Область техники
Изобретение относится к области получения защитных металлических покрытий на изделиях из стали, а именно к химико-термической обработке элементов технических конструкций, содержащих железо, в первую очередь, стальных конструкций, при которой обеспечивается диффузионное легирование этих конструкций одновременно хромом и кремнием.
Уровень техники
Диффузионные покрытия давно и хорошо известны.
Диффузионные покрытия, применявшиеся в древности, как правило, наносились путем погружения изделия в расплавленный металл, т. е. жидким методом. Однако этот сравнительно простой способ мог быть использован только для покрытия изделий легкоплавкими металлами. Поэтому, когда возникла необходимость в покрытиях тугоплавких металлов, в частности хромом, были разработаны новые методы. Применительно к насыщению поверхностных слоев сплавов хромом, прежде всего, возник парофазовый метод, затем газовый и жидкий.
Физическая природа диффузионного легирования металлов одинаковая независимо от легирующего элемента.
Диффузионное хромирование принципиально отличается от гальванического хромирования, при котором происходит непосредственное нанесение слоя хрома на поверхность изделия. Диффузионное же хромирование предусматривает проникание хрома в кристаллическую решетку металла путем диффузии.
В настоящее время диффузионное хромирование сплавов осуществляется четырьмя методами: твердым, парофазовым, газовым и жидким.
Происходящее при диффузионном хромировании обогащение поверхностных слоев сплава хромом сопровождается существенными изменениями их структуры и физико-химических свойств. Поверхность изделия после диффузионного хромирования приобретает очень высокую твердость, износостойкость, жаростойкость и коррозионную стойкость, а также особые магнитные и электрические свойства (например, Дубинин, Г.Н. Хромирование стали. - М.: Металлургиздат, 1950. - 58 с., [1]).
Цель любого химико-термического процесса, в том числе диффузионного хромирования и диффузионного силицирования - придание рабочему сечению изделия гетерогенных свойств, особенно необходимых в тех случаях, когда основные рабочие функции несут поверхностные зоны металла.
Цель силицирования заключается в образовании кислостойкой поверхности. Кроме этого происходит частичное перестроение атомной решетки, за счет чего повышаются качества износостойкости.
Силицирование придает стали высокую коррозионную стойкость в азотной, серной и соляной кислотах и несколько увеличивает стойкость против износа.
Хромирование повышает коррозионную стойкость, кислотостойкость, окалиностойкость и т.д.
Хромирование средне и высокоуглеродистых сталей повышает твердость и износостойкость.
При химико-термической обработке диффузионное легирование поверхностных слоев обрабатываемого металла или сплава хромом позволяет не только резко повысить прочностные характеристики, но изменить химические и физические свойства.
Химико-термическая обработка - это термообработка, заключающаяся в сочетании термического и химического воздействия с целью изменения состава, структуры и свойств поверхностного слоя стали.
При химико-термической обработке происходит насыщение стали соответствующим элементом (например, хромом, кремнием) путем его диффузии в атомарном состоянии из внешней среды (твердой, газовой, паровой, жидкой) при высокой температуре.
Химико-термическая обработка нашла широкое применение в машиностроении.
Широкое применение химико-термической обработки объясняется тем, что большинство деталей машин и механизмов работает в условиях износа, кавитации, циклических нагрузок, коррозии (химической, электрохимической) при криогенных или высоких температурах, при которых максимальные напряжения возникают в поверхностных слоях металла. Химико-термическая обработка, повышающая твердость поверхности, износостойкость, кавитационную и коррозионную стойкость и создавая на поверхности благоприятные остаточные напряжения сжатия, увеличивает надежность и долговечность деталей машин (например, Лахтин, Ю. М., Леонтьева В. П. Материаловедение: Учебник для высших технических учебных заведений. - 3-е изд., перераб. и доп.- М.: Машиностроение, 1990. - 528с: ил., [2]).
