Настоящее изобретение относится к древесностружечной плите согласно вводной части п.1 формулы изобретения, последовательности операций по изготовлению согласно вводной части п.7 формулы изобретения, а также оборудованию согласно вводной части п.11 формулы изобретения для изготовления такой древесностружечной плиты.
Настоящее изобретение предназначено для применения в обрабатывающей промышленности для древесностружечных плит. Плиты на основе древесного материала в свою очередь используются, например, при изготовлении мебели и в строительной отрасли. Известные древесностружечные плиты, которые могут быть в настоящий момент обнаружены на рынке, содержат верхний и нижний слои, содержащие более мелкие древесные частицы, и промежуточный слой, содержащий древесные частицы с более крупным размером частиц. Древесностружечная плита изготавливается под давлением и при повышенной температуре, при использовании клея в качестве связующего вещества. Древесные частицы производятся из дерева и могут быть образованы, например, слоистыми частицами из круглого лесоматериала, древесных опилок или щепочных частиц.
Пример такой плиты показан в WO 2005/023499 Al.
Промежуточный слой в настоящий момент изготавливается с некоторым количеством древесных частиц с плотностью около 650-700 кг/м3, где древесные частицы промежуточного слоя больше частиц верхнего и нижнего поверхностных слоев. Эти более крупные древесные частицы склеены неплотно между собой, где промежуточный слой имеет относительно большие воздушные карманы. Когда плита, имеющая промежуточный слой, поперечно разрезана, на лицевой поверхности разреза обнажается "хрупкая" поверхность, к которой может быть трудным прикрепить окантовку. Существует очевидная проблема с таким промежуточным слоем, имеющим древесные частицы, склеенные неплотно между собой, такой слой имеет очень низкую плотность.
В настоящий момент изготавливаются также древесностружечные плиты, содержащие промежуточные слои, имеющие участки в форме нити, где участки частиц являются хорошо уплотненными в соответствии с плотностью в промежуточном слое традиционной древесностружечной плиты, т.е. приблизительно 650-700 кг/м3. Древесные частицы в промежуточном слое между участками формы нити являются менее уплотненными, чем участки формы нити, и имеют плотность 350-500 кг/м3. Промежуточный слой в такой древесностружечной плите, таким образом, имеет изменяющуюся плотность. Поскольку древесные частицы в этом промежуточном слое в области между участками в форме нити также являются менее уплотненными, могут быть образованы воздушные карманы, которые обеспечивают "хрупкую" лицевую поверхность среза. Такой тип известных древесностружечных плит может быть отнесен к древесностружечным плитам, имеющим неоднородный промежуточный слой древесных частиц.
Таким образом, древесностружечные плиты до настоящего времени изготавливались с внешними слоями, содержащими более мелкие древесные частицы, которые предоставляют твердый и прочный поверхностный слой, и с промежуточным слоем, содержащим более крупные древесные частицы и воздушные карманы для того, чтобы уменьшить вес и сберечь материал.
Раскрытие изобретения
В этом применении для настоящего изобретения термин «древесностружечная плита» используется, несмотря на тот факт, что промежуточный слой состоит из дефибрированных древесных волокон. Основание этого - в том, что нижний и верхний слои имеют древесные частицы, причем нижний и верхний слой главным образом являются видимыми для наблюдателя.
Желательно осуществить дополнительное снижение веса и экономию материала для промежуточного слоя, чего стремятся добиться многие изготовители древесностружечных плит. Желательно также уменьшить время производства древесностружечной плиты. Также одна цель состоит в том, чтобы вместе с этим предоставить поверхность среза древесностружечной плиты так, чтобы она являлась надежной поверхностью для склеивания. Задача - также в том, чтобы предоставить способ для изготовления более легких древесностружечных плит, в котором производственная линия изготовителя может быть переделана простым образом для того, чтобы эффективно использовать оборудование, уже присутствующее на производственной линии. Также желательно уменьшить расходы на транспортировку древесностружечных плит, и в то же время уменьшить загрязняющие выбросы в окружающую среду, которые могут быть вызваны этой транспортировкой. Задача, естественно, также состоит в том, чтобы превзойти другие известные проблемы, связанные с древесностружечными плитами, и также дополнительно модифицировать плиты.
Это осуществимо с помощью древесностружечной плиты, определенной во вводной части к описанию и имеющей отличительные признаки, определенные в характеризующей части п.1 формулы изобретения.
Таким образом, произведена древесностружечная плита, содержащая промежуточный слой дефибрированных древесных частиц, которая является легче и в то же время дает возможность поверхности среза, произведенной в поперечном разрезе древесностружечной плиты, быть достаточно большой для удовлетворительного склеивания с окантовкой. Промежуточный слой, содержащий дефибрированные древесные частицы, является "взбитым" (объемным) и легким и в то же время таким же крепким, как промежуточный слой известных древесностружечных плит. Переход между промежуточным слоем дефибрированных древесных частиц и верхним и нижним слоем, содержащим древесные частицы, подразумевает, поскольку преимущественно используется один и тот же тип древесного материала (производящегося одного и того же объема древесной щепы для переработки), что затвердевание и соединение между собой покрытых клеем древесных частиц и покрытых клеем дефибрированных древесных частиц древесностружечной плиты облегчается, и никаких дополнительных нанесений не должно быть использовано для соединения вместе различных слоев. Таким образом, расход материала также уменьшается по сравнению с предыдущим уровнем техники, что является экономически целесообразным, когда древесностружечные плиты изготавливаются в больших количествах. Таким образом, также возможно уменьшить время прессования ковров частиц (образующих различные слои) при изготовлении древесностружечной плиты, поскольку количество влаги в дефибрированных древесных частицах меньше, чем то, которое находится в традиционных промежуточных коврах частиц с более крупным размером частиц. Меньшее количество влаги обусловлено тем, что дефибрированные древесные частицы имеют меньшую плотность, чем традиционные древесные частицы, и подразумевается, что меньшее количество водяного пара требуется, чтобы быть выпрессованным, что уменьшает время прессования.
Соответственно, размер дефибрированных древесных частиц является меньшим, чем самый большой размер частицы в первом и втором количестве древесных частиц.
Таким образом, нижний и верхний слои могут быть изготовлены легкими с большей степенью присутствия воздушных карманов в этих слоях, окружающих промежуточный слой, что снижает вес.
