Область техники
Настоящее изобретение относится к пластине из металла на основе Fe, используемой для магнитного сердечника или подобного, а также к способу ее изготовления.
Уровень техники
Пластины из кремнистой стали обычно используются для магнитных сердечников электрических моторов, генераторов электроэнергии, трансформаторов и подобного. Требуется, чтобы пластина из кремнистой стали, используемая для магнитного сердечника, имела небольшие потери магнитной энергии (потери в сердечнике) в переменном магнитном поле и обеспечивала высокую плотность магнитного потока в применяемых на практике магнитных полях. Для реализации этого можно увеличивать электрическое сопротивление и накапливать оси <100>, являющиеся направлением легкого намагничивания αFe, в направлении используемого магнитного поля. В частности, если плоскости {100} αFe в большом количестве концентрированы у поверхности (катанной поверхности) пластины из кремнистой стали, для этой катанной поверхности в большом количестве присутствуют оси <100>, что позволяет обеспечить более высокую плотность магнитного потока. Поэтому предложены различные технологии, целью которых является большее накопление плоскостей {100} для поверхности пластины из кремнистой стали.
Однако в случае обычных технологий трудно реализовать устойчивое высокое накопление плоскостей {100} для поверхности пластины из металла на основе Fe, такой как пластина из кремнистой стали.
Список источников информации
Патентные документы
Патентный документ 1: Выложенная заявка на японский патент №01-252727.
Патентный документ 2: Выложенная заявка на японский патент №05-279740.
Патентный документ 3: Выложенная заявка на японский патент №2007-51338.
Патентный документ 4: Выложенная заявка на японский патент №2006-144116.
Патентный документ 5: Японская национальная публикация международной заявки на патент №2010-513716.
Сущность изобретения
Техническая проблема
Задачей настоящего изобретения является предложить пластину из металла на основе железа, которая позволяет обеспечить более высокую плотность магнитного потока, и способ ее изготовления.
Решение проблемы
(1) Способ изготовления пластины из металла на основе железа, включающий следующие этапы, на которых:
- создают металлический слой, содержащий ферритообразующий элемент, по меньшей мере, на одной поверхности пластины из основного металла, состоящей из Fe или сплава Fe с превращением α-γ;
- нагревают пластину из основного металла и металлический слой до температуры А3 Fe или сплава Fe для обеспечения диффузии ферритообразующего элемента в пластину из основного металла и образования области сплава из ферритной фазы, в которой степень накопления плоскостей {200} составляет 25% или более, а степень накопления плоскостей {222} составляет 40% или менее; и
- нагревают пластину из основного металла до температуры, равной температуре А3 Fe или сплава Fe или превышающей ее, чтобы повысить степень накопления плоскостей {200} и понизить степень накопления плоскостей {222}, при одновременном сохранении области сплава ферритной фазы.
(2) Способ изготовления пластины из металла на основе железа по пункту (1), включающий после повышения степени накопления плоскостей {200} и понижения степени накопления плоскостей {222} следующий этап, на котором:
- охлаждают пластину из основного металла до температуры ниже температуры А3 Fe или сплава Fe, чтобы выполнить превращение в нелегированной области в пластине из основного металла из аустенитной фазы в ферритную фазу, что позволяет дополнительно повысить степень накопления плоскостей {200} и дополнительно понизить степень накопления плоскостей {222}.
(3) Способ изготовления пластины из металла на основе железа по пункту (1) или (2), в котором при повышении степени накопления плоскостей {200} и понижении степени накопления плоскостей {222}, степень накопления плоскостей {200} повышают до 30% или более, а степень накопления плоскостей {222} понижают до 30% или менее.
(4) Способ изготовления пластины из металла на основе железа по пункту (1) или (2), в котором при повышении степени накопления плоскостей {200} и понижении степени накопления плоскостей {222}, степень накопления плоскостей {200} повышают до 50% или более, а степень накопления плоскостей {222} понижают до 15% или менее.
(5) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (4), в котором при повышении степени накопления плоскостей {200} и понижении степени накопления плоскостей {222} ферритообразующий элемент, содержащийся в металлическом слое, полностью диффундирует в пластину из основного металла.
(6) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (5), в котором ферритообразующий элемент представляет собой, по меньшей мере, один элемент, выбранный из группы, состоящей из Al, Cr, Ga, Ge, Mo, Sb, Si, Sn, Ti, V, W и Zn.
(7) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (6), в котором при повышении степени накопления плоскостей {200} и понижении степени накопления плоскостей {222}, отношение площади однофазной ферритной фазы к площади металлической пластины в поперечном сечении по толщине обеспечивают равным 1% или более.
(8) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (7), в котором в качестве пластины из основного металла используют такую, в которой создана рабочая деформация и в которой плотность дислокаций составляет не менее 1×1015 м/м3 и не более 1×1017 м/м3.
(9) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (7), в котором в качестве пластины из основного металла используют такую, в которой рабочая деформация создана при помощи холодной прокатки, при которой степень обжатия при прокатке составляет не менее 97% и не более 99,99%.
(10) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (7), в котором в качестве пластины из основного металла используют такую, в которой рабочая деформация создана при помощи дробеструйной обработки.
(11) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (7), в котором в качестве пластины из основного металла используют такую, в которой рабочая деформация создана при помощи холодной прокатки, при которой степень обжатия составляет не менее 50% и не более 99,99%, и дробеструйной обработки.
(12) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (7), в котором в качестве пластины из основного металла используют такую, в которой при помощи холодной прокатки создана деформация сдвига, составляющая 0,2 или более.
(13) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (7), в котором в качестве пластины из основного металла используют такую, в которой при помощи холодной прокатки создана деформация сдвига, составляющая 0,1 или более, а при помощи дробеструйной обработки создана рабочая деформация.
(14) Способ изготовления пластины из металла на основе железа по любому из пунктов с (1) по (13), в котором толщина пластины из основного металла составляет не менее 10 мкм и не более 5 мм.
(15) Пластина из металла на основе железа, содержащая ферритообразующий элемент, в которой для поверхности степень накопления плоскостей {200} в ферритной фазе составляет 30% или более, а степень накопления плоскостей {222} в ферритной фазе составляет 30% или менее.
(16) Пластина из металла на основе железа по пункту (15), полученная при помощи диффузии ферритообразующего элемента от поверхности во внутреннюю часть пластины из Fe или сплава Fe с превращением α-γ.
(17) Пластина из металла на основе железа по пункту (15) или (16), имеющая на поверхности металлический слой, содержащий ферритообразующий элемент.
(18) Пластина из металла на основе железа по любому из пунктов с (15) по (17), в которой степень накопления плоскостей {200} составляет 50% или более, а степень накопления плоскостей {222} составляет 15% или менее.
(19) Пластина из металла на основе железа по любому из пунктов с (15) по (18), в которой ферритообразующий элемент представляет собой, по меньшей мере, один элемент, выбранный из группы, состоящей из Al, Cr, Ga, Ge, Mo, Sb, Si, Sn, Ti, V, W и Zn.
(20) Пластина из металла на основе железа по любому из пунктов с (15) по (19), содержащая однофазную область ферритной фазы, занимающую 1% или более, исходя из отношения площадей в поперечном сечении по толщине металлической пластины.
Степень накопления плоскостей {200} в ферритной фазе определяют при помощи выражения (1), а степень накопления плоскостей {222} в ферритной фазе определяют при помощи выражения (2).


Здесь i(hkl) - фактическая измеренная интегральная интенсивность для плоскостей {hkl} поверхности пластины из металла на основе железа или пластины из основного металла, и I(hkl) - теоретическая интегральная интенсивность для плоскостей {hkl} в образце, имеющем случайную ориентацию. В качестве плоскостей (hkl) используются, например, 11 типов плоскостей: {110}, {200}, {211}, {310}, {222}, {321}, {411}, (420}, {332}, {521} и {442}.
Преимущества при реализации изобретения
Согласно настоящему изобретению, можно получить пластину из металла на основе железа, в которой степень накопления плоскостей {200} в ферритной фазе является высокой, а степень накопления плоскостей {222} в ферритной фазе является низкой, а также повысить плотность магнитного потока.
Краткое описание чертежей
На Фиг.1А приведено сечение, иллюстрирующее основной принцип настоящего изобретения.
На Фиг.1В, являющейся продолжением Фиг.1А, приведено сечение, иллюстрирующее основной принцип настоящего изобретения.
На Фиг.1С, являющейся продолжением Фиг.1В, приведено сечение, иллюстрирующее основной принцип настоящего изобретения.
На Фиг.1D, являющейся продолжением Фиг.1С, приведено сечение, иллюстрирующее основной принцип настоящего изобретения.
На Фиг.1Е, являющейся продолжением Фиг.1D, приведено сечение, иллюстрирующее основной принцип настоящего изобретения.
На Фиг.2А приведено сечение, иллюстрирующее способ изготовления пластины из металла на основе железа, соответствующий первому варианту реализации настоящего изобретения.
На Фиг.2В, являющейся продолжением Фиг.2А, приведено сечение, иллюстрирующее способ изготовления пластины из металла на основе железа.
На Фиг.2С, являющейся продолжением Фиг.2В, приведено сечение, иллюстрирующее способ изготовления пластины из металла на основе железа.
На Фиг.2D, являющейся продолжением Фиг.2C, приведено сечение, иллюстрирующее способ изготовления пластины из металла на основе железа.
На Фиг.3 приведено сечение, иллюстрирующее способ изготовления пластины из металла на основе железа, соответствующий второму варианту реализации настоящего изобретения.
На Фиг.4 приведено сечение, иллюстрирующее способ изготовления пластины из металла на основе железа, соответствующий третьему варианту реализации настоящего изобретения.
Описание вариантов реализации
Основной принцип настоящего изобретения
Сначала будет рассмотрен основной принцип настоящего изобретения. На Фиг.1А - Фиг.1Е приведены сечения, иллюстрирующие основной принцип настоящего изобретения.
Согласно настоящему изобретению, например, как показано на Фиг.1А, по меньшей мере, на одной поверхности пластины 1 из основного металла, состоящей из металла на основе железа с превращением α-γ (Fe или сплав Fe), создают металлический слой 2, содержащий ферритообразующий элемент. В качестве пластины 1 из основного металла используется, например, пластина из чистого железа, подвергнутая холодной прокатке с очень большой степенью обжатия, составляющей приблизительно 99,8%. Затем, в качестве металлического слоя 2 создают, например, слой из Al.
Далее, пластину 1 из основного металла и металлический слой 2 нагревают до температуры А3 материала пластины 1 из основного металла (чистого железа). Во время нагрева, как изображено на Фиг.1В, Al, являясь ферритообразующим элементом в металлическом слое 2, диффундирует в пластину 1 из основного металла, в результате чего возникает область 1b сплава с ферритной фазой (α-фазой). Оставшаяся часть пластины 1 из основного металла представляет собой нелегированную область 1а с α-фазой до некоторого момента непосредственно перед достижением температуры А3. В ходе нагрева в области 1b сплава и нелегированной области 1а происходит рекристаллизация. Кроме того, так как из-за холодной прокатки возникла большая деформация, плоскости зерен, возникших при рекристаллизации, которые параллельны поверхности пластины 1 из основного металла (прокатанной поверхности), по всей вероятности, будут ориентированы в {100}. В результате, как в области 1b сплава, так и в нелегированной области 1а возникает множество зерен, у которых плоскости, параллельные прокатанной поверхности, ориентированы в {100}. При этом важными особенностями настоящего изобретения является то, что за мгновение перед тем, как температура достигает значения А3, в области 1b сплава из-за диффузии Al, являющегося ферритообразующим элементом, присутствуют зерна α-фазы, ориентированные в {100}, и что область 1b сплава является однофазной областью α-фазы.
После этого пластину 1 из основного металла и металлический слой 2 дополнительно нагревают до температуры, равной температуре А3 чистого железа или превышающей ее. В результате, как изображено на Фиг.1С, нелегированная область 1а, состоящая из чистого железа, подвергается γ-превращению, становясь аустенитной фазой (γ-фазой), в то время как область 1b сплава, содержащая Al, являющийся ферритообразующим элементом, остается с α-фазой. Даже при температуре, равной температуре А3 или превышающей ее, зерна α-фазы, ориентированные в {100}, которые возникли при температуре ниже А3, не подвергаются γ-превращению, и их кристаллическая ориентация остается неизменной. Кроме того, в области 1b сплава, преобладающим образом, растут зерна 3, плоскости которых, параллельные поверхности прокатки, ориентированы в {100}. Вместе с ростом зерен {100} исчезают зерна, ориентированные в других направлениях. Например, уменьшается число зерен, плоскости которых, параллельные прокатанной поверхности, ориентированы в {111}. Таким образом, в области 1b сплава повышается степень накопления плоскостей {200} в α-фазе и понижается степень накопления плоскостей {222} в α-фазе.
Затем, когда пластину 1 из основного металла и металлической слой 2 поддерживают при температуре, равной температуре А3 чистого железа или превышающую ее, Al, имеющийся в металлическом слое 2, дальше диффундирует в пластину 1 из основного металла и, как изображено на Фиг.1D, область 1b сплава с α-фазой расширяется. То есть, в ходе диффузии Al, являющегося ферритообразующим элементом, часть нелегированной области 1а с γ-фазой превращается в область 1b сплава с α-фазой. Во время этого превращения, так как область 1b сплава, являющаяся той частью зоны, где происходит превращение, которая примыкает к металлическому сплаву 2, уже ориентирована в {100}, то зона, где происходит превращение, принимает кристаллическую ориентацию области 1b сплава, ориентируясь в {100}. В результате и дальше растут зерна 3, плоскости которых, параллельные поверхности прокатки, ориентированы в {100}. Как следствие, вместе с ростом зерен 3, дополнительно повышается степень накопления плоскостей {200} в α-фазе и дополнительно понижается степень накопления плоскостей {222} в α-фазе.
Затем пластину 1 из основного металла охлаждают до температуры ниже температуры А3 чистого железа. В результате, как изображено на Фиг.1Е, нелегированная область 1а, состоящая из чистого железа, подвергается ферритному превращению в α-фазу. Во время фазового превращения, так как область 1b, являющаяся той частью зоны, где происходит превращение, которая примыкает к металлическому сплаву 2, уже ориентирована в {100}, то зона, где происходит превращение, принимает кристаллическую ориентацию области 1b сплава, ориентируясь в {100}. В результате и дальше растут зерна 3, плоскости которых, параллельные поверхности прокатки, ориентированы в {100}. Как следствие, вместе с ростом зрен 3, дополнительно повышается степень накопления плоскостей {200} в α-фазе и дополнительно понижается степень накопления плоскостей {222} в α-фазе. То есть, высокая степень накопления плоскостей {200} в α-фазе достигается также и в нелегированной области 1а.
Кстати говоря, когда металлический слой 2 является толстым, а время нахождения при температуре, равной температуре А3 или превышающей ее, является длительным, Al диффундирует в достаточной степени, и нелегированная область 1а иногда исчезает до того, как температура пластины 1 из основного металла снизится ниже температуры А3 во время охлаждения. В этом случае фазового превращения нелегированной области 1а не происходит, и в связи с тем, что вся зона стала областью 1b сплава, сохраняется состояние на начало охлаждения.
Таким образом, в пластине из металла на основе Fe (пластины из Fe или сплава Fe), изготовленной при помощи этих процессов, степень накопления плоскостей {200} в α-фазе является чрезвычайно высокой, а степень накопления плоскостей {222} в α-фазе является чрезвычайно низкой. В результате обеспечивается высокая плотность магнитного потока.
Далее будут рассмотрены условия, используемые в настоящем изобретении.
Пластина из основного металла
В качестве материала пластины из основного металла используется металл на основе железа, обладающий способностью к превращению α-γ (Fe или сплав Fe). Металл на основе железа содержит, например, 70 или более массовых процентов Fe. Кроме того, материал с превращением α-γ, например, представляет собой многокомпонентный материал, температура А3 которого находится в диапазоне приблизительно 600°С-1000°С, и у которого α-фаза является его основной фазой при температуре ниже А3, а γ-фаза является его основной фазой при температуре А3 или выше. В данном случае, термин "основная фаза" относится к фазе, объемное содержание которой превышает 50%. Использование металла на основе железа с превращением α-γ позволяет создать однофазную область, α-фазы в ходе диффузии ферритообразующего элемента и легирования этим элементом. Примерами металла на основе железа с превращением α-γ могут быть чистое железо, низкоуглеродистая сталь и подобное. Например, можно использовать чистое железо, содержание С в котором составляет от 1 массовой части на миллион до 0,2 массовых процентов, остальным является Fe и неизбежные примеси. Также можно использовать кремнистую сталь, представляющую собой материал с превращением α-γ, содержащий 0,1 или менее массового процента С и 0,1-2,5 массовых процентов Si в качестве основных компонентов. Кроме того, можно использовать любое из указанного с добавлением к ним различных химических элементов. Примерами этих различных химических элементов являются Mn, Ni, Cr, Al, Mo, W, V, Ti, Nb, B, Cu, Co, Zr, Y, Hf, La, Ce, N, O, P, S и подобное. Однако предпочтительно, чтобы Mn и Ni в состав не входили, так как они могут привести к снижению плотности магнитного потока.
В качестве пластины из основного металла, например, используется пластина, в которой создают деформацию. Целью этого является создание во время рекристаллизации этой пластины множества зерен, плоскости которых, параллельные поверхности прокатки, ориентированы в {100}, что позволяет повысить степень накопления плоскостей {200} в α-фазе. Например, предпочтительно создавать рабочую деформацию, при которой плотность дислокаций составляет не менее 1×1015 м/м3 и не более 1×1017 м/м3. Способ создания такой деформации конкретным образом не ограничивается, но предпочтительно, например, применять холодную прокатку с высокой степенью обжатия, в особенности, со степенью обжатия не менее 97% и не более 99,99%. В качестве альтернативы, при помощи холодной прокатки можно создавать деформацию сдвига 0,2 или более. Можно создавать деформацию сдвига, например, путем вращения верхнего и нижнего обжимающих валков с различными скоростями во время холодной прокатки. В этом случае, чем больше разница в скорости вращения верхнего и нижнего обжимающих валков, тем больше деформация сдвига. Деформацию сдвига можно рассчитать на основе диаметров обжимающих валков и разности их скоростей вращения.