Так, например, из описания к патенту РФ № 2607871 (опубликован 20.01.2017) известен способ получения покрытия на изделиях из низко- или высоколегированных сталей, или цветных металлов или их сплавов путем нанесения на них металлического покрытия термодиффузионным методом включает следующие последовательно осуществляемые стадии: загрузку обрабатываемых изделий в постоянно вращающийся контейнер с одновременно насыщающейся порошковой смесью на основе порошка хрома с примесью оксида цинка в виде образующегося по всему объему контейнера пылевого облака из указанной порошковой смеси, за счет трибостатического эффекта равномерное осаждение насыщающей порошковой смеси на всей поверхности изделия, при этом вышеуказанные загрузку и осаждение проводят в течение не более 15 минут при скорости вращения контейнера 7-10 об/мин, нагрев контейнера с изделием в диапазоне температур от 250 до 500°С при скорости нагрева 5-10°С/мин и скорости вращения контейнера 5-8 об/мин при длительности стадии нагрева не более 50 мин, выдержку не менее 5 мин при указанных температурных режимах и при скорости вращения контейнера 2-6 об/мин и принудительное охлаждение контейнера с изделием при увеличении скорости вращения контейнера до 7-10 об/мин и скорости снижения температуры 5-10°С/мин и при длительности стадии охлаждения не менее 60 мин с обеспечением получения покрытия с толщиной антикоррозийного слоя от 1,5 до 16,0 мкм, которую регулируют длительностью осуществления двух последних стадий.
Также известен способ силицирования стальных изделий, включающий электролизную обработку изделий в солевом расплаве, содержащем кремнийсодержащий активатор, при этом, с целью интенсификации процесса, повышения износостойкости и конструктивной прочности обрабатываемых изделий, обработку проводят при катодной плотности тока 400-500 А/м2°и 1050-1100°С в течение 0,5-1,0 ч (авторское свидетельство СССР № 1280916, опубликовано 27.06.2007).
Однако, все известные способы диффузионного легирования хромом и способы силицирования имеют недостаток, состоящий в том, что легирование и силицирование осуществляют в процессе производства соответствующего изделия (соответствующей конструкции), а не в процессе его эксплуатации.
Этот недостаток проявляется в том, что крайне затруднительным, а порой и невозможным, является диффузионное легирование хромом и кремнием крупногабаритных конструкций.
В частности, это относится к радиантным секциям котлов и печей. Основная причина растрескивания таких труб (а следовательно, и короткого срока их службы) состоит в их низкой коррозионной стойкости в продуктах сгорания органического топлива. Диффузионное легирование хромом таких труб может повысить их коррозионную стойкость и, соответственно, увеличить срок службы, однако такое легирование в процессе производства крайне затруднено, требует кардинальной перестройки производства и существенно удорожает готовую продукцию и по этой причине не применяется в промышленных масштабах.
Вместе с тем известно керамическое покрытие Solcoat, содержащее Cr2O3 и SiO2. Это покрытие относится к классу высокоизлучающих.
Высокоизлучающие покрытия - это покрытия, изменяющие эмиссионные свойства поверхностей. Такие покрытия хорошо известны. Они применяются в различных областях, включая высокотемпературные ядерные реакторы, фотоэлектрические солнечные элементы, аэрокосмическую технику, черную и сталелитейную промышленность и нефтехимическую промышленность.
Solcoat - это золь-гель керамическое покрытие на водной основе с использованием компонент Solcoat™ /https://www.ctkeuro.ru/index.php?p=Coating#Slide4/. Такое покрытие используют для увеличения переизлучения теплового излучения.
Это единственный известный способ использования покрытия Solcoat по прямому назначению, то есть для переизлучения с высоким коэффициентом переизлучения.
Результатом такого использования является снижение энергетических потерь.
Известно применение керамического покрытия Solcoat, полученного смешиванием компонентов Solcoat и воды, нанесением полученной путем этого смешивания краски на поверхность элементов стальных конструкций (Снижение энергоемкости и повышение энергоэффективности на объектах ТЭК. Бабкин Виктор Александрович. Ачинск, 31.10.16, АО «АНПЗ ВНК», дата публикации 31.12.2019, http://www.ipktek.ru/templates/new_style_1/images/konkurs_2016/sec15/prod/pr.pdf). Данная информация принята в качестве наиболее близкого аналога к патентуемому решению.
Однако не известно применение данной технологии для легирования стальных конструкций в процессе их эксплуатации.
Раскрытие изобретения
Техническим результатом заявленного изобретения является упрощение диффузионного легирования стальных конструкций с повышением твердости и износостойкости, а следовательно, и долговечности, в том числе, длинномерных конструкций, за счет обеспечения возможности осуществления легирования в процессе их эксплуатации, при этом легирование происходит с увеличением диффузионного слоя в процессе одновременного совместного диффузионного легирования элементов хромом и кремнием. Кроме этого, техническим результатом является расширение сферы применения керамического покрытия, при этом покрытие Solcoat в данном случае его применения не является высокоизлучающим.
