Предлагаемое изобретение относится к области ионно-лучевой вакуумной обработки материалов и может быть использовано в машиностроении для повышения эксплуатационных свойств деталей машин и механизмов.
Известен способ ионной имплантации, при котором поверхность обрабатываемой детали подвергается воздействию пучка ионов меди с дозой (1-5)·1017 ион/см2 (Овчинников В.В., Козлов Д.А., Якутина СВ. Исследование свойств поверхности стали 30ХГСН2А после имплантации ионами меди. // Машиностроение и инженерное образование. 2009. - №2. - С. 7-13).
Недостатком данного способа является ограниченное увеличение усталостной прочности и износостойкости обработанной поверхности деталей. Увеличение дозы имплантирования ионов меди приводит к увеличению длительности обработки при фактическом постоянстве предела выносливости обработанной стали, а также к появлению задиров на имплантированной поверхности.
Известен способ, при котором поверхность обрабатываемой детали подвергается воздействию пучка ионов меди и свинца с дозой (1-5)·1017 ион/см2, который получают за счет использования в качестве материала катода имплантера монотектического сплава меди с 36% свинца (Овчинников В.В., Якутина СВ., Козлов Д.А., Немов А.С Свойства и состав поверхности стали 30ХГСН2А в зависимости от дозы облучения ионами меди и свинца. // Известия МГИУ, 2010. - №3. - С. 15-20). Применение монотектического сплава меди со свинцом позволяет значительно повысить глубину проникновения имплантируемых ионов, что способствует росту усталостных свойств стали.
Недостатком упомянутого способа является повышение коэффициента трения скольжения при введении ионов свинца в поверхностный слой стали, что сказывается на снижении износостойкости в условиях трения с приложением, внешней нагрузки к трущимся деталям.
Наиболее близким по технической сущности к заявляемому способу ионной имплантации является способ, при котором обрабатываемые поверхности деталей подвергают бомбардировке потоком ионов меди и свинца при использовании в качестве катода имплантера сплава меди со свинцом, катод имплантера изготавливают из монотектического сплава меди со свинцом, в который контактным легированием вводят 7-12% олова, а имплантацию осуществляют с дозой (5,5-8,5·1017 ион/см2 (патент РФ на изобретение №2465373. Способ ионной имплантации поверхности детали из конструкционной стали. Заявка №2011136944/02, приоритет 07.09.2011. Опубликован 27.10.2012).
Существенным недостатком прототипа является сохранение высокой износостойкости на ограниченной длине пути трения 20-25 м, после чего наблюдается резкое возрастание весового износа.
Заявляемый способ ионной имплантации поверхностей деталей из конструкционной стали обеспечивает повышение износостойкости при снижении коэффициента трения скольжения с приложением внешней нагрузки к трущимся деталям при больших значениях пути трения.
Технический результат, на достижение которого направлен заявляемый способ, обеспечивается тем, что вначале имплантацию осуществляют с дозой (5,5-8,5)·1017 ион/см2 при изготовлении катода имплантера из монотектического сплава меди со свинцом, в который контактным легированием вводят 7-12% олова, а затем проводят имплантацию ионов азота с дозой (0,10…0,25)·D, где D - доза имплантирования ионами монотектического сплава меди со свинцом, равная 1·1017 ион/см2.
