Область техники, к которой относится изобретение
Настоящее изобретение относится к сварочной головке для сварки рельсов посредством стыковой сварки оплавлением или индукционной сварки.
Уровень техники
Сварочная головка хорошо известного типа обычно содержит две расположенные одна напротив другой скользящие полуголовки, которые могут передвигаться при помощи одного или большего числа гидравлических тяговых приводов. Каждая полуголовка обычно содержит раму с зажимным элементом, например, содержащим два рычага, которые могут приводиться своим собственным гидравлическим приводом для захвата соответствующего крайнего участка одного из двух свариваемых рельсов. Полуголовки, кроме того, оборудованы соответствующими электродами для подведения сварочного тока к крайним участкам рельсов.
При сварке за счет высокой индукции, создаваемой током, крайние участки двух рельсов нагреваются до точки плавления и затем на начальной фазе предварительного нагрева два крайних участка прижимаются один к другому таким образом, что одновременно с их непрерывно протекающим сплавлением происходит так называемая высадка или проковка стыковой зоны. Это соединение крайних участков двух рельсов, осуществляемое за счет работы гидравлических тяговых приводов, требует создания очень большого тягового усилия, которое зависит в основном от длины самого рельса и от трения между рельсом и шпалами и/или гравийным балластом.
Плавление и сжатие крайних участков двух рельсов вызывает формирование излишков материала, которые необходимо удалять, пока металл в зоне стыка находится в пластичном состоянии. Для этой цели сварочные головки оборудуют режущими средствами, также известными как ножи, которые в конце фазы сварки проходят вдоль стыковой зоны и срезают избыточный материал.
Обычно нож располагают на одной из двух полуголовок таким образом, чтобы использовать возможность скольжения полуголовки. Однако из-за ограниченности хода сварочной головки в конце процесса сварки крайних участков двух рельсов две полуголовки уже совершают полных ход и, таким образом, для того, чтобы срезать избыточный материал необходимо раскрыть, по меньшей мере, одну полуголовку, освободив соответствующий профиль рельса и отведя полуголовку для продолжения работы. Однако данная процедура обладает серьезным недостатком, заключающимся в том, что поскольку металл по-прежнему находится в пластичном состоянии и подвергается высоким сжимающим напряжениям, после освобождения выступающей части рельса из зажимного элемента для отвода полуголовки эти напряжения могут вызвать деформации в только что созданном сварном шве, приводящие, например, к формированию трещин.
Для устранения этой проблемы предлагалось, например, устанавливать на головку дополнительное внешнее приспособление, которое фиксирует крайние участки двух рельсов непосредственно после сварки в то время как головка осуществляет операцию срезания избыточного материала. Однако данное решение предполагает усложнение изготовления и работы головки и, что наиболее важно, существенное увеличение габаритов.
Другой операцией после сварочных операций является так называемое регулирование натяжения, т.е. управление эластичностью пути в зависимости от внешней температуры. Эта операция должна осуществляться каждый раз после замены участка путей и/или после выполнения определенного числа сварочных операций.
В настоящее время регулировка натяжения производится не самой головкой, а осуществляется посредством специальных зажимов или других систем внешних по отношению к сварочной головке, которые приводят натяжение рельса в соответствие с заранее заданными параметрами и стабилизируют данное натяжение при помощи термитной сварки, которая представляет собой сварку в материале, отличающемся от материала рельса. Эта процедура для замыкания пути и регулировки натяжений при помощи термитной сварки является медленной, дорогостоящей и иногда неэффективной, поскольку она не всегда проводится в момент сварки, а выполняется позднее, при этом существует вероятность изменения окружающих климатических условий, что создает серьезную опасность повреждения путей и последующего схода поездов с рельсов.
Раскрытие изобретения
Целью данного изобретения является разработка сварочной головки для сварки рельсов, которая устраняет вышеупомянутые недостатки, присущие головкам известного уровня техники.
Еще одной целью изобретения является создание сварочной головки, которая может осуществлять натяжение рельсов одновременно с выполнением сварочной операции.
Указанные цели достигаются при помощи сварочной головки, содержащей две полуголовки, расположенные одна напротив другой с возможностью относительного скольжения в продольном направлении, при этом каждая полуголовка содержит захватывающее средство для зацепления с соответствующим участком рельса, электрическую сварочную цепь, содержащую, по меньшей мере, два электрода, обеспечивающих контакт с соответствующими участками рельса и приводные тяговые средства, которые проходят в продольном направлении и соединены с двумя полуголовками для смещения двух полуголовок в продольном направлении одной навстречу другой.
Согласно одному аспекту изобретения указанные тяговые приводные средства имеют ход, обеспечивающий в процессе сварочного цикла двух секций рельса одновременное регулирование натяжения пути. Например, тяговые приводные средства имеют ход, составляющий, по меньшей мере, 240 мм.
Согласно предпочтительному варианту осуществления указанные приводные тяговые средства содержат два гидравлических привода, которые расположены параллельно в горизонтальной плоскости.
Согласно другому аспекту изобретения сварочная головка содержит две полуголовки, расположенные одна напротив другой с возможностью относительного скольжения в продольном направлении, при этом каждая полуголовка содержит захватывающее средство для зацепления с соответствующим участком рельса, электрическую сварочную цепь, содержащую, по меньшей мере, два электрода, обеспечивающих контакт с соответствующими участками рельса, и приводные тяговые средства, которые проходят в продольном направлении и соединены с двумя полуголовками для смещения двух полуголовок в продольном направлении одной навстречу другой, и режущий узел, обеспечивающий удаление избыточного материала в конце сварки, причем указанный режущий узел установлен между полуголовками и скользит в продольном направлении между двумя полуголовками независимо от положения последних за счет своих средств перемещения.
Предпочтительно указанный режущий узел выполнен с возможностью продольного перемещения при помощи своего собственного приводного органа, который проходит между двумя полуголовками.
Предпочтительно режущий узел содержит опорную пластину, составляющую одно целое с приводным органом, и пару лезвий, установленных с возможностью отклонения на указанной опорной пластине из неактивного открытого положения в рабочее положение схватывания профиля рельса и обратно.
Таким образом, режущие средства, которые удаляют избыточный материал, возникающий в результате сварки, являются полностью независимыми от полуголовок так, что последние могут продолжать удерживать секции рельса и, следовательно, за счет сцепления с ними поддерживать рельс в заданном натяжении в процессе срезания избыточного материала.