Технический результат достигается за счет применения керамического покрытия Solcoat для одновременного совместного диффузионного легирования хромом и кремнием в процессе эксплуатации поверхности элементов, содержащих железо, полученного смешиванием компонентов Solcoat и воды, и нанесенного на поверхность элементов, эксплуатирующихся при температуре не ниже 300°С и не более 560°С, с последующим отжигом до температуры не ниже температуры выпаривания воды из покрытия (до 120°С).
При этом неожиданным эффектом, выявленным при эксплуатации, является то, что диффузионное легирование элементов стальных конструкций, содержащих железо и эксплуатирующихся при температуре не ниже 300°С и не выше 560°С, происходит в процессе их эксплуатации.
Компоненты Solcoat и воду смешивают в пропорциях, установленных производителем Solcoat, а отжиг производят в рабочей газовой среде для этих элементов стальных конструкций. В результате такого смешивания получается краска, которая после ее нанесения на сталь и выпаривания из нее воды, добавленной при смешивании с компонентами Solcoat, становится керамическим покрытием.
Покрытие Solcoat представляет собой термостойкий газонепроницаемый керамический композит (до 1900°С). Оно обладает высокой коррозионной стойкостью в кислых газах и конденсатах. Покрытие Solcoat устойчиво к абляции и предотвращает образование накипи.
Покрытие Solcoat в зависимости от состава компонентов, используемых при его изготовлении, может быть в различных формах, например:
- зеленой - с повышенной коррозионной и термостойкостью,
- черной - с повышенной стойкостью к истиранию при более низких температурах - CroMag - с увеличенным температурным пределом использования.
Покрытие Solcoat изготавливают из краски на водной основе, получаемой перемешиванием в воде компонентов Solcoat.
Краска может наноситься воздушным и/или безвоздушным распылением.
При получении высокоизлучающего покрытия в технологическом процессе ее запекания и нагревания имеется три характерные температуры технологического процесса создания покрытия. Это:
 Температура изготовления краски;
Температура изготовления краски;
Температура запекания - это температура завершения выпаривания свободной (то есть не химически связанной) воды из краски. Это температура, при которой завершается выпаривание воды, которая была добавлена при приготовлении краски;
• Температура созревания - это температура нагревания покрытия, выше которой покрытие приобретает высокую излучающую способность (переизлучает с высоким коэффициентом переизлучения). Приобретаемая высокая излучаемая способность необратима, то есть при охлаждении покрытия оно не теряет это, ранее приобретенное свойство.
Кроме того, есть два температурных диапазона - температурный диапазон выпаривания свободной воды из краски и температурный диапазон выпаривания химически связанной воды из запеченного покрытия.
В процессе нагревания, нанесенной на поверхность краски, ее физические свойства изменяются.
Первое изменение происходит при закипании свободной воды и ее выпаривании. Это изменение состоит в том, что нанесенная на основание краска становится запеченным с основанием, на которое она нанесена, покрытием. При этом покрытие Solcoat пока еще не обладает высокоизлучающими свойствами.
При дальнейшем повышении температуры начинается постепенное выпаривание химически связанной воды, происходящее за счет разрыва химических связей в покрытии, приводящее к изменению его химического состава и сопровождающееся образованием воды.
На этой стадии при температуре начиная с 300°С и выше (вплоть до 560°С) образуется Cr-3 и происходит диффузионное насыщение поверхностного слоя металла атомами хрома (Cr-3). За счет высокого pH покрытия происходит «растворение» поверхностного слоя металла, то есть приведение поверхности металла к химически активному состоянию. Этот поверхностный слой металла подвержен ионной диффузии ионов (Cr-3) из покрытия. В результате поверхность металла насыщается хромом.
При температурах, начиная от 300°С, происходит химико- термическая обработка металла, при которой имеет место насыщение металла хромом. Эта химико- термическая обработка металла включает три последовательные стадии:
Первая стадия - образование активных атомов Cr-3 в покрытии (насыщающей среде) вблизи поверхности или непосредственно на поверхности металла. Мощность диффузионного потока, т.е. количество образующихся в единицу времени активных атомов Cr-3, зависит от состава и агрегатного состояния насыщающей среды (покрытия Solcoat), взаимодействия отдельных составляющих среды между собой, температуры, давления и состава стали. Эта стадия начинается при температуре покрытия Solcoat 300°С.