Подробнее сущность заявляемого способа поясняется чертежами:
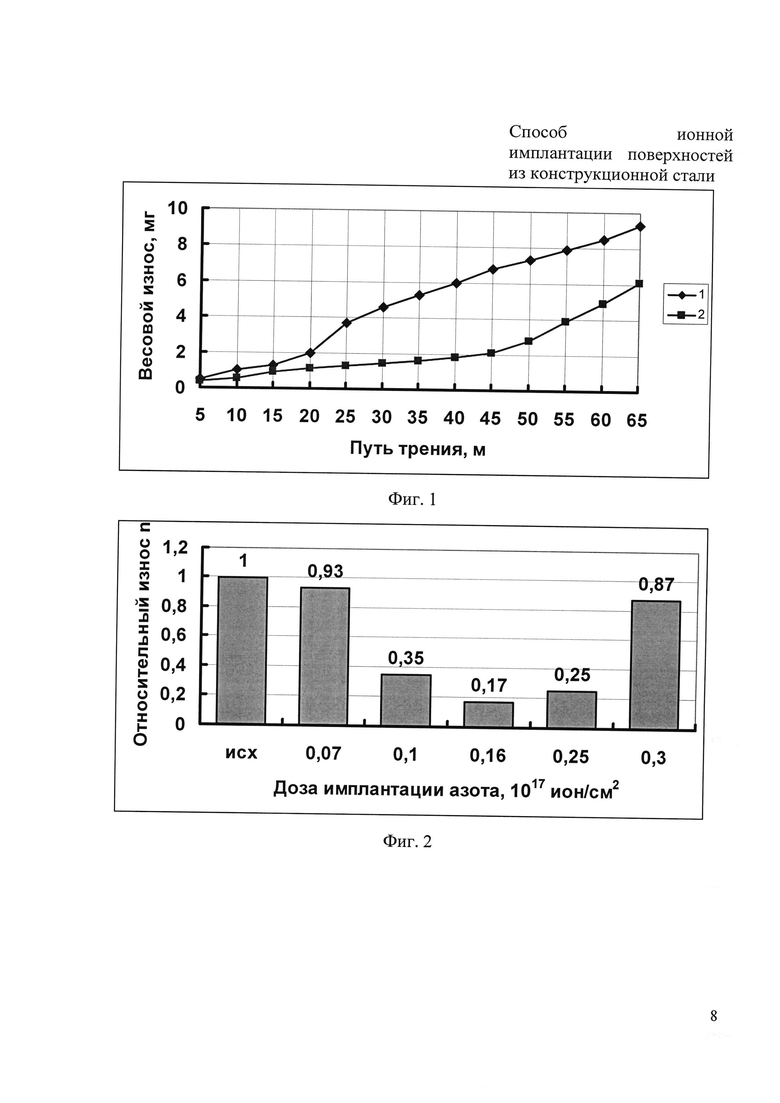
- на фиг. 1 представлен график изменения весового износа от пути трения стали 30ХГСН2А имплантированной по прототипу (кривая 1) и по заявляемому способу (кривая 2) при имплантации азотом с дозой 0,16·D, где D
- доза имплантирования ионами монотектического сплава меди со свинцом;
- на фиг. 2 представлена гистограмма изменения относительного весового износа образца стали 30ХГСН2А от дозы имплантации азота;
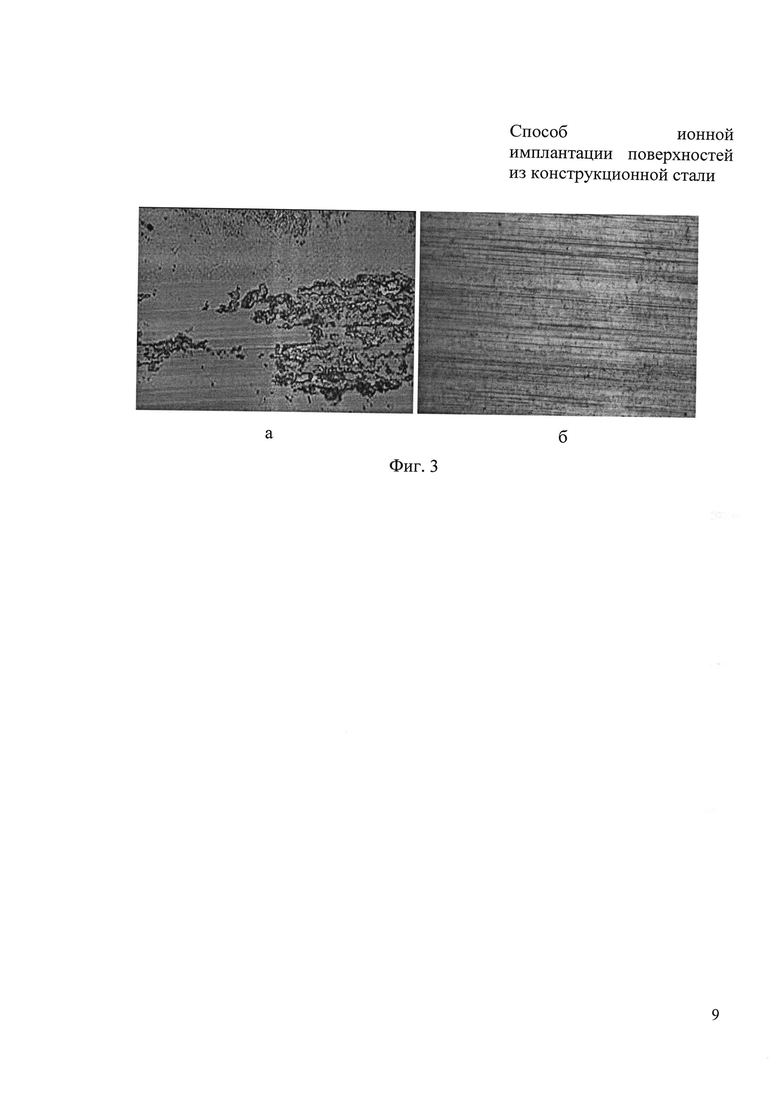
- на фиг. 3 показана структура дорожки трения после испытаний на износ образцов стали 30ХГСН2А, обработанных в соответствии с прототипом (а) и в соответствии с заявляемым способом (б).
