Данное изобретение относится к области металлургии, в частности к технике вакуумно-плазменного напыления путем нанесения металлосодержащих покрытий различного назначения.
Из уровня известны способы упрочнения изделий из твердого сплава при помощи износостойкого покрытия, например, нанесения покрытия вакуумно-дуговым методом с помощью холодного катода. Сущность метода в том, что к катоду и аноду подводится ток, катодом является охлаждаемая мишень из материала который необходимо нанести на изделие, а анод это подложка с деталями (Андреев А.А., Саблев Л.П., Григорьев С.Н. «Вакуумно-дуговые покрытия», г.Харьков, Ризопечать, 2010 г., с.172-173).
Известные способы имеют один существенный недостаток в связи с разницей в твердости покрытия и основы, в результате проявляется «эффект скорлупы», т.е. хрупкое покрытие продавливается.
Наиболее близким техническим решением по технической сути и достигаемому результату является способ нанесения покрытий на изделия из твердых сплавов, включающий облучение рабочих поверхностей или изделий пучками заряженных частиц с последующим нанесением на них износостойкого покрытия (Патент на изобретение №2415966, С23С 14/24, 2009 г.).
К недостаткам данного известного из уровня техники способа следует отнести тот факт, что поверхность после облучения подвержена растрескиванию из-за несбалансированности разницы между внутренними напряжениями в пограничных слоях и в покрытии.
В основу заявленной полезной модели поставлена задача исключения трещинообразования в поверхностном слое изделия посредством образования на рабочей поверхности легированного подслоя.
Поставленная задача решается посредством того, что в способе упрочнения изделий из твердых сплавов, включающем облучение рабочей поверхности с дальнейшим нанесением на рабочую поверхность износостойкого покрытия, согласно изобретению, перед облучением рабочей поверхности проводят нанесение металлического слоя из карбидообразующих элементов 4-5 группы, а облучение проводят электронным пучком при длительности импульса 4-6 мкс и плотностью энергии в пучке 4.5-6 Дж/см2.
Способ нанесения покрытия осуществляется следующим образом.
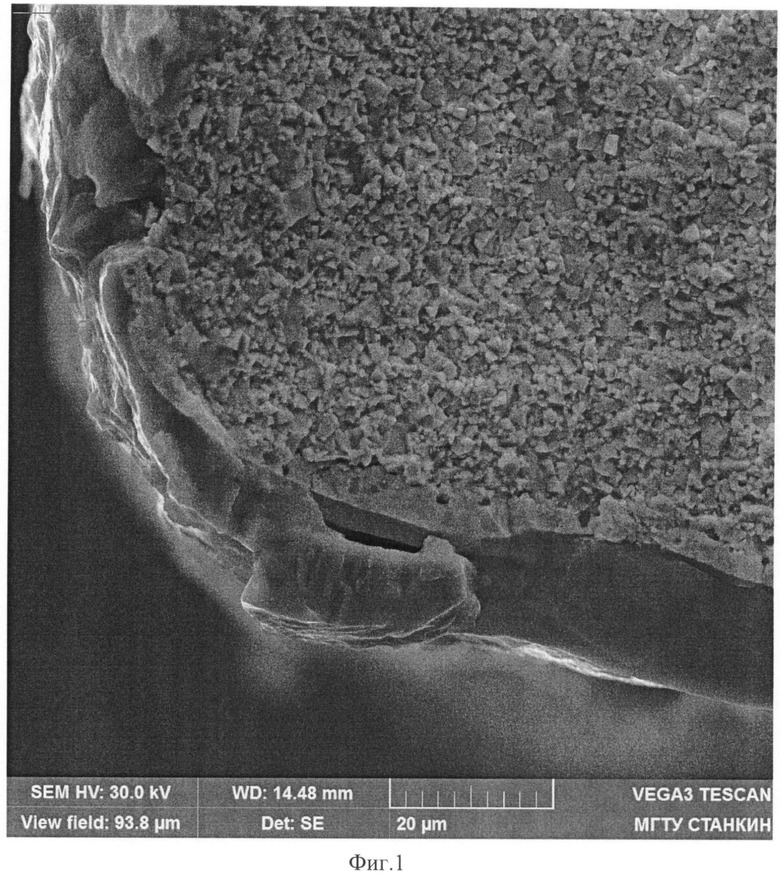
Изначально на рабочую поверхность твердосплавного инструмента распыляют при помощи магнетронов сплав, содержащий карбидообразующие элементы Zr, Hf, Nb. Затем облучают сильноточным электронным пучком с длительностью импульса от 4 до 6 мкс, плотностью энергии в пучке 4.5 - 6 Дж/см2. Облучение проводится в рабочем газе, представляющем собой смесь газов: аргона и азота. В результате на поверхности инструмента удается получить слой до 10 мкм из гетерофазного сплава W-Hf-Nb-C, с пределом прочности на разрыв в несколько раз большим, чем у исходного твердого сплава и повышающим его высокотемпературную прочность. Это позволяет избежать растрескивания поверхности и повысить ее микротвердость до 1700 HV25. Затем после облучения образцы, либо переносят рабочую камеру установки для нанесения покрытий вакуумно-дуговым методом либо в той же камере, осуществляют процесс формирования на облученных поверхностях функциональных износостойких покрытий толщиной не менее 5 мкм. Во время нанесения износостойкого покрытия твердый сплав подвергается воздействию температуры, по крайней мере, в течение двух часов (нагрев, очистка, собственно нанесение покрытия, остывание). При этом происходит дополнительная термообработка модифицированного слоя, снижающая внутренние напряжения. Вышеизложенное подтверждается экспериментальными данными, приведенными в таблице и графических материалах, где:
- на фиг.1 изображена фрактограмма кросс-сечения режущей кромки обработанной пластины;
- на фиг.2 - фрактограмма структуры поверхностного слоя обработанной пластины.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет исключить трещинообразование на поверхностном слое рабочей поверхности изделия.
