Область техники, к которой относится изобретение
Настоящее изобретение относится к листу высокопрочной электротехнической стали, а более конкретно к листу высокопрочной нетекстурированной электротехнической стали, и относится к магнитному материалу для высокоскоростной роторной машины с низкими потерями в стали, высокой магнитной индукцией и высокой прочностью, магнитному материалу для электромагнитного переключателя, превосходному по износостойкости, и способу его производства.
Уровень техники
В прошлом в качестве материала для роторов использовался ламинированный лист электротехнической стали, но недавно в вариантах применения, где требуются вращение с высокой скоростью и более крупный размер ротора, появилась вероятность превышения центробежной силой, прилагаемой к роторам, прочности листов электротехнической стали. Кроме того, существует также много электродвигателей, имеющих конструкции, в которых в роторы встроены магниты. Даже если скорость вращения не так высока, нагрузка, прилагаемая к самому материалу ротора, во время вращения ротора становится большой. И в том, что касается усталостной прочности, так же прочность материала становится проблемой в возрастающем количестве случаев.
Кроме того, электромагнитные выключатели при использовании изнашиваются по контактным поверхностям, таким образом требуется магнитный материал, превосходный не только по своим электромагнитным свойствам, но также и по износостойкости.
Для удовлетворения этих потребностей недавно был изучен лист высокопрочной нетекстурированной электротехнической стали, и было сделано несколько предложений. Например, Японская патентная публикация (А) номер 1-162748 и Японская патентная публикация (А) номер 61-84360 предлагают использовать в качестве материала сляб с повышенным содержанием Si и, кроме того, содержащий один или более элементов из числа Mn, Ni, Mo, Cr и других упрочняющих твердый раствор ингредиентов, но во время прокатки часто происходит ломка листа. Это вызывает снижение производительности и снижение выхода готовых изделий, таким образом, имеется еще возможность для усовершенствования. Кроме того, поскольку Ni, Mo, и Cr вводятся в большом количестве, материал становится чрезвычайно дорогостоящим. Японская патентная публикация (А) номер 2005-113185 и Японская патентная публикация (А) номер 2006-070348 раскрывают лист нетекстурированной электротехнической стали, в котором для получения прочности оставлены деформированные структуры, тогда как Японская патентная публикация (А) номер 2006-009048 и Японская патентная публикация (А) номер 2006-070296 раскрывают лист нетекстурированной электротехнической стали, в котором в твердый раствор дополнительно включены Nb и т.д. для подавления рекристаллизации. Однако в них не обращается особого внимания на размер кристаллического зерна перед образованием деформированных структур, таким образом имеется та проблема, что не могут быть получены стабильные потери в стали.
Кроме того, в Японской патентной публикации (А) номер 2004-84053 и Японской патентной публикации (А) номер 2004-99926 раскрыта технология, относящаяся к листу электротехнической стали, включающему в себя большое количество меди, но из-за того, что в стали выделяется фаза Cu, снижение потери на вихревые токи не может быть признано достаточным. Имеется возможность для усовершенствования для вариантов применения, в которых проблемой становятся высокочастотные характеристики.
Раскрытие изобретения
Как было объяснено выше, были сделаны различные предложения, касающиеся листа высокопрочной электротехнической стали, но на самом деле стабильное в промышленном отношении производство, использующее обычные установки по производству листа электротехнической стали при обеспечении необходимых магнитных свойств еще не достигнуто. Авторы изобретения ранее в японской заявке на патент, имеющей номер 2003-347084, подавали заявку, относящуюся к листу высокопрочной электротехнической стали с оставленными деформированными структурами.
Эта технология была создана на основе того факта, что, даже если оставить в кристаллической структуре деформированные структуры, магнитные свойства так сильно не ухудшаются, что, если рассматривать влияние на повышение прочности, результат никоим образом не хуже, чем у материала, упрочненного традиционными элементами твердого раствора или выделившимися фазами, и не только это, если рассматривать производительность и плоскостную анизотропию магнитных свойств, в частности магнитной индукции, это - чрезвычайно полезная технология. Однако ясная картина металлургии в том, что касается того, как улучшить баланс магнитных свойств и механических свойств для листа электротехнической стали, имеющей деформированные структуры, не была установлена. В этом отношении не было получено никакого доказательство того, что эта технология является оптимальной.