Вторая стадия - адсорбция (сорбция) образовавшихся активных атомов Cr-3 на поверхности насыщения (поверхность металла). Адсорбция является сложным процессом, который протекает на поверхности металла нестационарным образом. Различают физическую (обратимую) и химическую адсорбцию (хемосорбцию). При химико-термической обработке оба типа адсорбции накладываются друг на друга. Физическая адсорбция приводит только к сцеплению адсорбированных атомов насыщающего элемента (адсорбата) - Cr-3 с обрабатываемой поверхностью (адсорбентом) - металлом благодаря действию ван-дер-ваальсовых сил притяжения, и для нее характерна легкая обратимость процесса адсорбции (десорбция). При хемосорбции происходит взаимодействие между атомами адсорбата (Cr-3) и адсорбента (металла), которое по своему характеру и силе близко к химическому (Термическая обработка в машиностроении Справочник Под ред. Ю. М. Лахтина, А. Г. Рахштадта. Москва, издательство "Машиностроение", 1980г. - 783 с. [3]).
Адсорбция начинается, прежде всего, на тех участках поверхности металла, энергия которых максимальна. Адсорбированные атомы удерживаются на поверхности благодаря стремлению системы понизить запас свободной энергии. Адсорбция - всегда экзотермический процесс, приводящий к уменьшению свободной энергии.
Если химический потенциал диффундирующего элемента (Cr-3) в покрытии выше, чем в обрабатываемом металле, адсорбированные атомы поглощаются обрабатываемым металлом, внедряясь в вакантные места решетки, в большом количестве имеющиеся на поверхности металла.
Разность химических потенциалов насыщающей среды (покрытия) и обрабатываемого металла служит термодинамическим стимулом процесса химико- термической обработки.
Адсорбирующая способность обрабатываемой поверхности (металла) зависит от температуры, давления, состояния поверхности, природы металла и диффундирующего элемента и других факторов.
Третья стадия - это диффузия - перемещение адсорбированных атомов в решетке обрабатываемого металла. По мере накопления атомов диффундирующего элемента (Cr-3) на поверхности насыщения возникает диффузионный поток от поверхности вглубь обрабатываемого металла (изделия).
Процесс диффузии возможен только при наличии растворимости диффундирующего элемента в обрабатываемом металле и достаточно высокой температуре, обеспечивающей необходимую энергию атомам [3].
Указанные стадии процесса насыщения взаимосвязаны и влияют на кинетику химико-термической обработки, фазовый состав и структуру диффузионного слоя, а, следовательно, на его свойства.
Развитие процесса диффузии приводит к образованию в поверхностных слоях обрабатываемого металла диффузионной зоны, состоящей из твердых растворов или химических соединений.
Слой материала металла у поверхности насыщения, отличающийся от исходного по химическому составу, называется диффузионным слоем. Материал детали под диффузионным слоем, не затронутый воздействием окружающей активной среды, называют сердцевиной.
Интенсивность химико-термической обработки определяется главным образом ее диффузионной стадией. Под диффузией понимают перемещение атомов в кристаллическом теле на расстояния, превышающие средние межатомные данного металла.
Основной вид теплового движения атомов в кристаллической решетке - это колебания их около положения равновесия.
В основе процесса диффузии лежит атомный механизм, при котором каждый атом совершает более или менее случайные блуждания, т.е. ряд скачков между различными равновесными положениями в решетке.
Для осуществления элементарного акта диффузии атом должен преодолеть энергетический барьер, величину которого определяет энергия активации Q. Средняя тепловая энергия атомов EQ всегда меньше значения Q и линейно связана с температурой EQ = 3kT, где k - константа Больцмана.
Таким образом, энергия активации Q представляет собой величину флуктуации энергии, которая необходима для того, чтобы атом мог перейти из одного положения в кристаллической решетке в другое.
Элементарный акт диффузии при вакансионном механизме осуществляется путем перемещения атома в соседнюю вакансию и образования на старом месте новой вакансии и т.д. Таким образом, происходит непрерывная диффузия вакансий [3].
В металлах при образовании твердых растворов замещении диффузия преимущественно осуществляется по вакансионному механизму.
Диффузионное легирование хромом металлов, покрытых Solcoat, происходит начиная с 300°С и вплоть до температуры созревания, которая равна 560°С. Начиная с температуры созревания, происходят структурные изменения в покрытии, которые приводят к появлению высокоизлучающих свойств у покрытия. Таким образом, температура созревания - это температура, при превышении которой в покрытии Solcoat начинаются необратимые изменения, проявляющиеся появлением в покрытии высокой переизлучающей способности.