В альтернативном варианте размер дефибрированных древесных частиц является большим, чем различные размеры древесных частиц нижнего и верхнего слоя.
Таким образом, укрепление достигается посредством промежуточного слоя, в то же время как промежуточный слой, содержащий объемное количество дефибрированных древесных волокон, предоставляет древесностружечной плите небольшой вес.
Предпочтительно дефибрированные древесные частицы состоят из более мелких древесных частиц и раскрытых древесных волокон.
Таким образом, производится объемный "взбитый" промежуточный слой, что требует минимального потребления энергии для изготовления, поскольку эти дефибрированные древесные частицы могут быть произведены посредством мельницы (дефибратора), и не требуется осуществления помола для большего измельчения. Древесностружечная плита выполняет свою функцию с промежуточным слоем дефибрированных древесных частиц, состоящих из раскрытых волокон и более мелких древесных частиц, в то же время как древесностружечная плита является легкой. В противоположность известным плитам МДФ, которые присутствуют на рынке, древесностружечная плита экономически целесообразней для изготовления с точки зрения энергии (поскольку традиционные плиты МДФ требуют большего усилия помола с обжигом и нагревом древесного материала для производства более длинных и более мелких древесных волокон). Упомянутые дефибрированные древесные частицы являются более короткими, чем частицы из плиты МДФ, и не требуют обжига. Плотность древесностружечной плиты является более низкой в соответствии с тем фактом, что нижний и верхний слой образованы древесными частицами с "воздушными карманами" между ними. Таким образом, расход клея является меньшим, чем для плиты МДФ соответствующей толщины.
В альтернативном варианте дефибрированные древесные частицы состоят исключительно из раскрытых древесных волокон.
Таким образом, производится объемный "взбитый" промежуточный слой, который дает объем и является легким. При использовании древесной субстанции, как, например, древесной щепы, которая режется на древесные частицы, которые затем разделяются на волокна один раз или дважды на мельнице, становится возможным производить раскрытые древесные волокна без потребности в обжиге и нагревании древесного материала.
Соответственно, дефибрированные древесные частицы имеют размер, который является меньшим, чем размеры любых частиц из первого и третьего количеств.
Нижний и верхний слой, таким образом, могут быть тем не менее произведены с меньшей плотностью, поскольку они имеют большую степень присутствия воздушных карманов.
Предпочтительно древесные частицы самого большего размера из первого количества размещаются, прилегая к промежуточному слою, а древесные частицы самого меньшего размера из первого количества образуют материал для поверхности древесностружечной плиты.
Таким образом, древесностружечная плита может быть произведена с меньшим весом, в то же время как поверхность древесностружечной плиты состоит из мелких частиц, что предоставляет меньшую сложность при обработке. Древесные частицы с самым большим размером из первого количества направлены от поверхности древесностружечной плиты. Это обеспечивает более низкий вес нижнего и верхнего слоя, в то же время как этот более пористый участок с большим размером частицы является "скрытым" в древесностружечной плите.
В альтернативном варианте дефибрированные древесные частицы промежуточного слоя имеют плотность 520-580 кг/м3, предпочтительно 540-560 кг/м3. Эти дефибрированные древесные частицы, таким образом, производят промежуточный слой, имеющий более низкую плотность, чем промежуточный слой традиционных древесностружечных плит, что обеспечивает древесностружечную плиту с меньшим весом, в то же время как работа с краями плиты облегчается. Более низкая плотность достигается в соответствии с тем фактом, что раскрытые древесные волокна (и возможно древесные частицы с очень небольшим размером) создают объем и производят "взбитый" материал.
Также желательно иметь возможность произвести большую работу по прессованию нижнего и верхнего ковров частиц, причем прессование образует нижний и верхний слой древесностружечной плиты. Большая работа по прессованию может быть осуществлена в соответствии с тем, что время прессования нижнего и верхнего ковра частиц является как можно более длинным.
Это осуществляется с помощью способа, определенного в вводной части к описанию и имеющего этапы, определенные в п.7 формулы изобретения.
Для промежуточного объемного ковра, таким образом, существует потребность в том, чтобы сделать как можно более длинным время прессования нижнего и верхнего ковров частиц, поскольку дефибрированные древесные частицы поданного промежуточного объемного ковра образованы из материала "взбитых" дефибрированных древесных частиц, которые создают объем. Чем больше объем, тем дольше время, в течение которого нижний и верхний ковры частиц являются предметом прессования на этапе прессования.
Соответственно этапам подачи предшествует этап, содержащий размол древесной щепы в древесные частицы, причем древесные частицы с одной стороны образуют упомянутые первое и второе количество древесных частиц, а с другой стороны образуют субстанцию частиц для производства упомянутого второго количества дефибрированных древесных частиц.
Таким образом, изготовитель древесностружечной плиты с промежуточным слоем из дефибрированных древесных частиц может без труда и с небольшим количеством дополнительных вспомогательных работ осуществить доработку существующей производственной линии на заводе. В то же время он может использовать одно и то же место хранения упомянутых древесных частиц, произведенных из упомянутой древесной щепы на заводе, что является преимущественным с точки зрения логистики.
Предпочтительно этапу прессования предшествует этап предварительной опрессовки.
Поданные количества, таким образом, могут быть выведены на воздух, перед тем как быть спрессованными под воздействием повышенной температуры для затвердевания.
В альтернативном варианте этапы подачи, включающие в себя первое и второе количества, реализуются в качестве этапа разделения, на котором самый большой размер частиц соответственно первого и третьего количества располагаются так, чтобы находиться наиболее близко к промежуточному объемному ковру, произведенному с дефибрированными древесными частицами.
Более меньшие древесные частицы, таким образом, могут образовывать поверхность древесностружечной плиты, а более крупные древесные частицы "скрываются", прилегая к промежуточному слою.
Желательно также иметь возможность производства оборудования для изготовления упомянутой древесностружечной плиты, в котором производственная линия изготовителя может быть переделана простым образом, для того, чтобы обеспечить эффективное использование оборудования, которое уже присутствует на производственной линии.
Это осуществляется с помощью оборудования, определенного в водной части к описанию и имеющего отличительные признаки, определенные в п.11 формулы изобретения.
Таким образом, оборудование может быть произведено экономически целесообразно, что требует минимальных дополнительных усилий для изготовления легкой древесностружечной плиты, которая предоставляет экономически целесообразную работу с краем.