Выполнение совместной имплантации ионами с большой массой (свинец) в сочетании с ионами (медь) близкими по массе к основе мишени (железо) позволяет создавать большое количество радиационных дефектов, по которым ионы меди проникают вглубь мишени.
Максимальное значение глубины проникновения ионов в матрицу (стали 30ХГСН2А) достигается при использовании в качестве материала катода имплантера монотектического сплава меди со свинцом с содержанием свинца 36%.
Использование имплантирования ионами монотектического сплава меди со свинцом, дополнительно легированным 7-12% олова, при дозе имплантирования (5,5-8,5)·1017 ион/см2 позволяет обеспечить повышение износостойкости поверхностного слоя стали 30ХГСН2А.
При дозе имплантации азота менее 0,1·1017 ион/см2 не отмечается существенного увеличения износостойкости имплантированной стали 30ХГСН2А.
Увеличение дозы имплантации азота свыше 0,25·1017 ион/см2 вызывает снижение износостойкости поверхностного слоя детали из стали 30ХГСН2А при отчетливом нарастания процесса выкрашивания хрупких частиц. Этот процесс дополнительно сказывается на снижении износостойкости.
Использование имплантирования ионами азота после имплантации ионов монотектического сплава меди со свинцом, дополнительно легированным 7-12% олова, при дозе имплантирования (5,5-8,5)·1017 ион/см2 позволяет обеспечить устойчивое повышение износостойкости поверхностного слоя стали 30ХГСН2А при больших значениях пути трения при дозе имплантации (0,10…0,25)·D.
Предлагаемый способ осуществляют следующим образом. Вакуумную камеру, в которой расположен источник ионов, откачивают до давления Ю-3 Па. Производят ионную очистку изделия с помощью ионного источника. При этом энергия ионов не превышает 10-15 кэВ. Затем повышают энергию ионов до 35 кэВ, одновременно имплантируют ионы меди, свинца и олова с дозой (5,5-8,5)·1017 ион/см2, осуществляя формирование поверхностного слоя. После имплантации ионов меди, свинца и олова с дозой (5,5-8,5)·1017 ион/см2, осуществляли имплантацию ионов азота с дозой (0,10…0,25)·D.
Фрикционные испытания облученных образцов проводились по схеме диск-палец в режиме сухого и граничного трения. При сухом трении нормальная нагрузка N=0,5 Н, нормальное контурное давление после приработки РС составляло (0,40-1,15)·106 Η/м2.
Линейная скорость ν при испытаниях различных образцов изменялась лишь в небольших пределах (3,1…9,6)·10-2 м/с. Износ образцов оценивали по весовому методу, взвешиванием образца через определенные дистанции трения на аналитических весах.
Исследования элементного состава ионно-имплантированных образцов показали, что ионное облучение матрицы с отмеченными параметрами процесса обработки позволяет модифицировать поверхностный слой толщиной 450-600 нм. Максимальная концентрация внедряемых атомов в этом слое в обоих случаях не превышает 30 ат.%. Протекание при ионной имплантации процессов распыления поверхностных атомов исключало возможность реализаций больших концентраций ионного легирования поверхностного слоя.
Основные результаты исследований трибологических свойств имплантированных образцов представлены на фиг. 1. Из представленных на графике данных видно, что при имплантации стали 30ХГСН2А ионами меди, свинца и олова с дозой 6,5·1017 ион/см2 рост интенсивности износа наблюдается при пути трения 20-25 м (кривая 1, фиг. 1).
Последующая имплантация стали 30ХГСН2А ионами азота с дозой 0,16·D, позволяет снизить весовой износ образцов при испытаниях. В этом случае можно отметить, что весовой износ образцов незначителен вплоть до значения пути трения 45-47 м (кривая 2, фиг. 1), после чего весовой износ начинает интенсивно увеличиваться.