Краткое описание чертежей
Признаки и преимущества сварочной головки по изобретению станут понятны из следующего описания предпочтительных вариантов осуществления, приведенных в качестве иллюстрации, а и не в качестве ограничений, со ссылками на прилагаемые чертежи, на которых:
фиг.1 - пространственный вид сварочной головки в открытом положении до начала сварочного цикла;
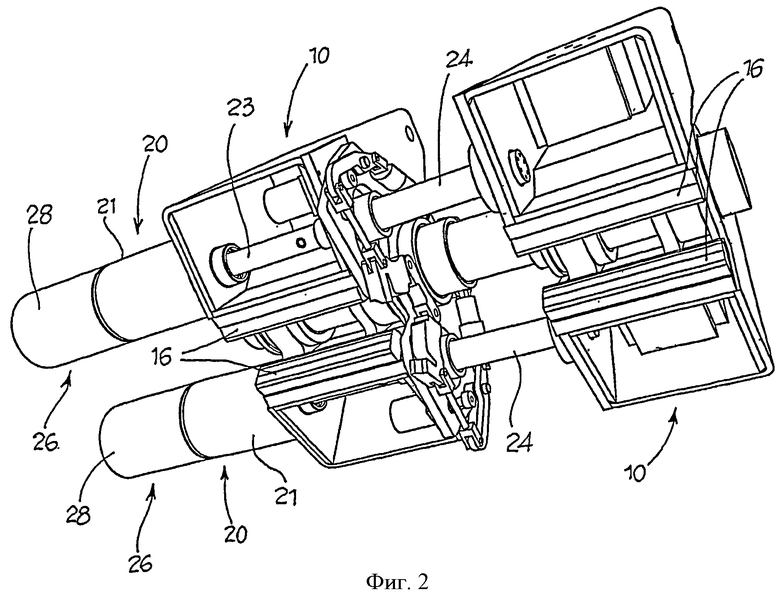
фиг.2 - вид снизу головки в положении в соответствии с фиг.1;
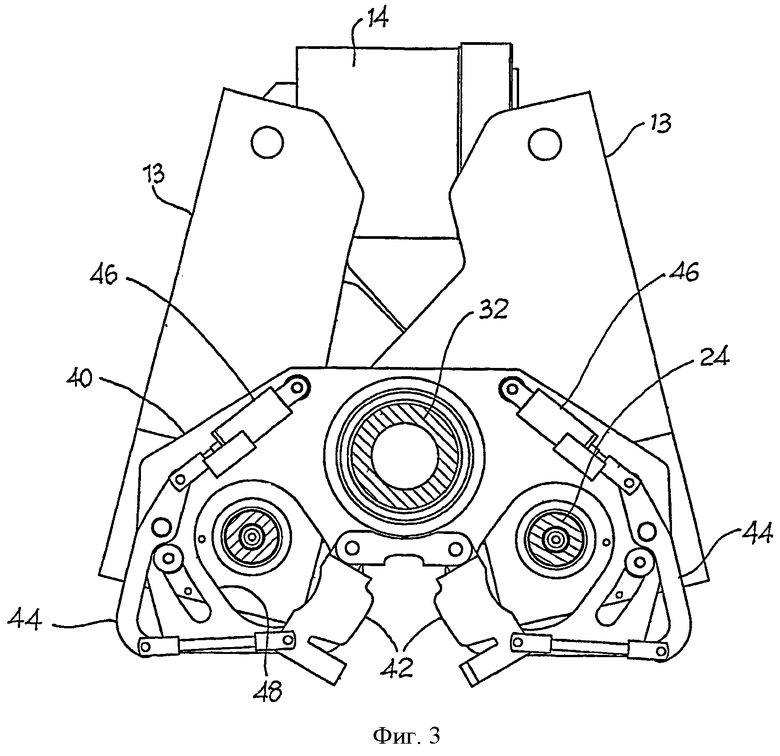
фиг.3 - поперечное сечение головки в открытом положении на уровне режущего узла;
