Изобретение относится к области получения мощных ионных пучков (МИП) и может быть использовано в установках для ионной имплантации металлов и сплавов, работающих в непрерывном и импульсном режимах.
Известен составной молибденово-свинцовый цилиндрический катод для вакуумно-дугового источника металлов (см. Баталин В.А., Волков Ю.Н., Кулевой Т.В., Петренко С.В. Вакуумно-дуговой источник ионов металлов. // М.: Институт теоретической и экспериментальной физики, 1992. - 10 с.). Для этого в молибденовом катоде был выполнен ряд отверстий, в которые был вплавлен свинец.
Недостатком такого катода является то, что во время горения дуги катодное пятно переходит с более тугоплавкого элемента (молибдена) на менее тугоплавкий (свинец), когда обратный переход не наблюдается. При этом в ионном луче происходит накопление ионов свинца и снижение содержания ионов молибдена. Это сказывается на процессе имплантации: имплантация происходит не комплексом ионов, а практически только ионами свинца. Такое явление сказывается негативным образом на свойствах имплантированных сталей.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является катод установки для ионной имплантации выполненный в виде бинарного сплава меди со свинцом с содержанием свинца 25-45% (патент РФ на изобретение №2458182, МКП7 C23c 14/16). Такой катод позволяет получить пучки ионов плотностью тока 60 А/см2 и длительности импульса 60 нс.
Существенным недостатком такого катода является высокий энергетический порог плазмообразования и ограниченное увеличение износостойкости обработанной поверхности деталей. Увеличение дозы имплантирования ионов приводит к росту длительности обработки и появлению задиров на имплантированной поверхности при испытаниях на износостойкость.
Предлагаемый катод установки для ионной имплантации конструкционной стали ионами меди и свинца обеспечивает повышение износостойкости имплантированных деталей при эксплуатации при комнатной температуре.
Технический результат, на достижение которого направлено заявляемое изобретение, обеспечивается тем, что катод содержит свинец в количестве 35,7…36,2 мас.%, а суммарная протяженность межфазных границ между несмешивающимися компонентами меди и свинца на 1 мм2 поверхности катода составляет 6,5…16,0 мм/мм2.
Такая композиция позволяет получить рабочую поверхность катода с высокими электрофизическими характеристиками, необходимыми для возбуждения разряда и образование приповерхностной плазмы плотностью, достаточной для извлечения больших токов. Определяющим физическим параметром рабочей поверхности катода является работа выхода. Снижение работы выхода обеспечивает снижение значения тока, ниже которого самоподдерживающее состояние дугового разряда невозможно. Наблюдается повышение эмиссии и повышение тока в пучке при более низком пороговом значении напряжения. Снижение порога плазмообразования обеспечивает стабильно высокую интенсивность тока в импульсе при снижении энергоемкости процесса.
На глубину проникновения ионов и толщину слоя с измененной дислокационной структурой существенное влияние оказывает протяженность межфазных границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода, приходящуюся на 1 мм2 поверхности катода.
Существенный рост глубины имплантированного слоя и слоя с измененной дислокационной структурой наблюдается при суммарной протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода, приходящуюся на 1 мм2 поверхности катода в пределах 6,5…16,0 мм/мм2.
При суммарной протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода, приходящуюся на 1 мм2 поверхности катода менее 6,5 мм/мм2 увеличения глубины имплантированного слоя не происходит. Измерение состава ионов в пучке показало, что в этом случае преобладают одно и двух зарядные ионы меди и свинца.
При суммарной протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода, приходящуюся на 1 мм2 поверхности катода более 6,5 мм/мм2 увеличение глубины имплантированного слоя и слоя с измененной дислокационной структурой начинает проявляться. В составе пучка помимо одно и двух зарядных ионов меди и свинца появляются многозарядные ионы и кластеры - комплексы из атома свинца и двух однозарядных ионов меди.
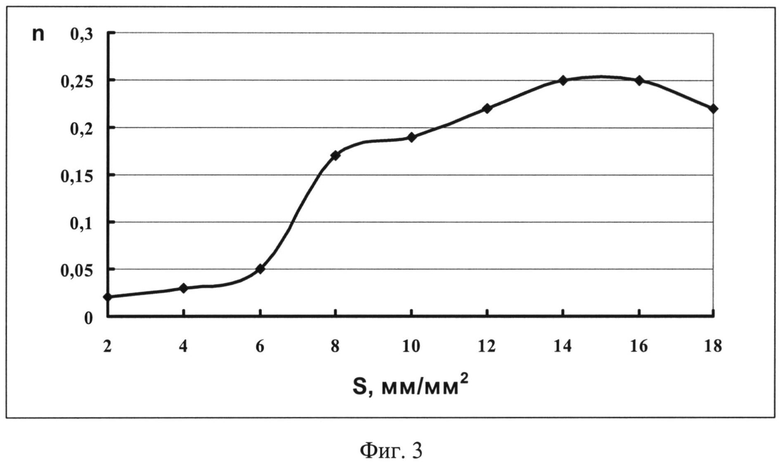
По мере роста протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода наблюдается рост количества кластеров в составе пучка. Максимума количество кластеров в пучке достигается при суммарной протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода, приходящуюся на 1 мм2 поверхности катода 16,0 мм/мм2. Большее значение суммарной протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода для монотектического сплава меди со свинцом получить не удается.
Подробнее сущность заявляемого катода установки для ионной имплантации поясняется схемами и фотографией:
- на фиг.1 представлена микроструктура монотектического сплава меди со свинцом с протяженностью протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода, приходящуюся на 1 мм2 поверхности катода 12,2 мм/мм2.