Не обязательно, чтобы деформация имелась по всей толщине пластины из основного металла, необходимо, чтобы деформация имелась только в той зоне, где начинается образование легированной области, то есть, в зоне поверхностного слоя пластины из основного металла. Таким образом, рабочую деформацию можно вызывать путем дробеструйной обработки, либо создание рабочей деформации или создание деформации сдвига при помощи холодной прокатки может быть объединено с созданием рабочей деформации при помощи дробеструйной обработки. Если объединяют холодную прокатку и дробеструйную обработку, степень обжатия при холодной прокатке может составлять не менее 50% и не более 99,99%. Если объединяют создание деформации сдвига и дробеструйную обработку, деформация сдвига может составлять 0,1 или более. Если рабочую деформацию вызывают путем дробеструйной обработки, можно обеспечить равномерную ориентацию плоскостей {100} зерен в плоскостях, параллельных поверхности пластины из металла на основе железа.
В качестве пластины из основного металла можно использовать пластину, в которой в зоне поверхностного слоя заранее создана текстура, ориентированная в {100}. В этом случае также в области сплава можно повысить степень накопления плоскостей {200} в α-фазе и понизить степень накопления плоскостей {222} в α-фазе. Можно получить такую пластину из основного металла, например, подвергнув металлическую пластину, имеющую большую деформацию, рекристаллизационному отжигу.
Хотя подробно это будет рассмотрено позднее, можно использовать пластину из основного металла, в которой область сплава с α-фазой, где степень накопления плоскостей {200} в α-фазе составляет 25% или более, и степень накопления плоскостей {222} в α-фазе составляет 40% или менее, создают во время нагрева до температуры А3.
Толщина пластины из основного металла предпочтительно составляет, например, не менее 10 мкм и не более 5 мм. Как будет рассмотрено позднее, толщина пластины из металла на основе Fe в предпочтительном случае находится в диапазоне от более 10 мкм до 6 мм. Если учитывать создание металлического слоя, при толщине пластины из основного металла не менее 10 мкм и не более 5 мм легко можно сделать так, чтобы толщина пластины из металла на основе железа находилась в диапазоне от более 10 мкм до 6 мм.
Ферритообразующий элемент и металлический слой
В качестве ферритообразующего элемента предпочтительно используются Al, Cr, Ga, Ge, Mo, Sb, Si, Sn, Ta, Ti, V, W, Zn или тому подобное. Использование любого из этих химических элементов способствует созданию области, состоящей только из α-фазы, и позволяет эффективным образом повысить степень накопления плоскостей {200} в α-фазе.
Способ создания металлического слоя, содержащего ферритообразующий элемент, конкретным образом не ограничивается, и его примерами могут быть способы нанесения металлического покрытия, например, способ нанесения покрытия погружением в расплав и способ электролитического нанесения покрытия, способы сухой обработки, например, способ физического осаждения из газовой фазы (PVD) и способ химического осаждения из газовой фазы (CVD), способ плакирования прокаткой, способ нанесения порошкового покрытия и подобное. Из перечисленного способ нанесения металлического покрытия и способ плакирования прокаткой являются особенно предпочтительными, если данный способ реализуется в промышленном масштабе. Это связано с тем, что с их помощью металлический слой можно создавать легким и эффективным образом.
Толщина металлического слоя предпочтительно составляет не менее 0,05 мкм и не более 1000 мкм. Если толщина металлического слоя составляет менее 0,05 мкм, может оказаться затруднительным создание в достаточной степени области сплава, и иногда невозможно получить достаточную степень накопления плоскостей {200} в α-фазе. Кроме того, если толщина металлического слоя превышает 1000 мкм, этот слой иногда остается толстым после охлаждения до температуры ниже А3, и иногда невозможно получить высокие магнитные свойства.
Степень легирования металлического слоя
В металлическом слое относительный размер его области, легированной материалом пластины из основного металла, предпочтительно составляет 10% или более в направлении по толщине. Если относительный размер меньше 10%, может оказаться затруднительным на достаточном уровне создать область сплава, и иногда невозможно получить достаточную степень накопления плоскостей {200} в α-фазе. При этом отношение (степень легирования) может быть задано следующим выражением (3), где S0 - площадь металлического слоя до нагрева в сечении, перпендикулярном поверхности пластины из основного металла, а S - площадь металлического слоя после нагрева и охлаждения.
Степень легирования =((S0-S)/S0)×100 (3)
Относительный размер однофазной области α-фазы
Область, состоящая только из α-фазы в результате легирования ферритообразующего элемента и Fe, после нагрева и охлаждения содержит, главным образом, одну ферритную фазу (область из одной α-фазы). С другой стороны, нелегированная область в пластине из основного металла после нагрева и охлаждения содержит, главным образом, зону, где прошло превращение α-γ. Таким образом однофазная область α-фазы, по существу, эквивалентна легированной области. Размер области α-фазы относительно материала пластины из основного металла составляет предпочтительно 1% или более, если выразить его отношением площадей в сечении в направлении по толщине. Если размер составляет менее 1%, область сплава возникает на недостаточном уровне, и иногда не достигается достаточная степень накопления плоскостей {200} в α-фазе. Чтобы получить более высокую степень накопления плоскостей {200} в α-фазе, этот размер предпочтительно составляет 5% или более.
Кроме того, в однофазной области α-фазы, где осуществлено легирование ферритообразующим элементом, так как электрическое сопротивление является высоким, достигается эффект улучшения характеристики "потери в сердечнике". В качестве желаемого условия, при котором достигается этот эффект, размер однофазной области α-фазы относительно материала металлической пластины в направлении по толщине составляет 1% или более. Если он составляет менее 1%, степень накопления плоскостей {200} не является достаточно высокой, может оказаться затруднительным обеспечить превосходную характеристику "потери в сердечнике".
Чтобы еще больше улучшить характеристику "потери в сердечнике", размер однофазной области α-фазы относительно материала металлической пластины в направлении по толщине желательно должен составлять не менее 5% и не более 80%. Если он составляет 5% или более, степень накопления плоскостей {200} является необыкновенно высокой, и, соответственно, улучшается характеристика "потери в сердечнике". Если он составляет 80% или менее, электрическое сопротивление однофазной области α-фазы еще выше, а потери в сердечнике заметно ниже из-за синергии с эффектом повышения степени накопления плоскостей {200}.
В данном случае размер однофазной области α-фазы может быть задан выражением (4), где Т0 - площадь сечения, перпендикулярного поверхности пластины из металла на основе железа, после нагрева и охлаждения, а Т - площадь однофазной области α-фазы после нагрева и охлаждения. При этом, например, если в качестве ферритообразующего элемента используется Al, однофазная область α-фазы представляет собой область, в которой содержание Al составляет не менее 0,9 массового процента и не более 10 массовых процентов. Этот диапазон меняется в зависимости от типа ферритообразующего элемента и представляет собой диапазон, показанный на диаграмме состояния сплава на основе Fe или тому подобном.
Относительный размер однофазной области α-фазы =(Т/Т0)×100 (4)
Степени накопления плоскостей в пластине из металла на основе железа
Степень накопления плоскостей {200} в α-фазе для поверхности (прокатанной поверхности) пластины из металла на основе Fe составляет 30% или более. Если степень накопления плоскостей {200} в α-фазе составляет менее 30%, может оказаться невозможным получить достаточно высокую плотность магнитного потока. Чтобы получить более высокую плотность магнитного потока, степень накопления плоскостей {200} в α-фазе предпочтительно должна составлять 50% или более. Однако, если степень накопления плоскостей {200} в α-фазе превышает 99%, плотность магнитного потока достигает насыщения. Кроме того, обеспечить степень накопления плоскостей {200} в α-фазе на уровне выше 99% трудно с точки зрения изготовления. Поэтому степень накопления плоскостей {200} в α-фазе предпочтительно составляет 99% или менее, более предпочтительно - 95% или менее.
Степень накопления плоскостей {222} в α-фазе для поверхности (катаной поверхности) пластины из металла на основе Fe составляет 30% или менее. Если степень накопления плоскостей {222} в α-фазе составляет более 30%, невозможно получить достаточно высокую плотность магнитного потока. Чтобы получить более высокую плотность магнитного потока, степень накопления плоскостей {222} в α-фазе предпочтительно должна составлять 15% или менее. Однако, если степень накопления плоскостей {222} в α-фазе меньше 0,01%, плотность магнитного потока достигает насыщения. Кроме того, обеспечить степень накопления плоскостей {222} в α-фазе на уровне меньше 0,01% может быть трудно с точки зрения изготовления. Поэтому степень накопления плоскостей {222} в α-фазе предпочтительно составляет 0,01% или более.
Эти степени накопления могут быть измерены при помощи рентгеновской дифракции с использованием луча MoKα. Если говорить более подробно, в кристаллах α-фазы для каждого образца измеряют интегральные интенсивности для одиннадцати плоскостей ориентации ({110}, {200}, {211}, {310}, {222}, {321}, {411}, {420}, {332}, {521} и {442}), параллельных его поверхности, каждое измеренное значение делят на теоретическую интегральную интенсивность для образца, имеющего случайную ориентацию, после чего в процентах находят относительную величину интенсивности {200} или {222}.
При этом, например, степень накопления плоскостей {200} в α-фазе задается выражением (1), а степень накопления плоскостей {222} в α-фазе задается выражением (2).
Здесь i(hkl) - фактическая измеренная интегральная интенсивность для плоскостей {hkl} у поверхности пластины из металла на основе Fe или пластины из основного металла, и I{hkl} - теоретическая интегральная интенсивность для плоскостей {hkl} в образце, имеющем случайную ориентацию. При этом, вместо теоретической интегральной интенсивности для образца, имеющего случайную ориентацию, можно использовать результаты фактического измерения с применением образца (фактические измеренные значения).
При этом, путем введения в стальную пластину только Al и Si в целях снижения потерь в сердечнике, совместно с увеличением электрического сопротивления, трудно на достаточном уровне снизить потери в сердечнике из-за влияния магнитострикции. Если степень накопления плоскостей в α-фазе находится в указанном выше диапазоне, можно обеспечить приемлемые потери в сердечнике. Предполагается, что это связано с чрезвычайно небольшой разницей в магнитострикции зерен. Этот эффект особенно отчетлив, если имеется множество столбчатых кристаллов, проходящих в направлении, перпендикулярном поверхности пластины из металла на основе железа.
Толщина пластины из металла на основе Fe
Толщина пластины из металла на основе Fe предпочтительно находится в диапазоне от более 10 мкм до 6 мм. Если толщина составляет 10 мкм или менее, для создания магнитного сердечника используется очень много пластин из металла на основе Fe, наложенных друг на друга, что приводит к появлению множества зазоров между этими пластинами при их наложении. В результате может оказаться затруднительным получить высокую плотность магнитного потока. Кроме того, если толщина превышает 6 мм, может оказаться затруднительным создание широкой легированной области, и трудно достаточным образом повысить степень накопления плоскостей {200} в α-фазе.
Состояние металлического слоя после нагрева и охлаждения
В ходе нагрева и охлаждения весь металлический слой может диффундировать в пластину из основного металла, либо на передней поверхности и/или задней поверхности пластины из основного металла может остаться часть металлического слоя. Кроме того, если часть металлического слоя остается после нагрева и охлаждения, эта часть может быть удалена путем травления или тому подобного. Металлический слой, остающийся на передней поверхности и/или задней поверхности пластины из основного металла, может повысить химическую стойкость зоны поверхностного слоя пластины из металла на основе Fe для улучшения коррозионной стойкости, в зависимости от его состава. Если металлический слой оставляют с целью улучшения коррозионной стойкости, его толщина предпочтительно составляет не менее 0,01 мкм и не более 500 мкм. Если толщина составляет менее 0,01 мкм, металлический слой может быть подвержен появлению такого дефекта, как разрушение, что, вероятно, сделает нестабильными потери в сердечнике. Если толщина составляет более 500 мкм, металлический слой может быть подвержен появлению такого дефекта, как отслоение, что, вероятно, сделает нестабильной коррозионную стойкость.
Изменение степеней накопления плоскостей в α-фазе
При нагреве пластины из основного металла и металлического слоя, в области сплава при достижении температуры А3 степень накопления плоскостей {200} в α-фазе составляет 25% или более, а степень накопления плоскостей {222} в α-фазе составляет 40% или менее. Если степень накопления плоскостей {200} в α-фазе составляет менее 25%, а степень накопления плоскостей {222} в α-фазе превышает 40%, может оказаться затруднительным установить степень накопления плоскостей {222} в α-фазе на уровне 30% или менее и степень накопления плоскостей {200} в α-фазе на уровне 30% или более в пластине из металла на основе Fe. Кроме того, в области сплава при достижении температуры А3 степень накопления плоскостей {200} в α-фазе составляет предпочтительно 50% или менее, а степень накопления плоскостей {222} в α-фазе предпочтительно составляет 1% или более. Если степень накопления плоскостей {200} в α-фазе превышает 50%, а степень накопления плоскостей {222} в α-фазе составляет менее 1%, плотность магнитного потока в пластине из металла на основе Fe, вероятно, будет достигать насыщения. Кроме того, с точки зрения изготовления может оказаться затруднительным установить степень накопления плоскостей {200} в α-фазе на уровне более 50% и степень накопления плоскостей {222} в α-фазе на уровне менее 1%.
Кроме того, при нагреве и охлаждении пластины из основного металла и металлического слоя предпочтительно, чтобы в области сплава при начале охлаждения степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Если степень накопления плоскостей {200} в α-фазе составляет менее 30%, а степень накопления плоскостей {222} в α-фазе превышает 30%, может оказаться затруднительным установить степень накопления плоскостей {222} в α-фазе на уровне 30% или менее и степень накопления плоскостей {200} в α-фазе на уровне 30% или более в пластине из металла на основе Fe. Кроме того, при начале охлаждения предпочтительно, чтобы в области сплава степень накопления плоскостей {200} в α-фазе составляла 99% или менее, а степень накопления плоскостей {222} в α-фазе составляла 0,01% или более. Если степень накопления плоскостей {200} в α-фазе превышает 99%, а степень накопления плоскостей {222} в α-фазе составляет менее 0,01%, вероятно, что плотность магнитного потока в пластине из металла на основе Fe будет достигать насыщения. Кроме того, с точки зрения изготовления может оказаться затруднительным установить степень накопления плоскостей {200} в α-фазе на уровне более 99% и степень накопления плоскостей {222} в α-фазе на уровне менее 0,01%.
Кроме того, более предпочтительно, чтобы в области сплава при начале охлаждения степень накопления плоскостей {200} в α-фазе составляла 50% или более, а степень накопления плоскостей {222} в α-фазе составляла 15% или менее. Более предпочтительно, чтобы в области сплава при начале охлаждения степень накопления плоскостей {200} в α-фазе составляла 95% или менее.
Если в начале охлаждения имеется нелегированная область, в этой области при температуре А3 происходит превращение γ-фазы в α-фазу, как описано выше. В нелегированной области после превращения также предпочтительно, чтобы степень накопления плоскостей {200} в α-фазе составляла не менее 30% и не более 99%. Если степень накопления плоскостей {200} в α-фазе составляет менее 30%, вероятно, будет трудно установить степень накопления плоскостей {222} в α-фазе в пластине из металла на основе Fe на уровне 30% или менее. Если степень накопления плоскостей {200} в α-фазе превышает 99%, плотность магнитного потока в пластине из металла на основе Fe, вероятно, будет достигать насыщения. Кроме того, с точки зрения изготовления может оказаться затруднительным установить степень накопления плоскостей {200} в α-фазе на уровне более 99%.
Скорость увеличения температуры и скорость охлаждения
Нагрев до температуры А3, а также нагрев до температуры, равной температуре А3 или превышающей ее, можно выполнять непрерывно, и скорость увеличения температуры при этом предпочтительно составляет не менее 0,1°С/с и не более 500°С/с. Если скорость увеличения температуры находится в этом диапазоне, во время рекристаллизации, по всей вероятности, будут возникать зерна, плоскости которых, параллельные поверхности пластины из основного металла, ориентированы в {100}.
Температура выдержки после увеличения температуры предпочтительно не ниже температуры А3 и не выше 1300°С.Если температуру поддерживают на уровне более 1300°С, эффект достигает насыщения. Кроме того, время выдержки конкретным образом не ограничивается, и охлаждение можно начать сразу после достижения заранее определенной температуры. Кроме того, если температуру поддерживают в течение 36000 с (десять часов), можно полностью провести диффузию ферритообразующего элемента металлического слоя.
Скорость охлаждения во время охлаждения до температуры ниже температуры А3 предпочтительно составляет не менее 0,1°С/с и не более 500°С/с. Охлаждение в этом диапазоне способствует повышению степени накопления плоскостей {200} в α-фазе.
Атмосфера во время увеличения температуры и атмосфера во время охлаждения конкретным образом не ограничивается, и чтобы препятствовать окислению пластины из основного металла и металлического слоя, предпочтительной является неокислительная атмосфера. Например, предпочтительной является атмосфера из смеси инертного газа, такого как Ar или N2, и восстановительного газа, такого как H2. Кроме того, увеличение температуры и/или охлаждение можно выполнять в вакууме.
Первый вариант
Далее будет описан первый вариант реализации настоящего изобретения. На Фиг.2А-Фиг.2D приведены сечения, иллюстрирующие способ изготовления пластины из металла на основе Fe, соответствующий первому варианту реализации настоящего изобретения, в порядке следования процессов.
В первом варианте реализации настоящего изобретения, как изображено на Фиг.2А, сначала на передней поверхности и задней поверхности пластины 11 из основного металла, состоящей из чистого железа и подвергнутой деформации (имеющей внутренние напряжения), создают металлические слои 12, содержащие Al.