Авторы изобретения участвовали в детальных экспериментах, проясняющих этот аспект, в частности касающихся эффектов влияний, оказываемых структурой перед прокаткой, и обнаружили, что в листе электротехнической стали, имеющем деформированные структуры, имеется оптимальная область для достижения как хороших магнитных свойств, так и механических свойств, и, следовательно, преуспели в установлении оптимального в промышленном отношении диапазона с учетом дальнейшей производительности, в частности, обрабатываемости стальных полос.
Настоящее изобретение имеет в качестве своей задачи стабильное управляемое от ЭВМ производство листа высокопрочной нетекстурированной электротехнической стали, имеющего высокую прочность: предел прочности при растяжении (TS), составляющий, например, 500 МПА или больше, и износостойкость, и имеющего превосходные магнитные свойства: магнитную индукцию (В50), потери в стали и т.д., особенно при использовании в условиях высокочастотного магнитного поля, такого как в электродвигателе, вращающемся с высокой скоростью, без того, например, чтобы отличаться по холодной прокатываемости, эффективности операции отжига и т.д. от обыкновенного листа электротехнической стали. Настоящее изобретение было сделано для того, чтобы решить вышеупомянутую проблему, и имеет в качестве своей сущности следующее:
(1) Способ производства листа высокопрочной электротехнической стали, содержащей, в массовых процентах, С: 0,060% или меньше, Si: от 0,2 до 6,5%, Mn: от 0,05 до 3,0%, Р: 0,30% или меньше, S или Se: 0,040% или меньше, Al: 2,50% или меньше и N: 0,040% или меньше, остальное - Fe и неизбежные примеси, и имеющего деформированные структуры, остающиеся внутри стального листа, причем упомянутый способ производства листа высокопрочной электротехнической стали отличается этапом, на котором делают средний размер d кристаллического зерна стального листа непосредственно перед этапом образования деформированных структур, которые, в конечном счете, должны остаться в стальном листе, составляющим 20 микрометров или больше.
(2) Способ производства листа высокопрочной электротехнической стали, содержащей, в массовых процентах, С: 0,060% или меньше, Si: от 0,2 до 6,5%, Mn: от 0,05 до 3,0%, Р: 0,30% или меньше, S или Se: 0,040% или меньше, Al: 2,50% или меньше и N: 0,040% или меньше, остальное - Fe и неизбежные примеси, и имеющего деформированные структуры, остающиеся внутри стального листа, причем упомянутый способ производства листа высокопрочной электротехнической стали отличается этапом, на котором делают средний размер d (в микрометрах) кристаллического зерна стального листа непосредственно перед этапом образования деформированных структур, которые, в конечном счете, должны остаться внутри стального листа, составляющим d≥(220-50×Si%-50×Al%).
(3) Способ производства листа высокопрочной электротехнической стали, изложенный в пункте (1) или (2), отличающийся этапом, на котором делают средний размер d (в микрометрах) кристаллического зерна стального листа непосредственно перед этапом образования деформированных структур, которые, в конечном счете, должны остаться внутри стального листа, составляющим:
d≤(400-50×Si%) и
d≤(820-200×Si%)
(4) Способ производства листа высокопрочной электротехнической стали, изложенный в любом одном из пунктов с (1) по (3), отличающийся этапом, на котором делают степень рекристаллизации стального листа непосредственно перед этапом образования деформированных структур, которые, в конечном счете, должны остаться внутри стального листа, составляющей 50% или больше.
(5) Способ производства листа высокопрочной электротехнической стали, изложенный в любом одном из пунктов с (1) по (4), отличающийся тем, что ингредиенты стали дополнительно содержат, в массовых процентах, один или оба ингредиента из числа: Cu: от 0,001 до 30,0% и Nb: от 0,03 до 8,0%.
(6) Способ производства листа высокопрочной электротехнической стали, изложенный в любом одном из пунктов с (1) по (5), отличающийся тем, что ингредиенты стали дополнительно содержат, в массовых процентах, один или более типов ингредиентов из числа: Ti: 1,0% или меньше, V: 1,0% или меньше, Zr: 1,0% или меньше, В: 0,010% или меньше, Ni: 15,0% или меньше и Cr: 15,0% или меньше.
(7) Способ производства листа высокопрочной электротехнической стали, изложенный в любом одном из пунктов с (1) по (6), отличающийся тем, что ингредиенты стали дополнительно содержат, в массовых процентах, один или более типов ингредиентов из числа: Bi, Mo, W, Sn, Sb, Mg, Ca, Ce, La и Co - в общей сложности 0,5% или меньше.