- на фиг.2 представлена схема строения поверхностного слоя стали после ионной имплантации;
- на фиг.3 представлено изменение доли кластеров в ионном пучке в соответствии с ростом суммарной протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода;
- на фиг.4 представлено изменение глубины имплантированного слоя h и слоя с измененной дислокационной структурой H при увеличении суммарной протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода;
Пример конкретного использования заявляемого изобретения. Катод, представляющий по форме шайбу диаметром 28 мм и толщиной 5 мм изготавливали из монотектического сплава меди со свинцом. Содержание свинца в сплаве составляло 36 мас.%.
Особенность монотектического сплава меди со свинцом заключается в том, что его компоненты являются несмешивающимися. Относительная простота получения данного сплава объясняется особенностями диаграммы состояния данного сплава: невысоким куполом расслоения в жидком состоянии и высоким содержанием свинца в монотектической точки.
Для фиксации структуры монотектического сплава применялась закалка в воду из жидкого состояния. В зависимости от температуры нагрева сплава перед закалкой и температуры воды фиксировались структуры с различной протяженностью границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода.
После токарной обработки катоды использовали в установке для ионной имплантации для получения мощных ионных пучков сложного состава наносекундной длительности. Испытания на пороговое напряжение плазмообразования проводили на установке для ионной имплантации.
Измерение плотности осуществлялось при одном и том же ускоряющем напряжении 30 кВ. Наилучшие результаты, достигнутые при использовании катода по прототипу следующие: амплитуда напряжения в первом импульсе 15 кВ, плотность тока 5,5…6,2 А/см2. Из представленных данных следует, что катод предложенного состава позволяет снизить амплитуду напряжения в первом импульсе до 8,6…9 кВ при незначительном снижении плотности тока. В результате величина коэффициента выхода (отношение плотности тока к напряжению в первом импульсе) возрастает в 1,5 раза по сравнению с соответствующей величиной коэффициента выхода при использовании катода, принятого в качестве прототипа.
Осуществляли имплантацию образцов стали 30ХГСН2А толщиной 3 мм и размерами 60×60 мм. Вакуумную камеру, в которой расположен источник ионов, откачивали до остаточного давления 10-3 Па. На первом этапе делали ионную очистку обрабатываемой поверхности с помощью газового источника ионами аргона. При этом энергия ионов не превышает 10…15 кэВ. Затем энергия ионов меди и свинца повышалась до 35…40 кэВ, и выполнялась имплантация с дозой 2,5×1017 ион/см2.
Образцы стали 30ХГСН2А в исходном состоянии и после имплантации быи подвергнуты испытаниям на износ, а также исследованиям с помощью метода вторичной ионной масс-спектрометрии и просвечивающего электронного микроскопа. Последние два метода позволяли определить толщину имплантированного слоя h и толщину H слоя с измененной дислокационной структурой.
Измерения содержания в ионом пучке кластеров в зависимости от суммарной протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода осуществляли с помощью магнитного масс-зарядового сепаратора (GSI) и времяпролетного сепаратора (LBNL). Для исключения влияния длительности влияния длительности импульса дуги все измерения зарядового распределения ионов осуществлялись через 100 µs после зажигания разряда.
Результаты испытаний представлены в таблице.

Таким образом, использование в качестве катода установки для имплантации монотектического сплава меди со свинцом при суммарной протяженности границ между несмешивающимися компонентами медью и свинцом в микроструктуре катода, приходящуюся на 1 мм2 поверхности катода в пределах 6,5…16,0 мм/мм2 позволяет повысить глубину имплантированного слоя и слоя с измененной дислокационной структурой. Это в совокупности приводит к повышению износостойкости конструкционной стали 30ХГСН2А.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2013 |
|
RU2529337C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2465373C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛИ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2016 |
|
RU2637189C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2014 |
|
RU2581536C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2536843C1 |
| Способ внедрения в поверхностный слой углеродистых конструкционных сталей карбидов и оксидов тугоплавких металлов комбинированным пластическим деформированием | 2018 |
|
RU2704345C1 |
| СПОСОБ ИМПЛАНТАЦИИ ИОНАМИ ГАЗОВ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2509174C1 |
| СПОСОБ ИМПЛАНТАЦИИ КОНСТРУКЦИОННОЙ СТАЛИ ИОНАМИ МЕДИ И СВИНЦА | 2011 |
|
RU2458182C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2482218C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ КОНСТРУКЦИОННОЙ СТАЛИ ИОНАМИ МЕДИ И СВИНЦА | 2010 |
|
RU2442843C1 |


Изобретение относится к области получения мощных ионных пучков, а именно к катодам, которые могут быть использованы в установках для ионной имплантации металлов и сплавов, работающих в непрерывном и импульсном режимах. Катод выполнен из сплава меди со свинцом. Свинец содержится в количестве 36 мас.%, соответствующем монотектической точке сплава, в микроструктуре которого суммарная протяженность межфазных границ на 1 мм поверхности катода составляет 6,5…16,0 мм/мм2. Технический результат - повышение износостойкости имплантируемых деталей. 4 ил., 1 табл.
Катод установки для ионной имплантации, выполненный из сплава меди со свинцом, отличающийся тем, что сплав содержит свинец в количестве 36 мас.%, соответствующем монотектической точке сплава, в микроструктуре которого суммарная протяженность межфазных границ на 1 мм2 поверхности катода составляет 6,5…16,0 мм/мм2.
| СПОСОБ ИМПЛАНТАЦИИ КОНСТРУКЦИОННОЙ СТАЛИ ИОНАМИ МЕДИ И СВИНЦА | 2011 |
|
RU2458182C1 |
| РАСПЫЛИТЕЛЬНЫЙ КАТОД ДЛЯ ПРОЦЕССОВ НАНЕСЕНИЯ ПОКРЫТИЙ | 2005 |
|
RU2283367C1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| GB 1483891 A, 27.08.1997. | |||