При насыщении чистого железа различными элементами строение эмиссионного слоя подчиняется общему правилу. Согласно этому правилу, диффузия между двумя компонентами вызывает образование однофазных слоев, соответствующих однофазным областям диаграммы фазового равновесия Fe-Ме, пересекаемых изотермой при температуре насыщения. Диффузионные слои образуются в той же последовательности, что и однофазные области на диаграмме состояния.
Следовательно, природа первичных образований, фазовый состав и изменение концентрации по глубине диффузионного слоя могут быть описаны диаграммой состояния: железо - диффундирующий элемент [3].
В случае диаграммы состояния с замкнутой областью γ-фазы (Fe-Cr) диффузия первоначально протекает в γ- фазе, а по достижении на поверхности предела растворимости происходит фазовая перекристаллизация γ -> α
Зародыши α-фазы образуются на поверхности в местах выхода границ зерен, блоков, скопления дислокаций и других дефектов строения, где более быстро достигается насыщение γ-фазы диффундирующим элементом, легче возникают флуктуации концентраций и энергии, необходимые для образования зародыша α-фазы критического размера и меньше работа его образования. Поскольку пресыщение имеется только на поверхности, α-фаза образует сплошной слой. Пока существует только γ-фаза, концентрация диффундирующего элемента плавно уменьшается от поверхности вглубь. Образование α-фазы приводит к скачкообразному повышению концентрации (химического потенциала) на величину, соответствующую ширине двухфазной области α + γ.
Скачок концентрации возникает вследствие того, что двухфазные области α + γ диффузионным путем образовываться не могут. Это объясняется тем, что в пределах двухфазной области составы фаз постоянны и градиент концентраций в пределах каждой из них равен нулю. Между α- фазой, образовавшейся на поверхности, и нижележащей γ-фазой возникает межфазовая граница раздела.
В α-фазе, образовавшейся на поверхности, и в нижележащей γ-фазе протекает диффузия насыщающего элемента, которая стремится изменить установившуюся концентрацию на межфазовой поверхности. Это приводит к развитию межфазовой диффузии, т.е. переходу атомов диффундирующего элемента из α-фазы в γ-фазу, что восстанавливает пограничные концентрации на границе раздела фаз и передвигает ее вглубь обрабатываемого металла. Скорость роста α-фазы будет тем выше, чем больше в ней подвижность диффундирующего элемента и чем медленнее протекает диффузия в γ-фазе.
Зародыши α-фазы растут по направлению диффузии, образуя характерные столбчатые кристаллы, так как необходимое для их роста пересыщение достигается в месте контакта α- и γ-фаз (Процессы взаимной диффузии в сплавах / И.Б. Боровский, К.П. Гуров, И.Д. Марчукова, Ю.Э. Угасте. - М.: Наука, 1973. - 360 с., [4]).
Толщина диффузионного слоя, определяющая глубину упрочненного слоя, является наиболее важной характеристикой химико-термической обработки. Толщина слоя определяется (Шиняев, А.Я. Диффузионные процессы в сплавах /А.Я. Шиняев. - М.: Наука, 1975. - 228 с., [5]):
Температурой насыщения;
Продолжительностью процесса;
Перепадом концентрации по глубине слоя;
Составом стали.
В подавляющем числе случаев рост эффективной толщины диффузионного слоя подчиняется параболической зависимости
х2 = kt
где х - толщина диффузионного слоя; k - константа, в которую входит коэффициент диффузии (см2/с)‚ зависящая от конкретных условий проведения химико-термической обработки; t - время.
Константа k‚ а, следовательно, и толщина слоя экспоненциально зависят от температуры.
Таким образом, чем длительнее процесс эмиссионного легирования и чем выше рабочая температура, тем толще диффузионный слой.
Это означает что, чем дольше покрытый Solcoat металл находится в рабочем режиме эксплуатации в температурном диапазоне от 300°С до 560°С тем толще диффузионный слой. Диффузионное легирование хромом происходит непрерывно в процессе эксплуатации с постепенным увеличением диффузионного слоя.