(8) Способ производства листа высокопрочной электротехнической стали, изложенный в любом одном из пунктов с (1) по (7), отличающийся тем, что деформированные структуры, присутствующие внутри стального листа, занимают 1% или больше по относительной площади, если рассматривать его сечение.
(9) Способ производства листа высокопрочной электротехнической стали, изложенный в любом одном из пунктов с (1) по (8), отличающийся тем, что средняя плотность дислокаций в деформированных структурах внутри стального листа составляет 1×1013/м2 или больше.
(10) Лист высокопрочной электротехнической стали, описанный в пунктах с (1) по (9), отличающийся тем, что представляет собой единственную ферритную фазу в температурной области от комнатной температуры до 1150°С и удовлетворяет, в массовых процентах, следующему соотношению,
980-400×C+50×Si-30×Mn+400×P+100×Al-20×Cu-15×Ni-10×Cr>900
(11) Лист высокопрочной электротехнической стали, описанный в пункте (10), отличающийся тем, что для того, чтобы сделать предел прочности при растяжении 100 МПА или больше, используют термическую обработку при 450°С в течение 30 минут.
(12) Способ производства листа высокопрочной электротехнической стали, отличающийся производством стального листа, описанного в пункте (10), в процессе которого выполняют этапы, на которых производят окончательную термическую обработки после холодной прокатки, термическую обработку, при которой выдерживают лист в температурной области 800°С или больше в течение 5 секунд или больше и не позволяют образование аустенитной фазы в материале стали даже при максимальной температуре в этой термической обработке.
(13) Способ производства листа высокопрочной электротехнической стали, отличающийся производством стального листа, описанного в пункте (10), в процессе которого выполняют этап охлаждения после выдерживания листа в температурной области 800°С или больше в течение 5 секунд или больше, охлаждая со скоростью охлаждения, составляющей 40°С/сек или больше до 300°С или меньше.
(14) Способ производства листа высокопрочной электротехнической стали, описанного в пункте (10), отличающийся этапом, на котором делают время пребывания листа в диапазоне от 700 до 400°С на упомянутом этапе охлаждения, составляющим 5 секунд или меньше.
Краткое описание чертежей
Чертеж представляет собой вид, показывающий баланс "прочность - потери в стали", зависящий от размера зерна перед обработкой.
Осуществление изобретения
Для решения этой задачи авторы изобретения приняли участие в различных экспериментах и исследованиях. Таким образом, настоящее изобретение предлагает стальной лист, содержащий С: 0,060% или меньше, Si: от 0,5 до 6,5%, Mn: от 0,05 до 3,0%, Р: 0,30% или меньше, S или Se: 0,040% или меньше, Al: 2,50% или меньше и N: 0,040% или меньше и, кроме того, содержащий, в соответствии с потребностью, один или оба элемента из числа Cu: от 0,001 до 30,0% и Nb: от 0,05 до 8,0%, при этом (1) для повышения прочности структуру стального листа наделяют деформированными структурами и используют дислокационное упрочнение, (2) кристаллическую структуру непосредственно перед формированием деформированных структур, которые, в конечном счете, остаются в стальном листе, подвергают укрупнению зерна, и (3) вышеупомянутая кристаллическая структура ограничена в том, что касается количества Si, что улучшает обрабатываемость, так что предлагается лист электротехнической стали, в котором оставлены и образованы деформированные структуры, при этом баланс прочности и магнитных свойств улучшено при высокой производительности, не вызывая снижения рабочих характеристик и т.д.
Состав ингредиентов
Сначала будет рассмотрен состав ингредиентов листа высокопрочной электротехнической стали согласно настоящему изобретению.
С вызывает ухудшение магнитных свойств, поэтому его содержание сделано 0,060% или меньше. С другой стороны, он эффективно воздействует на улучшение текстуры и оказывает действие, подавляющее развитие ориентации {111}, не предпочтительной для магнитных свойств, и способствующее развитию предпочтительных {110}, {100}, {114} и других ориентации. Кроме того, с точки зрения повышения прочности, в частности, повышения предела текучести, повышения тепловой прочности и предела ползучести и улучшения характеристик теплой усталости, в случае ниобийсодержащей стали вследствие наличия эффекта замедления рекристаллизации посредством NbC предпочтительно, чтобы это содержание составляло от 0,0031 до 0,0301%, более предпочтительно - от 0,0051 до 0,0221%, более предпочтительно - от 0,0071 до 0,0181%, более предпочтительно - от 0,0081 до 0,0151%.
