Изобретение относится к области машиностроения, а точнее к способам ионной имплантации поверхности деталей из конструкционных сталей типа 30ХГСН2А для повышения износостойкости.
Известен способ, при котором поверхность обрабатываемой детали имплантируют ионами свинца (Гусева М.И. Ионная имплантация в металлах // Поверхность. Физика, химия, механика. 1982. №1. С.27-50 (С.40)). Имплантация стали ионами свинца не приводит к снижению коэффициента трения, хотя приводит к повышению усталости обработанной стали.
Недостаток описанного способа заключается в том, что существенно возрастает коэффициент трения, что затрудняет применение имплантированных ионами свинца сталей в нагруженных парах трения.
Наиболее близким по технической сущности к заявляемому способу является способ ионной имплантации ионами меди деталей в виде болтов из конструкционной стали 30ХГСН2А, при котором поверхность обрабатываемой детали подвергается воздействию пучка ионов меди с дозой (1…5)·1017 ион/см2 (Овчинников В.В., Козлов Д.А., Якутина С. В. Исследование свойств поверхности стали 30ХГСН2А после имплантации ионами меди (Машиностроение и инженерное образование. 2009. №2. С.7-13).
Недостатком прототипа является ограниченное увеличение износостойкости обработанной поверхности деталей. Увеличение дозы имплантирования ионов меди приводит к росту длительности обработки при постоянстве значения усталости обработанной стали и появлению задиров на имплантированной поверхности при испытаниях на износостойкость.
Предлагаемый способ ионной имплантации конструкционной стали обеспечивает снижение коэффициента трения имплантированных деталей при эксплуатации при комнатной температуре.
Технический результат, на достижение которого направлен заявляемый способ, обеспечивается тем, что после имплантирования ионов меди проводят имплантацию ионов свинца, дозу имплантации которого выбирают в интервале (0,2…0,3)·D, где D - доза имплантирования ионами меди.
Заявляемый способ включает в себя следующую последовательность операций:
- облучение обрабатываемой стали ионами меди с дозой имплантирования D((1-5)·1017 ион/см2).
- облучение обрабатываемой стали ионами свинца с дозой имплантирования в интервале (0,2…0,3)·D, где D - доза имплантирования ионами меди.
Подробнее сущность заявляемого способа поясняется графиками и фотографиями:
- на фиг.1 представлен график зависимости усталости стали 30ХГСН2А, имплантированной ионами свинца от дозы имплантации;
- на фиг.2 - график изменения коэффициента трения стали 30ХГСН2А, имплантированной ионами свинца от дозы имплантации;
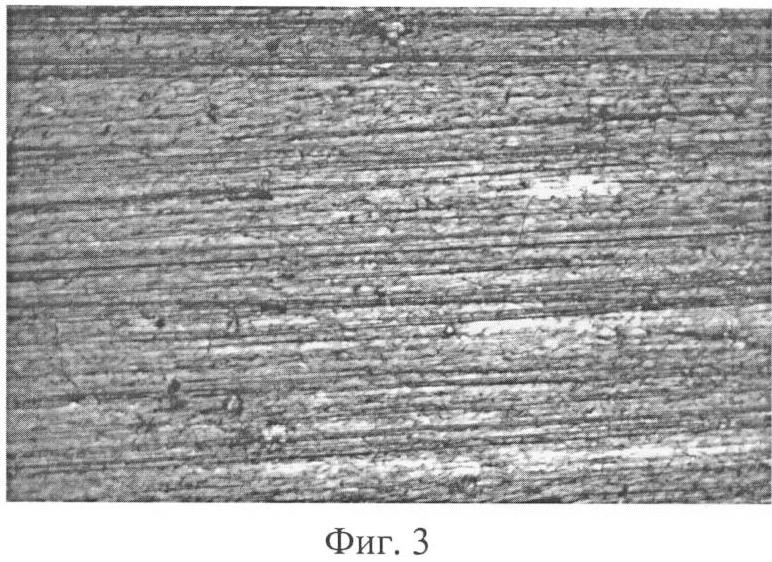
- на фиг.3 - показана топология поверхности стали 30ХГСН2А, имплантированной ионами свинца с дозой менее 0,2·D после испытаний на износ;
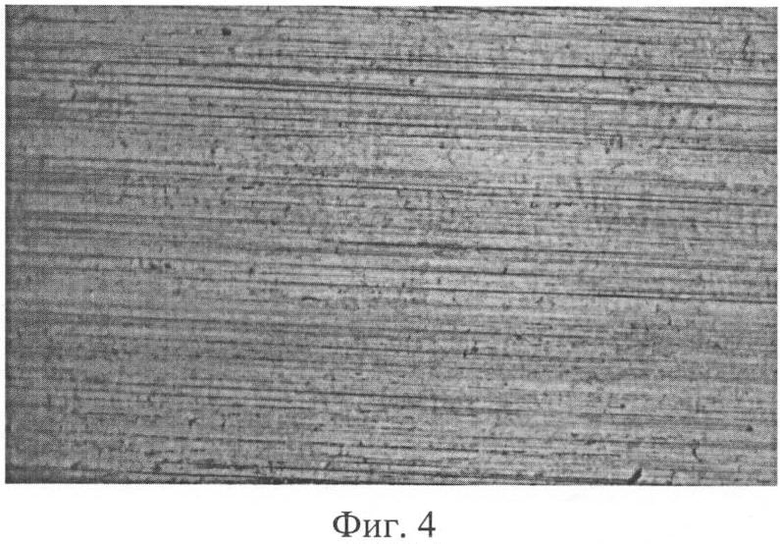
- на фиг.4 - показана топология поверхности стали 30ХГСН2А, имплантированной ионами свинца с дозой 0,25·D после испытаний на износ;
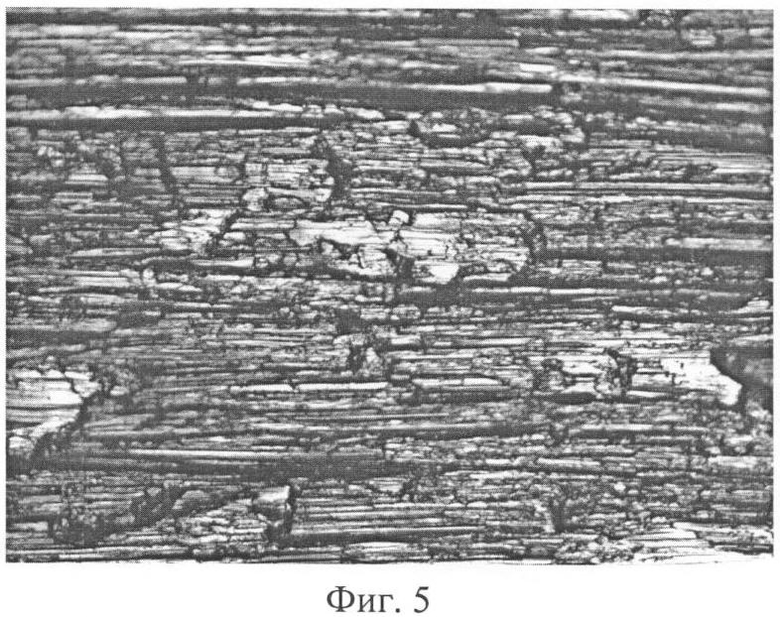
- на фиг.5 - показана топология поверхности стали 30ХГСН2А, имплантированной ионами свинца с дозой 0,35·D после испытаний на износ.
Проведение предварительной имплантации ионами меди обеспечивает изменение поля напряжений в имплантированном слое стали 30ХГСН2А и, соответственно, дислокационной картины, влияющей на показатели усталости, износостойкости и на величине коэффициента трения. При дозе имплантации меди (1-5)·1017 ион/см2 отмечается увеличение усталости стали 30ХГСН2А с 528 МПа до 684 МПа (рост на 11%). При этом коэффициент трения стали 30ХГСН2А, имплантированной медью, составил 0,06.
Увеличение доли имплантирования ионов свинца в сталь 30ХГСН2А, предварительно имплантированную медью, способствует увеличению предела усталости до значения 877 МПа (увеличение на 66%) при дозе имплантации 0,4·D (фиг.1). Однако при этом наблюдается увеличение коэффициента трения, особенно при дозе имплантации свинца более 0,3·D (фиг.2). Поэтому целесообразно ограничить дозу имплантации свинца интервалом (0,2…0,3)·D.