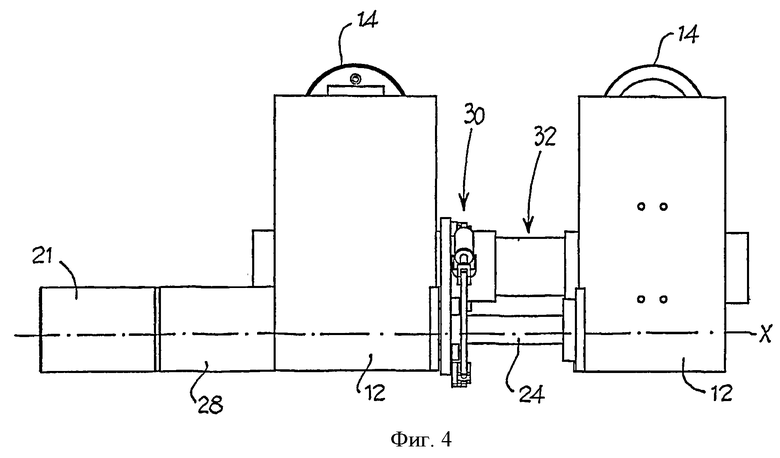
фиг.4 - вид сбоку головки до начала сварочного цикла;
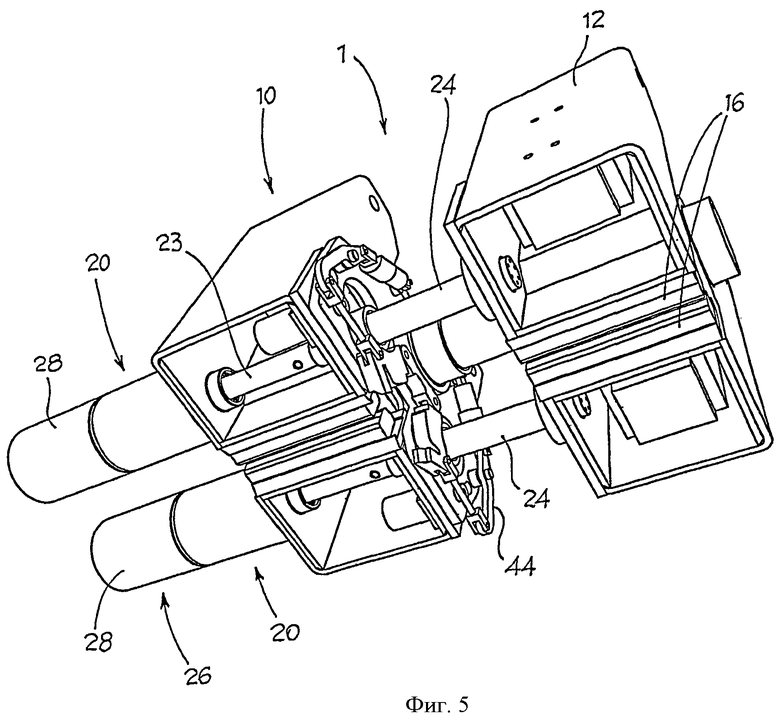
фиг.5 - пространственный вид снизу головки, полуголовки которой находятся в закрытом положении;
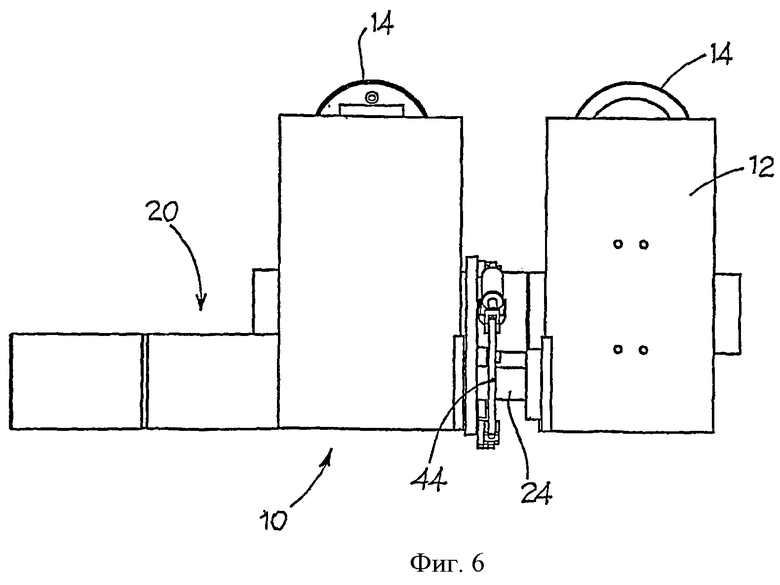
фиг.6 - вид сбоку головки после окончания сварочного цикла;
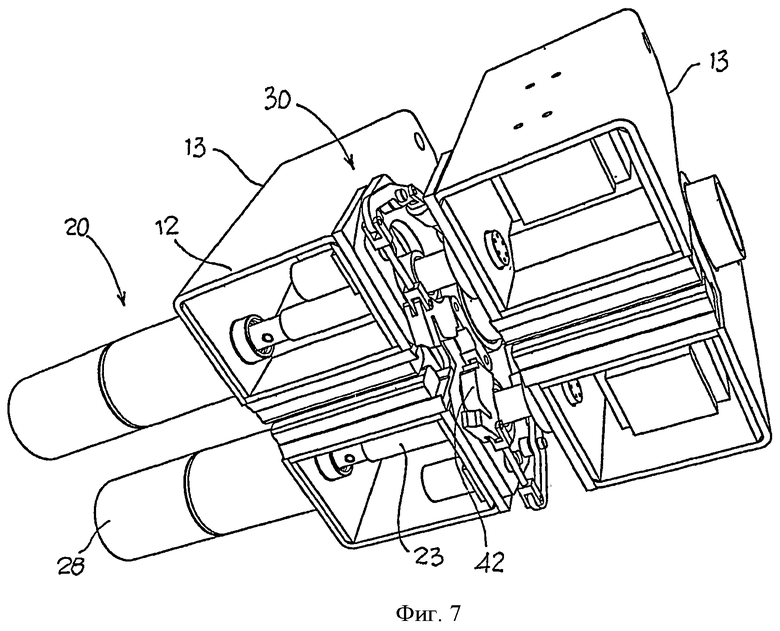
фиг.7 - пространственный вид снизу головки после окончания сварочного цикла, режущий блок еще находится в открытом положении;
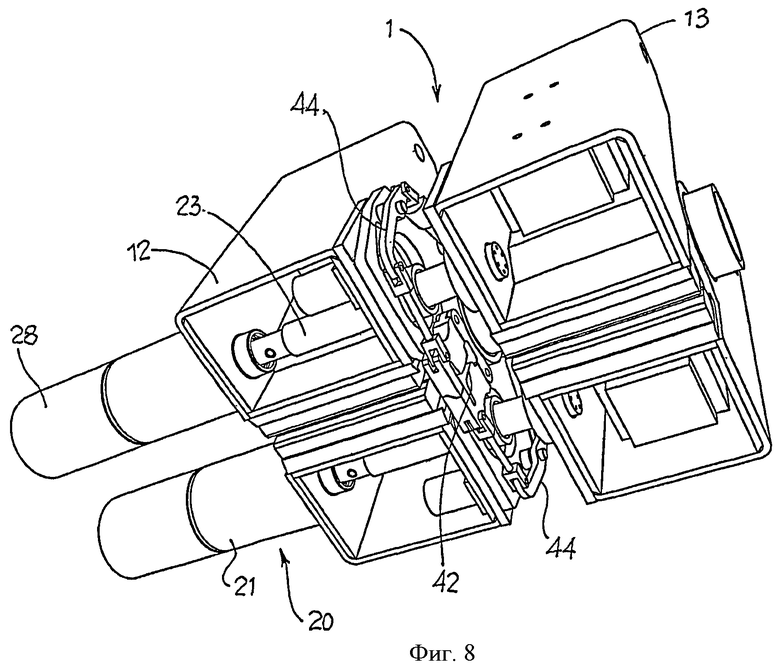