Когда такое вышеописанное воздействие С особенно выражено или когда вопрос магнитного старения стоит особенно остро, до стадии сляба, с точки зрения эффективности раскисления, можно вводить более высокое содержание С и уменьшать количество С посредством обезуглероживающего отжига после формирования рулона. Снижая содержание до 0,010% или около того или меньше, с точки зрения стоимости производства выгодно снижать количество С посредством установок дегазации на стадии расплавленной стали. В частности, если сделать его 0,0020%о или меньше, то имеется замечательный эффект снижения потерь в стали. В стали по изобретению, не требующей для увеличения прочности карбидов или других неметаллических выделившихся фаз, даже 0,0015% или меньше делают возможным увеличение прочности, в то время как дополнительно даже 0,0010% или меньше делают возможным достаточное увеличение прочности.
Si увеличивает собственное сопротивление стали, снижая вихревые токи и снижая потери в стали, и повышает предел прочности при растяжении, но если вводимое количество меньше чем 0,2%, этот эффект мал. Предпочтительно, чтобы это содержание составляло 1,0% или больше, более предпочтительно - 1,5% или больше, более предпочтительно - 2,0% или больше, более предпочтительно - 2,5% или больше. В общем, при использовании в условиях высокочастотного магнитного поля потери из-за вихревых токов становятся больше, но даже в стали по изобретению, содержащей деформированные структуры, для того, чтобы подавить эту потерю от вихревых токов, полезно поднять содержание Si. Однако, если оно больше чем 6,5%, сталь делается заметно ломкой. Дополнительно снижая магнитную индукцию продукции, это содержание делают 6,5% или меньше, предпочтительно - 4,0% или меньше. Оптимальный диапазон количества Si, который объяснен выше, определен с учетом также кристаллической структуры непосредственно перед образованием деформированных структур, которые, в конечном счете, должны остаться в стальном листе - важного фактора по настоящему изобретению. Учитывая эту кристаллическую структуру, для того, чтобы уменьшить опасения, касающиеся хрупкости, предпочтительными являются 3,7% или меньше. Если 3,2% или меньше, притом что также имеется равновесие с количеством других элементов, то более не будет необходимо учитывать хрупкость вовсе. Кроме того, это содержание может быть сделано меньше чем 2,0%, меньше чем 1,5% и меньше чем 1,0%.
Отметим, что в случае использования объясняемого далее твердого раствора Cu, Si эффективен для подавления образования аустенитной фазы при высокой температуре, стабилизации ферритной фазы даже при высокой температуре, и делает эффект снижения потерь от вихревых токов посредством твердого раствора Cu заметным, но при вводимом количестве меньше чем 1,5% этот эффект мал. В частности, в стали с низким содержанием Si эффект снижения потерь от вихревых токов посредством твердого раствора С имеет тенденцию становиться более слабым, так что предпочтительно, чтобы Si содержалось 2,1% или больше, более предпочтительно - 2,6% или больше.
Mn может быть прямым образом введен для того, чтобы поднять прочность стали, но особенно не требуется в целях стали по настоящему изобретению, использующей деформированные структуры в качестве главного средства увеличения прочности. Он вводится с целью повысить собственное сопротивление или увеличить количество сульфидов и способствовать росту кристаллического зерна и, таким образом, снизить потери от вихревых токов и снизить потери в стали, но чрезмерное его введение не только вызывает падение магнитной индукции, но также способствует формированию аустенитной фазы при высокой температуре, так что его содержание сделано от 0,05 до 3,0%, предпочтительно - от 0,5% до 2,5%, предпочтительно - от 0,5% до 2,0%, более предпочтительно - от 0,8% до 1,2%.
Р представляет собой элемент, оказывающий замечательное воздействие на предел прочности при растяжении и вносит свой вклад в стабилизацию ферритной фазы при высокой температуре, но таким же образом, как и вышеупомянутый Mn, в стали по настоящему изобретению его введение на самом деле не требуется. Если его больше чем 0,3%, то хрупкость становится большой и выполняемые в промышленном масштабе горячая прокатка, холодная прокатка и другая обработка становилась трудной, таким образом, верхний предел сделан 0,30%. Предпочтительно, чтобы количество составляло 0,20%о или меньше, более предпочтительно - 0,15% или меньше.
