последовательно магнитный элемент 14 возвращается вверх, поднимая с помощью магнита концы одного слоя прутков 11, расположенных рядом друг с другом таким образом, чтобы образовать, по существу, плоскость (Фиг.1).
Первый магнитный элемент 14 установлен на соответствующем рычаге 31 с помощью шарнирного соединения 42, которое обеспечивает ему некоторую свободу колебаний для облегчения захвата прутков 11, даже если бункеры имеют закругленное и/или профильное дно и даже если только несколько остаточных прутков 11 осталось на дне бункеров.
Когда концы прутков 11 были подняты за счет перемещения вверх первого магнитного средства 13, приводится в работу второе магнитное средство 21, которое содержит второй магнитный элемент 22, установленный на конце второго привода 23, в свою очередь установленного на опорной раме 18 (Фиг.2).
В данном случае также попадает под объем изобретения то, что второе магнитное средство 21 содержит два или более магнитных элементов 22, способных работать в двух или более различных точках по длине прутков 11.
Второй привод 23 может действовать в направлении 71, по существу, перпендикулярном продольному перемещению прутков 11, таким образом, чтобы перемещать, в данном случае горизонтально, второй магнитный элемент 22 от первого, переднего положения захвата, в котором он движется вместе с поверхностью притяжения первого магнитного элемента 14 для захвата одного или более прутков 11 из элемента, предпочтительно один пруток 11 одновременно, ко второму отведенному положению выгрузки. Во втором положении согласно признаку настоящего изобретения элемент освобождает конец отдельного прутка 11, который был захвачен из первого магнитного элемента 14, согласуя с опорной поверхностью 61 толкающего элемента 65 накопительного узла 60.
В этом случае прутки 11 освобождаются за счет воздействия на пруток 11, оказываемого стопорным элементом 50 во время перемещения назад второго магнитного элемента 22. Положение стопорного элемента 50 может предпочтительно регулироваться, по меньшей мере, по высоте согласно диаметру обрабатываемого прутка 11 для создания ниши, образованной для сортировки прутков 11.
Толкающий элемент 65 содержит передний край 62, обращенный вверх, верхний конец 63 которого выполнен в виде направляющей каретки для содействия расположению прутков 11 самим на опорной поверхности 61, которая в данном случае является, по существу, горизонтальной.
В варианте осуществления изобретения, показанном на Фиг.1-4, опорная поверхность 61 толкающего элемента 65 расположена, по существу, параллельно, но лежит на плоскости ниже положения плоскости загрузки прутков 11 в узел 27 для протягивания, которая, по существу, соответствует верхней поверхности нижнего рольганга 26b.
Когда первый пруток 11 освобожден, толкающий элемент 65 осуществляет первое перемещение вперед внутрь - в направлении 70 для перемещения прутка 11 к внутреннему положению ожидания, образованному положением, по существу, вертикальной опорной пластины 64, и затем сам возвращается назад в свое положение, при котором он готов принять новый пруток 11. Опорная пластина 64, по существу, расположена вровень с боковым краем рольганга 26а, 26b узла 27 для протягивания.
Стопорный элемент 50 затем перемещается вертикально для образования ниши, выполненной для сортировки прутков 11.
Приведение толкающего элемента 65 осуществляют за счет приведения в действие, по существу, горизонтального привода 66.
Одновременно с перемещением толкающего элемента 65 или сразу после него второй магнитный элемент 22 осуществляет новый цикл захвата прутка 11 и выгрузки его на опорную поверхность 61 толкающего элемента 65, когда этот элемент возвращается к его внешнему положению начала цикла.
Затем толкающий элемент 65 возвращается назад внутрь, другими словами, к рольгангам 26а, 26b так, чтобы разместить новый пруток 11 в положении задела рядом с опорной пластиной 64 и рядом с первым прутком 11.
Цикл захвата, выгрузки и бокового перемещения прутков 11 может быть повторен требуемое число раз таким образом, чтобы сформировать требуемый задел также в соответствии с диаметром прутка 11, конструкцией рольгангов 26а, 26b, а также требованиями станка и цикла обработки.
Когда образование задела закончено, весь накопительный узел 60 сначала осуществляет движение вверх в направлении 73 так, чтобы разместить прутки 11 в положении, выровненном с верхней поверхностью нижнего рольганга 26b, непосредственно над верхним торцом опорной пластины 64.
Верхний рольганг 26а затем размещают в надлежащем положении для создания направляющего канала согласно диаметру прутков 11. В качестве альтернативы, предусмотрен подвижный упор, который может создать направляющий канал.