фиг.8 - пространственный вид снизу головки после окончания сварочного цикла, режущий блок находится в закрытом положении;
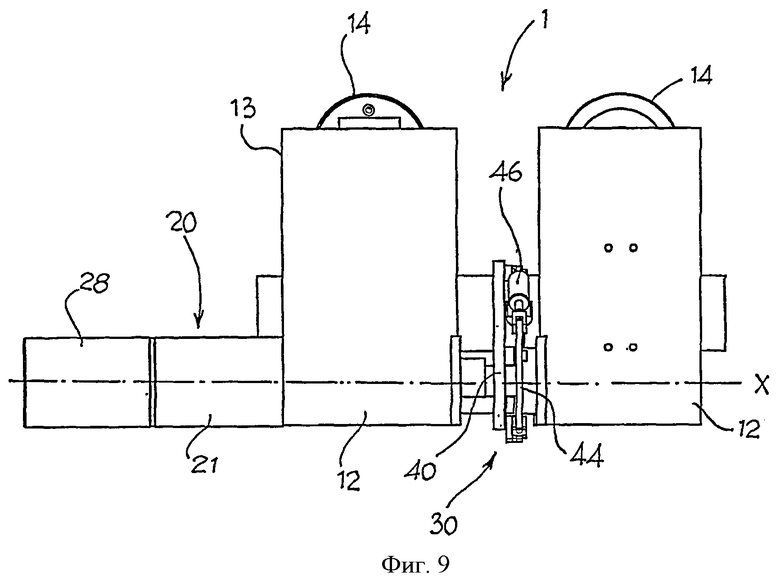
фиг.9 - вид сбоку головки после окончания срезания избыточного материала;
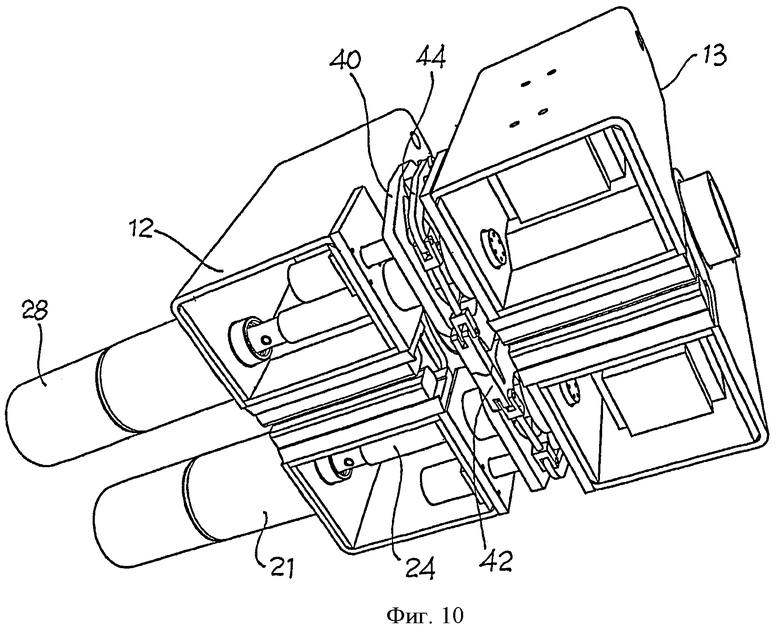
фиг.10 - пространственный вид снизу головки, находящейся в положении, соответствующем фиг.9;
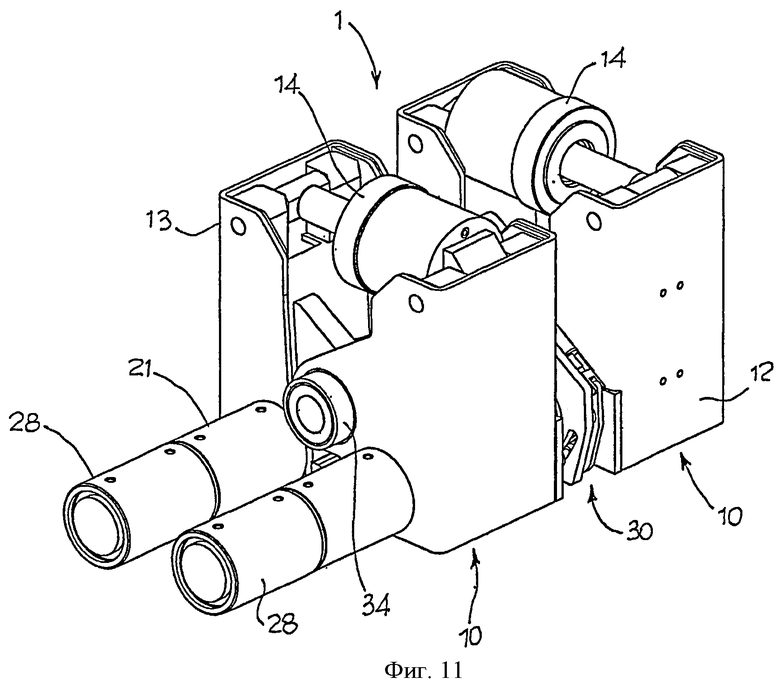
фиг.11 - пространственный вид сверху головки, находящейся в положении, соответствующем фиг.9;
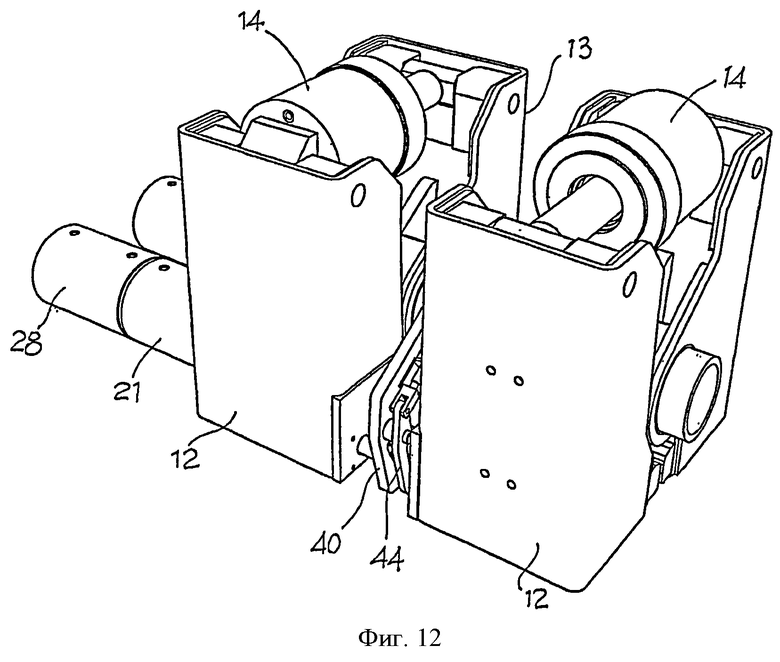
фиг.12 - вид аналогичный предыдущему, но выполненный под другим углом;
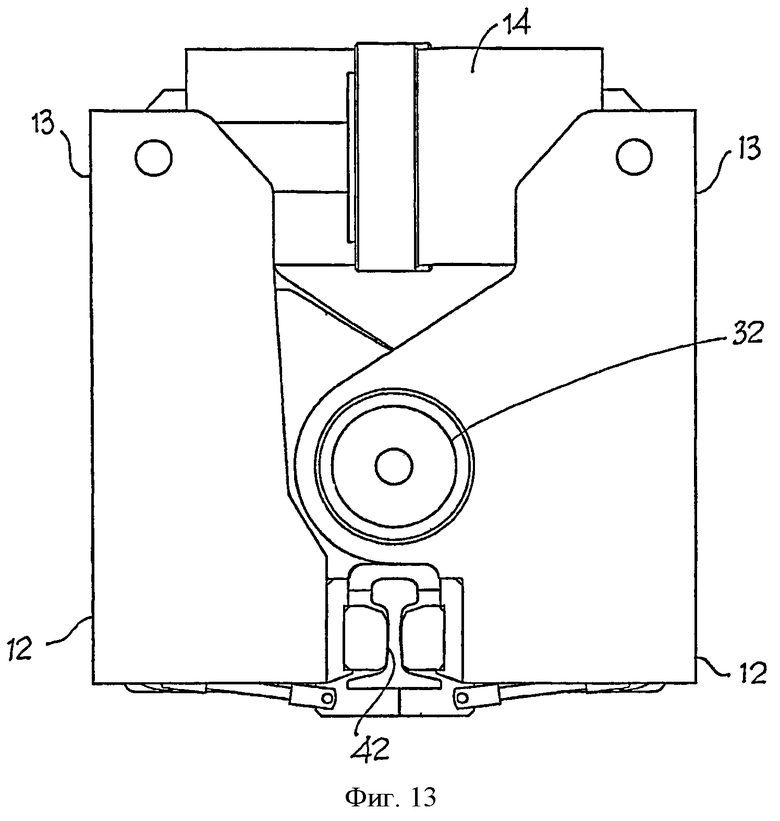