S легко образует связь с Cu, вводимым в сталях по изобретению в соответствии с потребностью, оказывает воздействие на поведение при образовании металлической фазы, главным образом, состоящей из Cu, важен в целях введения Cu и иногда вызывает снижение прочностных характеристик, поэтому при введении его в больших количествах требуется осторожность. Кроме того, в зависимости от условий термической обработки можно образовывать прямым образом тонкие сульфиды Cu и способствовать более высокой прочности. Образованные сульфиды иногда вызывают ухудшение магнитных свойств, в частности потери в стали. В частности, когда поддерживаемое значение потерь в стали строго задано, предпочтительно, чтобы содержание S было низким и ограничивалось 0,040% или меньше. Предпочтительно, чтобы содержание составляло 0,020% или меньше, более предпочтительно - 0,010% или меньше. Se также оказывает по существу то же самое воздействие, что и S.
Al обычно вводят в качестве раскислителя, но можно уменьшить введение Al и использовать для раскисления Si. В раскисленной посредством Si стали с количеством Al, составляющим 0,005% или около того или меньше, AlN не образуется, так что это также имеет эффект снижения потерь в стали. Наоборот, также возможно прямым образом вводить его для того, чтобы способствовать росту зерен AlN и использовать увеличение собственного сопротивления для того, чтобы снижать потери в стали, но если его более чем 2,50%, то становится проблемой хрупкость, так что содержание сделано от 2,50% до меньше чем 2,0% или меньше чем 1,8%.
Отметим, что при использовании в качестве упрочняющего элемента твердого раствора Cu, с точки зрения раскисления, так и образования нитридов, твердый раствор Al прямым образом вводят для того, чтобы стабилизировать ферритную фазу при высокой температуре и подавить потери от вихревых токов благодаря увеличению электрического сопротивления. Кроме того, это также имеет эффект содействия замечательному эффекту снижения потерь от вихревых токов посредством твердого раствора Cu. Таким же образом, как и в случае Si, предпочтительно вводить его прямым образом. Предпочтительно, чтобы содержание составляло 0,3% или больше, более предпочтительно - 0,6% или больше, более предпочтительно - 1,1% или больше, более предпочтительно - 1,6% или больше, более предпочтительно - 2,1% или больше. Однако, если его более чем 2,50%, то становятся проблемами жидкотекучесть и хрупкость, так что содержание сделано 2,50% или меньше.
N, подобно С, вызывает ухудшение магнитных свойств, так что его содержание сделано 0,040% или меньше. В раскисленной посредством Si стали с содержанием Al, составляющим 0,005% или около того или меньше, подобно С, это элемент, имеющий эффекты увеличения прочности, в частности повышения предела текучести, улучшения тепловой прочности и предела ползучести, и улучшения характеристик теплой усталости, и в случае ниобийсодержащей стали - замедления рекристаллизации посредством NbN, и также эффективный с точки зрения улучшения структуры. С этой точки зрения предпочтительно, чтобы это содержание составляло от 0,0031 до 0,0301%, более предпочтительно - от 0,0051 до 0,0221%, более предпочтительно - от 0,0061 до 0,0200%, более предпочтительно - от 0,0081 до 0,0151%. Когда Al составляет 0,010% или около того или больше, введение большого количества N делает возможным образование тонкого AlN и усиление эффекта замедления рекристаллизации, но эффективность замедления рекристаллизации низка, а вредное воздействие на магнитные свойства также является относительно большим, таким образом реальная потребность в введении этого элемента отсутствует. В раскисленной посредством Al стали N должен составлять 0,0040% или меньше. Когда не требуется никакого повышение прочности благодаря нитридам или эффекту замедления рекристаллизации, предпочтительно, чтобы содержание N было настолько низко, насколько это возможно. Если сделать его 0,0027% или меньше, то эффект подавления магнитного старения или ухудшения характеристик AlN в алюминийсодержащей стали заметен. Более предпочтительно, чтобы это содержание составляло 0,0022%, более предпочтительно - 0,0015% или меньше.