При дальнейшем повышении температуры, начиная с 560°С и выше оксид хрома, содержащийся в покрытии, переходит из аморфного состояния в стеклообразное пластичное низковязкое состояние и в этом состоянии заполняет все поры, образовавшиеся ранее при выпаривании химически связанной воды. В результате покрытие становится газонепроницаемым и образуется дополнительная защита от агрессивной среды.
Запекание покрытия Solcoat на поверхности стали или иной поверхности происходит при температуре запекания.
Температура запекания - это температура, при которой завершается процесс выпаривания свободной воды из краски (до 120°С).
Запекание состоит в жестком сцеплении покрытия с поверхностью основания, на которое оно нанесено (металла) и происходит при выпаривании воды из нанесенной на металл краски. Затвердевание завершается при полном выпаривании воды. До этого момента краска остается пластичной и твердеет по мере выпаривания.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Изобретение может быть осуществлено, например, в радиантно-конвекционных печах нанесением покрытия Solcoat на стальные змеевики.
Для осуществления заявляемого способа на первом этапе подготавливают поверхность змеевика (стальных труб) для нанесения на них покрытия Solcoat. Для этого трубы очищают от загрязнений и обеспыливают.
Далее, для получения покрытия, компоненты Solcoat в пропорциях, рекомендованных производителем, перемешиваются с водой.
В частности, компоненты Solcoat и воду смешивают в пропорциях:
Два контейнера SOLCOAT части A : Один контейнер SOLCOAT части B : Один контейнер SOLCOAT части C.
Перемешивание осуществляется на месте нанесения покрытия, например, как рекомендует производитель Solcoat, с помощью шнековой мешалки в течение 45 минут. Использовать полученную таким перемешиванием краску можно в течение 12÷24 часов. Краску наносят сразу на подготовленную поверхность в несколько (2÷4) слоев. Конечная толщина должна быть 0,12÷0,25 мм. Время между нанесением слоев может составлять от 30 минут до 4 часов.
При приготовлении состава краски Solcoat для диффузионного легирования хромом, доля воды может быть разной, но такой, что кислотность (pН) краски должна быть не меньше, чем рекомендована производителем Solcoat, в среднем, в диапазоне 7-11.
При приготовлении краски нужно учитывать, что, когда вода добавляется в порошковую смесь, когезионная способность порошковой массы увеличивается, и это вызывает более высокое сопротивление смешиванию. Следовательно, измерение крутящего момента влажной массы согласуется с различными стадиями насыщения жидкостью [R.C. Rowe, G.R. Sadeghnejad, The rheology of microcrystalline cellulose powder/water mixes - measurement using a mixer torque rheometer, International Journal of Pharmaceutics, 38 (1987) 227-229]. Выделяют четыре фазы взаимодействия жидкость-твердое тело, а именно маятниковую, фуникулярную, капиллярную и капельную фазы. При добавлении воды крутящий момент влажной массы увеличивается, поскольку насыщение жидкостью проходит через маятниковую фазу и фуникулярную массу фазу фуникулера. Максимальный крутящий момент приблизительно соответствует капиллярной фазе [B. Hancock, P. York, R. Rowe, An assessment of substrate-binder interactions in model wet masses. 1: Mixer torque rheometry, International Journal of Pharmaceutics, 102 (1994) 167-176.]