Анализ заявленного технического решения показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками общеизвестны из уровня техники и не требуют дополнительных.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в металлургии и может быть реализован в качестве способа нанесения покрытия на изделия из твердых сплавов;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условию патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| Способ формирования на титановых сплавах приповерхностного упрочненного слоя | 2018 |
|
RU2705817C1 |
| Способ модификации поверхностного слоя режущего инструмента | 2023 |
|
RU2822528C1 |
| Способ нанесения тонких металлических покрытий | 2016 |
|
RU2712681C1 |
| Способ формирования интерметаллидных покрытий системы Ti-Al на поверхностях из алюминиевых сплавов | 2017 |
|
RU2705819C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2462516C2 |
| Способ обработки поверхности доэвтектического силумина | 2023 |
|
RU2806354C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ АЛЮМИНИЯ И ОКСИДА ИТТРИЯ НА СИЛУМИН | 2020 |
|
RU2727376C1 |
| Способ получения защитного покрытия на поверхности детали энергомашиностроения | 2023 |
|
RU2824769C1 |
| Способ нанесения электроэрозионностойких покрытий на основе хрома, карбидов хрома и меди на медные электрические контакты | 2015 |
|
RU2623548C2 |
Изобретение относится к области металлургии, в частности к технике вакуумно-плазменного напыления путем нанесения металлосодержащих покрытий на изделия из твердых сплавов. Способ включает распыление на рабочую поверхность изделия из твердого сплава слоя из карбидообразующих элементов 4-5 группы. Затем рабочую поверхность облучают электронным пучком с определенными длительностью импульса и плотностью энергии в пучке. Облучение проводят в рабочем газе. После облучения на рабочую поверхность изделия наносят износостойкое покрытие. Техническим результатом заявленного изобретения является исключение трещинообразования на поверхностном слое рабочей поверхности изделия. 2 ил., 1 табл.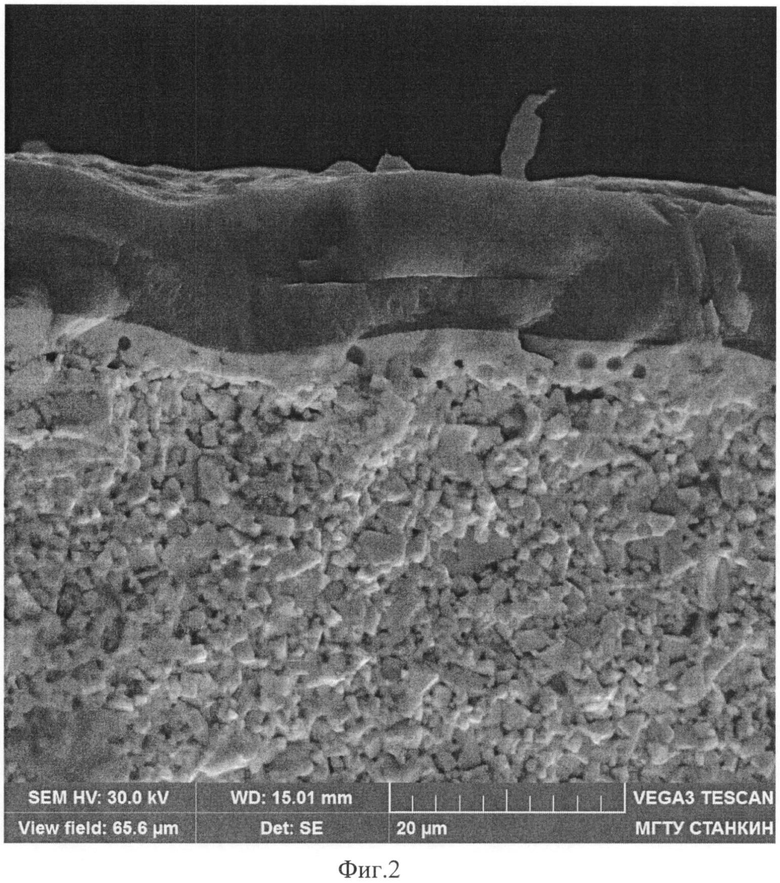
Способ упрочнения изделия из твердых сплавов, включающий облучение рабочей поверхности изделия с дальнейшим нанесением на рабочую поверхность износостойкого покрытия, отличающийся тем, что перед облучением рабочей поверхности изделия проводят нанесение на нее металлического слоя из карбидообразующих элементов 4-5 групп, а облучение проводят электронным пучком при длительности импульса 4-6 мкс и плотности энергии в пучке 4,5-6 Дж/см2.
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2003 |
|
RU2259407C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ПОВЕРХНОСТНОГО ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ЕГО РЕЖУЩЕЙ ЧАСТИ | 1997 |
|
RU2125103C1 |
| DE 19716294 C1, 28.05.1998 | |||
| УПРАВЛЕНИЕ РАДИОРЕСУРСАМИ | 2001 |
|
RU2277762C2 |