Далее пластину 11 из основного металла и металлические слои 12 нагревают до температуры А3 чистого железа (911°С), чтобы ферритообразующий элемент, имеющийся в металлических слоях 12, диффундировал в пластину 11 из основного металла, что приводит к созданию областей сплава с α-фазой. Оставшаяся часть пластины 11 из основного металла представляет собой нелегированную область с α-фазой до некоторого момента непосредственно перед достижением температуры А3. В ходе нагрева в пластине 11 из основного металла происходит рекристаллизация. Кроме того, из-за наличия деформации в пластине 11 из основного металла, плоскости зерен, возникающих при рекристаллизации, параллельные поверхности (прокатанной поверхности) пластины 11 из основного металла, по всей вероятности, будут ориентированы в {100}. Таким образом, в пластине 11 из основного металла возникает множество зерен, плоскости которых, параллельные поверхности прокатки, ориентированы в {100}.
После этого пластину 11 из основного металла и металлические слои 12 дополнительно нагревают до температуры, равной температуре А3 чистого железа или превышающей ее. В результате, как изображено на Фиг.2В, нелегированная область 11а, состоящая из чистого железа с превращением α-γ, подвергается γ-превращению, становясь γ-фазой, в то время как в областях 11b сплава, содержащих Al, являющийся ферритообразующим элементом, сохраняется α-фаза. Кроме того, Al, имеющийся в металлических слоях 12, дальше диффундирует в пластину 11 из основного металла, в результате чего области 11b сплава с α-фазой расширяются. Кроме того, так как в областях 11b сплава, главным образом, растут зерна 13, плоскости которых, параллельные прокатанной поверхности, ориентированы в {100}, в областях 11b сплава степень накопления плоскостей {200} в α-фазе повышается, а степень накопления плоскостей {222} в α-фазе понижается.
Затем в пластине 11 из основного металла и металлических слоях 12 поддерживают температуру, равную температуре А3 чистого железа или превышающую ее, и Al, имеющийся в металлических слоях 12, дальше диффундирует в пластину 11 из основного металла, и, как изображено на Фиг.2С, области 11b сплава с α-фазой расширяются. То есть, в ходе диффузии Al часть нелегированной области 11а с γ-фазой превращается в области 11b сплава с α-фазой. Во время этого превращения, так как области 11b сплава, которые расположены рядом с зонами, подвергающимися превращению, со стороны металлического слоя 12, уже ориентированы в {100}, то зоны, подвергающиеся превращению, принимают кристаллическую ориентацию областей 11b сплава и ориентируются в {100}. В результате дальше растут зерна 13, плоскости которых, параллельные поверхности прокатки, ориентированы в {100}. При этом, вместе с ростом зерен 13, исчезают зерна, ориентированные в других направлениях. Например, уменьшается число зерен, плоскости которых, параллельные поверхности прокатки, ориентированы в {111}. В результате дополнительно повышается степень накопления плоскостей {200} в α-фазе и дополнительно понижается степень накопления плоскостей {222} в α-фазе.
Потом пластину 11 из основного металла охлаждают до температуры ниже температуры А3 чистого железа. В результате, как изображено на Фиг.2D, нелегированная область 11а подвергается α-превращению, становясь α-фазой. Во время фазового превращения также, так как области 11b сплава, которые расположены рядом с зонами, подвергающимися фазовому превращению, со стороны металлического слоя 12, уже ориентированы в {100}, то зоны, подвергающиеся фазовому превращению, принимают кристаллическую ориентацию областей 11b сплава и ориентируются в {100}. В результате дальше растут зерна 13. Тогда, вместе с ростом зерен 13, и дальше исчезают зерна, ориентированные в других направлениях. В результате дополнительно повышается степень накопления плоскостей {200} в α-фазе и дополнительно понижается степень накопления плоскостей {222} в α-фазе. То есть, высокая степень накопления плоскостей {200} в α-фазе также обеспечивается в нелегированной области 11а.
Потом на поверхностях металлических слоев 12 создают изолирующие пленки. Таким путем можно изготовить пластину из металла на основе Fe. Отметим, что металлические слои 12 можно удалить перед созданием изолирующих пленок.
Второй вариант
Далее будет описан второй вариант реализации настоящего изобретения. На Фиг.3 приведено сечение, иллюстрирующее способ изготовления пластины из металла на основе Fe, соответствующий второму варианту реализации настоящего изобретения.
Во втором варианте реализации настоящего изобретения, все процессы вплоть до нагрева пластины 11 из основного металла и металлических слоев 12 до температуры А3 чистого железа (Фиг.2А - Фиг.2В) выполняют таким же образом, что и в первом варианте. Затем в пластине 11 из основного металла и металлических слоях 12 поддерживают температуру, равную температуре А3 или превышающую ее. При этом температуру поддерживают в течение более длительного времени, либо поддерживаемую температуру устанавливают выше, чем в первом варианте реализации настоящего изобретения, и, как изображено на Фиг.3, Al, имеющийся в металлических слоях 12, полностью диффундирует в пластину 11 из основного металла. Кроме того, зерна 13 растут в значительной степени, и это приводит к исчезновению почти всех зерен, ориентированных в направлениях, отличающихся от {100}, в результате чего во всей пластине 11 из основного металла происходит превращение в α-фазу.
Потом, таким же образом, что и в первом варианте реализации настоящего изобретения, выполняют охлаждение пластины 11 из основного металла и создание изолирующих пленок. Таким путем можно изготовить пластину из металла на основе Fe.
Третий вариант
Далее будет описан третий вариант реализации настоящего изобретения. На Фиг.4 приведено сечение, иллюстрирующее способ изготовления пластины из металла на основе Fe, соответствующий третьему варианту реализации настоящего изобретения.
В третьем варианте реализации настоящего изобретения, все процессы вплоть до нагрева пластины 11 из основного металла и металлических слоев 12 до температуры А3 чистого железа (Фиг.2А-Фиг.2В) выполняют таким же образом, что и в первом варианте. В данном случае металлические слои 12 создают большей толщины, чем в первом варианте. Затем в пластине 11 из основного металла и металлических слоях 12 поддерживают температуру, равную температуре А3 чистого железа или превышающую ее. При этом температуру поддерживают в течение более длительного времени, либо поддерживаемую температуру устанавливают выше, чем в первом варианте реализации настоящего изобретения, и, как изображено на Фиг.4, Al диффундирует во всю пластину 11 из основного металла. То есть, вся пластина 11 из основного металла превращается в область 11b сплава.
Потом, таким же образом, что и в первом варианте реализации настоящего изобретения, выполняют охлаждение пластины 11 из основного металла и создание изолирующих пленок. Таким путем можно изготовить пластину из металла на основе Fe.
Пример
Первый эксперимент
В первом эксперименте была исследована взаимосвязь между 27 типами режимов изготовления (режимы с №1-1 по №1-27), степенью накопления плоскостей {200} и степенью накопления плоскостей {222}.
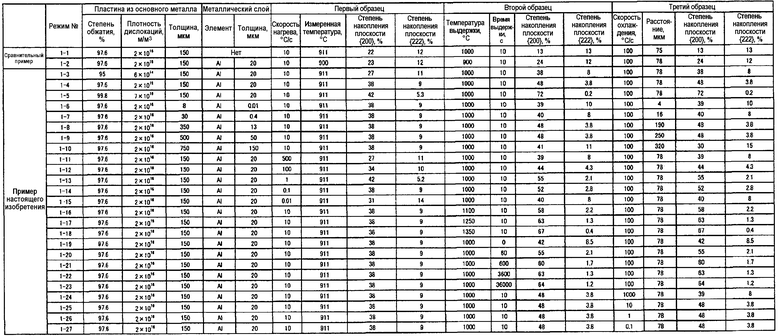
Пластины из основного металла, использованные в первом эксперименте, содержали: 0,0001 массового процента С; 0,0001 массового процента Si; 0,0002 массового процента Al и неизбежные примеси, остальное - Fe. Пластины из основного металла изготавливались следующим образом: путем вакуумной плавки был получен слиток, после чего выполняли горячую и холодную прокатку. При горячей прокатке за счет уменьшения толщины слитка, нагретого до 1000°С, с 230 мм до 50 мм была получена горячекатаная пластина. Потом из горячекатаной пластины путем механической обработки были вырезаны пластинчатые элементы разной толщины, которые были подвергнуты холодной прокатке со степенями обжатия, приведенными в Таблице 1. Толщины полученных пластин из основного металла (холоднокатаных пластин) приведены в Таблице 1.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций. При этом измерении был изготовлен образец в виде тонкой пленки, с использованием которого можно было бы изучать текстуру в сечении, перпендикулярном поверхности каждой пластины из основного металла, и была изучена область пластины из основного металла от ее поверхности до центра в направлении по ширине. После чего были сделаны фотографии текстуры в нескольких местах в этой области, и на основе количества линий дислокаций была определена плотность дислокаций. Средние значения полученных плотностей дислокаций приведены в Таблице 1.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 20% до 26%, а степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 18% до 24%.
Потом на передней и задней поверхностях каждой пластины из основного металла при помощи способа ионного осаждения (IP) или способа нанесения покрытия погружением в расплав в качестве металлических слоев были созданы слои из Al, за исключением режима №1-1. Толщина каждого металлического слоя (суммарная толщина на обеих поверхностях) приведена в Таблице 1. Металлические слои, толщина которых (суммарная толщина на обеих поверхностях) составляла от 0,01 до 0,4 мкм, были созданы при помощи способа ионного осаждения, а металлические слои, толщина которых (суммарная толщина на обеих поверхностях) составляла от 13 до 150 мкм, были созданы при помощи способа нанесения покрытия погружением в расплав. Суммарная толщина на обеих поверхностях представляет собой значение, полученное путем сложения толщины, измеренной на одной поверхности, и толщины, измеренной на другой поверхности.
Затем пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке с различными режимами. Для термической обработки использовалась оптическая печь с зеркалами из золота, при этом скорость увеличения температуры и время выдержки задавались разными при помощи программы управления. Нагрев и выдержка выполнялись в атмосфере с уровнем вакуума 10-3 Па. Во время охлаждения со скоростью 1°С/с или ниже в состоянии вакуума температурой управляли с использованием системы управления печью. Во время охлаждения со скоростью 10°С/с или более вводился газ Ar, и скоростью охлаждения управляли путем регулирования его расхода. Таким образом было изготовлено 27 типов пластин из металла на основе Fe.
Кроме того, для термической обработки было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе.
Один из образцов (первый образец) нагревался от комнатной температуры до температуры А3 (911°С) со скоростью увеличения температуры, приведенной в Таблице 1, и сразу охлаждался до комнатной температуры со скоростью охлаждения 100°С/с, за исключением режима №1-2. В режиме №1-2 образец нагревался до 900°С и сразу охлаждался до комнатной температуры со скоростью охлаждения 100°С/с. Затем были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе. Результаты приведены в Таблице 1.
Другой образец (второй образец) нагревался от комнатной температуры до 1000°С с той же скоростью увеличения температуры, что и для первого образца, выдерживался при 1000°С в течение времени, приведенного в Таблице 1, и охлаждался до комнатной температуры со скоростью охлаждения 100°С/с, за исключением №1-2. В режиме №1-2 образец нагревался до 900°С, выдерживался при 900°С в течение времени, приведенного в Таблице 1, и охлаждался до комнатной температуры со скоростью охлаждения 100°С/с. Затем были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе. Результаты приведены в Таблице 1.
Еще один образец (третий образец) нагревался до 900°С или 1000°С и выдерживался при этой температуре аналогично второму образцу, после чего охлаждался до комнатной температуры со скоростью охлаждения, приведенной в Таблице 1. Затем были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе. Результаты приведены в Таблице 1. При измерении степени накопления плоскостей {200} в α-фазе и степени накопления плоскостей {222} в α-фазе для третьих образцов, когда легировалась вся пластина из сплава на основе Fe, целью исследования была центральная область в направлении по толщине, а когда в пластине из сплава на основе Fe имелась нелегированная область, целью исследования была нелегированная область. Расстояния этих целей исследования от поверхности пластины из сплава на основе Fe приведены в Таблице 1 (столбец "Расстояние"). При изготовлении тестовых изделий участки, находящиеся выше целей исследования, были удалены таким образом, чтобы открылись эти цели.
Далее, указанным ниже образом в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. Сначала при помощи способа электронного микрозондового анализа (EPMA, Electron Probe Micro-Analysis) были измерены двумерное распределение Fe и двумерное распределение Al в сечении, перпендикулярном поверхности пластины из металла на основе Fe. При этом, что касается поля наблюдения, его размер в направлении, параллельном поверхности пластины из металла на основе Fe (направление прокатки), был задан равным 1 мм, а его размер в направлении по толщине был задан равным толщине этой пластины. Затем область, где содержание Fe составляло 0,5 массового процента или менее, а содержание Al составляло 99,5% или более, считалась слоем сплава, и из указанного выше выражения (3) была определена степень легирования. Кроме того, область, где содержание Al составляло 0,9 массового процента или более, считалась областью сплава, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 2.
Кроме того, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения до силы намагничивания 5000 А/м. При измерении плотности В50 магнитного потока использовался тестер потерь SST (Single Sheet Tester), а частота измерения была задана равной 50 Гц. При измерении плотности Bs магнитного потока насыщения использовался магнитометр с вибрирующим образцом (VSM, Vibrating Sample Magnetometer), и был приложена сила намагничивания 0,8×106 А/м. Затем было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Результаты приведены в Таблице 2.
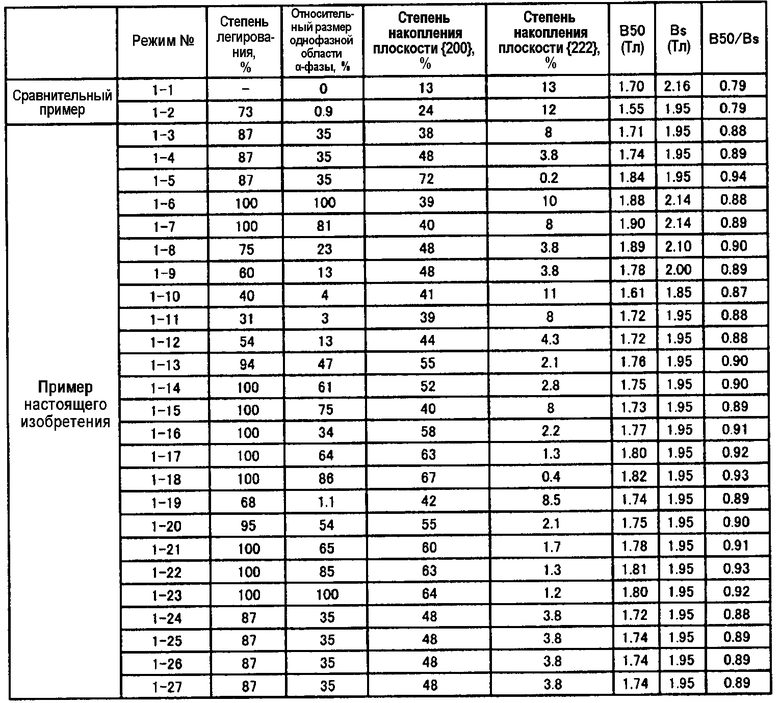
Как указано в Таблице 1, в примерах настоящего изобретения (режимы с №1-3 по №1-27), степень накопления плоскостей {200} в α-фазе была высокой на каждой стадии термической обработки. Кроме того, как указано в Таблице 2, в примерах настоящего изобретения были высокими степень легирования и относительный размер однофазной области α-фазы. Как указано в Таблице 2, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла не менее 30% и не более 99%, а степень накопления плоскостей {222} в α-фазе составляла не менее 0,01% и не более 30%. Далее, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,87 или более. То есть, согласно примерам настоящего изобретения, были обеспечены превосходные магнитные свойства.
С другой стороны, при режиме №1-1, представляющем собой сравнительный пример, так как металлический слой не был создан, не была получена высокая степень накопления плоскостей {200} в α-фазе, и хорошие магнитные свойства не обеспечивались, даже несмотря на имевшуюся в пластине из основного металла высокую плотность дислокаций. При режиме №1-2, представляющем собой сравнительный пример, так как температура нагрева была ниже температуры А3 (911°С), не возникало повышения степени накопления плоскостей {200} в α-фазе, обусловленного превращением γ-α, и хорошие магнитные свойства не были обеспечены.
Второй эксперимент
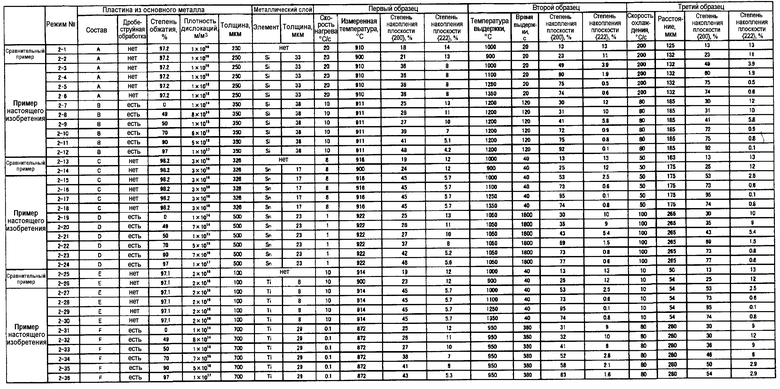
Во втором эксперименте были использованы шесть типов пластин из основного металла, различающихся по составу, а в качестве металлических слоев были использованы разные типы материалов, и была исследована взаимосвязь между 73 типами режимов (режимы с №2-1 по №2-73), степенью накопления плоскостей {200} и степенью накопления плоскостей {222}.