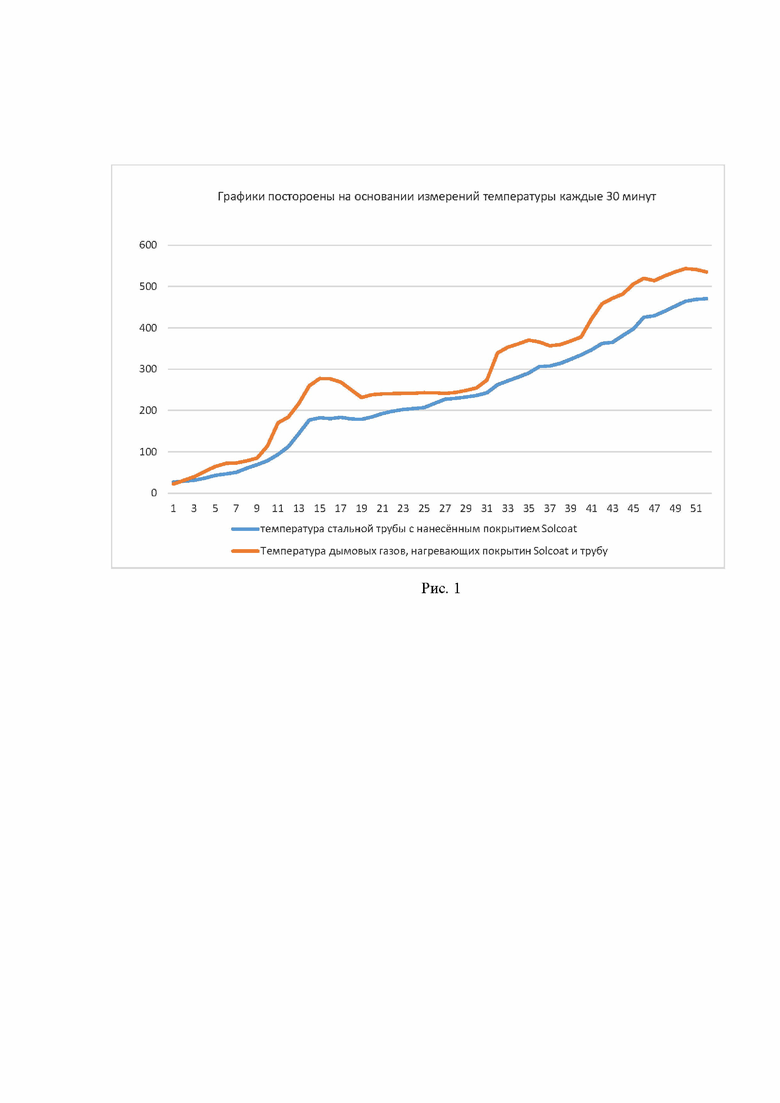
Запекание краски Solcoat, нанесенной на змеевик, может осуществляться в процессе запуска и сушки радиационно-конвекционной трубчатой печи, что иллюстрируется рис. 1.
Из этого графика следует, что при запуске печи в диапазоне от 300°С до 471°С будет происходить диффузионное легирование труб хромом.
Для подтверждения диффузионного хромирования были проведены эксперименты с пятью видами стали.
Марка стали ASTM A335 Grade P9 (в России выпускается аналог - сталь марки Х9М) исследовалась после ее хромировании по заявляемому способу на трубах змеевиков, изготовленных из такой стали, в реальных условиях эксплуатации этих труб радиационно-конвекционной трубчатой печи после нанесения на трубы покрытия Solcoat. Период эксплуатации составил пять лет. Через пять лет после нанесения на трубы змеевика покрытия Solcoat в процессе регламентных работ труба змеевика была заменена на новую, после чего из нее был вырезан кусок для исследований. Одновременно с нанесением покрытия Solcoat на трубу змеевика из стали ASTM A335 Grade P9, покрытие было нанесено также на 4 стальных пластины из сталей следующих марок: 08пс, 20, 09Г2, 12Х1МФ. Эти пластины находились в печи, в которой эксплуатировался змеевик из стали ASTM A335 Grade P9 с нанесенным на нее покрытием Solcoat. Пластины находились в непосредственной близости от змеевика. Они были взяты для исследования одновременно с выведенной из эксплуатации трубой змеевика.
Легированные стали маркируют цифрами и буквами, указывающими на примерный состав стали. В начале марки приводятся двузначные цифры (например, 12ХН3А), указывающие среднее содержание углерода в сотых долях процента. Русские буквы справа от цифры обозначают легирующие элементы, входящие в состав, стали. Буква «Х» означает легирование хромом.
В соответствии с этими правилами маркировки среди образцов стали, на которые было нанесено покрытие Solcoat, являются сталь ASTM A335 Grade P9 и сталь 12Х1МФ.
Сталь ASTM A335 Grade P9 применяется для бесшовных ферритовых труб из легированной стали для работы при высоких температурах. В этой стали 8-10% хрома. Это высоко легированная хромом сталь. Ее российским аналогом является сталь марки Х9М
В остальных образцах стали сколько ни будь значимое содержание хрома только у стали 12Х1МФ (0,9-1.2%). У остальных образцов содержание хром содержится как примесь в незначительных количествах: - меньше 0.1% (сталь 08пс), меньше 0,25% (сталь 20), меньше 0,3% (сталь 09Г2).
Во всех образцах стали кремний содержится как примесь в незначительных количествах.
Исследование проводилось с помощью сканирующего электронного микроскопа Phenom ProX, интегрированного с энергодисперсионным рентгеновским спектрометром с кремниевым дрейфовым детектором, охлаждаемым элементом Пельтье.