Соответственно, упомянутое устройство подачи располагается по существу в линию между упомянутыми элементами подачи.
Изготовитель древесностружечной плиты может, таким образом, без труда заменить существующее устройство подачи, выполненное с возможностью подавать традиционный промежуточный слой, содержащий более крупные древесные частицы на устройство подачи, выполненное с возможностью подавать дефибрированные древесные частицы, которые создают объем и имеют более низкую плотность.
Предпочтительно элемент хранения частиц соединен с одной стороны с дефибратором, производящим дефибрированные древесные частицы, а с другой стороны - с упомянутыми элементами подачи.
Таким образом, одно и то же место хранения используется для хранения древесных частиц, которые с одной стороны используются для нижнего и верхнего слоя, а с другой стороны используются для производства промежуточного слоя, содержащего дефибрированные древесные частицы.
В альтернативном варианте водораспределительные элементы выполнены с возможностью распределять воду под первое количество древесных частиц и над третьим количеством древесных частиц перед упомянутым прессованием при воздействии повышенной температуры.
Вода, помещенная на устройство прессования, таким образом, превращается в пар под воздействием повышенной температуры, причем пар распространяется на второе количество, содержащее дефибрированные древесные частицы. Таким образом, тепло может быть передано второму количеству. Чем более объемный промежуточный слой, тем сложнее предоставить тепло к нему. При производстве пара, таким образом, является возможным простым образом предоставить тепло также ко второму количеству дефибрированных древесных частиц. Было продемонстрировано, что приблизительно 100 граммов воды на каждый квадратный метр являются эффективными для изготовления древесностружечной плиты, имеющей промежуточный слой около 5-15 мм.
Настоящее изобретение будет далее описано подробнее с помощью прилагаемых чертежей, на которых:
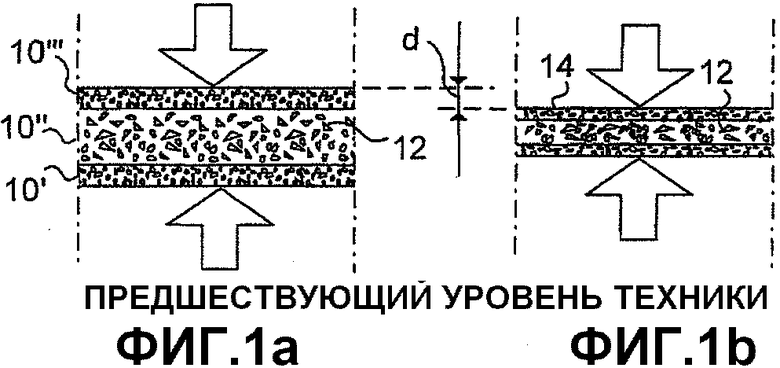
фиг.1а и 1b схематично показывают этап прессования для производства древесностружечных плит согласно предшествующему уровню техники;
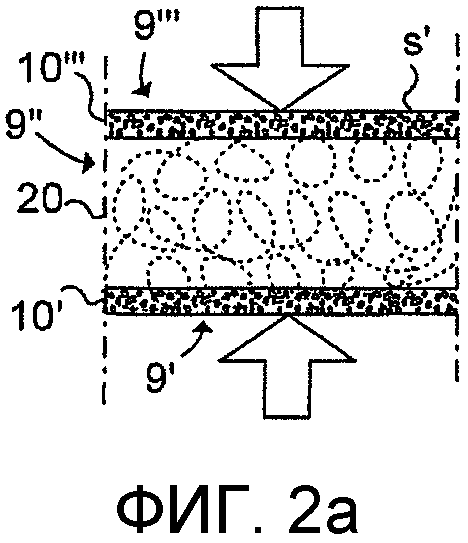
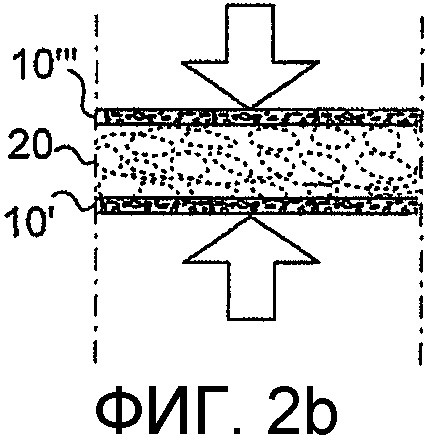
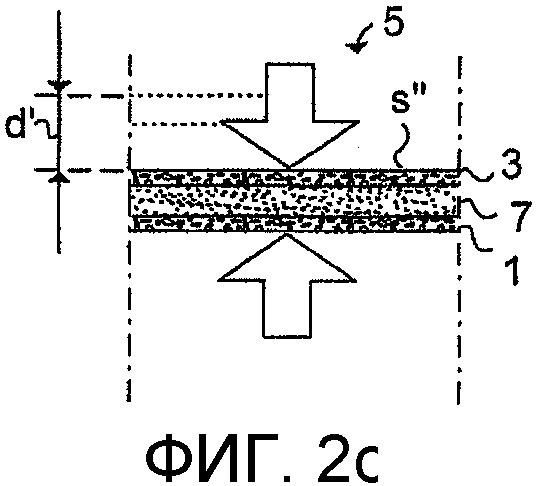
фиг.2а, 2b и 2c схематично показывают этап прессования для производства древесностружечной плиты согласно одному варианту осуществления изобретения;
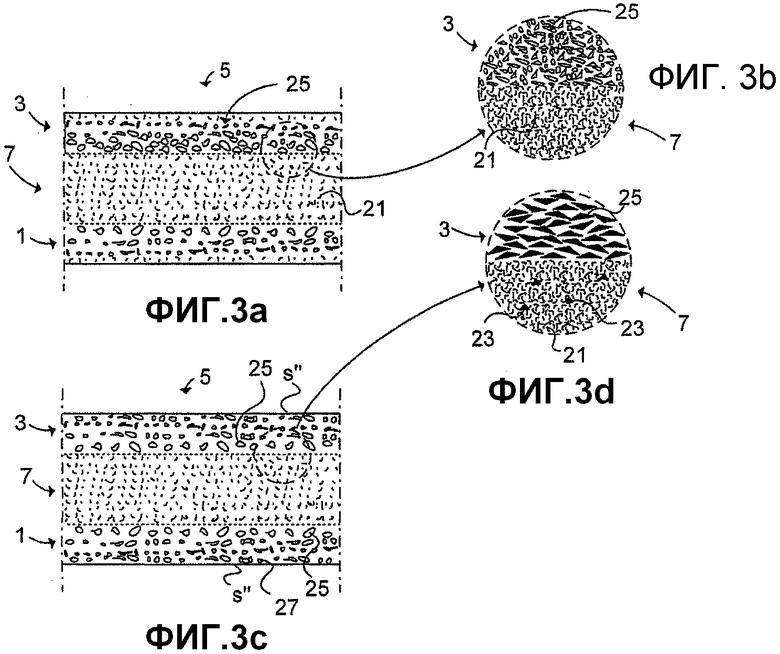
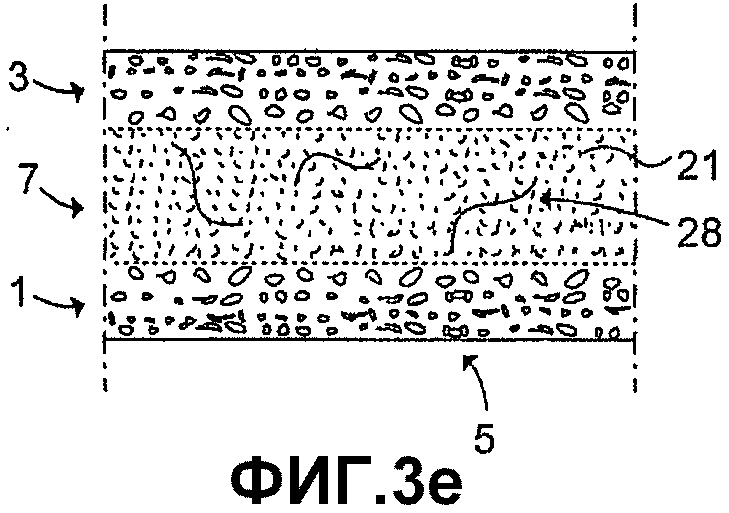