фиг.13 - вид с торца головки в конце операции срезания;
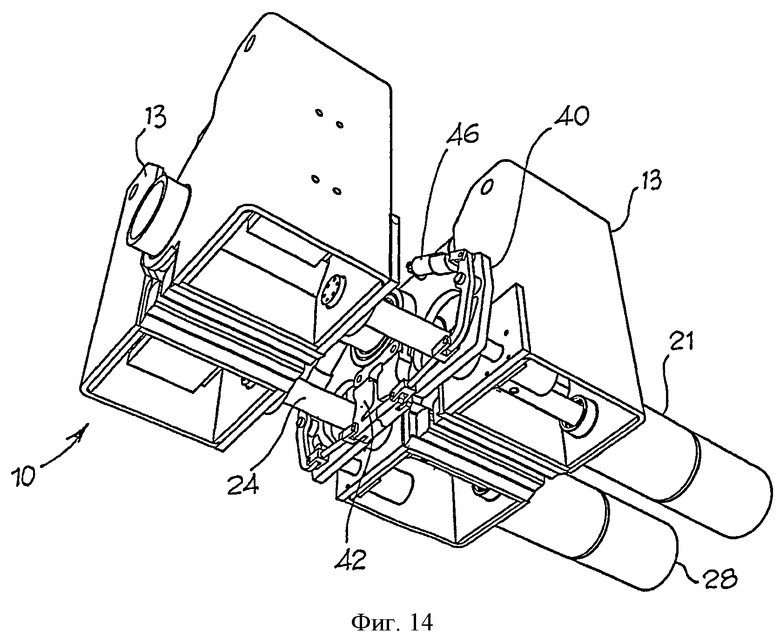
фиг.14 - пространственный вид снизу головки, когда полуголовки находятся в закрытом состоянии и на разведены, а режущий узел находится в закрытом положении;
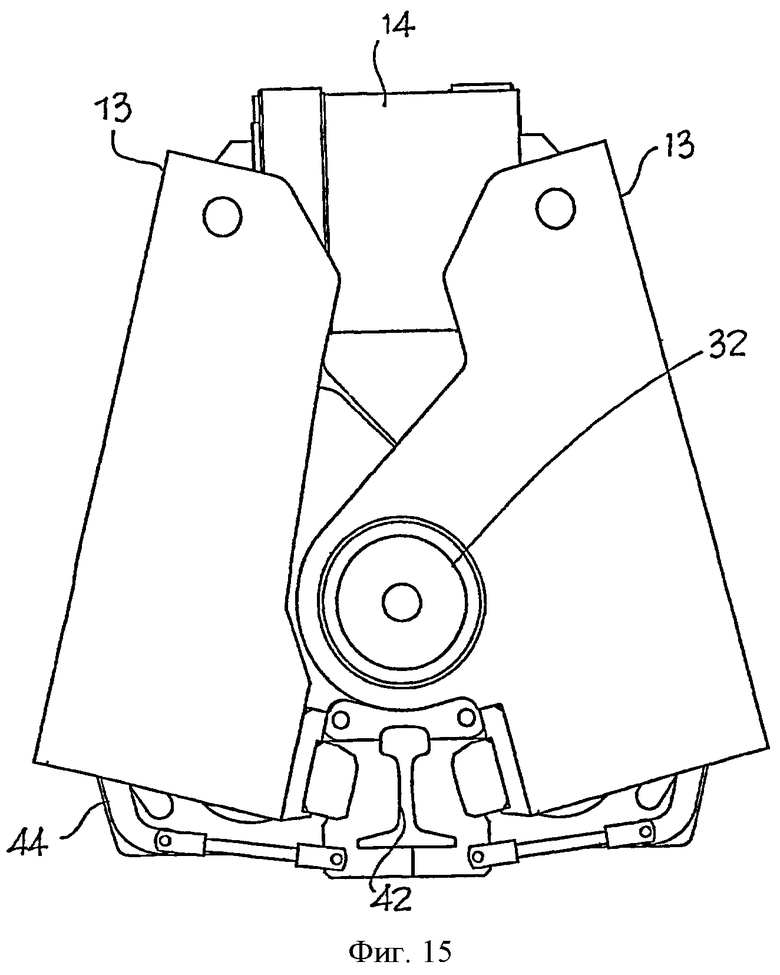
фиг.15 вид с торца головки, когда полуголовки находятся в открытом положении, а режущий узел находится в закрытом положении;
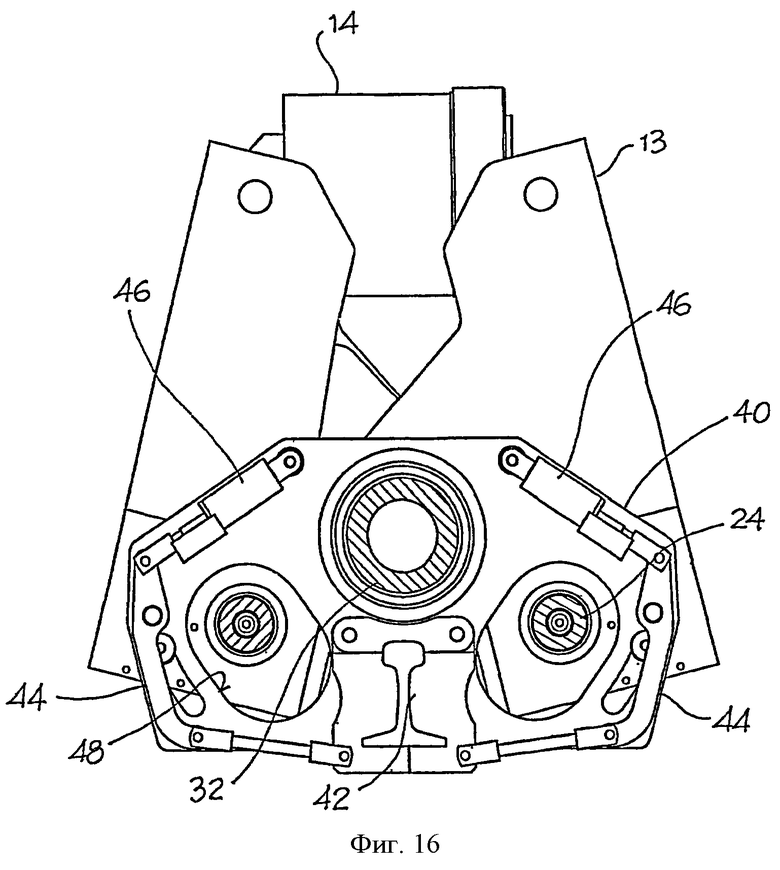
фиг.16 - поперечное сечение головки на уровне режущего узла, полуголовки находятся в открытом положении, а режущий узел в закрытом положении.