Компоненты, содержащиеся в шести типах пластин из основного металла, использованных во втором эксперименте, приведены в Таблице 3. Остальным в пластинах из основного металла были Fe и неизбежные примеси. В Таблице 3 также приведены фактические измеренные значения температур А3 пластин из основного металла. Пластины из основного металла изготавливались следующим образом: путем вакуумной плавки был получен слиток, после чего выполняли горячую и холодную прокатку. При горячей прокатке за счет уменьшения толщины слитка, нагретого до 1000°С, с 230 мм до 50 мм была получена горячекатаная пластина. Потом из горячекатаной пластины путем механической обработки были вырезаны пластинчатые элементы разной толщины, которые были подвергнуты холодной прокатке со степенями обжатия, приведенными в Таблице 4, были подвергнуты дробеструйной обработке, либо тому и другому. При дробеструйной обработке железные шарики, каждый из которых имел диаметр от 1 до 3 мм, заставляли непрерывно ударяться об обе поверхности каждой пластины из основного металла в течение десяти секунд. В Таблице 4 и Таблице 5 указано, выполнялась или нет дробеструйная обработка, а также приведена толщина каждой полученной пластины из основного металла (холоднокатаной пластины).

Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа таким же образом, что и в первом эксперименте, была измерена плотность дислокаций. При этом, в каждой пластине из основного металла, прошедшей струйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 50 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 4 и Таблице 5.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 19% до 27%, а степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 18% до 25%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа ионного осаждения (IP), способа нанесения покрытия погружением в расплав, способа металлизации напылением или способа осаждения из газовой фазы были созданы металлических слои, за исключением режимов №№2-1, 2-13, 2-25, 2-37, 2-43, 2-49, 2-55, 2-61 и 2-67. Толщина каждого металлического слоя (суммарная толщина на обеих поверхностях) приведена в Таблице 4 и Таблице 5. При помощи способа ионного осаждения были созданы слои из Si, при помощи способа нанесения покрытия погружением в расплав были созданы слои из Sn, и при помощи способа металлизации напылением были созданы слои из Ti. Кроме того, при помощи способа осаждения из газовой фазы были созданы слои из Ga, при помощи способа осаждения из газовой фазы были созданы слои из Ge, при помощи способа металлизации напылением были созданы слои из Mo, при помощи способа металлизации напылением были созданы слои из V, при помощи способа металлизации напылением были созданы слои из Cr, и при помощи способа осаждения из газовой фазы были созданы слои из As.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 4 и Таблице 5.
Далее, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, при определении относительного размера однофазной области α-фазы область сплава определялась следующим образом. В режимах с №2-2 по №2-12, в которых использовались металлические слои из Si, областью сплава считалась область, в которой содержание Si составляло 1,9 массового процента или более. В режимах с №2-14 по №2-24, в которых использовались металлические слои из Sn, областью сплава считалась область, в которой содержание Sn составляло 3,0 массового процента или более. В режимах с №2-26 по №2-36, в которых использовались металлические слои из Ti, областью сплава считалась область, в которой содержание Ti составляло 1,2 массового процента или более. В режимах с №2-38 по №2-42, в которых использовались металлические слои из Ga, областью сплава считалась область, в которой содержание Ga составляло 4,1 массового процента или более. В режимах с №2-44 по №2-48, в которых использовались металлические слои из Ge, областью сплава считалась область, в которой содержание Ge составляло 6,4 массового процента или более. В режимах с №2-50 по №2-54, в которых использовались металлические слои из Mo, областью сплава считалась область, в которой содержание Mo составляло 3,8 массового процента или более. В режимах с №2-56 по №2-60, в которых использовались металлические слои из V, областью сплава считалась область, в которой содержание V составляло 1,8 массового процента или более. В режимах с №2-62 по №2-66, в которых использовались металлические слои из Cr, областью сплава считалась область, в которой содержание Cr составляло 13,0 массового процента или более. В режимах с №2-68 по №2-73, в которых использовались металлические слои из As, областью сплава считалась область, в которой содержание As составляло 3,4 массового процента или более. Результаты приведены в Таблице 6 и Таблице 7.
Кроме того, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Результаты приведены в Таблице 6 и Таблице 7.
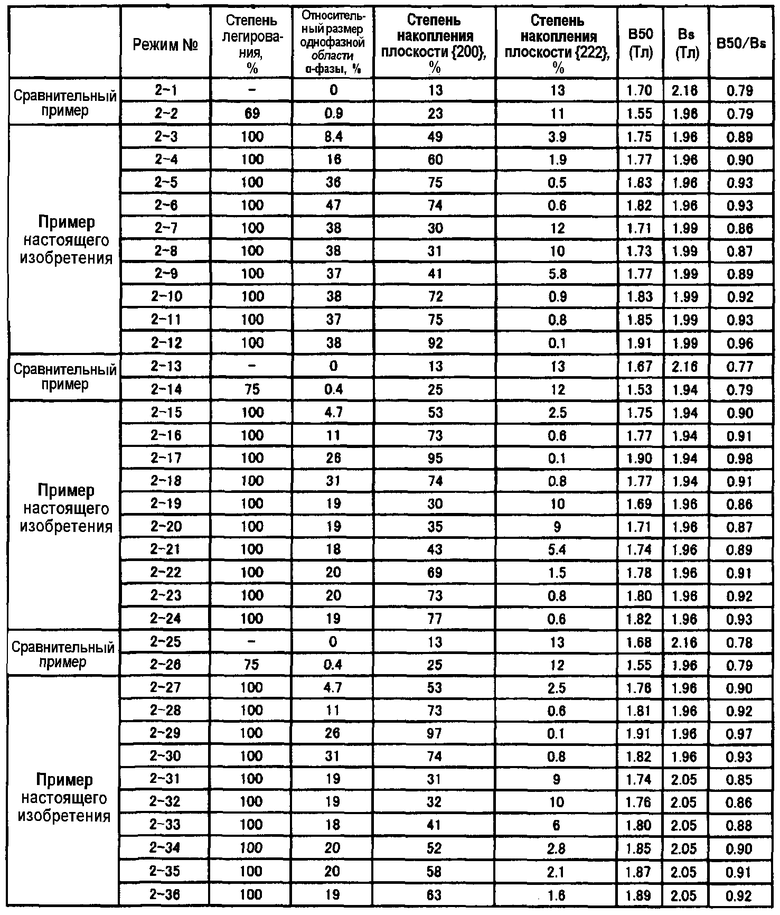
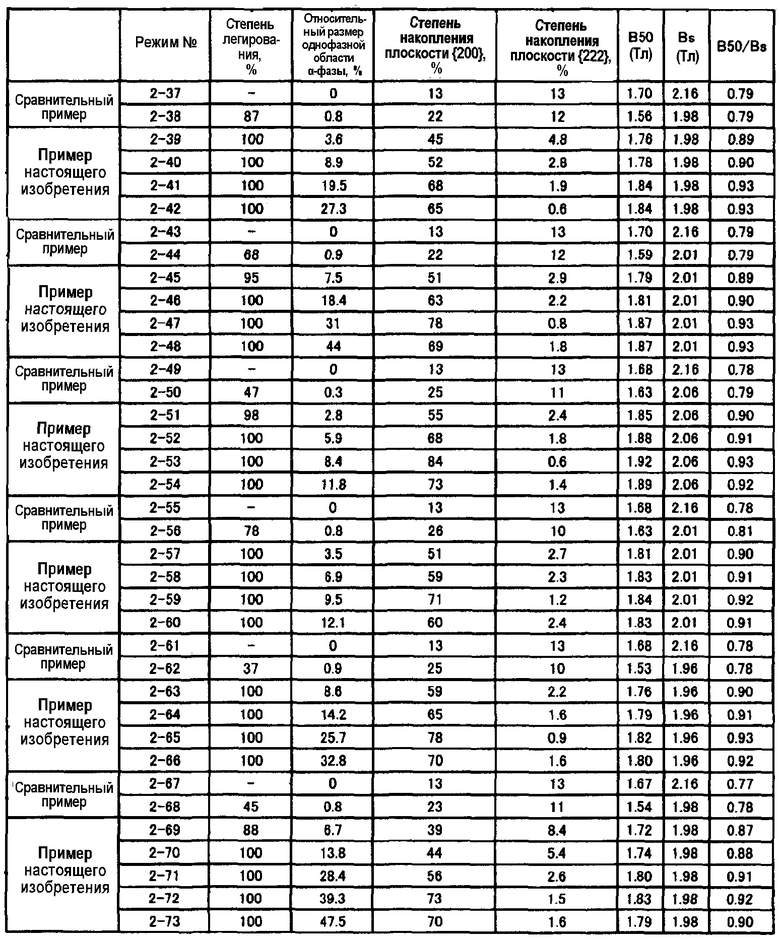
Как указано в Таблице 4 и Таблице 5, в примерах настоящего изобретения (режимы с №2-3 по №2-12, с №2-15 по №2-24, с №2-27 по №2-36, с №2-39 по №2-42, с №2-45 по №2-48, с №2-51 по №2-54, с №2-57 по №2-60, с №2-63 по №2-66 и с №2-69 по №2-73) степень накопления плоскостей {200} в α-фазе была высокой на каждой стадии термической обработки. Кроме того, как указано в Таблице 6 и Таблице 7, в примерах настоящего изобретения были высокими степень легирования и относительный размер области из одной α-фазы. Как указано в Таблице 6 и Таблице 7, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла не менее 30% и не более 99%, а степень накопления плоскостей {222} в α-фазе составляла не менее 0,01% и не более 30%. Далее, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более. То есть, согласно примерам настоящего изобретения, были обеспечены превосходные магнитные свойства.
С другой стороны, при режимах №№2-1, 2-13, 2-25, 2-37, 2-43, 2-49, 2-55, 2-61 и 2-67, представляющих собой сравнительные примеры, так как металлический слой не был создан, не была получена высокая степень накопления плоскостей {200} в α-фазе, и хорошие магнитные свойства не обеспечивались, даже несмотря на имевшуюся в пластине из основного металла высокую плотность дислокаций. При режимах №№2-2, 2-14, 2-26, 2-38, 2-44, 2-50, 2-56, 2-62 и 2-68, представляющих собой сравнительные примеры, так как температура нагрева была ниже температуры А3, не возникало повышения степени накопления плоскостей {200} в α-фазе, обусловленного превращением γ-α, и хорошие магнитные свойства не были обеспечены.
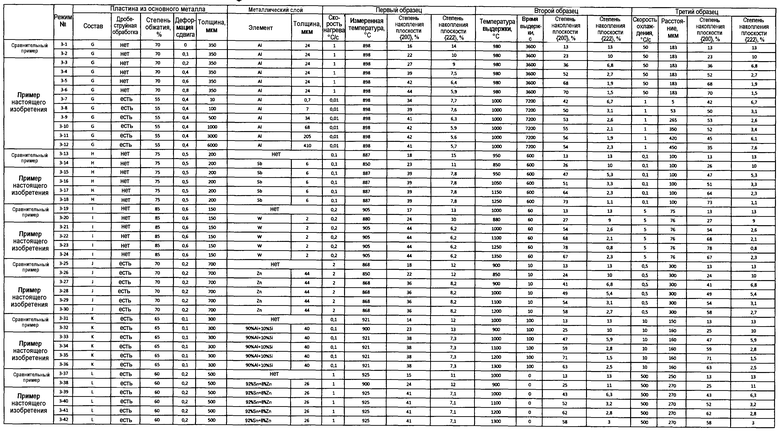
Третий эксперимент
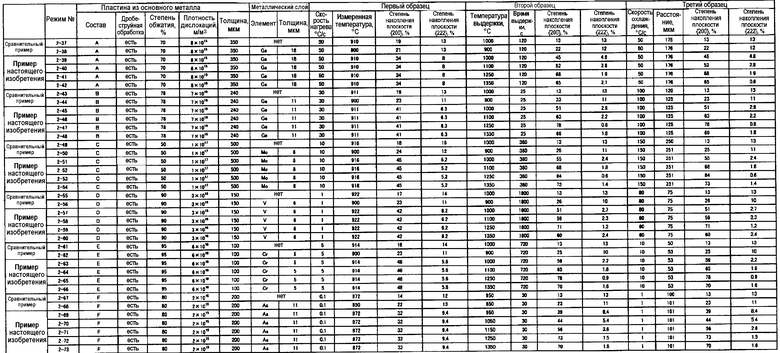
В третьем эксперименте были использованы шесть типов пластины из основного металла, различающихся по составу, а в качестве металлических слоев были использованы разные типы материалов, и была исследована взаимосвязь между 42 типами режимов (режимы с №3-1 по №3-42), степенью накопления плоскостей {200} и степенью накопления плоскостей {222}.
Компоненты, содержащиеся в шести типах пластин из основного металла, использованных в третьем эксперименте, приведены в Таблице 8. Остальным в пластинах из основного металла были Fe и неизбежные примеси. В Таблице 8 также приведены фактические измеренные значения температур А3 пластин из основного металла. Пластины из основного металла изготавливались следующим образом: путем вакуумной плавки был получен слиток, после чего выполняли горячую и холодную прокатку. При горячей прокатке за счет уменьшения толщины слитка, нагретого до 1000°С, с 230 мм до 50 мм была получена горячекатаная пластина. Потом из горячекатаной пластины путем механической обработки были вырезаны пластинчатые элементы разной толщины, которые были подвергнуты холодной прокатке со степенями обжатия, приведенными в Таблице 9, и была создана деформация сдвига. Чтобы создать деформацию сдвига, во время холодной прокатки верхний и нижний валки вращали с разной скоростью. Некоторые пластины из основного металла также были подвергнуты дробеструйной обработке, как во втором варианте реализации настоящего изобретения. В Таблице 9 указано, выполнялась или нет дробеструйная обработка, а также приведены величина деформации сдвига и толщина каждой полученной пластины из основного металла (холоднокатаной пластины). Отметим, что деформация сдвига вычислялась на основе диаметров обжимающих валков и разницы в скорости этих валков.

Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 19% до 27%, а степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 18% до 25%.
Потом на передней и задней поверхностях каждой пластины из основного металла при помощи способа ионного осаждения, способа нанесения покрытия погружением в расплав, способа металлизации напылением или способа плакирования прокаткой были созданы металлических слои, за исключением режимов №№3-13, 3-19, 3-25, 3-31, и 3-37. Толщина каждого металлического слоя (суммарная толщина на обеих поверхностях) приведена в Таблице 9. При помощи способа ионного осаждения были созданы слои из Al толщиной 0,7 мкм, при помощи способа нанесения покрытия погружением в расплав были созданы слои из Al толщиной от 7 мкм до 68 мкм, и при помощи способа плакирования прокаткой были созданы слои из Al толщиной от 205 мкм до 410 мкм. При помощи способа металлизации напылением были созданы слои из Sb и W, а при помощи способа нанесения покрытия погружением в расплав были созданы слои из Zn, сплава Al-Si и сплава Sn-Zn.
Затем пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 9.
Далее, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, при определении относительного размера однофазной области α-фазы область сплава определялась следующим образом. В режимах с №3-1 по №3-12, в которых использовались металлические слои из Al, областью сплава считалась область, в которой содержание Al составляло 0,9 массового процента или более. В режимах с №3-14 по №3-18, в которых использовались металлические слои из Sb, областью сплава считалась область, в которой содержание Sb составляло 3,6 массового процента или более. В режимах с №3-20 по №3-24, в которых использовались металлические слои из W, областью сплава считалась область, в которой содержание W составляло 6,6 массового процента или более. В режимах с №3-26 по №3-30, в которых использовались металлические слои из Zn, областью сплава считалась область, в которой содержание Zn составляло 7,2 массового процента или более. В режимах с №3-32 по №3-36, в которых использовались металлические слои из сплава Al-Si, областью сплава считалась область, в которой содержание Al составляло 0,9 массового процента или более, а содержание Si составляло 0,2 массового процента или более. В режимах с №3-38 по №3-42, в которых использовались металлические слои из сплава Sn-Zn, областью сплава считалась область, в которой содержание Sn составляло 2,9 массового процента или более, а содержание Zn составляло 0,6 массового процента или более. Результаты приведены в Таблице 10.
Кроме того, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Результаты приведены в Таблице 10.
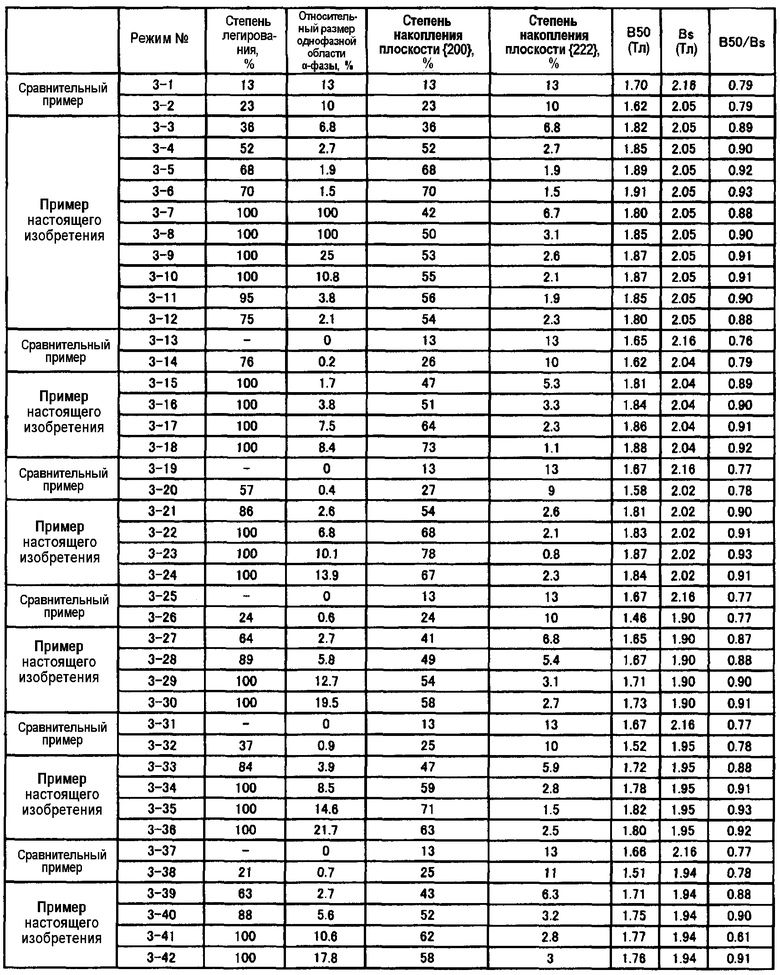
Как указано в Таблице 9, в примерах настоящего изобретения (режимы с №3-3 по №3-12, с №3-15 по №3-18, с №3-21 по №3-24, с №3-27 по №3-30, с №3-33 по №3-36 и с №3-39 по №3-42) степень накопления плоскостей {200} в α-фазе была высокой на каждой стадии термической обработки. Кроме того, как указано в Таблице 10, в примерах настоящего изобретения были высокими степень легирования и относительный размер однофазной области α-фазы. Как указано в Таблице 10, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла не менее 30% и не более 99%, а степень накопления плоскостей {222} в α-фазе составляла не менее 0,01% и не более 30%. Далее, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более. То есть, согласно примерам настоящего изобретения, были обеспечены превосходные магнитные свойства.