Исследование на сканирующем электронном микроскопе Phenom ProX показало появление в поверхностном слое тонкого слоя хрома.
Для ASTM A335 Grade P9 непосредственно на поверхности содержание хрома составляет 20%, что по крайней мере на 10% больше, чем обычное для этой стали содержание хрома. Далее по глубине от поверхности металла содержание хрома уменьшается до 10% на расстоянии 15 мкм. Результаты исследований приведены в таблице 1.
Существенно меньшая глубина легирования кремнием объясняется тем, что основным в процессе легирования является сцепление адсорбированных атомов насыщающего элемента (Si) с металлом благодаря действию ван-дер-ваальсовых сил притяжения.
Таким образом, проведенные исследования подтвердили возможность применения покрытия Solcoat для диффузионного легирования сталей одновременно хромом и кремнием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОИЗЛУЧАЮЩЕГО ЗОЛЬ-ГЕЛЬ КЕРАМИЧЕСКОГО ПОКРЫТИЯ | 2022 |
|
RU2794232C1 |
| ПРИМЕНЕНИЕ КЕРАМИЧЕСКОГО ПОКРЫТИЯ SOLCOAT ДЛЯ УВЕЛИЧЕНИЯ ТЕПЛОВОГО ПОТОКА, ПРОХОДЯЩЕГО ЧЕРЕЗ ЭЛЕМЕНТЫ КОНСТРУКЦИЙ, ПОДВЕРЖЕННЫХ НЕРАВНОМЕРНОМУ ПО ПОВЕРХНОСТИ НАГРЕВУ ВНЕШНИМ ИСТОЧНИКОМ | 2021 |
|
RU2776525C1 |
| ПРИМЕНЕНИЕ СУСПЕНЗИИ ГЕКСАГОНАЛЬНОГО НИТРИДА БОРА ДЛЯ УВЕЛИЧЕНИЯ ТЕПЛОВОГО ПОТОКА, ПРОХОДЯЩЕГО ЧЕРЕЗ ЭЛЕМЕНТЫ КОНСТРУКЦИЙ, ПОДВЕРЖЕННЫХ НЕРАВНОМЕРНОМУ ПО ПОВЕРХНОСТИ НАГРЕВУ ВНЕШНИМ ИСТОЧНИКОМ | 2020 |
|
RU2742643C1 |
| Способ очистки высокотемпературных аэрозолей | 2017 |
|
RU2674967C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2078848C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2009 |
|
RU2428503C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| СПОСОБ ДИФФУЗИОННОГО НАСЫЩЕНИЯ ДЕТАЛЕЙ | 2007 |
|
RU2347847C1 |
| Способ многокомпонентного диффузионного насыщения поверхности деталей из жаропрочных никелевых сплавов | 2019 |
|
RU2699332C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2464350C2 |
Изобретение относится к области получения защитных металлических покрытий на изделиях из стали, а именно к химико-термической обработке элементов технических конструкций, при которой обеспечивается диффузионное легирование этих конструкций хромом и кремнием. Применение керамического покрытия Solcoat для одновременного диффузионного легирования хромом и кремнием поверхности конструктивных стальных элементов в процессе эксплуатации при температуре не ниже 300°С и не более 560°С. Обеспечивается упрощение диффузионного легирования стальных конструкций с повышением твердости и износостойкости, а следовательно, и долговечности, в том числе длинномерных конструкций, за счет обеспечения возможности осуществления легирования в процессе их эксплуатации. Кроме этого расширяется сфера использования керамического покрытия. 1 ил., 1 табл.
Применение керамического покрытия Solcoat для одновременного диффузионного легирования хромом и кремнием поверхности конструктивных стальных элементов в процессе эксплуатации при температуре не ниже 300°С и не более 560°С.
| Бабкин В | |||
| А | |||
| Снижение энергоемкости и повышение энергоэффективности на объектах ТЭК, Ачинск, АО "АНПЗ ВНК", 31.10.2016, с.6, 8, http://www.ipktek.ru/templates/new_style_1/images/konkurs_2016/sec15/prod/pr/pdf | |||
| Состав для хромосилицирования стальных изделий | 1988 |
|
SU1666574A1 |
| Порошковая смесь для хромосилицирования стальных изделий | 1981 |
|
SU971912A1 |
| КОМБИНИРОВАННЫЙ КАРТОФЕЛЕКОПАТЕЛЬ | 1991 |
|
RU2033018C1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