фиг.3a, 3b, 3c, 3d и 3e схематично показывают древесностружечную плиту согласно различным вариантам осуществления изобретения;
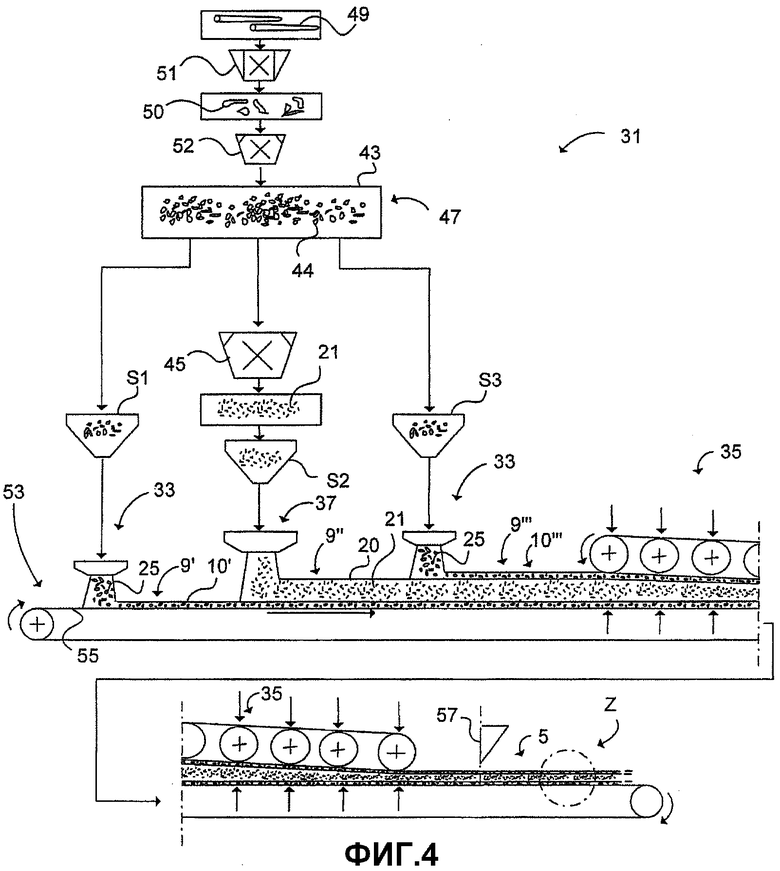
фиг.4 схематично показывает оборудование для изготовления древесностружечной плиты, показанной на фиг.3а;
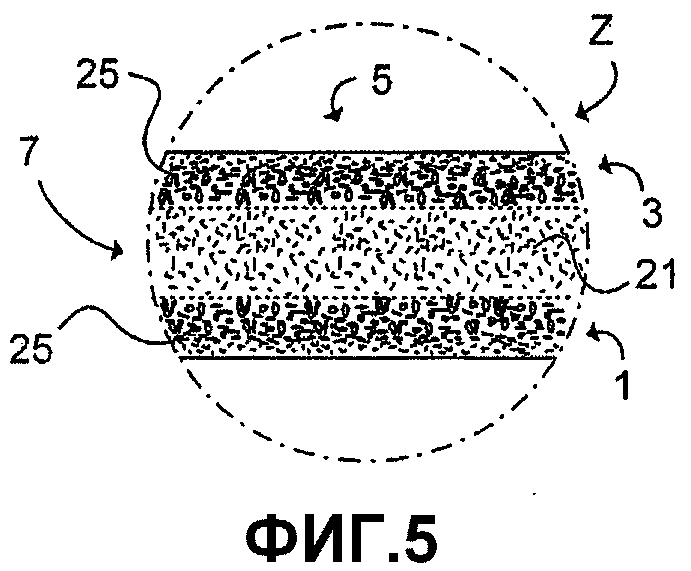
фиг.5 схематично показывает увеличенный участок произведенной древесностружечной плиты фиг.4;
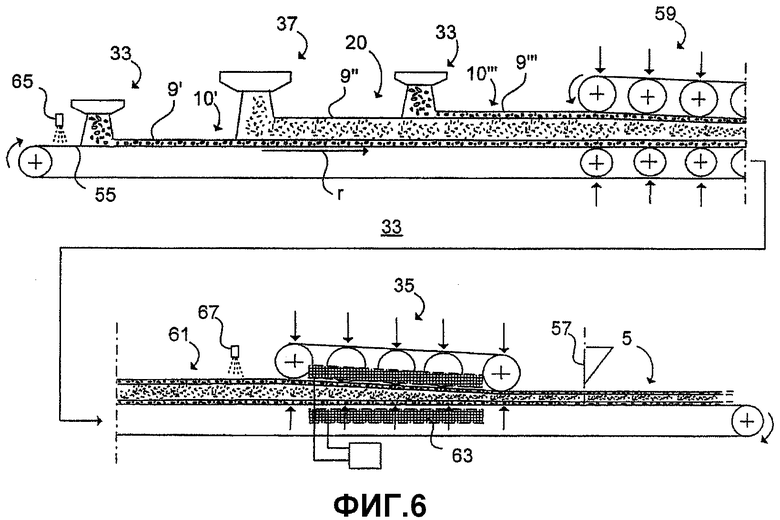
фиг.6 схематично показывает оборудование согласно второму варианту осуществления изобретения для изготовления древесностружечной плиты; и
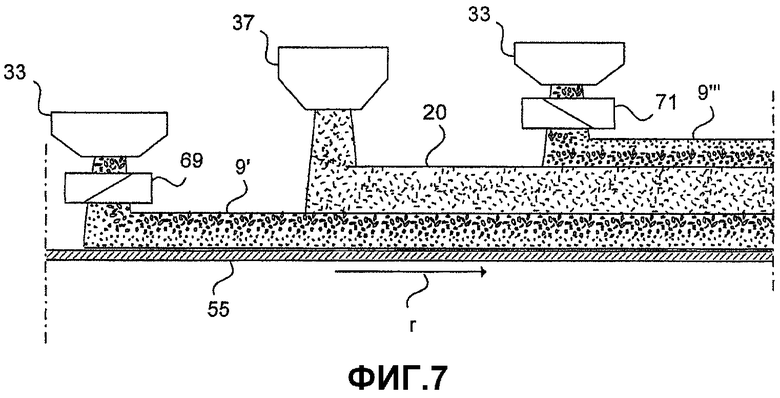
фиг.7 схематично показывает часть оборудования согласно третьему варианту осуществления изобретения.
Вариант(ы) для осуществления изобретения
Далее будет описано настоящее изобретение, ссылаясь на фигуры. Подробности, не имеющие значения для изобретения, для ясности не включаются.
Под термином «ковер частиц» подразумевается масса древесных частиц, состоящая из покрытых клеем и распределенных древесных частиц перед горячим прессованием. Под термином «древесностружечная плита» подразумевается или готовая спрессованная древесностружечная плита, полученная из под горячего пресса производственной линии, или переработанная древесностружечная плита, которая была распилена и имеет длину и ширину, удовлетворяющую потребностям заказчика.
На фиг.1а схематически показано согласно предшествующему уровню техники, в каком положении находятся нижний ковер 10' частиц, промежуточный ковер 10" частиц и верхний ковер 10''' частиц до начала прессования. Промежуточный ковер 10" частиц состоит из древесных частиц 12, которые являются более крупными, чем древесные частицы нижнего и верхнего ковра 10', 10''' частиц. После завершения прессования, как показано на фиг.1b, поверхность 14 верхнего ковра 10''' частиц смещается на расстояние d. Другими словами относительно плотный промежуточный ковер 10'' частиц подразумевает, что нижний 10' и верхний 10''' ковры частиц прессуют за относительно короткое время.
Однако желательно производить большую работу по прессованию для того, чтобы была возможность создать в процессе изготовления большую плотность нижнего 1 и верхнего слоя 3 древесностружечной плиты 5 согласно первому варианту осуществления, показанному на фиг.2с. На фиг.2а показано, как промежуточный ковер 10" частиц фиг.1а был замещен промежуточным объемным ковром 20, образованным из однородной смеси покрытых клеем дефибрированных раскрытых древесных частиц (древесных волокон 21, см. фиг.3b).