С другой стороны, при режимах №№3-1 и 3-2, представляющих собой сравнительные примеры, даже несмотря на то, что были созданы металлические слои, деформация сдвига и степень обжатия были маленькими, и они не обеспечили выполнения требования, что "после нагрева до температуры А3 степень накопления плоскостей {200} в α-фазе составляет 25% или более, а степень накопления плоскостей {222} в α-фазе составляет 40% или менее", поэтому не была получена высокая степень накопления плоскостей {200} в α-фазе, и не обеспечивались хорошие магнитные свойства. При режимах №№3-13, 3-19, 3-25, 3-31 и 3-37, представляющих собой сравнительные примеры, так как металлический слой не был создан, не была получена высокая степень накопления плоскостей {200} в α-фазе, и хорошие магнитные свойства не обеспечивались, даже несмотря на имевшуюся большую деформацию сдвига. При режимах №№3-14, 3-20, 3-26, 3-32 и 3-38, представляющих собой сравнительные примеры, так как температура нагрева была ниже температуры А3, не возникало повышения степени накопления плоскостей {200} в α-фазе, обусловленного превращением γ-α, и хорошие магнитные свойства не были обеспечены.
Четвертый эксперимент
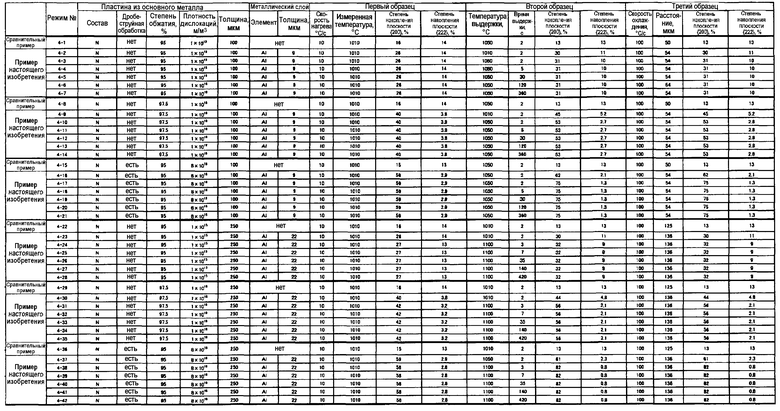
В четвертом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №4-1 по №4-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в четвертом эксперименте, имели состав N, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальным был Fe. Пластины из основного металла изготавливались следующим образом: путем вакуумной плавки был получен слиток, после чего выполняли горячую и холодную прокатку. При горячей прокатке толщина слитка, нагретого до 1200°С, с 230 мм была уменьшена до 10,0 мм, 5,0 мм, 4,0 мм и 2,0 мм, в результате чего были получены четыре типа горячекатаных пластин. Фактическое измеренное значение температуры А3, при которой пластины из основного металла (пластины из кремнистой стали), использованные в четвертом эксперименте, превращались в слой из одной γ-фазы, составляло 1010°С.

Холодная прокатка выполнялась при следующих режимах. В режимах с №4-1 по №4-7 горячекатаные пластины с толщиной 2,0 мм были подвергнуты декапированию для удаления окалины, после чего были прокатаны до толщины 0,1 мм. Степень обжатия при этом составила 95%. В режимах с №4-8 по №4-14 горячекатаные пластины с толщиной 4,0 мм были подвергнуты декапированию для удаления окалины, после чего были прокатаны до толщины 0,1 мм. Степень обжатия при этом составила 97,5%. В режимах с №4-15 по №4-21 горячекатаные стальные пластины с толщиной 2,0 мм были подвергнуты дробеструйной обработке обеих поверхностей в качестве упрочняющей обработки поверхности, после чего были прокатаны до толщины 0,1 мм. Степень обжатия при этом составила 95%. При дробеструйной обработке железные шарики, каждый из которых имел диаметр от 1 до 3 мм, заставляли непрерывно ударяться об обе поверхности каждой пластины из основного металла в течение 10 секунд. В режимах с №4-22 по №4-28 горячекатаные пластины с толщиной 5,0 мм были подвергнуты декапированию для удаления окалины, после чего были прокатаны до толщины 0,25 мм. Степень обжатия при этом составила 95%. В режимах с №4-29 по №4-35 горячекатаные пластины с толщиной 10,0 мм были подвергнуты декапированию для удаления окалины, после чего были прокатаны до толщины 0,25 мм. Степень обжатия при этом составила 97,5%. В режимах с №4-36 по №4-42 горячекатаные пластины с толщиной 5,0 мм были подвергнуты дробеструйной обработке обеих поверхностей в качестве упрочняющей обработки поверхности, после чего были подвергнуты холодной прокатке до толщины 0,25 мм. Степень обжатия при этом составила 95%. При этой дробеструйной обработке железные шарики, каждый из которых имел диаметр от 1 до 3 мм, заставляли непрерывно ударяться об обе поверхности каждой пластины из основного металла в течение десяти секунд.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа таким же образом, что и в первом эксперименте, была измерена плотность дислокаций. При этом, в каждой пластине из основного металла, прошедшей струйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 12.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа осаждения из паровой фазы в качестве металлических слоев были созданы слои из Al, за исключением режимов №№4-1, 4-8, 4-15, 4-22, 4-29 и 4-36. Толщина каждого слоя из Al (суммарная толщина на обеих поверхностях) приведена в Таблице 12.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 12.
Далее, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, однофазной областью α-фазы считалась область, в которой содержание Al составляло 0,9 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 13.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 13.
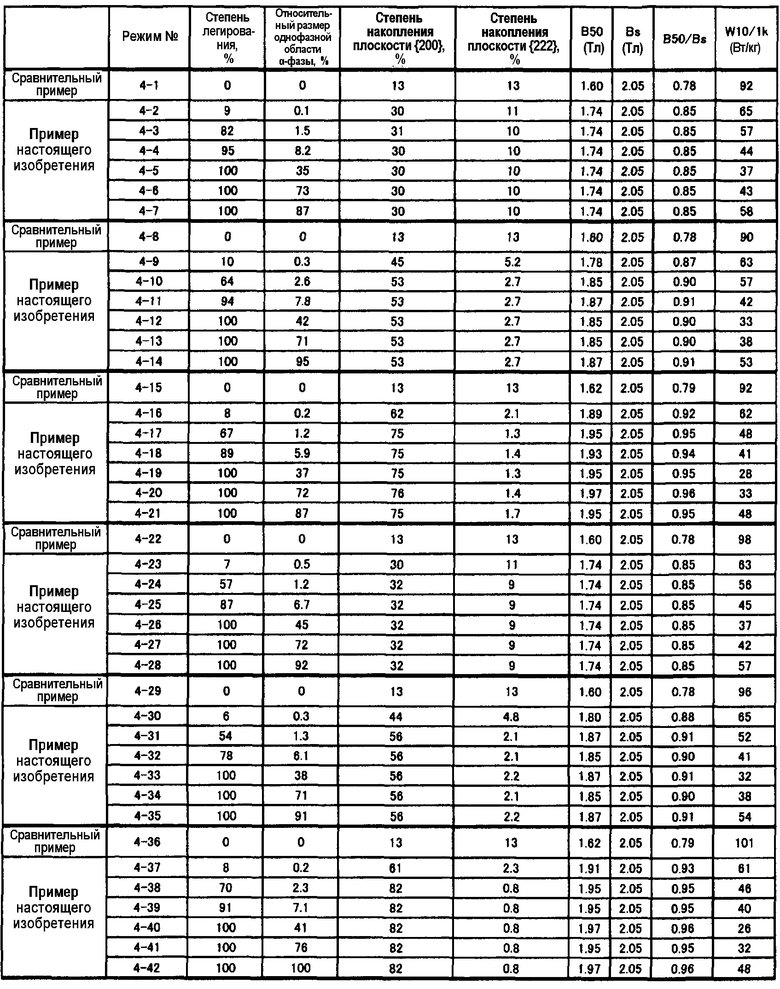
Как указано в Таблице 12, в примерах настоящего изобретения (режимы с №4-2 по №4-7, с №4-9 по №4-14, с №4-16 по №4-21, с №4-23 по №4-28, с №4-30 по №4-35 и с №4-37 по №4-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 13, в примерах настоящего изобретения степень легирования и относительный размер области из одной α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 13, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} составляла 30% или более, не только улучшалась плотность В50 магнитного потока и свойства потерь W10/1k в сердечнике. Кроме того, можно утверждать, что потери W10/1k в сердечнике улучшаются еще больше, если относительный размер однофазной области α-фазы составляет не менее 5% и не более 80%.
Пятый эксперимент
В пятом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №5-1 по №5-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в пятом эксперименте, имели состав О, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальным был Fe. Фактическое измеренное значение температуры А3, при которой в пластинах из основного металла, использованных в пятом эксперименте, происходило превращение в γ-фазу, составляло 1005°С.Пластины из основного металла были изготовлены таким же образом, что и в четвертом эксперименте. В режимах с №5-1 по №5-42 холодная прокатка выполнялась таким же образом, что и в режимах с №4-1 по №4-42, соответственно.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций, как и в первом эксперименте. При этом, в каждой пластине из основного металла, прошедшей дробеструйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 14.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа осаждения из газовой фазы в качестве металлических слоев были созданы слои из Si, за исключением режимов №№5-1, 5-8, 5-15, 5-22, 5-29 и 5-36. Толщина каждого слоя из Si (суммарная толщина на обеих поверхностях) приведена в Таблице 14.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 14.
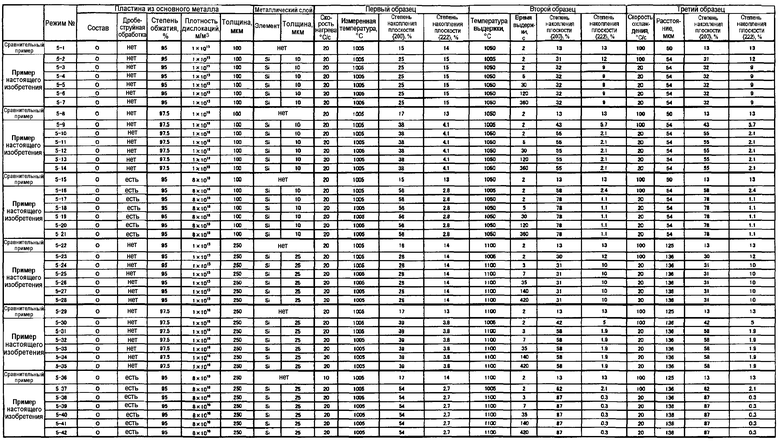
Затем, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, однофазной областью α-фазы считалась область, в которой содержание Si составляло 1,9 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 15.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 15.
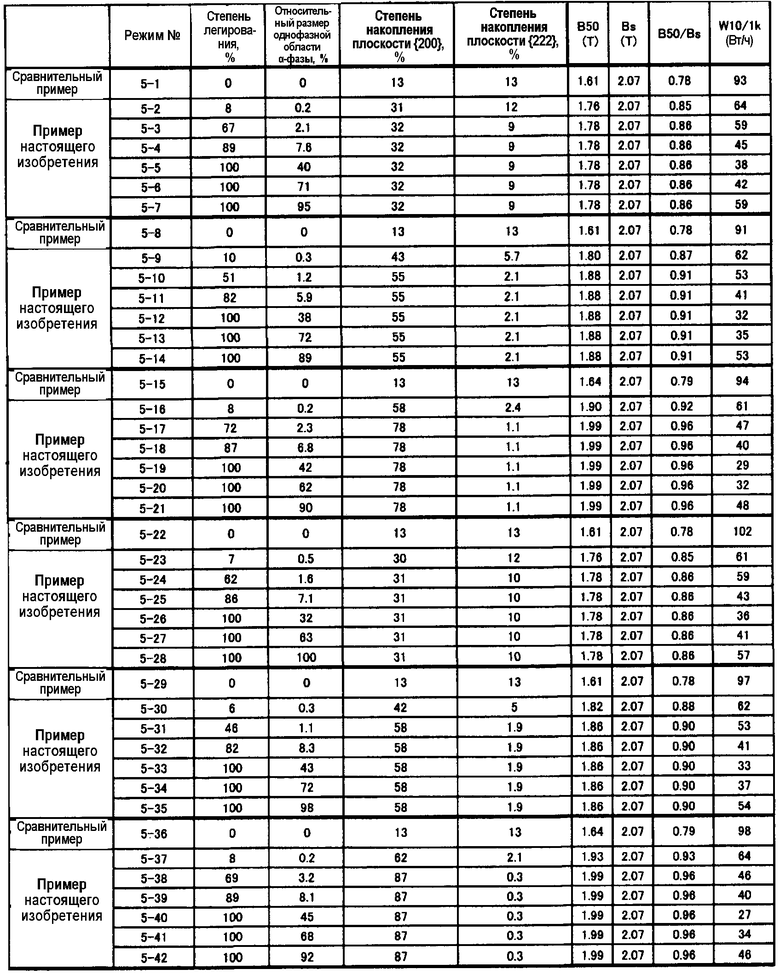
Как указано в Таблице 14, в примерах настоящего изобретения (режимы с №5-2 по №5-7, с №5-9 по №5-14, с №5-16 по №5-21, с №5-23 по №5-28, с №5-30 по №5-35 и с №5-37 по №5-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 15, в примерах настоящего изобретения степень легирования и относительный размер однофазной области α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 15, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} в α-фазе составляла 30% или более, не только плотность В50 магнитного потока, но также потери W10/1k поддерживались в наилучшем диапазоне свойств. Кроме того, можно утверждать, что свойство потерь W10/1k в сердечнике улучшалось еще больше, если относительный размер однофазной области α-фазы составляет не менее 5% и не более 80%.
Шестой эксперимент
В шестом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №6-1 по №6-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в шестом эксперименте, имели состав Р, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальным было Fe. Фактическое измеренное значение температуры А3, при которой в пластинах из основного металла, использованных в шестом эксперименте, происходило превращение в γ-фазу, составляло 1010°С. Пластины из основного металла были изготовлены таким же образом, что и в четвертом эксперименте. В режимах с №6-1 по №6-42 холодная прокатка выполнялась таким же образом, что и в режимах с №4-1 по №4-42, соответственно.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций, как и в первом эксперименте. При этом, в каждой пластине из основного металла, прошедшей дробеструйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 16.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа электролитического нанесения покрытия в качестве металлических слоев были созданы слои из Sn, за исключением режимов №№6-1, 6-8, 6-15, 6-22, 6-29 и 6-36. Толщина каждого слоя из Sn (суммарная толщина на обеих поверхностях) приведена в Таблице 16.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 16.
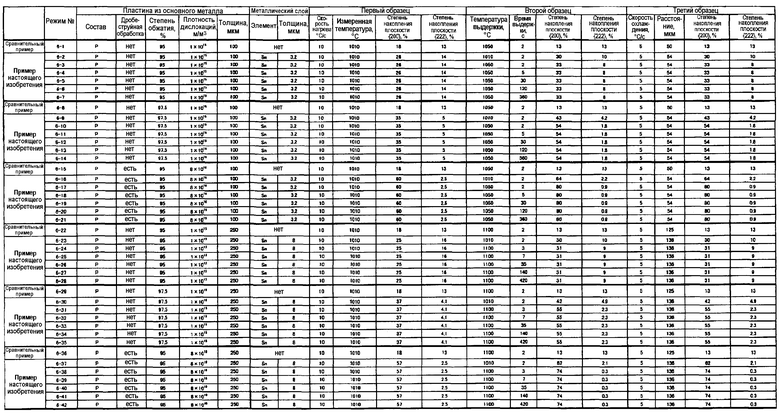
Затем, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, однофазной областью α-фазы считалась область, в которой содержание Sn составляло 3,0 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 17.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 17.
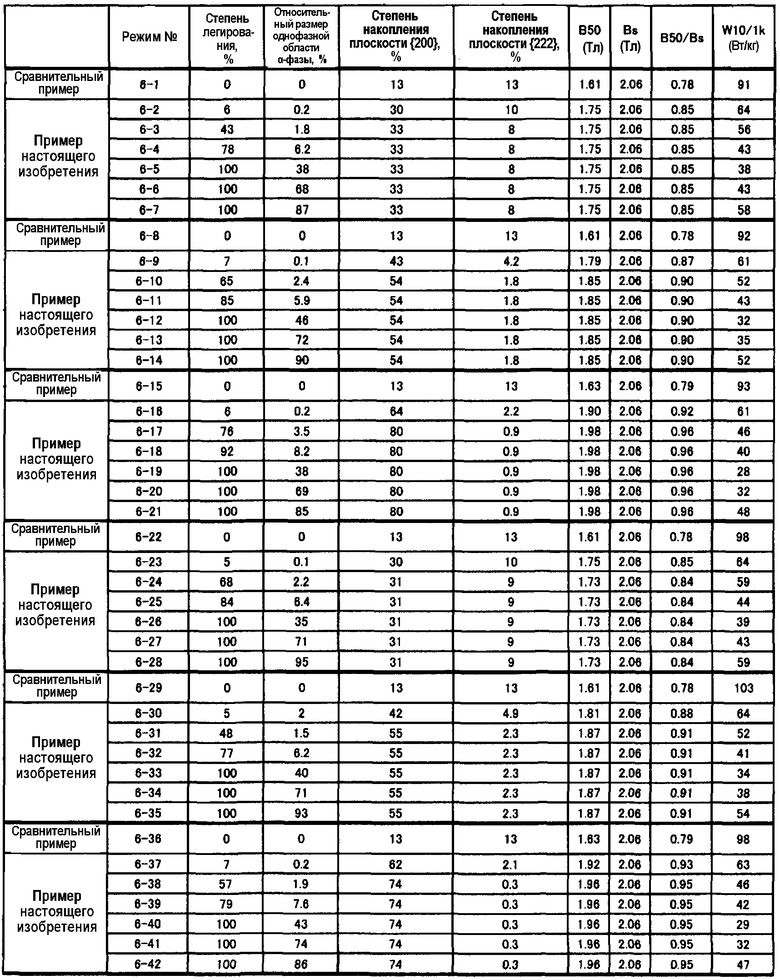
Как указано в Таблице 16, в примерах настоящего изобретения (режимы с №6-2 по №6-7, с №6-9 по №6-14, с №6-16 по №6-21, с №6-23 по №6-28, с №6-30 по №6-35 и с №6-37 по №6-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 17, в примерах настоящего изобретения степень легирования и относительный размер однофазной области α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 17, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} составляла 30% или более, не только плотность В50 магнитного потока, но также потери W10/1k в сердечнике поддерживались в наиболее лучшем диапазоне. Кроме того, можно утверждать, что потери W10/1k в сердечнике улучшаются еще больше, если относительный размер области из одной α-фазы составляет не менее 5% и не более 80%.