Cu вводится в настоящем изобретении в соответствии с потребностью. Cu, если он присутствует в виде твердого раствора Cu, имеет эффект повышения степени рекристаллизации стального листа и замедления рекристаллизации стального листа. При упрочнении заготовки по настоящему изобретению такой эффект появляется от 0,001% или около того. В зависимости от количества примесей можно получить этот эффект от Cu, даже прямым образом не вводя Cu, но предпочтительно сделать содержание Cu составляющим 0,002% или больше, 0,003% или больше, 0,005% или больше, 0,007% или больше, 0,01% или больше, 0,02% или больше, 0,03% или больше, 0,04% или больше, 0,05% или больше, кроме того, 0,1% или больше, 0,5% или больше, 1,0% или больше, или 2,0% или больше. В таком случае эффект выражен больше. Если содержание Cu низкое, то эффект замедления рекристаллизации становится малым, условия термической обработки для получения эффекта замедления рекристаллизации ограничены узким диапазоном, и в некоторых случаях свобода управления условиями производства и настройки производства становится меньше. С другой стороны, если содержание Си чрезмерно высоко, то воздействие на магнитные свойства становится большим, и, в частности, в некоторых случаях повышение потерь в стали становится заметным, так что верхний предел с этой точки зрения составляет 8,0%, особенно предпочтительно - 5,5% или меньше. С точки зрения стоимости введение этого содержания может быть сделано меньше чем 0,1%, кроме того, меньше чем 0,01.
В традиционной стали, в области такого низкого содержания Cu, не заметно почти никакого влияния Cu, но в стали по настоящему изобретению, даже при таком малом количестве Cu, видно хорошее влияние на улучшение баланса "предел текучести - потери в стали". Этот механизм не ясен, но, как предполагают, является следующим. Можно сказать, что дислокации высокой плотности, имеющиеся в стали, такой как стали по изобретению, необходимы для обеспечения прочности и по крайней мере для повышения потерь в стали. Повышение предела текучести связано с взаимодействием между дислокациями, остающимися в стали, и дислокациями, вновь вводимыми при деформировании стального листа, и легкостью активности дислокаций, остающихся в стали. Чем более сильны взаимодействия или затруднена активность существующих дислокаций, тем больше повышается предел текучести. С другой стороны, потери в стали связаны с взаимодействием между дислокациями, остающимися в стали, и доменными стенками, движущимися во время приложения магнитного поля. Чем меньше это взаимодействие, тем больше подавляется повышение потерь в стали. В результате взаимодействие с дислокациями становится больше (или сами остающиеся дислокации становятся менее активными). Если остается большое количество дислокаций с малым взаимодействием с доменными стенками, то баланс "предел текучести - потери в стали" улучшается. Величина взаимодействия в основном считается связанной с полями напряжения вокруг дислокаций (с деформацией кристаллической решетки). Считается, что малое количество Cu выделяется вокруг остающихся дислокаций и образует поля напряжений, оптимальные для улучшения баланса "предел текучести - потери в стали", предпочтительные дислокации избирательно распространяются в процессе образования остающихся дислокаций или предпочтительные дислокации избирательно заставлены остаться в процессе отжига. На какой стадии проявляется влияние малого количества Cu не ясно, но в качестве одного фактора может быть названо изменение поля напряжений, вызванное разностью в атомном радиусе между Cu и Fe.
С другой стороны, авторы изобретения уже подавали заявку на технологию, образующую в листе электротехнической стали металлической фазы, состоящей, главным образом, из Cu (в дальнейшем именуемой в данном описании как "фаза металла Cu"), для того, чтобы попытаться достигнуть более высокой прочности. Когда дело касается фазы металла Cu, сочетание с этой заявкой ни в коей мере не умаляет результаты настоящего изобретение. Предпочтительно, хотя и не является особым ограничением, то, чтобы размер фазы металла Cu или выделившихся фаз Nb, присутствующих в стали по изобретению, составлял 0,20 микрометров или меньше. Если размер превышает этот, то эффективность замедления рекристаллизации падает, становится необходимым большое количество металлической фазы и также вредное воздействие на магнитные свойства легко становится большим. Кроме того, хотя и не в качестве особого ограничения выраженная в численном виде плотность фазы металла Cu или выделившихся фаз Nb ограничена диапазоном, пригодным ввиду связи с содержанием Cu, Nb или С, и размером выделившейся фазы, желательно, чтобы она составляла 20/микрометров3 или больше или около того. Этот эффект достигается в вышеупомянутом диапазоне концентрации Cu.