Последовательность операций изготовления древесностружечной плиты 5, содержащей древесные частицы, полученные из термически необработанного древесного материала, таким образом, схематично частично показана на фиг.2а-2с. Древесностружечная плита 5 содержит нижний слой 1, промежуточный слой 7 и верхний слой 3. Последовательность операций включает в себя этапы того, как сначала подается первое количество 9' покрытых клеем древесных частиц, производя нижний ковер 10' частиц. Затем подается второе количество 9'', содержащее однородную смесь покрытых клеем дефибрированных древесных частиц для производства промежуточного объемного ковра 20 сверху нижнего ковра 10' частиц. После этого подается третье количество 9''' покрытых клеем древесных частиц, производя верхний ковер 10''' частиц сверху упомянутого промежуточного объемного ковра 20 частиц (см. фиг.2а).
Как только количества 9', 9", 9''' поданы, происходит этап прессования (см. фиг.2b), где поданные количества прессуются под действием повышенной температуры для образования нижнего 1, промежуточного 7 и верхнего слоя 3 древесностружечной плиты 5.
Объемный ковер 20 дефибрированных древесных частиц подразумевает, что расстояние d' (смещение поверхности s' верхнего ковра 10''' частиц в окончательное местоположение для этой поверхности, обозначаемое s'', следующее за окончанием прессования) является более длинным, чем расстояние d для традиционной древесностружечной плиты. Это более длинное расстояние d' подразумевает, что прессование происходит медленнее, имея в результате большую работу по прессованию. Эта большая работа по прессованию обеспечивает большую поверхностную плотность древесностружечной плиты 5, показанной на фиг.2с, по отношению к известной древесностружечной плите, показанной на фиг.1b. На фиг.2b показано, как ковры 10', 10"', 20 были спрессованы на половину расстояния, соответствующего начальной толщине расстеленных ковров 10', 10", 10'" фиг.1a.
На фиг.3а схематично показана древесностружечная плита 5 согласно первому варианту осуществления. Древесностружечная плита 5 содержит древесные частицы, полученные из термически необработанного древесного материала, и содержит нижний слой 1, состоящий из первого количества древесных частиц с различными размерами частиц, промежуточный слой 7, состоящий из второго количества древесного материала, и верхний слой 3, состоящий из третьего количества древесных частиц с различными размерами частиц, где второе количество состоит из однородной смеси дефибрированных древесных частиц, где размер дефибрированных древесных частиц является меньшим по величине, чем наибольший размер частиц из первого и третьего количества древесных частиц.