Для оценки влияния заявляемого способа ионной имплантации на износостойкость стали 30ХГСН2А была выполнена имплантация болтов диаметром 12 мм из указанной стали в состоянии после закалки и отпуска. На болтах определяли величину коэффициента трения скольжения без смазки. Испытания проводились на специальном стенде, обеспечивающем заданное усилие прижатия контртела к поверхности болта и регистрацию момента страгивания болта при вращении в контакте с контртелом.
Для определения предела усталости при изгибе были изготовлены круглые образцы с рабочей частью диаметром 5 мм, которые были имплантированы на одинаковых режимах с болтами. После определения коэффициента трения на пути трения 18 м была исследована поверхность трения болта, которая находилась в контакте с контртелом (не имплантированная сталь 30ХГСН2А в виде пальца с диаметром рабочей части 2 мм). Результаты испытаний представлены в таблице 1.
Таким образом, предел усталости имплантированной стали 30ХГСН2А существенно повышается при дозе имплантации ионами (0,2…0,4)·D, где D - доза имплантирования ионами меди. Увеличение дозы имплантации свинцом свыше 0,5·D вызывает значительное увеличение продолжительности обработки, хотя и обеспечивает повышение предела усталости до 890 МПа. Следует отметить, что наблюдается резкое возрастание коэффициента трения при дозе имплантирования свинца более 0,3·D.
Анализ топологии поверхности болтов после определения коэффициента трения показал, что при имплантировании свинца менее 0,2·D из-за малых искажений в структуре поверхностного слоя стали 30ХГСН2А, наблюдается выкрашивание поверхности болта (фиг.3). При дозах имплантирования свинца (0,2…0,3)·D не наблюдается задиров поверхности имплантированной стали (фиг.4). При увеличении дозы имплантирования свинца свыше 0,3·D в поверхностном слое стали 30ХГСН2А возникают конгломераты свинца, приводящие к увеличению коэффициента трения и появлению задиров (фиг.5).
Из представленных результатов испытаний следует, что использование заявляемого способа ионной имплантации обеспечивает повышение предела усталости и снижение коэффициента трения обработанных деталей из стали 30ХГСН2А при их эксплуатации в условиях трения скольжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2482218C1 |
| СПОСОБ ИМПЛАНТАЦИИ ИОНАМИ ГАЗОВ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2509174C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ СТАЛИ 30ХГСН2А | 2010 |
|
RU2430991C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2014 |
|
RU2581536C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2465373C1 |
| СПОСОБ ИМПЛАНТАЦИИ КОНСТРУКЦИОННОЙ СТАЛИ ИОНАМИ МЕДИ И СВИНЦА | 2011 |
|
RU2458182C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛИ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2016 |
|
RU2637189C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2470091C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2013 |
|
RU2529337C1 |
| КАТОД УСТАНОВКИ ДЛЯ ИОННОЙ ИМПЛАНТАЦИИ | 2012 |
|
RU2501886C1 |
Изобретение относится к области машиностроения, а именно к способам ионной обработки поверхности деталей из конструкционных сталей. В поверхность стали имплантируют ионы меди с дозой (1-5)·1017 ион/см2, затем проводят имплантацию ионов свинца с дозой (0,2…0,3)·D, где D - доза имплантирования ионами меди. Повышается предел усталости и снижается коэффициент трения обрабатываемых деталей. 5 ил., 1 табл.
Способ ионной имплантации конструкционной стали, при котором в поверхность стали имплантируют ионы меди с дозой (1-5)·1017 ион/см2, отличающийся тем, что после имплантирования ионов меди проводят имплантацию ионов свинца, дозу имплантации которого выбирают в интервале (0,2…0,3)·D, где D - доза имплантирования ионами меди.
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ СТАЛИ И СПЛАВОВ НА ОСНОВЕ МЕДИ | 1991 |
|
RU2068459C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2007 |
|
RU2340703C1 |
| Способ формирования потоков штучных предметов | 1987 |
|
SU1490063A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВСХОЖЕСТИ СЕМЯН | 1991 |
|
RU2017366C1 |
| Устройство для отбора элегаза из газонаполненных объектов | 1989 |
|
SU1719823A1 |