Седьмой эксперимент
В седьмом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №7-1 по №7-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в седьмом эксперименте, имели состав Q, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальное Fe. Фактическое измеренное значение температуры А3, при которой в пластинах из основного металла, использованных в седьмом эксперименте, происходило превращение в γ-фазу, составляло 1020°С. Пластины из основного металла были изготовлены таким же образом, что и в четвертом эксперименте. В режимах с №7-1 по №7-42 холодная прокатка выполнялась таким же образом, что и в режимах с №4-1 по №4-42, соответственно.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций, как и в первом эксперименте. При этом, в каждой пластине из основного металла, прошедшей дробеструйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 18.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа металлизации напылением в качестве металлических слоев были созданы слои из Мо, за исключением режимов №№7-1, 7-8, 7-15, 7-22, 7-29 и 7-36. Толщина каждого слоя из Мо (суммарная толщина на обеих поверхностях) приведена в Таблице 18.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 18.
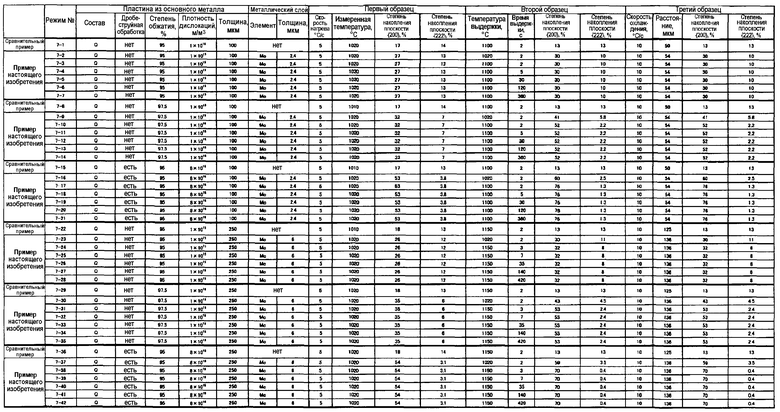
Затем, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, однофазной областью α-фазы считалась область, в которой содержание Мо составляло 3,8 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 19.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 19.
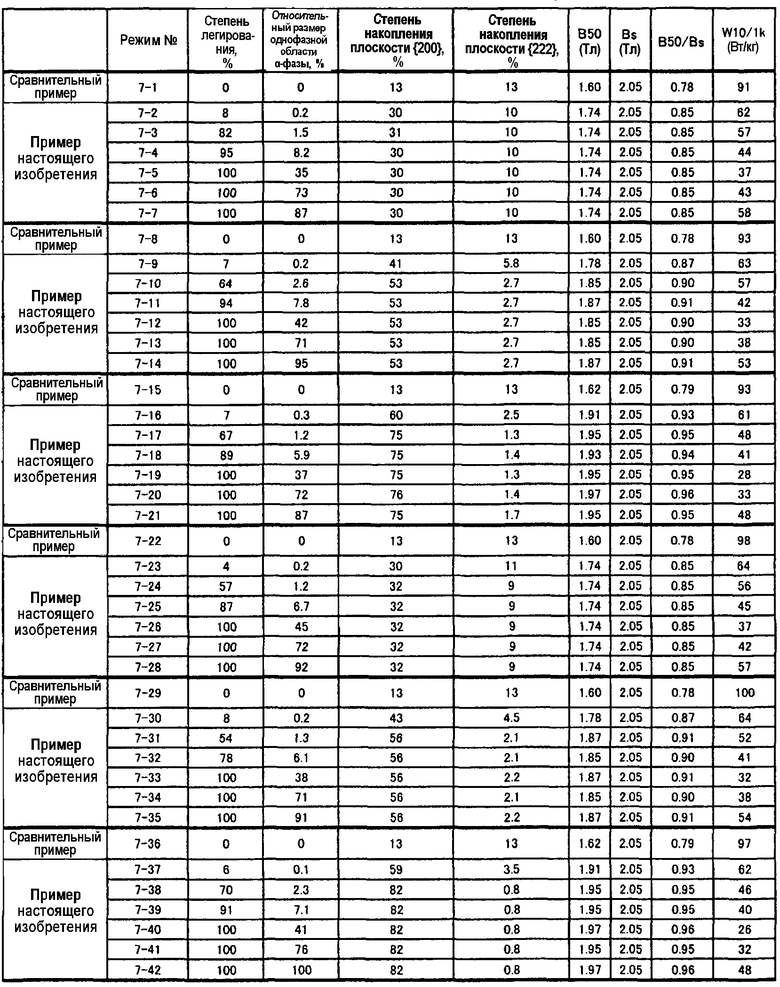
Как указано в Таблице 18, в примерах настоящего изобретения (режимы с №7-2 по №7-7, с №7-9 по №7-14, с №7-16 по №7-21, с №7-23 по №7-28, с №7-30 по №7-35 и с №7-37 по №7-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 19, в примерах настоящего изобретения степень легирования и относительный размер однофазной области из одной α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 19, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} составляла 30% или более, не только плотность В50 магнитного потока, но также потери W10/1k в сердечнике удерживались в наилучшей области. Кроме того, можно утверждать, что потери W10/1k в сердечнике улучшаются еще больше, если относительный размер области из одной α-фазы составляет не менее 5% и не более 80%.
Восьмой эксперимент
В восьмом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №8-1 по №8-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в восьмом эксперименте, имели состав R, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальное Fe. Фактическое измеренное значение температуры А3, при которой в пластинах из основного металла, использованных в восьмом эксперименте, происходило превращение в γ-фазу, составляло 1010°С. Пластины из основного металла были изготовлены таким же образом, что и в четвертом эксперименте. В режимах с №8-1 по №8-42 холодная прокатка выполнялась таким же образом, что и в режимах с №4-1 по №4-42, соответственно.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций, как и в первом эксперименте. При этом, в каждой пластине из основного металла, прошедшей дробеструйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 20.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа металлизации напылением в качестве металлических слоев были созданы слои из V, за исключением режимов №№8-1, 8-8, 8-15, 8-22, 8-29 и 8-36. Толщина каждого слоя из V (суммарная толщина на обеих поверхностях) приведена в Таблице 20.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 20.
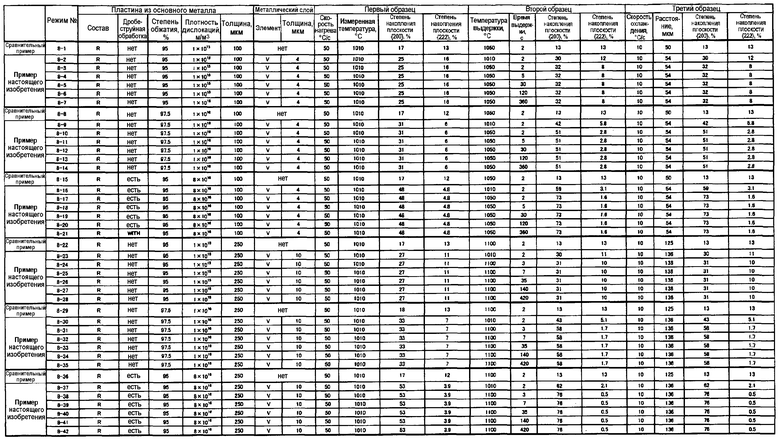
Затем, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, однофазной областью α-фазы считалась область, в которой содержание V составляло 1,8 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 21.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 21.
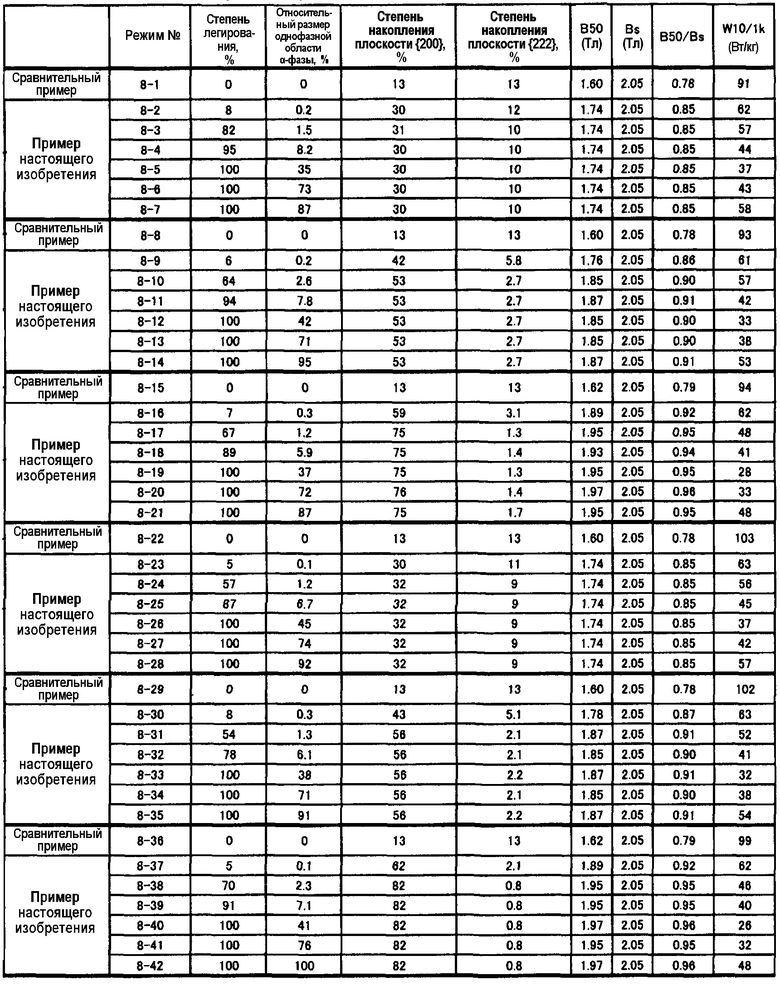
Как указано в Таблице 20, в примерах настоящего изобретения (режимы с №8-2 по №8-7, с №8-9 по №8-14, с №8-16 по №8-21, с №8-23 по №8-28, с №8-30 по №8-35 и с №8-37 по №8-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 21, в примерах настоящего изобретения степень легирования и относительный размер однофазной области α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 21, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} составляла 30% или более, не только плотность В50 магнитного потока, но также потери W10/1k в сердечнике удерживались в наилучшей области. Кроме того, можно утверждать, что потери W10/1k в сердечнике улучшаются еще больше, если относительный размер однофазной области из одной α-фазы составляет не менее 5% и не более 80%.
Девятый эксперимент
В девятом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №9-1 по №9-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в девятом эксперименте, имели состав S, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальное Fe. Фактическое измеренное значение температуры А3, при которой в пластинах из основного металла, использованных в девятом эксперименте, происходило превращение в γ-фазу, составляло 1080°С.Пластины из основного металла были изготовлены таким же образом, что и в четвертом эксперименте. В режимах с №9-1 по №9-42 холодная прокатка выполнялась таким же образом, что и в режимах с №4-1 по №4-42, соответственно.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций, как и в первом эксперименте. При этом, в каждой пластине из основного металла, прошедшей струйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 22.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа электролитического нанесения покрытия в качестве металлических слоев были созданы слои из Cr, за исключением режимов №№9-1, 9-8, 9-15, 9-22, 9-29 и 9-36. Толщина каждого слоя из Cr (суммарная толщина на обеих поверхностях) приведена в Таблице 22.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 22.
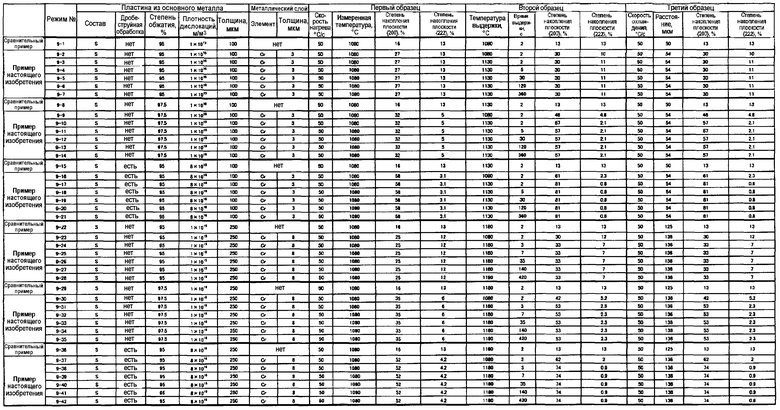
Затем, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, однофазной областью α-фазы считалась область, в которой содержание Cr составляло 13,0 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 23.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 23.
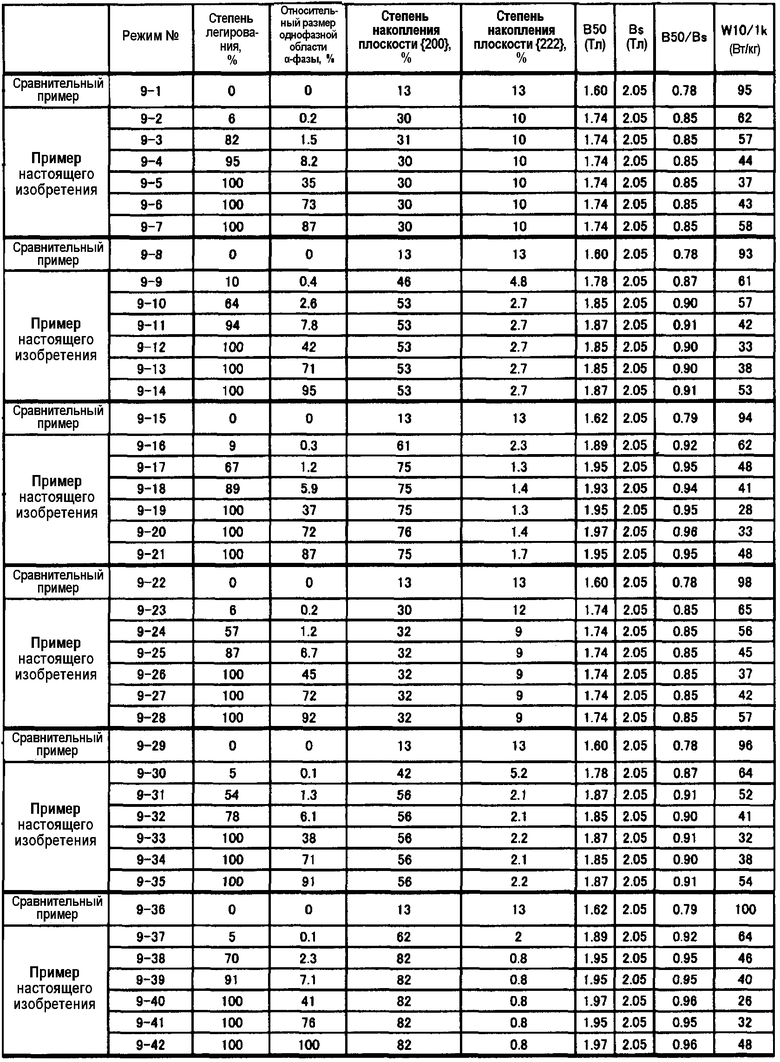
Как указано в Таблице 22, в примерах настоящего изобретения (режимы с №9-2 по №9-7, с №9-9 по №9-14, с №9-16 по №9-21, с №9-23 по №9-28, с №9-30 по №9-35 и с №9-37 по №9-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 23, в примерах настоящего изобретения степень легирования и относительный размер однофазной области α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 23, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} составляла 30% или более, не только плотность В50 магнитного потока, но также потери W10/1k в сердечнике удерживались в наилучшем диапазоне. Кроме того, можно утверждать, что потери W10/1k в сердечнике улучшаются еще больше, если относительный размер однофазной области α-фазы составляет не менее 5% и не более 80%.
Десятый эксперимент
В десятом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №10-1 по №10-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в десятом эксперименте, имели состав Т, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальное Fe. Фактическое измеренное значение температуры А3, при которой в пластинах из основного металла, использованных в десятом эксперименте, происходило превращение в γ-фазу, составляло 1020°С. Пластины из основного металла были изготовлены таким же образом, что и в четвертом эксперименте. В режимах с №10-1 по №10-42 холодная прокатка выполнялась таким же образом, что и в режимах с №4-1 по №4-42, соответственно.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций, как и в первом эксперименте. При этом, в каждой пластине из основного металла, прошедшей струйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 24.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа металлизации напылением в качестве металлических слоев были созданы слои из Ti, за исключением режимов №№10-1, 10-8, 10-15, 10-22, 10-29 и 10-36. Толщина каждого слоя из Ti (суммарная толщина на обеих поверхностях) приведена в Таблице 24.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 24.