Фиг.3а схематично иллюстрирует, что древесные частицы нижнего 1 и верхнего 3 слоя по большей части содержат разные размеры древесных частиц 25 (0,25-10 мм, предпочтительно 2-8 мм), которые по большей части имеют больший размер, чем размер дефибрированных древесных частиц в промежуточном слое 7. Дефибрированные частицы состоят исключительно из раскрытых древесных волокон 21. Таким образом производится объемный "взбитый" промежуточный слой, который дает объем и является легким. При использовании древесной субстанции, такой как древесная щепа, которая разрезается на древесные частицы, которые затем разделяются на волокна один или два раза на мельнице, возможно произвести раскрытые древесные волокна без потребности в обжиге или нагреве древесного материала. Фиг.3b - увеличенный сегмент сечения древесностружечной плиты 5 фиг.3а.
На фиг.3с показан второй вариант осуществления древесностружечной плиты 5. Дефибрированные древесные частицы образованы меньшими древесными частицами 23 и раскрытыми древесными волокнами 21. Таким образом производится объемный "взбитый" промежуточный слой 7, что требует минимального потребления энергии при изготовлении, поскольку эти дефибрированные древесные частицы могут быть произведены посредством мельницы (дефибратора) (см. фиг.4), и не требуется делать дополнительного помола для большего измельчения. Древесностружечная плита 5 выполняет ее функцию с промежуточным слоем 7, образованным из дефибрированных древесных частиц, состоящих из раскрытых древесных волокон 21 и более мелких древесных частиц 23, в то же время древесностружечная плита 5 является легкой. Плотность древесностружечной плиты 5 является более низкой на основании того факта, что нижний 1 и верхний 3 слой сделаны из более крупных древесных частиц 25 с "воздушными карманами" между ними. Фиг.3d является увеличенным сегментом сечения древесностружечной плиты 5 фиг.3с. На ней схематично показано, что дефибрированные древесные частицы (древесные волокна 21 и древесные частицы 23) имеют размер, который является меньшим, чем все размеры частиц из первого (нижнего слоя 1) и третьего количества (верхнего слоя 3). Нижний и верхний слой, таким образом, могут быть тем не менее произведены с меньшей плотностью, поскольку они имеют большую пропорцию воздушных карманов. Древесные частицы 25 самого большого размера частиц из первого количества расположены, прилегая к промежуточному слою 7, а древесные частицы 27 самого меньшего размера первого количества образовывают верхнюю поверхность s'' древесностружечной плиты. Таким образом, древесностружечная плита 5 может быть произведена с небольшим весом, в то же время как поверхность s'' древесностружечной плиты является ровной и твердой. Древесные частицы 25 с наибольшим размером частиц первого количества, таким образом, направлены от поверхности s'' древесностружечной плиты 5. Это делает более низким вес нижнего 1 и верхнего 3 слоя, в то же время как этот более пористый участок нижнего 1 и верхнего 3 слоя с большим размером частиц является "скрытым" в древесностружечной плите.
На фиг.3е показана древесностружечная плита 5 согласно третьему варианту осуществления. Промежуточный слой 7 пополнен с меньшим количеством длинных древесных волокон 28 в целях укрепления. В ином случае эта древесностружечная плита соответствует той, которая показана на фиг.3с. Промежуточный слой имеет фракции от 0,25 до 10 мм дефибрированных древесных частиц (раскрытых древесных волокон).
Дефибрированные древесные частицы промежуточного слоя 7 для вышеупомянутых вариантов осуществления имеют плотность 520-580 кг/м3, предпочтительно 540-560 кг/м3. Эти дефибрированные древесные частицы, таким образом, производят промежуточный слой 7, имеющий более низкую плотность, чем промежуточный слой традиционных древесностружечных плит, что предоставляет древесностружечную плиту 5 более низкого веса, в то же время как работа с краем плиты облегчается. Более низкая плотность достигается на основании того факта, что раскрытые древесные волокна 21 (и возможно древесные частицы 23 очень маленького размера) создают объем и обеспечивают пористый материал.
Дополнительный вариант осуществления обозначает, что нижний 1 и верхний 3 слой состоит из древесных частиц по существу одного и того же размера частиц.
Еще один вариант осуществления обозначает, что размер дефибрированных древесных частиц является большим по величине (размер фракции), чем самый наибольший размер древесных частиц первого и третьего количества древесных частиц в нижнем и верхнем слое.
Предшествующий уровень техники для древесностружечных плит имеет недостаток в том, что цена материалов для среднего слоя, как, например, частиц и склеивающего вещества, является большой. Известные древесностружечные плиты также являются тяжелыми, что означает более серьезные затраты при доставке и излишний износ под действием внешней среды. По причине использования дефибрированных древесных частиц в однородном промежуточном слое согласно вариантам осуществления, устраняются недостатки древесностружечной плиты с той же самой толщиной и поверхностной прочностью.
На фиг.4 схематично изображено оборудование 31 для изготовления древесностружечной плиты 5, показанной на фиг.3а. Таким образом, оборудование 31 выполнено с возможностью производить древесностружечную плиту, содержащую нижний слой 1, состоящий из первого количества древесных частиц, промежуточный слой 7, образованный однородной смесью дефибрированных древесных частиц, и верхний слой 3, состоящий из третьего количества древесных частиц. Оборудование 31 содержит элементы 33 подачи для подачи древесных частиц, прессующие элементы 35 для одновременного прессования поданных древесных частиц, а также подающее устройство 37 для подачи второго количества, содержащего однородную смесь покрытых клеем дефибрированных древесных частиц, производящих промежуточный объемный ковер 20 для прессования, производящего упомянутый промежуточный слой 7, причем прессование происходит при упомянутом одновременном прессовании первого и третьего количества. Устройство 37 подачи для подачи дефибрированных древесных частиц расположено по существу между упомянутыми элементами 33 подачи.