Влияние дозы имплантирования азотом после имплантации ионов меди, свинца и олова с дозой (5,5-8,5)·1017 ион/см2, на относительный износ образцов стали 30ХГСН2А, представлено на фиг. 2. Анализ приведенных результатов испытаний показывает, что имплантация азота с дозой меньше 0,10·D, не приводит к существенному уменьшению относительного износа по отношению к образцу, имплантированному только ионами меди, свинца и олова.
Имплантация азота в диапазоне дозы (0,10…0,25)·D позволяет снизить относительный весовой износ до 0,17-0,35 от износа исходного образца.
Увеличение дозы имплантации азота более 0,25·D нецелесообразно из-за увеличения относительного износа вследствие выкрашивания частиц поверхностного слоя образца из стали 30ХГСН2А.
На фиг. 3 представлена структура дорожки износа на образцах стали 30ХГСН2А после испытаний, которые были имплантированы в соответствии с прототипом (а) и заявляемым способом (б). Сравнение представленных изображений позволяет заключить, что при одинаковом пути трения (20-25 м) износ образца, обработанного в соответствии с заявляемым способом, существенно ниже.
Таким образом, проведенные испытания на износ подтвердили, что имплантация стали 30ХГСН2А ионами монотектического сплава с дополнительным легированием оловом, с последующей имплантацией ионов азота с дозой (0,10…0,25)·D, повышает износостойкость образцов стали 30ХГСН2А.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2465373C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛИ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2016 |
|
RU2637189C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2013 |
|
RU2529337C1 |
| Способ внедрения в поверхностный слой углеродистых конструкционных сталей карбидов и оксидов тугоплавких металлов комбинированным пластическим деформированием | 2018 |
|
RU2704345C1 |
| КАТОД УСТАНОВКИ ДЛЯ ИОННОЙ ИМПЛАНТАЦИИ | 2012 |
|
RU2501886C1 |
| СПОСОБ НАНЕСЕНИЯ НАНОАЛМАЗНОГО МАТЕРИАЛА КОМБИНИРОВАННОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2013 |
|
RU2530432C2 |
| СПОСОБ ИМПЛАНТАЦИИ ИОНАМИ ГАЗОВ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2509174C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ КОНСТРУКЦИОННОЙ СТАЛИ ИОНАМИ МЕДИ И СВИНЦА | 2010 |
|
RU2442843C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2482218C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВОГО СПЛАВА | 2013 |
|
RU2536843C1 |
Изобретение относится к области ионнолучевой вакуумной обработки материалов, в частности к способу ионной имплантации поверхностей деталей из конструкционной стали, и может быть использовано в машиностроении для повышения износостойкости деталей машин и механизмов. Способ включает обработку поверхности деталей потоком ионов меди, свинца и олова с использованием катода имплантера, изготовленного из монотектического сплава меди со свинцом, в который контактным легированием вводят 7-12% олова. Имплантацию осуществляют с дозой (5,5-8,5)·1017 ион/см2. Затем осуществляют имплантацию ионов азота с дозой (0,10…0,25)·D, где D - доза имплантирования ионами монотектического сплава меди со свинцом, равная 1·1017 ион/см2. 3 ил.
Способ ионной имплантации поверхностей деталей из конструкционной стали, включающий обработку поверхности деталей бомбардировкой потоком ионов, отличающийся тем, что вначале имплантацию осуществляют с дозой (5,5-8,5)·1017 ион/см2 , причем в качестве катода имплантера используют катод из монотектического сплава меди со свинцом, в который контактным легированием вводят 7-12% олова, а затем проводят имплантацию ионов азота с дозой (0,10…0,25)·D, где D - доза имплантирования ионами монотектического сплава меди со свинцом, равная 1·1017 ион/см2.
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2011 |
|
RU2465373C1 |
| СПОСОБ ИМПЛАНТАЦИИ КОНСТРУКЦИОННОЙ СТАЛИ ИОНАМИ МЕДИ И СВИНЦА | 2011 |
|
RU2458182C1 |
| US20080264783A1,30.10.2008 | |||
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВСХОЖЕСТИ СЕМЯН | 1991 |
|
RU2017366C1 |
| Устройство для отбора элегаза из газонаполненных объектов | 1989 |
|
SU1719823A1 |