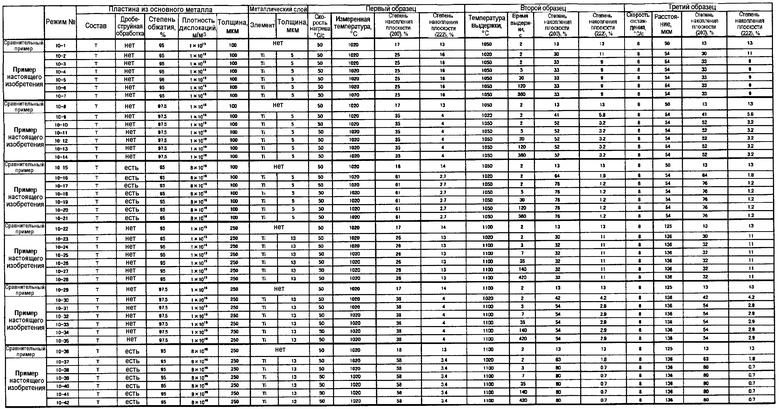
Затем, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, областью из одной α-фазы считалась область, в которой содержание Ti составляло 1,2 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 25.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 25.
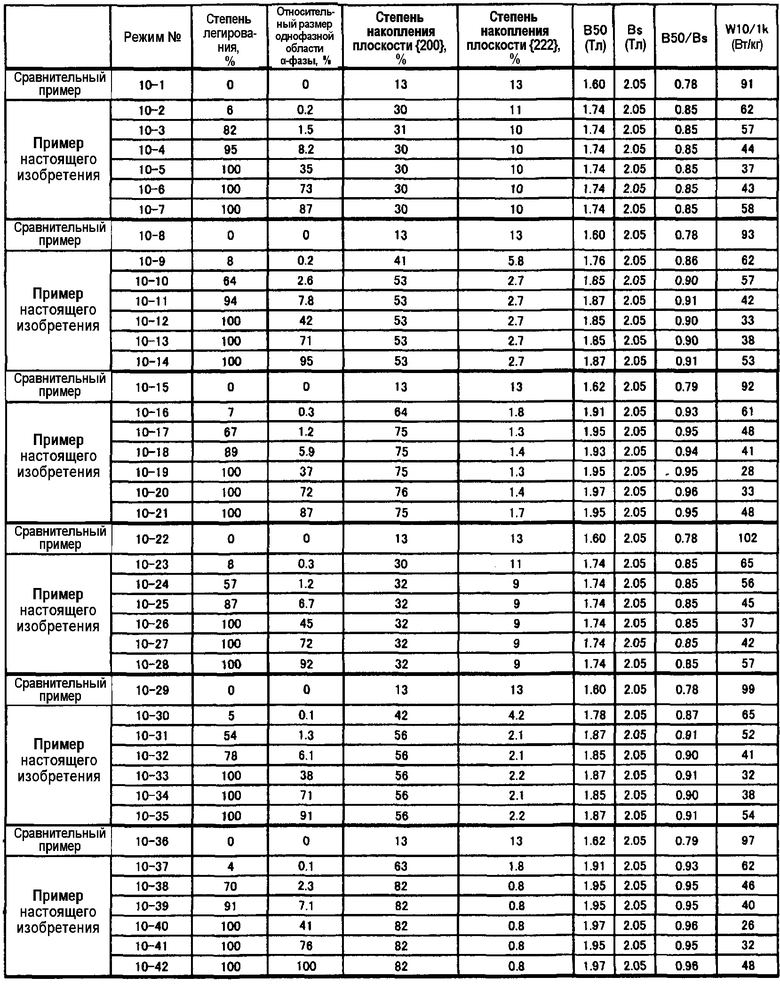
Как указано в Таблице 24, в примерах настоящего изобретения (режимы с №10-2 по №10-7, с №10-9 по №10-14, с №10-16 по №10-21, с №10-23 по №10-28, с №10-30 по №10-35 и с №10-37 по №10-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 25, в примерах настоящего изобретения степень легирования и относительный размер однофазной области α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 25, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} составляла 30% или более, не только плотность В50 магнитного потока, но также потери W10/1k в сердечнике удерживались в наилучшем диапазоне. Кроме того, можно утверждать, что потери W10/1k в сердечнике улучшаются еще больше, если относительный размер однофазной области α-фазы составляет не менее 5% и не более 80%.
Одиннадцатый эксперимент
В одиннадцатом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №11-1 по №11-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в одиннадцатом эксперименте, имели состав U, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальным был Fe. Фактическое измеренное значение температуры А3, при которой в пластинах из основного металла, использованных в одиннадцатом эксперименте, происходило превращение в γ-фазу, составляло 1000°С.Пластины из основного металла были изготовлены таким же образом, что и в четвертом эксперименте. В режимах с №11-1 по №11-42 холодная прокатка выполнялась таким же образом, что и в режимах с №4-1 по №4-42, соответственно.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций, как и в первом эксперименте. При этом, в каждой пластине из основного металла, прошедшей струйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 26.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа осаждения из газовой фазы в качестве металлических слоев были созданы слои из Ga, за исключением режимов №№11-1, 11-8, 11-15, 11-22, 11-29 и 11-36. Толщина каждого слоя из Ga (суммарная толщина на обеих поверхностях) приведена в Таблице 26.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 26.
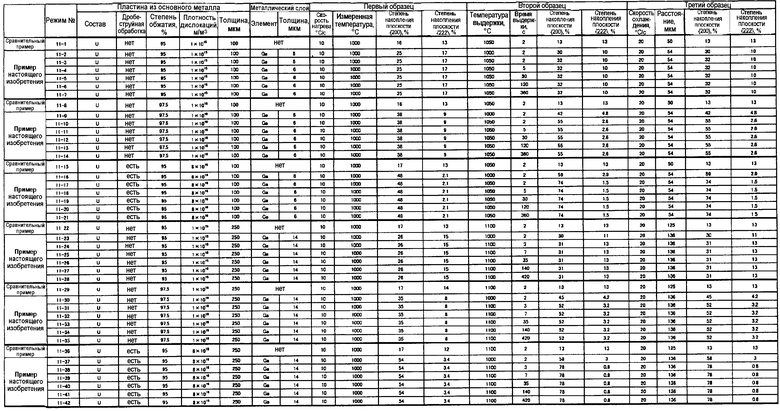
Затем, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, однофазной областью α-фазы считалась область, в которой содержание Ga составляло 4,1 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 27.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 27.
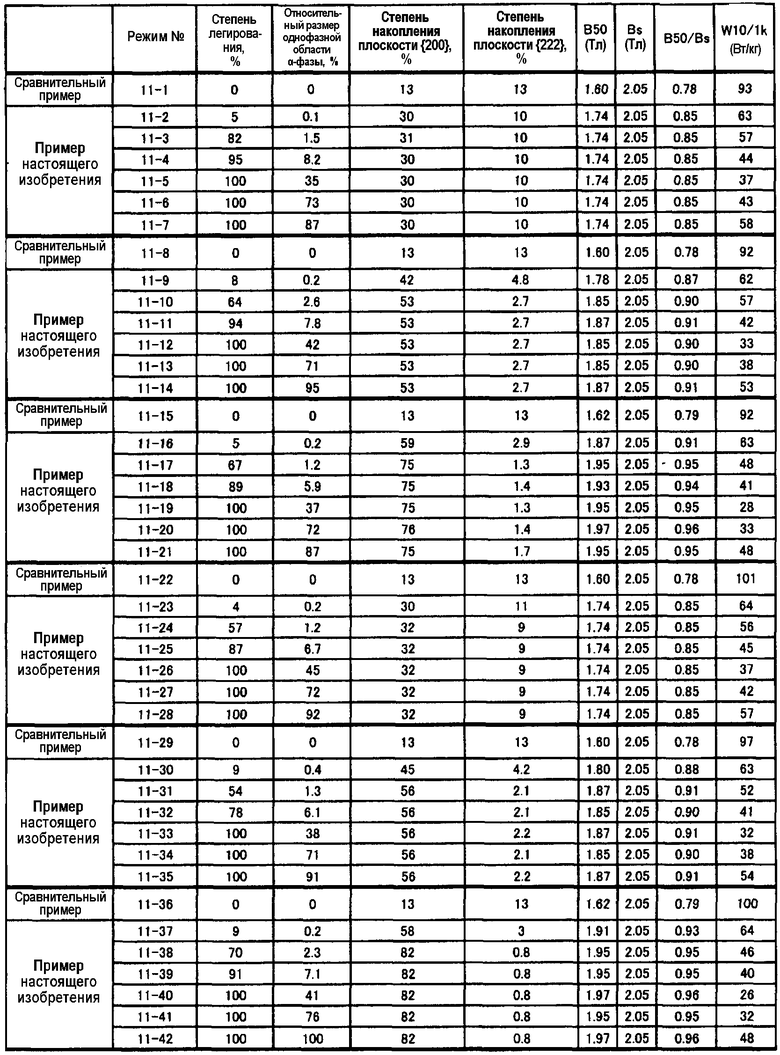
Как указано в Таблице 26, в примерах настоящего изобретения (режимы с №11-2 по №11-7, с №11-9 по №11-14, с №11-16 по №11-21, с №11-23 по №11-28, с №11-30 по №11-35 и с №11-37 по №11-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 27, в примерах настоящего изобретения степень легирования и относительный размер однофазной области α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 27, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} составляла 30% или более, не только плотность В50 магнитного потока, но также с потери W10/1k в сердечнике удерживались в наилучшем диапазоне. Кроме того, можно утверждать, что потери W10/1k в сердечнике улучшаются еще больше, если относительный размер однофазной области α-фазы составляет не менее 5% и не более 80%.
Двенадцатый эксперимент
В двенадцатом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №12-1 по №12-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в двенадцатом эксперименте, имели состав V, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальное Fe. Фактическое измеренное значение температуры А3, при которой в пластинах из основного металла, использованных в двенадцатом эксперименте, происходило превращение в γ-фазу, составляло 1000°С. Пластины из основного металла были изготовлены таким же образом, что и в четвертом эксперименте. В режимах с №12-1 по №12-42 холодная прокатка выполнялась таким же образом, что и в режимах с №4-1 по №4-42, соответственно.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций, как и в первом эксперименте. При этом, в каждой пластине из основного металла, прошедшей струйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 28.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа металлизации напылением в качестве металлических слоев были созданы слои из Ge, за исключением режимов №№12-1, 12-8, 12-15, 12-22, 12-29 и 12-36. Толщина каждого слоя из Ge (суммарная толщина на обеих поверхностях) приведена в Таблице 28.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 28.
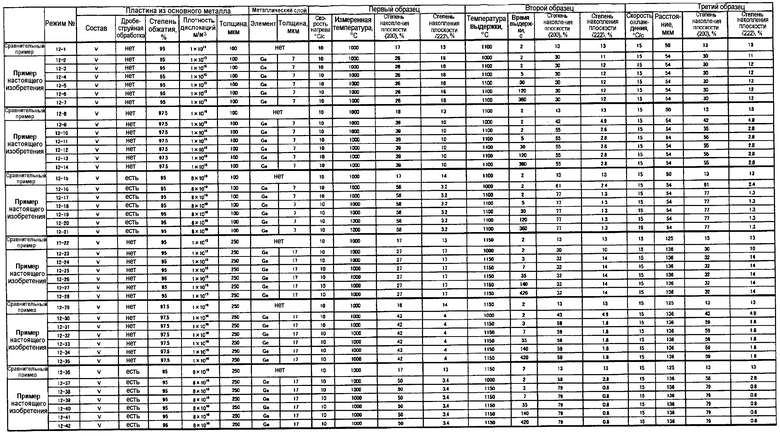
Затем, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, однофазной областью α-фазы считалась область, в которой содержание Ge составляло 6,4 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 29.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 29.
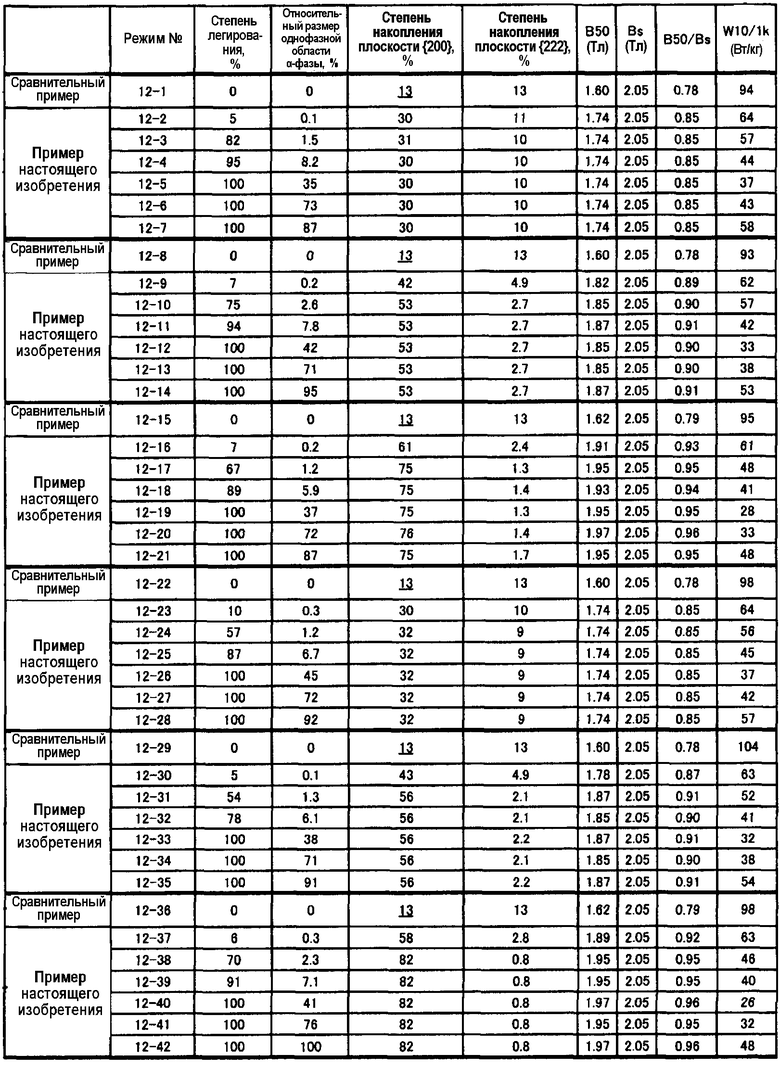
Как указано в Таблице 28, в примерах настоящего изобретения (режимы с №12-2 по №12-7, с №12-9 по №12-14, с №12-16 по №12-21, с №12-23 по №12-28, с №12-30 по №12-35 и с №12-37 по №12-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 29, в примерах настоящего изобретения степень легирования и относительный размер однофазной области α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 29, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} составляла 30% или более, не только плотность В50 магнитного потока, но также потери W10/1k в сердечнике удерживались в наилучшем диапазоне. Кроме того, можно утверждать, что потери W10/1k в сердечнике улучшаются еще больше, если относительный размер однофазной области α-фазы составляет не менее 5% и не более 80%.
Тринадцатый эксперимент
В тринадцатом эксперименте была исследована взаимосвязь между степенью накопления плоскостей {200}, степенью накопления плоскостей {222} и потерями в сердечнике для 42 типов режимов изготовления (режимы с №13-1 по №13-42).
Пластины из основного металла (пластины из кремнистой стали), использованные в тринадцатом эксперименте, имели состав W, компоненты которого указаны в Таблице 11, и содержали неизбежные примеси, остальное Fe. Фактическое измеренное значение температуры А3, при которой в пластинах из основного металла, использованных в тринадцатом эксперименте, происходило превращение в γ-фазу, составляло 1010°С.Пластины из основного металла были изготовлены таким же образом, что и в четвертом эксперименте. В режимах с №13-1 по №13-42 холодная прокатка выполнялась таким же образом, что и в режимах с №4-1 по №4-42, соответственно.
Затем для каждой пластины из основного металла с использованием просвечивающего электронного микроскопа была измерена плотность дислокаций, как и в первом эксперименте. При этом, в каждой пластине из основного металла, прошедшей струйную обработку, так как текстура с высокой плотностью дислокаций наблюдалась в области 30 мкм от поверхности, то плотность дислокаций измерялась именно в этой области. Средние значения полученных плотностей дислокаций приведены в Таблице 30.
Были изучены текстуры пластин из основного металла при комнатной температуре, и было обнаружено, что их основной фазой была α-фаза. Кроме того, при помощи указанного выше способа были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, и было обнаружено, что в состоянии после прокатки в каждой пластине из основного металла степень накопления плоскостей {200} в α-фазе находилась в диапазоне от 17% до 24%, и степень накопления плоскостей {222} в α-фазе находилась в диапазоне от 17% до 24%.
После этого на передней и задней поверхностях каждой пластины из основного металла при помощи способа металлизации напылением в качестве металлических слоев были созданы слои из W, за исключением режимов №№13-1, 13-8, 13-15, 13-22, 13-29 и 13-36. Толщина каждого слоя из W (суммарная толщина на обеих поверхностях) приведена в Таблице 30.
Потом пластины из основного металла, на которых были созданы металлические слои, подвергались термической обработке при разных режимах, как и в первом эксперименте. Кроме того, было изготовлено по три образца для каждого режима, и на трех стадиях термической обработки были измерены степень накопления плоскостей {200} в α-фазе и степень накопления плоскостей {222} в α-фазе, как и в первом эксперименте. Результаты приведены в Таблице 30.

Затем, как и в первом эксперименте, в каждой пластине из металла на основе Fe были измерены степень легирования металлического слоя и относительный размер однофазной области α-фазы. При этом, при определении степени легирования слоем сплава считалась область, где содержание Fe составляло 0,5 массового процента или менее, а содержание ферритообразующего элемента составляло 99,5% или более. Кроме того, областью из одной α-фазы считалась область, в которой содержание W составляло 6,6 массового процента или более, и из указанного выше выражения (4) был определен относительный размер однофазной области α-фазы. Результаты приведены в Таблице 31.