Накопительный узел 60 затем осуществляет боковое перемещение к рольгангам 26а, 26b так, чтобы столкнуть все прутки 11 вместе между рольгангами 26а, 26b.
На противоположной стороне рольгангов 26а, 26b по отношению к положению накопительного узла 60 имеется предпочтительно опорный рольганг 67, который предохраняет прутки 11 от соскальзывания за положение загрузки между двумя рольгангами 26а, 26b.
Когда накопительный узел 60 возвращается в свое нерабочее внешнее положение, верхний рольганг 26а опускается на нижний рольганг 26b, и начинается операция по извлечению загруженных прутков 11, и они отправляются на обработку.
В то время когда прутки 11 извлекаются из пучка и обрабатываются, накопительный узел 60 возвращается в свое нижнее положение окончания цикла (Фиг.1), а подающее устройство 10 может начать новый цикл формирования задела, как было описано выше.
Благодаря нижнему положению, при котором образуется задел, по сравнению с положением, при котором прутки подаются к станку узлом 27 для протягивания, соответствующие задние сегменты прутков 11 перекрещиваются друг с другом меньше, создавая тем самым меньше проблем взаимного трения во время извлечения прутков 11 из соответствующего пучка.
Благодаря этой процедуре, когда обработка прутков 11, поданных узлом 27 для протягивания, заканчивается, задел с требуемым количеством прутков 11, по существу, уже готов для немедленной загрузки между рольгангами 26а, 26b узла 27 для протягивания.
Форма варианта осуществления изобретения, показанная на Фиг.6 и 7, где одинаковые ссылочные позиции обозначают одинаковые элементы или эквивалентные элементы, которые уже описаны со ссылками на Фиг.1-5 и которые не будут описаны еще раз, касается того, что задел прутков 11 образуется в положении, выровненном и внешнем по отношению к положению загрузки, образованном верхней поверхностью нижнего рольганга 2 6b.
В этом варианте осуществления, когда образование задела с требуемым количеством прутков 11 закончено, накопительный узел 60 совершает только одно боковое перемещение для введения прутков 11 между рольгангами 26а, 26b и затем возвращается в свое внешнее положение для обеспечения приведения в действие, с одной стороны, узла 27 для протягивания с подачей прутков 11 в станок, а с другой стороны, для подготовки к началу нового цикла образования задела.
В этом варианте осуществления изобретения показан направляющий рольганг 39, который в этом случае объединен со стопорным элементом 50 и расположен непосредственно над нижним рольгангом 26а узла для протягивания и функция которого заключается в направлении прутков 11, когда они перемещаются накопительным узлом 60 в положение загрузки между рольгангами 26a, 26b.
Положение направляющего рольганга 39 может регулироваться, по меньшей мере, по длине в соответствии с диаметром прутков 11, которые подвергаются обработке.
В этом варианте осуществления изобретения опорная пластина 164 соединена с приводом позиционирования и остается неподвижной во время всего цикла образования задела прутков 11, так чтобы образовать положение остановки привода рядом с зазором между рольгангами 26а, 26b узла 27 для протягивания; во время этапа загрузки опорная пластина 164 поднимается или опускается, позволяя вставить прутки 11 в положение извлечения между рольгангами 26а, 26b.
На Фиг.5 и 7 можно увидеть выравнивающий элемент 37, соединенный с приводом 38. Функцией выравнивающего элемента 37 является выравнивание прутков 11 относительно друг друга, повторно работая с соответствующими концами, после того как они были захвачены первым магнитным элементом 14 и оставлены поднятыми относительно пучка.
Выравнивающий элемент 37 за счет избирательного приведения в действие привода 38 осуществляет несколько циклов трамбовки концов прутков 11, выравнивания их продольное размещение таким образом, чтобы облегчить последующий этап загрузки в узел 27 для протягивания и осуществление последующей обработки.
Выравнивание может быть осуществлено, и когда прутки 11 удерживаются первым магнитным средством 13 поднятыми, и также, когда прутки 11 уже были выгружены в накопительный узел 60.
Понятно, однако, что модификации и/или дополнения частей или этапов могут быть выполнены в способе подачи прутков к станку и в соответствующем подающем устройстве 10, как описано выше, не выходя за рамки настоящего изобретения, определенного в приложенной формуле изобретения.
Например, может быть предусмотрен датчик, который подает сигнал, когда второй магнитный элемент 22 осуществляет бесполезное перемещение без захвата прутков 11, разрешая новый спуск первого магнитного элемента 14 к пучку прутков 11 для осуществления нового захвата.