Элемент 43 хранения древесных частиц соединен с одной стороны с дефибратором 45, производящим дефибрированные древесные частицы (помолом древесных частиц 44), а с другой стороны с упомянутыми элементами 33 подачи. Одно и то же место 47 хранения может быть использовано для хранения древесных частиц, которые с одной стороны используются для нижнего 1 и верхнего 3 слоя, с другой стороны используются для производства промежуточного слоя 7, содержащего дефибрированные древесные частицы. Окоренные бревна 49 разрезаются на щепки 50 посредством щепочного станка 51. Щепки 50 перемалываются в древесные частицы 44 посредством мельницы 52 и передаются на хранение к месту 47 хранения. Древесные частицы 44 используются для производства первого 9' и третьего 9''' количества древесных частиц посредством первой станции S1 и третьей станции S3 соответственно, и подаются к дефибратору 45 для производства дефибрированных древесных частиц для передачи ко второй станции S2. Этот непосредственный процесс для производства дефибрированных волокон является более простым, чем в предшествующем уровне техники, в котором древесный материал должен быть обожжен и нагрет. Древесные частицы 44 здесь соответствуют древесным частицам 25 для нижнего 1 и верхнего 3 слоя.
Оборудование 31 содержит конвейер 53, имеющий ленту 55, на которую рассыпается первое количество 9' древесных частиц, образуя нижний ковер 10'. После этого дефибрированные древесные частицы рассыпаются на нижний ковер 10', образуя объемный ковер 20, и впоследствии на этот объемный ковер 20 насыпается верхний ковер 10''', содержащий древесные частицы. Конвейер 53 без остановки транспортирует ковры 10', 20, 10''' к прессующему элементу 35, на котором происходит прессование для производства древесностружечной плиты 5, которая разрезается поперек посредством режущего оборудования 57.
На фиг.5 схематично показан увеличенный участок произведенной древесностружечной плиты 5 с фиг.4. Второе количество 9'' для промежуточного слоя 7 в древесностружечной плите 5 образовывается однородной смесью дефибрированных древесных частиц, где размер дефибрированных древесных частиц (т.е. раскрытых древесных волокон) является меньшим по величине, чем самый больший размер частицы древесных частиц в окружающих слоях 1, 3.
На фиг.6 схематично показано оборудование 31 согласно второму варианту осуществления изобретения для изготовления древесностружечной плиты 5. Это оборудование 5 отличается от предшествующего оборудования, показанного на фиг.4, тем, что перед прессующим элементом 35, видимым в направлении r движения ленты, расположено оборудование 59 предварительной опрессовки. Оборудование 59 предварительной опрессовки единовременно предварительно опрессовывает ковры 10', 10''' частиц, древесные частицы которых были предварительно покрыты клеем, и объемный ковер 20, раскрытые волокна которого были покрыты клеем подобным образом, посредством чего абсолютное большинство воздуха, присутствующего между частицами и между раскрытыми волокнами, выпрессовывается. Готовая расстеленная и предварительно опрессованная масса 61 передается к горячему прессу, как, например, к прессующим элементам 35, и прессуется под давлением и под воздействием повышенной температуры. Горячий пресс оснащается нагревательными элементами 63. Горячее прессование осуществляется при температуре около 160-230°C, и в соответствии со свойствами затвердевания клея изготавливается прочная (твердая) структура древесностружечной плиты 1. Плиты 5 режутся на подходящую длину и затем охлаждаются. Первый набор водораспределительных сопел 65 размещается перед элементом 33 подачи, видимым в направлении r движения, с тем чтобы распределять некоторое количество воды на ленту 55. Практически целесообразное количество воды составляет 100 г/м2. Второй набор водораспределительных сопел 67 размещается перед прессующим элементом 35, видимым в направлении r движения. Вода, находящаяся вокруг предварительно опрессованного ковра 61, испаряется во время горячего прессования, вследствие чего пар распространяется на второе количество, содержащее дефибрированные древесные частицы. Таким образом, тепло может быть передано второму количеству. Чем более объемный промежуточный слой, тем труднее передать к нему тепло, это тепло, как уже говорилось, требуется для затвердевания клея, которым покрыты дефибрированные древесные волокна. Производя пар подобным образом, возможно без труда простым способом передать тепло от нагревательных элементов 63 ко второму количеству дефибрированных древесных частиц.
На фиг.7 схематично показана часть оборудования согласно третьему варианту осуществления изобретения. Согласно этому варианту осуществления, этапы подачи, включающие первое и второе количество, реализованы в качестве этапа разделения, на котором самые большие размеры древесных частиц соответственных первого и третьего количества образованы так, чтобы находиться ближе всего к промежуточному объемному ковру, произведенному с дефибрированными древесными частицами. Первый элемент 69 разделения выполнен с возможностью производить первое количество 9'. Второй элемент 71 разделения выполнен с возможностью производить третье количество 9'''.
Настоящее изобретение не ограничено вышеописанными вариантами осуществления изобретения, предпочтительно сочетания описанных вариантов осуществления и подобные решения могут быть обнаружены в пределах объема изобретения.
Могут быть использованы отличные от вышеописанных типы производственных линий. Кроме пресса постоянного действия может быть использован так называемый циклический пресс. Все параметры изготовления древесностружечной плиты согласно настоящему изобретению могут управляться и отслеживаться из диспетчерского пункта.
Изобретение относится к деревообрабатывающей промышленности и касается древесностружечной плиты (ДСП) со средним слоем из дефибрированных древесных частиц. Содержит нижний слой, состоящий из первого количества древесных частиц с различными размерами частиц, промежуточный слой, состоящий из второго количества древесного материала, и верхний слой, состоящий из третьего количества древесных частиц с различными размерами частиц. Второе количество образовано однородной смесью дефибрированных древесных частиц. Древесные частицы с самыми большими размерами частицы из первого количества размещены рядом с промежуточным слоем, а древесные частицы с самыми меньшими размерами частиц из первого количества образуют материал поверхности ДСП. Последовательность операций способа включает в себя подачу первого количества покрытых клеем древесных частиц, производящих нижний ковер частиц, подачу второго количества, содержащего однородную смесь покрытых клеем дефибрированных древесных частиц для производства промежуточного объемного ковра сверху нижнего ковра частиц, подачу третьего количества покрытых клеем древесных частиц, производящих верхний ковер частиц, сверху упомянутого промежуточного объемного ковра, и прессование упомянутых поданных количеств для образования нижнего, промежуточного и верхнего слоев ДСП. Изобретение обеспечивает создание ДСП, имеющую поверхность среза, являющейся надежной поверхностью для склеивания, а также ее технологичность. 3 н. и 16 з.п. ф-лы, 14 ил.