Затем, как и в первом эксперименте, были измерены плотность В50 магнитного потока и плотность Bs магнитного потока насыщения, и было вычислено отношение B50/Bs плотности В50 магнитного потока к плотности Bs магнитного потока насыщения. Кроме того, были измерены потери W10/1k (W10/1000) в сердечнике при частоте 1000 Гц, когда плотность магнитного потока составляла 1,0 Тл. Результаты приведены в Таблице 31.

Как указано в Таблице 30, в примерах настоящего изобретения (режимы с №13-2 по №13-7, с №13-9 по №13-14, с №13-16 по №13-21, с №13-23 по №13-28, с №13-30 по №13-35 и с №13-37 по №13-42) степень накопления плоскостей {200} в α-фазе находилась в диапазонах, соответствующих настоящему изобретению, на соответствующих стадиях термической обработки. Кроме того, как указано в Таблице 31, в примерах настоящего изобретения степень легирования и относительный размер области из одной α-фазы находились в желаемых диапазонах, соответствующих настоящему изобретению. Как указано в Таблице 31, согласно примерам настоящего изобретения, были получены пластины из металла на основе Fe, в которых степень накопления плоскостей {200} в α-фазе составляла 30% или более, а степень накопления плоскостей {222} в α-фазе составляла 30% или менее. Кроме того, в пластинах из металла на основе Fe, соответствующих примерам настоящего изобретения, отношение B50/Bs составляло 0,85 или более.
В примерах настоящего изобретения, когда относительный размер однофазной области α-фазы составлял 1% или более, а степень накопления плоскостей {200} составляла 30% или более, не только плотность В50 магнитного потока, но также потери W10/1k в сердечнике удерживались в наилучшем диапазоне. Кроме того, можно утверждать, что потери W10/1k в сердечнике улучшаются еще больше, если относительный размер однофазной области α-фазы составляет не менее 5% и не более 80%.
Промышленная применимость
Настоящее изобретение можно использовать, например, в отраслях промышленности, связанных с применением магнитных материалов, таких как железные сердечники.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКИЙ ЛИСТ НА ОСНОВЕ ЖЕЛЕЗА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2550448C1 |
| ПРИМЕНЕНИЕ КЕРАМИЧЕСКОГО ПОКРЫТИЯ SOLCOAT ДЛЯ ДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ХРОМОМ И КРЕМНИЕМ ПОВЕРХНОСТИ ЭЛЕМЕНТОВ, СОДЕРЖАЩИХ ЖЕЛЕЗО | 2022 |
|
RU2783636C1 |
| НАНОСТРУКТУРНЫЙ ТЕХНИЧЕСКИ ЧИСТЫЙ ТИТАН ДЛЯ БИОМЕДИЦИНЫ И СПОСОБ ПОЛУЧЕНИЯ ПРУТКА ИЗ НЕГО | 2008 |
|
RU2383654C1 |
| Способ изготовления заготовки из титанового сплава для деталей газотурбинного двигателя | 2015 |
|
RU2635989C2 |
| ЛИСТ ВЫСОКОПРОЧНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2398894C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ АМОРФНЫХ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА | 2009 |
|
RU2422553C1 |
| НАНОКОМПОЗИТНЫЕ МАГНИТЫ ИЗ СОДЕРЖАЩЕГО РЕДКОЗЕМЕЛЬНЫЙ ЭЛЕМЕНТ СПЛАВА НА ОСНОВЕ ЖЕЛЕЗА | 2002 |
|
RU2250524C2 |
| СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ВЫСОКУЮ ИНТЕГРАЦИЮ ПЛОСКОСТЕЙ {222}, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2428489C2 |
| СЕРДЕЧНИК ТРАНСФОРМАТОРА ДЛЯ ТРАНСФОРМАТОРА С СЕРДЕЧНИКОМ НАБОРНОГО ТИПА И ТРАНСФОРМАТОР, ВКЛЮЧАЮЩИЙ В СЕБЯ ТАКОЙ СЕРДЕЧНИК | 2016 |
|
RU2713469C1 |
| УЛЬТРАМЕЛКОЗЕРНИСТЫЙ ДВУХФАЗНЫЙ АЛЬФА-БЕТА ТИТАНОВЫЙ СПЛАВ С ПОВЫШЕННЫМ УРОВНЕМ МЕХАНИЧЕСКИХ СВОЙСТВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2490356C1 |
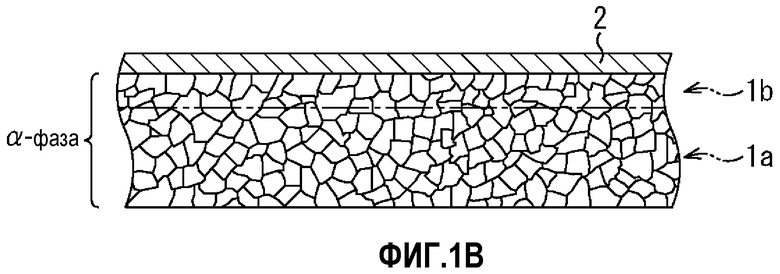
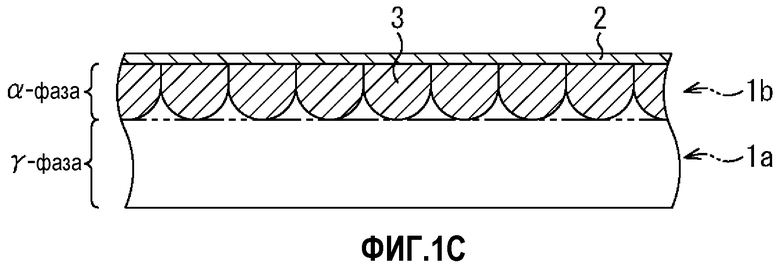
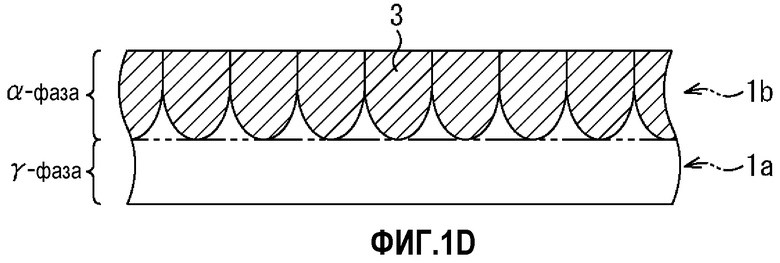
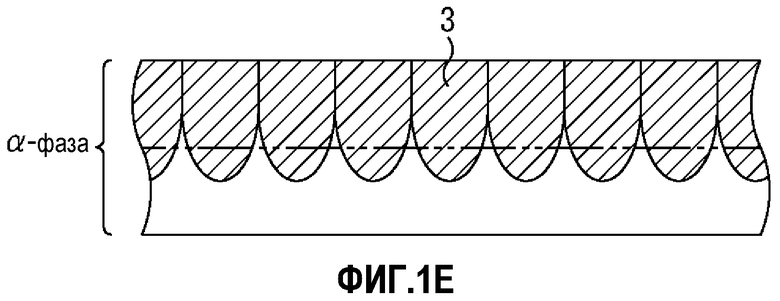
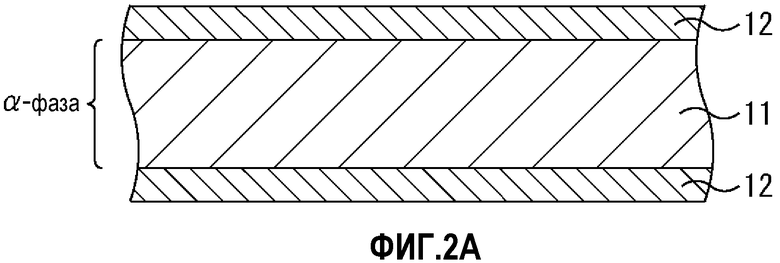
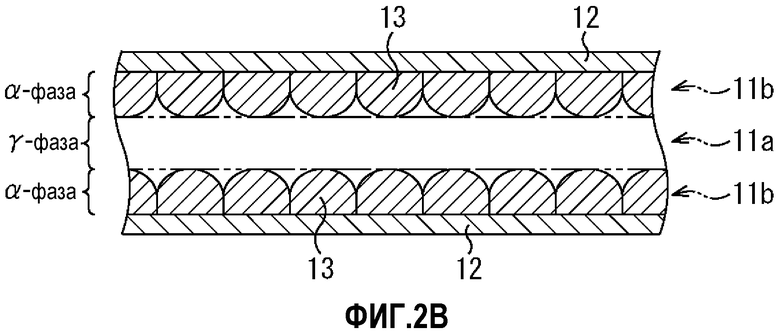
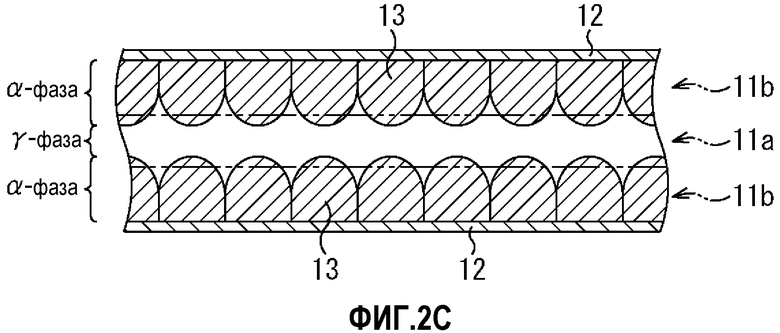

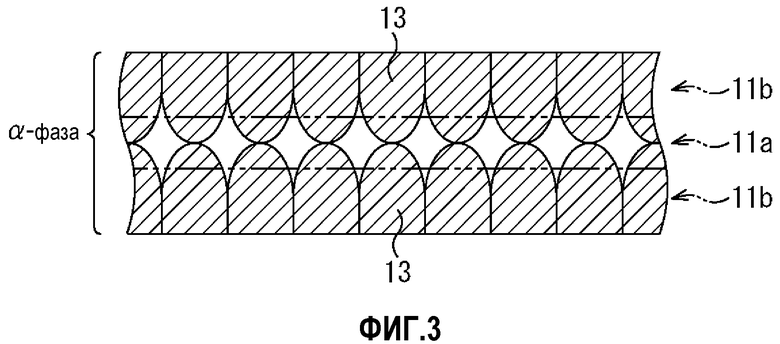
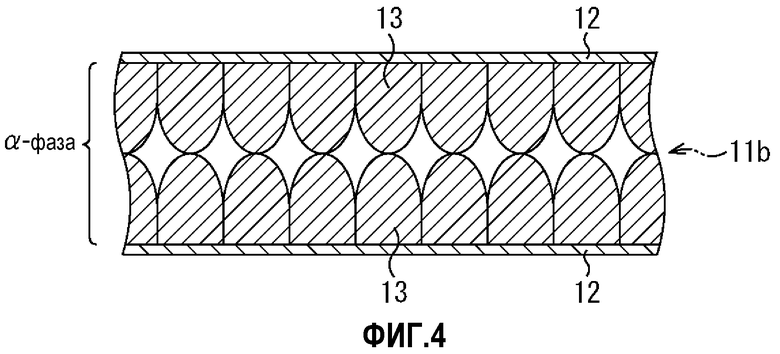
Способ включает создание металлического слоя (2) с ферритообразующим элементом, по меньшей мере, на одной поверхности пластины (1), выполненной из Fe или сплава Fe, с превращением α-γ. Затем пластину (1) и металлический слой (2) нагревают до температуры A3 Fe или сплава Fe. При этом ферритообразующий элемент диффундирует в пластину (1) из основного металла с созданием области (1b) сплава с ферритной фазой. В ферритной фазе получают степень накопления плоскостей {200} 25% или более, а степень накопления плоскостей - {222} 40% или менее. Затем пластину (1) дополнительно нагревают до температуры, превышающей температуру A3 Fe или сплава Fe. При этом степень накопления плоскостей {200} повышается, а степень накопления плоскостей {222} понижается при одновременном сохранении в области (1b) сплава ферритной фазы. Техническим результатом изобретения является обеспечение высокой плотности магнитного потока в пластине. 2 н. и 18 з.п. ф-лы, 4 ил., 31 табл., 13 пр.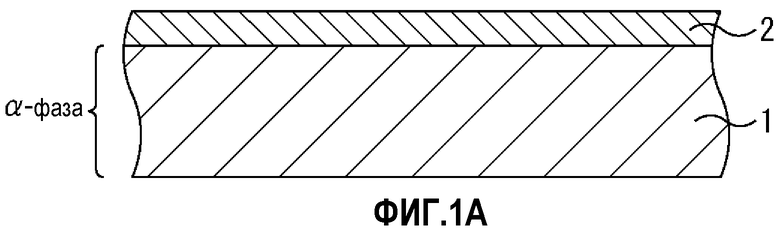
1. Способ изготовления пластины из Fe или сплава Fe, содержащий следующие этапы, на которых:
- создают металлический слой, содержащий ферритообразующий элемент, по меньшей мере, на одной поверхности пластины из основного металла, состоящей из Fe или сплава Fe с превращением α-γ;
- нагревают пластину из основного металла и металлический слой до температуры A3 Fe или сплава Fe для проведения диффузии ферритообразующего элемента в пластину из основного металла и создания области сплава из ферритной фазы, в которой степень накопления плоскостей {200} составляет 25% или более, а степень накопления плоскостей {222} составляет 40% или менее; и
- нагревают пластину из основного металла до температуры, равной температуре A3 Fe или сплава Fe или превышающей ее, для повышения степени накопления плоскостей {200} и понижения степени накопления плоскостей {222} при одновременном сохранении области сплава из ферритной фазы.
2. Способ по п.1, содержащий после повышения степени накопления плоскостей {200} и понижения степени накопления плоскостей {222} следующий этап, на котором:
- охлаждают пластину из основного металла до температуры ниже температуры A3 Fe или сплава Fe для выполнения превращения нелегированной области в пластине из основного металла из аустенитной фазы в ферритную фазу, что позволяет дополнительно повысить степень накопления плоскостей {200} и дополнительно понизить степень накопления плоскостей {222}.
3. Способ по п.1 или 2, в котором при повышении степени накопления плоскостей {200} и понижении степени накопления плоскостей {222} степень накопления плоскостей {200} повышают до 30% или более, а степень накопления плоскостей {222} понижают до 30% или менее.
4. Способ по п.1 или 2, в котором при повышении степени накопления плоскостей {200} и понижении степени накопления плоскостей {222} степень накопления плоскостей {200} повышают до 50% или более, а степень накопления плоскостей {222} понижают до 15% или менее.
5. Способ по п.1 или 2, в котором при повышении степени накопления плоскостей {200} и понижении степени накопления плоскостей {222} ферритообразующий элемент, содержащийся в металлическом слое, полностью диффундирует в пластину из основного металла.
6. Способ по п.1 или 2, в котором ферритообразующим элементом является, по меньшей мере, один химический элемент, выбранный из группы, состоящей из Al, Cr, Ga, Ge, Mo, Sb, Si, Sn, Ti, V, W и Zn.
7. Способ по п.1 или 2, в котором при повышении степени накопления плоскостей {200} и понижении степени накопления плоскостей {222} отношение площади области из одной ферритной фазы к площади металлической пластины в сечении по толщине обеспечивают равным 1% или более.
8. Способ по п.1 или 2, в котором в качестве пластины из основного металла используют пластину, в которой создана рабочая деформация и в которой плотность дислокации составляет не менее 1·1015 м/м3 и не более 1·1017м/м3.
9. Способ по п.1 или 2, в котором в качестве пластины из основного металла используют пластину, в которой рабочая деформация создана при помощи холодной прокатки, при которой степень обжатия составляет не менее 97% и не более 99,99%.
10. Способ по п.1 или 2, в котором в качестве пластины из основного металла используют пластину, в которой рабочую деформацию создают при помощи дробеструйной обработки.
11. Способ по п.1 или 2, в котором в качестве пластины из основного металла используют пластину, в которой рабочую деформацию создают при помощи холодной прокатки, при которой степень обжатия составляет не менее 50% и не более 99,99%, и дробеструйной обработки.
12. Способ по п.1 или 2, в котором в качестве пластины из основного металла используют пластину, в которой при помощи холодной прокатки создают деформацию сдвига, составляющую 0,2 или более.
13. Способ по п.1 или 2, в котором в качестве пластины из основного металла используют пластину, в которой при помощи холодной прокатки создают деформацию сдвига, составляющую 0,1 или более, а при помощи дробеструйной обработки создают рабочую деформацию.
14. Способ по п.1 или 2, в котором толщина пластины из основного металла составляет не менее 10 мкм и не более 5 мм.
15. Пластина, выполненная из Fe или сплава Fe, содержащая ферритообразующий элемент, в которой на поверхности степень накопления плоскостей {200} в ферритной фазе составляет 30% или более, а степень накопления плоскостей {222} в ферритной фазе составляет 30% или менее.
16. Пластина по п.15, полученная при помощи диффузии ферритообразующего элемента от поверхности во внутреннюю часть пластины из Fe или сплава Fe с превращением α-γ.
17. Пластина по п.15 или 16, имеющая на поверхности металлический слой, содержащий ферритообразующий элемент.
18. Пластина по п.15 или 16, в которой степень накопления плоскостей {200} составляет 50% или более, а степень накопления плоскостей {222} составляет 15% или менее.
19. Пластина по п.15 или 16, в которой ферритообразующий элемент представляет собой, по меньшей мере, один химический элемент, выбранный из группы, состоящей из Al, Cr, Ga, Ge, Mo, Sb, Si, Sn, Ti, V, W и Zn.
20. Пластина по п.15 или 16, содержащая однофазную область ферритной фазы, занимающую 1% или более исходя из отношения площадей в сечении по толщине металлической пластины.
| RU 2007118630 А, 27.11.2008 | |||
| Состав для диффузионного силицирования | 1979 |
|
SU926068A1 |
| СТАЛЬНОЙ ЛИСТ С ВЫСОКИМ СОДЕРЖАНИЕМ АЛЮМИНИЯ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2005 |
|
RU2355788C2 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