Может быть предусмотрен другой вариант, в котором предусмотрены неподвижные стопорные элементы, находящиеся над первым магнитным элементом 14, которые обеспечивают выгрузку прутков 11 и их падение в соответствующие пучки, которые остаются захваченными на первом магнитном элементе 14, как только цикл обработки на станке остановился. Эта выгрузка получена поднятием первого магнитного элемента 14 за счет дополнительного перемещения за стопорные элементы. Выгрузка прутков 11 может быть также осуществлена в случае использования электромагнитных элементов за счет временного отключения электрического питания первого магнитного элемента 14.
Изобретения относятся к подаче прутков к станку для изготовления изделий с использованием прутков, содержащему по меньшей мере один узел для протягивания. Подающее устройство включает первое и второе магнитные средства и накопительный узел. Первое магнитное средство производит отделение от пучка по меньшей мере одного концевого сегмента множества прутков и расположение на плоскости, расположенной на расстоянии от пучка. Второе магнитное средство захватывает из первого магнитного средства одновременно по меньшей мере один пруток из множества прутков и выгружает в требуемом положении выгрузки. Накопительный узел последовательно принимает из второго магнитного средства требуемое количество прутков с образованием задела и одновременно перемещает в узел для протягивания станка. В результате обеспечивается повышение эффективности подачи прутков за счет уменьшения времени загрузки требуемого количества прутков в узел протягивания станка. 2 н. и 13 з.п. ф-лы, 7 ил.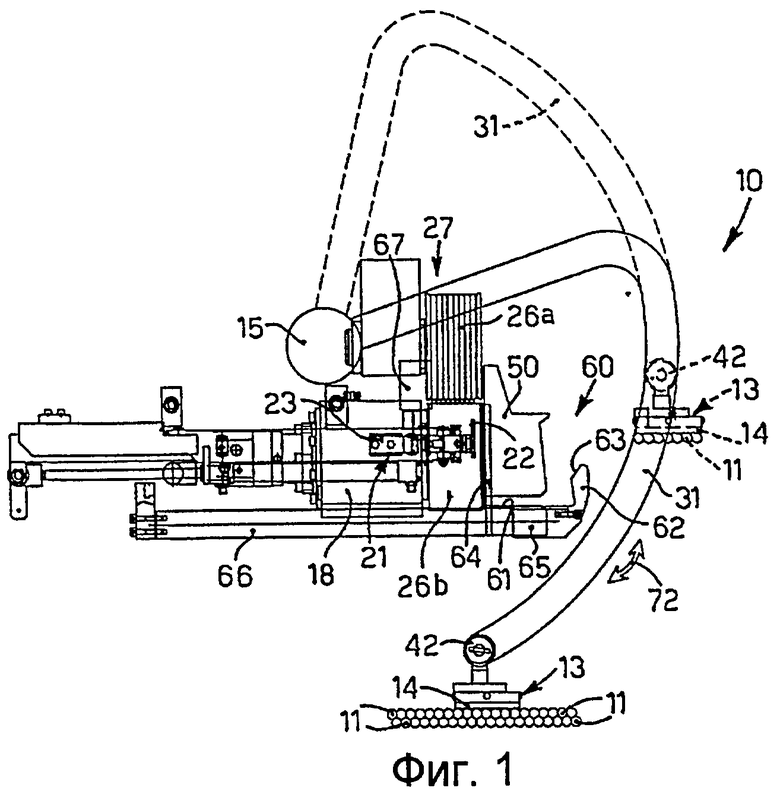
1. Подающее устройство для прутков, выполненное с возможностью избирательного захвата и извлечения из пучка (12) по меньшей мере одного прутка (11) для подготовки его к использованию в станке, содержащем по меньшей мере один узел (27) для протягивания, при этом устройство содержит первое магнитное средство (13), выполненное с возможностью отделения от пучка (12) по меньшей мере одного концевого сегмента множества прутков (11) и расположения по меньшей мере концевых сегментов множества прутков (11) на плоскости, расположенной на расстоянии относительно пучка (12), и второе магнитное средство (21), выполненное с возможностью захвата из первого магнитного средства (13) одновременно по меньшей мере одного прутка (11) из множества прутков (11) и выгрузки по меньшей мере одного прутка (11) в требуемом положении выгрузки, отличающееся тем, что оно содержит накопительный узел (60), выполненный с возможностью последовательного принятия из второго магнитного средства (21) требуемого количества прутков (11) с образованием задела и одновременного перемещения требуемого количества прутков (11) в узел (27) для протягивания.