1. Древесностружечная плита (5), содержащая древесные частицы, полученные из термически необработанного древесного материала, содержащая:
- нижний слой (1), состоящий из первого количества (9') древесных частиц (25) с различными размерами частиц,
- промежуточный слой (7), состоящий из второго количества (9'') древесного материала, и
- верхний слой (3), состоящий из третьего количества (9''') древесных частиц с различными размерами частиц, причем
второе количество (9'') образовано однородной смесью дефибрированных древесных частиц (21), отличающаяся тем, что древесные частицы (25) с самыми большими размерами частицы из первого количества (9') размещены рядом с промежуточным слоем (7), а древесные частицы с самыми меньшими размерами частиц из первого количества (9') образуют материал поверхности древесностружечной плиты (5).
2. Древесностружечная плита по п.1, в которой размер дефибрированных древесных частиц меньше, чем самый большой размер частиц первого (9') и третьего (9''') количества древесных частиц (25).
3. Древесностружечная плита по п.1 или 2, в которой дефибрированные древесные частицы выполнены из более мелких древесных частиц (23) и раскрытых древесных волокон (21).
4. Древесностружечная плита по п.1 или 2, в которой дефибрированные древесные частицы выполнены исключительно из раскрытых древесных волокон (21).
5. Древесностружечная плита по п.1 или 2, в которой дефибрированные древесные частицы имеют размер, который является меньшим, чем размеры любых частиц первого (9') и третьего (9''') количества.
6. Древесностружечная плита по п.3, в которой дефибрированные древесные частицы имеют размер, который является меньшим, чем размеры любых частиц первого (9') и третьего (9''') количества.
7. Древесностружечная плита по п.4, в которой дефибрированные древесные частицы имеют размер, который является меньшим, чем размеры любых частиц первого (9') и третьего (9''') количества.
8. Древесностружечная плита по любому из пп.1, 2, 6 или 7, в которой дефибрированные древесные частицы промежуточного слоя (7) имеют плотность 520-580 кг/м3, предпочтительно 540-560 кг/м3.
9. Древесностружечная плита по п.3, в которой дефибрированные древесные частицы промежуточного слоя (7) имеют плотность 520-580 кг/м3, предпочтительно 540-560 кг/м3.
10. Древесностружечная плита по п.4, в которой дефибрированные древесные частицы промежуточного слоя (7) имеют плотность 520-580 кг/м3, предпочтительно 540-560 кг/м3.
11. Древесностружечная плита по п.5, в которой дефибрированные древесные частицы промежуточного слоя (7) имеют плотность 520-580 кг/м3, предпочтительно 540-560 кг/м3.
12. Способ изготовления древесностружечной плиты (5), содержащей древесные частицы, полученные из термически необработанного древесного материала, древесностружечной плиты (5), содержащей нижний слой (1), промежуточный слой (7) и верхний слой (3), включающий этапы, на которых:
- подают первое количество (9') покрытых клеем древесных частиц (25), формируя нижний ковер (10') частиц,
- подают второе количество (9''), содержащее однородную смесь покрытых клеем дефибрированных древесных частиц для производства промежуточного объемного ковра (20) сверху нижнего ковра (10') частиц,
- подают третье количество (9''') покрытых клеем древесных частиц, производя верхний ковер (10''') частиц сверху промежуточного объемного ковра (20), в котором этапы подачи, включающие в себя первое (9') и третье (9''') количество (9''), реализованы в качестве этапа разделения, на котором самый большой размер соответственно первого (9') и третьего (9''') количества изготовляют так, чтобы находиться ближе всего к промежуточному объемному ковру (20), производимому с дефибрированными древесными частицами, и
- прессуют упомянутые поданные количества для образования нижнего (1), промежуточного (7) и верхнего (3) слоя древесностружечной плиты (5).
13. Способ по п.12, в котором этапу подачи предшествует этап, на котором размалывают древесные щепки (50) в древесные частицы (44), причем эти древесные частицы (44) с одной стороны образуют упомянутое первое (9') и третье (9''') количество древесных частиц, а с другой стороны образуют субстанцию частиц для производства упомянутого второго количества (9'') дефибрированных древесных частиц.
14. Способ по п.12 или 13, в котором этапу прессования предшествует этап предварительной опрессовки.
15. Оборудование, выполненное с возможностью изготовления древесностружечной плиты (5), содержащей нижний слой (1), состоящий из первого количества (9') древесных частиц, промежуточный слой (7), образованный однородной смесью дефибрированных древесных частиц, и верхний слой (3), состоящий из третьего количества (9''') древесных частиц, причем оборудование содержит элементы (33) подачи для подачи древесных частиц (25), и прессующие элементы (35) для одновременного прессования поданных древесных частиц, отличающееся тем, что оборудование (31) также содержит устройство (37) подачи для подачи второго количества (9''), содержащего однородную смесь покрытых клеем дефибрированных древесных частиц, производящих промежуточный объемный ковер (20), в котором прессующий элемент (35) для одновременного прессования также выполнен с возможностью прессовать промежуточный объемный ковер (20) в промежуточный слой (7).
16. Оборудование по п.15, в котором устройство (37) подачи расположено по существу в линию между элементами (33) подачи.
17. Оборудование по п.15 или 16, в котором элемент (43) хранения древесных частиц соединен с одной стороны с дефибратором (45), производящим дефибрированные древесные частицы, а с другой стороны с элементами (33) подачи.
18. Оборудование по п.15 или 16, в котором водораспределительные элементы (65, 67) выполнены с возможностью распределения воды под первое количество древесных частиц (9') и на третье количество (9''') древесных частиц перед прессованием под воздействием повышенной температуры.
19. Оборудование по п.17, в котором водораспределительные элементы (65, 67) выполнены с возможностью распределения воды под первое количество древесных частиц (9') и на третье количество (9''') древесных частиц перед прессованием под воздействием повышенной температуры.
| JP 58162329 A, 27.09.1983 | |||
| US 20020100533 A1, 01.08.2002 | |||
| US 2003008130 A1, 09.01.2003 | |||
| US 0006197414 B1, 06.03.2001 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1999 |
|
RU2166521C2 |
| ПРЕССОВАННЫЙ ДРЕВЕСНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2164870C2 |
| Способ изготовления древесноволокнистых плит | 1981 |
|
SU1008327A1 |