Осуществление изобретения
На всех фигурах цифрой 1 обозначена сварочная головка для сварки крайних участков двух отрезков или секций рельса по изобретению. Головка 1 содержит две полуголовки 10, расположенные одна напротив другой с возможностью относительного скольжения в продольном направлении X. Каждая полуголовка 10 содержит захватывающие средства 12 для захвата соответствующей секции рельса. Указанные захватывающие средства 12, например, содержат зажимной элемент, образованный двумя рычагами 13, которые выполнены с возможностью управляемого раскрытия и закрытие для захвата профиля секции рельса при помощи приводного органа 14, реализованного, например, в виде гидравлического привода зажима.
Сварочная головка кроме того содержит электрическую сварочную цепь, содержащую, по меньшей мере, два электрода 16, обеспечивающих такой контакт с соответствующими рельсовыми профилями, при котором образуется электрическое короткое замыкание между крайними участками двух секций рельса и, следовательно, осуществляется процесс стыковой сварки с оплавлением, вызывающий расплавление данных крайних участков после введения их в контакт при помощи двух полуголовок.
Согласно предпочтительному варианту осуществления изобретения электроды 16 образуются внутренними поверхностями захватывающих зажимов 12, которые входят в контакт с захватываемой секцией рельса. Другими словами, каждый захватывающих зажим 12 содержит пару электродов 16, которые проходят в продольном направлении и обеспечивают захват боковых сторон крайнего участка секции рельса.
Одна полуголовка 10 выполнена с возможностью перемещения в продольном направлении относительно другой при помощи, по меньшей мере, одного гидравлического тягового привода 20, а предпочтительно при помощи двух приводов, которые соединяют две полуголовки 10 и проходят параллельно один другому в одной и той же горизонтальной плоскости. Согласно одному варианту осуществления изобретения каждый гидравлический тяговый привод 20 имеет цилиндр 21, соединенный с полуголовкой 10 и со свободным участком 22, который выступает из указанной полуголовки 10 по существу в продольном направлении X. Каждый привод 20, кроме того, содержит поршень 23, скользящий внутри цилиндра 21 и соединенный посредством тягового штока 24 с другой полуголовкой 10 таким образом, что привод 20 может сближать две полуголовки 10 вдоль продольной оси X.
Тяговые приводы 20 имеют ход, который обеспечивает выполнение сварочной головкой регулировки натяжения пути одновременно со сваркой двух участков рельса. Например, ход приводов вычисляется, как функция условий окружающей среды и длины пути. Предпочтительно указанный ход тягового привода составляет, по меньшей мере, 240 мм.
Согласно предпочтительному варианту осуществления изобретения сварочная головка 1 оборудована, по меньшей мере, одним приспособлением 26 предпочтительно одним для каждого тягового привода 20, обеспечивающего увеличение тянущего усилия указанных тяговых приводов 20. Данное приспособление описывается в заявке на патент EP 1690624 на имя того же заявителя и содержит дополнительный гидравлический привод 28, функционально соединенный со свободным концом цилиндра тягового привода 20 и содержащий средства для соединения дополнительного поршня с тяговым штоком 24 таким образом, чтобы дополнительный гидравлический привод мог передавать дополнительное тяговое усилие на тяговый шток.
Сварочная головка, имеющая такую конструкцию, может создавать тяговое усилие более 200 т (в единицах Международной системы), в то время как развиваемое усилие для головок известного уровня техники составляет 100 т.
Сварочная головка 1, имеющая ход и тяговое усилие, описанные выше, способна проводить регулировку натяжения рельса без применения дополнительной системы внешней по отношению к головке. Другими словами, та же головка может выполнять и простую сварку двух секций рельса и сварку с регулированием напряжений без применения дополнительных систем внешних по отношению к головке.
Сварочная головка 1, кроме того, содержит режущий узел 30, обеспечивающий удаление избыточного материала в конце цикла сварки.
Согласно одному аспекту изобретения указанный режущий узел 30 устанавливается между полуголовками 10 и скользит в продольном направлении X между ними за счет своих собственных средств перемещения 32. Режущий узел 30, таким образом, выполнен в виде устройства функционально отдельного от сварочных полуголовок 10 и перемещается независимо от них. Режущий узел 30 в любом случае устанавливается и имеет возможность перемещения между двумя полуголовками 10 и, следовательно, встроен в структуру головки 1. Таким образом, предпочтительно наличие режущего узла 30 не оказывает на габаритные размеры головки 1, которая, следовательно, остается очень компактной.
В частности, режущий узел 30 выполнен с возможностью перемещения в продольном направлении при помощи своего приводного органа 32, который проходит между двумя полуголовками.
Согласно одному варианту осуществления изобретения указанный приводной орган представляет собой гидравлический привод 32, цилиндр 34 которого расположен в одной из двух полуголовок 10, а поршень которого скользит в указанном цилиндре и соединен с другой полуголовкой 10 таким образом, что он работает как направляющий элемент при манипулировании режущим блоком 30.
В одном варианте осуществления изобретения режущий узел 30 содержит опорную пластину 30, составляющую одно целое с подвижной частью приводного органа 32. На указанной опорной пластине 40 установлена пара качающихся режущих лезвий 42, выполненных с возможностью перемещения между нерабочим открытым положением и рабочим положением смыкания вокруг профиля секции рельса. Каждое режущие лезвие 42, следовательно, имеет профиль по существу соответствующий половине профиля рельса таким образом, что два лезвия в сомкнутом положении образуют форму профиля рельса. В результате, когда пластина скользит по рельсу с сомкнутыми лезвиями, производится удаление избыточного материала.
В одном из предпочтительных вариантов осуществления изобретения каждое режущее лезвие 42 соединено с отдельным шарнирно установленным рычагом 44, качание которого обеспечивается соответствующим приводным узлом 46, например, гидравлическим приводом.