2. Устройство по п.1, отличающееся тем, что накопительный узел (60) содержит по меньшей мере один толкающий элемент (65), образующий опорную поверхность (61), по существу, параллельную загрузочной плоскости узла (27) для протягивания.
3. Устройство по п.2, отличающееся тем, что опорная поверхность (61) имеет положение начала цикла, по существу, параллельное и расположенное ниже относительно загрузочной плоскости узла (27) для протягивания.
4. Устройство по п.2, отличающееся тем, что опорная поверхность (61) имеет положение начала цикла, по существу, параллельное и являющееся продолжением загрузочной плоскости узла (27) для протягивания.
5. Устройство по любому из пп.2-4, отличающееся тем, что толкающий элемент (65) содержит передний край (62), обращенный вверх, верхний конец которого выполнен в виде направляющей каретки для обеспечения расположения прутков (11) на опорной поверхности (61).
6. Устройство по любому из пп.2-4, отличающееся тем, что накопительный узел (60) содержит опорную пластину (64), расположенную, по существу, между опорной поверхностью (61) и узлом (27) для протягивания и выполненную с возможностью образования резервного положения прутков (11), образующих задел перед их загрузкой в узел (27) для протягивания.
7. Устройство по п.6, отличающееся тем, что опорная пластина (64) выполнена с возможностью перемещения, чтобы не мешать толкающему элементу (65) по меньшей мере во время этапа загрузки прутков (11) в узел (27) для протягивания.
8. Устройство по любому из пп.2-4, отличающееся тем, что оно содержит по меньшей мере один направляющий элемент (39), выполненный с возможностью взаимодействия с узлом (27) для протягивания и с толкающим элементом (65) при размещении прутков (11) внутри узла (27) для протягивания.
9. Устройство по любому из пп.2-4, отличающееся тем, что оно содержит по меньшей мере один выравнивающий элемент (37), выполненный с возможностью избирательного приведения в действие, по меньшей мере когда множество прутков (11) захвачено первым магнитным средством (13) и/или расположено на опорной поверхности (61).
10. Способ подачи прутков (11), используемый для избирательного захвата и извлечения из пучка (12) по меньшей мере одного прутка (11) для подготовки его к обработке в станке, содержащем по меньшей мере один узел (27) для протягивания, включающий:
первый этап, на котором подводят первое магнитное средство (13) близко к пучку (12) для притягивания с помощью магнита концевого сегмента множества прутков (11) и отведения их на расстояние от пучка (12),
второй этап, на котором подводят второе магнитное средство (21) близко к первому магнитному средству (13) для захвата из него по меньшей мере одного из множества прутков (11) и затем расположения на расстоянии от него с размещением по меньшей мере одного прутка (11) в требуемом положении выгрузки,
отличающийся тем, что последовательно осуществляют множество циклов захвата вторым магнитным средством (21) для выгрузки требуемого количества прутков (11) в положение предварительной загрузки с образованием задела в положении рядом с узлом (27) для протягивания.
11. Способ по п.10, отличающийся тем, что включает по меньшей мере один этап, на котором прутки (11), которые образуют задел, одновременно перемещают в положение загрузки в узел (27) для протягивания.
12. Способ по п.11, отличающийся тем, что одновременную загрузку осуществляют выравнивающим перемещением вверх между положением предварительной загрузки и положением загрузки в узел (27) для протягивания, а затем - боковым перемещением для введения прутков (11) в узел (27) для протягивания.
13. Способ по п.11, отличающийся тем, что одновременную загрузку осуществляют боковым перемещением для введения прутков (11) в узел (27) для протягивания.
14. Способ по любому из пп.10-13, отличающийся тем, что включает по меньшей мере один этап выравнивания концов прутков (11), удерживаемых поднятыми первым магнитным средством (13) и/или расположенных в положении предварительной загрузки.
15. Способ по любому из пп.10-13, отличающийся тем, что во время этапа предварительной загрузки прутков (11) в положение предварительной загрузки узел (27) для протягивания подает прутки (11), загруженные в предыдущем цикле, к станку.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| 0 |
|
SU175430A1 | |
| Устройство для подачи деталей с одновременным суммированием их потоков | 1979 |
|
SU856938A1 |
| БУНКЕР ДЛЯ ПОДАЧИ ПОПЕРЕЧНЫХ ПРУТКОВ НА АВТОМАТИЧЕСКУЮ ЛИНИЮ ДЛЯ СВАРКИ СЕТОК | 0 |
|
SU393058A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 0 |
|
SU381497A1 |
| ЕР 1356875 А2, 30.01.2003. | |||