Приводные узлы 46, установленные на шарнирах рычаги 44 и режущие лезвия 42 в результате перемещаются в плоскости перпендикулярной продольному направлению X. Благодаря опорной пластине 40, на которой они установлены, все эти устройства 42, 44, 46, кроме того, имеют возможность одновременного перемещения вдоль продольного направления Х под действием приводного органа 32.
Следует отметить, что режущий узел 30, хотя и является функционально отдельным и независимым от полуголовок 10, представляет собой часть сварочной головки и встроен в структуру головки. Другими словами, режущий узел 30 не является дополнительным устройством, например, устанавливаемым на рельс вручную, как это делается для некоторых головок известного уровня техники. Это означает, что головка может более быстро подготавливаться к работе, и что срезание избыточного материала выполняется более точно, поскольку режущий узел жестко соединен с двумя полуголовками и его скольжение направляется самой структурой головки.
В опорной пластине 40 режущего узла 30 могут выполняться сквозные отверстия 48 для тяговых штоков гидравлических приводов, которые перемещают полуголовки.
Сварочная головка работает следующим образом.
Сначала режущий узел 30 устанавливается в исходное положение рядом с одной из двух полуголовок. Режущие лезвия 42 раскрыты. Захватывающие зажимы 12 полуголовок 10 раскрыты (см. фиг.1-4).
Две полуголовки 10 затем захватывают соответствующие секции рельса, при этом режущие лезвия режущего блока остаются в раскрытом состоянии в нерабочем положении (см. фиг.5).
В этот момент начинается сама сварочная операция за счет подачи питания на электроды и одновременного перемещения двух полуголовок в соответствующее положение, в результате чего происходит плавление соседних крайних участков двух секций рельса (см. фиг.6-7).
По завершении сварочного цикла при удержании двух полуголовок в неподвижном состоянии в положении захвата соответствующих профилей режущие лезвия смыкаются вокруг профиля рельса (см. фиг.8) и режущий блок начинает перемещение в продольном направлении относительно полуголовок, обеспечивая удаление избыточного материала с профиля рельса (см. фиг.9-14). Следует понимать, что перемещение режущего узла не зависит от перемещения полуголовок, которые в процессе срезания остаются в неподвижном состоянии в положении захвата секций рельса, что исключает снижение натяжения.
В случаях, в которых после сварки двух секций рельса, необходимо проводить регулирование натяжения, требуется только задать ход двух полуголовок в зависимости от условий окружающей среды и длины пути. Благодаря тому, что режущий узел выполнен отдельно от двух полуголовок, и благодаря специальной конструкции агрегата возможно задание хода более 240 мм.
В частности, следует отметить, что наличие режущего узла отдельного и независимого от полуголовок означает то, что избыточный материал может удаляться при сохранении сцепления со свариваемыми секциями рельса пока материал в зоне стыка находится в пластичном состоянии и не полностью перешел в твердую фазу. В результате производится соединение двух секций рельса с поддержанием требуемого натяжения пути, т.е. без снижения натяжения из-за размыкания захвата.
Таким образом, регулирование натяжения может осуществляться прямым способом и одновременно с операцией сварки двух секций рельса просто за счет выбора соответствующей величины хода. В результате, исчезает необходимость проведения специальной операции термитной сварки, а регулирование натяжения производится одновременно и при тех же условиях окружающей среды, что и сварка двух участков рельса. Это означает существенное увеличение безопасности и надежности железнодорожного или трамвайного пути и, очевидно, снижение финансовых и временных затрат на эксплуатационное обслуживание.
Вкратце, преимущества сварочной головки по изобретению могут быть сформулированы следующим образом:
- существенно больший ход по сравнению с известными головками и, следовательно, возможность регулировки натяжения в процессе сварочного цикла;
- высокое тяговое усилие, величиной более 200 т;
- режущий узел отдельный и независимый от полуголовок за счет чего обеспечивается срезание избыточного материала, образующегося при сварке, без высвобождения свариваемых секций рельса: это означает более высокое качество сварки без изменения габаритов головки или ее надежности;
Для вариантов осуществления сварочной головки, описанной выше, специалисты в данной области техники могут выполнять в случае необходимости модификации и адаптировать конкретные элементы или заменять их другими элементами с эквивалентной функциональностью, не выходя при этом за пределы объема защиты, определяемого нижеследующей формулой изобретения. Каждая описанная характеристика возможного варианта осуществления изобретения может быть реализована независимо от прочих описанных вариантов изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Передвижная машина для контактной стыковой сварки оплавлением рельсов | 1978 |
|
SU1101176A3 |
| СПОСОБ СРЕЗАНИЯ ПРИБЫЛЬНОЙ ЧАСТИ СВАРНОГО ШВА | 2017 |
|
RU2664499C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО РЕЛЬСА | 2020 |
|
RU2792556C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2010 |
|
RU2445195C1 |
| Машина для электрической стыковой сварки оплавлением рельсов | 1988 |
|
SU1607684A3 |
| РЕЛЬСОВОЕ ТРАНСПОРТНОЕ СРЕДСТВО ТИПА ТРАМВАЙНОГО ВАГОНА, МОТОРНОГО ВАГОНА ЭЛЕКТРОПОЕЗДА ИЛИ ЛОКОМОТИВА НА ЭЛЕКТРИЧЕСКОЙ ТЯГЕ, ТРАМВАЙНЫЙ ВАГОН С ПОНИЖЕННЫМ УРОВНЕМ ПОЛА | 2005 |
|
RU2294294C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТОЧНОСТЬЮ ЗУБООБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2014 |
|
RU2558317C1 |
| Способ контактной стыковой сварки оплавлением рельсовой плети и устройство для его осуществления | 1982 |
|
SU1175355A3 |
| СВАРОЧНЫЙ АГРЕГАТ | 2003 |
|
RU2237556C1 |
| Способ изготовления рельсовых плетей и комплекс для осуществления способа | 2017 |
|
RU2681046C1 |
Сварочная головка может быть использована для соединения контактной стыковой сваркой оплавлением крайних участков двух секций рельсового пути. Две полуголовки (10) сварочной головки расположены одна напротив другой с возможностью скольжения одной относительно другой в продольном направлении. Каждая полуголовка содержит захватные средства (12, 13) для захвата рельса соответствующей секции рельсового пути. По меньшей мере два электрода (16) входят в электрическую сварочную цепь и обеспечивают контакт с соответствующей секцией рельса. Тяговые приводные средства (20) проходят в продольном направлении и соединены с двумя полуголовками (10) для их перемещения в продольном направлении одна к другой. Указанные тяговые приводные средства (20) имеют ход тягового привода и тяговое усилие, обеспечивающие в процессе сварки двух секций рельса одновременное регулирование натяжения рельсового пути в зависимости от температуры окружающей среды и длины рельса. Изобретение обеспечивает замыкание свариваемых секций рельсового пути и стабилизацию их натяжения одновременно с выполнением сварки с учетом изменения окружающих климатических условий. 2 н. и 14 з.п. ф-лы, 16 ил.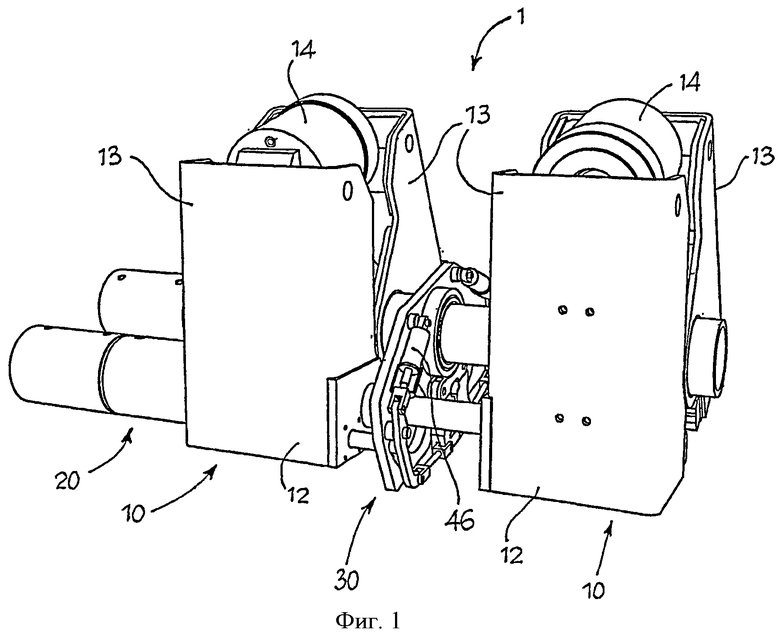
1. Сварочная головка для соединения контактной стыковой сваркой оплавлением крайних участков двух секций рельсового пути, содержащая:
- две полуголовки (10), расположенные одна напротив другой и скользящие одна относительно другой в продольном направлении, при этом каждая полуголовка содержит захватные средства (12, 13) для захвата соответствующей секции рельса;
- по меньшей мере, два электрода (16), входящих в электрическую сварочную цепь, обеспечивающих контакт с соответствующей секцией рельса;
- тяговые приводные средства (20), которые проходят в продольном направлении и соединены с двумя полуголовками (10) для их перемещения в продольном направлении одна к другой,
отличающаяся тем, что указанные тяговые приводные средства (20) имеют ход тягового привода и тяговое усилие, обеспечивающие в процессе сварки двух секций рельса одновременное регулирование натяжения рельсового пути в зависимости от температуры окружающей среды и длины рельса.
2. Сварочная головка по п.1, в которой указанные тяговые приводные средства имеют ход, составляющий, по меньшей мере, 240 мм.
3. Сварочная головка по п.1, в которой указанные приводные тяговые средства содержат два гидравлических привода, которые проходят параллельно в горизонтальной плоскости.
4. Сварочная головка по п.1, которая дополнительно содержит режущий узел (30) для удаления избыточного материала в конце операции сварки, причем указанный режущий узел установлен между полуголовками с возможностью скольжения между ними в продольном направлении под действием его собственных средств перемещения (32).
5. Сварочная головка по п.4, в которой режущий узел выполнен с возможностью перемещения в продольном направлении при помощи своего приводного органа (32), который проходит между двумя полуголовками.
6. Сварочная головка по п.5, в которой указанный приводной орган представляет собой гидравлический привод.
7. Сварочная головка по п.4, в которой режущий узел (30) содержит опорную пластину (40), выполненную за одно целое с приводным органом, и пару режущих лезвий (42), установленных с возможностью отклонения на указанной опорной пластине из нерабочего открытого положения в рабочее положение схватывания профиля рельса и обратно.
8. Сварочная головка по п.7, в которой каждое режущее лезвие (42) связано со своим шарнирно установленным рычагом (44) с возможностью качания под действием соответствующего приводного узла (46).
9. Сварочная головка по п.6, в которой опорная пластина (40) режущего узла имеет сквозные отверстия (48) для прохода тяговых штоков гидравлических тяговых приводов полуголовок.
10. Сварочная головка по п.5, в которой захватные средства полуголовок содержат зажимной орган (12), приводимый собственным приводным устройством (14), выполненным с возможностью перемещения между нерабочим открытым положением и закрытым положением захвата секции рельса.
11. Сварочная головка по п.10, в которой электроды (16) выполнены в виде внутренних захватывающих поверхностей зажимных органов.
12. Способ соединения контактной стыковой сваркой оплавлением крайних участков двух секций рельсового пути, отличающийся тем, что сварку осуществляют сварочной головкой по любому из пп.1-11, при этом перед началом сварки две полуголовки располагают на взаимном расстоянии, вычисленном как функция от температуры окружающей среды и длины рельса, из условия обеспечения регулирования натяжения рельсового пути одновременно со сваркой.
13. Способ по п.12, в котором избыточный материал, образуемый при сварке, удаляется в конце фазы сварки двух секций рельсового пути при удержании двух полуголовок в положении захвата и натяжения соответствующих секций рельсового пути.
14. Способ по п.13, содержащий следующие этапы:
- установку режущего узла в исходное положение рядом с одной из двух полуголовок;
- приведение в действие двух полуголовок для захвата соответствующих секций рельсового пути при удержании режущего узла в открытом состоянии в нерабочем положении;
- подачу питания на электроды и одновременное сведение двух полуголовок таким образом, чтобы вызвать плавление прилегающих крайних участков двух секций рельсового пути;
- удержание двух полуголовок в неподвижном состоянии в положении удерживания соответствующих профилей, смыкание режущих лезвий вокруг профиля рельса и перемещение режущего блока в продольном направлении относительно полуголовок, при котором производится удаление избыточного материала с профиля рельса.
15. Способ по п.14, в котором режущие лезвия установлены с возможностью качания в плоскости под прямым углом к продольному направлению головки под действием соответствующих гидравлических приводов.
16. Способ по п.13, в котором избыточный материал удаляют путем перемещения режущего узла в продольном направлении головки.
| Датчик интенсивности молокоотдачи | 1989 |
|
SU1690624A1 |
| СВАРОЧНЫЙ АГРЕГАТ | 2003 |
|
RU2237556C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277462C1 |
| Машина для электрической стыковой сварки оплавлением рельсов | 1988 |
|
SU1607684A3 |
| EP 0597215 A1, 18.05.1994. | |||