Кроме того, при использовании объясняемого далее твердого раствора Cu в качестве упрочняющего элемента диапазон содержания Cu для достижения хороших высокочастотных свойств может быть сделан от 2,0 до 30,0%. Если содержание Cu является низким, то эффект снижения потерь от вихревых токов становится малым. С другой стороны, если содержание Cu слишком высоко, то подавление создания металлических фаз, состоящих, главным образом, из Cu, становится трудным, и эффект снижения потерь от вихревых токов становится меньше. Помимо этого при образовании относительно крупных фаз металла Cu, гистерезисные потери имеют тенденцию значительно увеличиваться, и трещины и дефекты в стальном листе во время прокатки имеют тенденцию ухудшаться.
Следовательно, предпочтительно, чтобы содержание Cu в этом случае составляло 2,1% или больше, более предпочтительно - 2,6% или больше, более предпочтительно - 3,1% или больше, более предпочтительно - 3,6% или больше, более предпочтительно - 4,1% или больше, более предпочтительно - 4,6% или больше. Предпочтительно, чтобы верхний предел, учитывающий также стоимость введения самого Cu и стоимость введения Ni, вводимого в целях подавления поверхностных дефектов во время горячей прокатки, вызванных Cu (Cu - дефекты), составлял 20,0%, более предпочтительно - 15,0%, более предпочтительно - 12,0%, более предпочтительно - 10,0%. Отметим, что, если Cu, введенная в таком случае в сталь с высоким содержанием Si, находится в состоянии твердого раствора, то она не будет вызывать хрупкость стали или ухудшение холодной прокатываемости подобно Si или Al. Скорее она будет оказывать благотворное воздействие на подавление хрупкости, вызванной Si и т.д. Кроме того, она не вызывает сильного ухудшения магнитной индукции, подобно упоминаемому далее Cr, и оказывает небольшое вредное воздействия, даже при введении ее в относительно большом количестве.
Nb в настоящем изобретении вводится в соответствии с потребностью. Завися от содержащихся количеств С, N, и S, он формирует в стальном листе карбиды, нитриды, сульфиды и другие тонкие выделившиеся фазы в большом количестве и вызывает заменое ухудшение потерь в стали, способствует рост текстуры {111} после холодной прокатки и отжига, и снижает магнитную индукцию, так что в сталь по настоящему изобретению его на самом деле вводить не следует. По этой причине при установке верхнего предела Nb 8% или меньше, предпочтительно - 0,02% или меньше, более предпочтительно - 0,0050% или меньше, еще более предпочтительно - 0,0030% или меньше становится возможным получать хорошие потери в стали.
Однако карбиды и нитриды Nb (в дальнейшем именуемые в этом описании "выделившиеся фазы Nb") оказывают действие по замедлению рекристаллизации стального листа, так что можно активно использовать это в настоящем изобретении. Кроме того, тонкие выделившиеся фазы Nb также имеют эффект увеличения прочности в диапазоне, не оказывающем вредного воздействия на магнитные свойства. Кроме того, Nb может также использоваться для упрочнения как твердый раствор Nb. Этот диапазон ограничен диапазоном от 0,05 до 8,0%. Предпочтительно, чтобы это содержание составляло от 0,08 до 2,0%.
В дополнение к этому почти все элементы, используемые для увеличения прочности листа высокопрочной электротехнической стали на предшествующем уровне техники рассматриваются не только как представляющие проблемы в том, что касается затрат на их введение, но также и оказывают некоторое вредное воздействие на магнитные свойства, так что на самом деле не должны вводиться. При введении прямым образом, исходя из баланса эффекта замедления рекристаллизации, эффекта увеличения прочности, повышения затрат и ухудшения магнитных свойств, добавляется один или более элементов из числа Ti, Zr, V, В, Ni и Cr, но вводимые количества сделаны следующими: Ti: 1,0% или меньше, Zr: 1,0% или меньше, V: 1,0% или меньше, В: 0,010% или меньше, Ni: 15,0% или меньше и Cr: 15,0% или меньше.
Ti, Zr, и V представляют собой элементы, которые образуют в стальном листе тонкие выделившиеся фазы карбидов, нитридов, сульфидов и т.д. и также имеют эффект увеличения прочности, но по сравнению с Nb эти эффекты малы, хотя тенденция вызывать ухудшение потерь в стали является более сильной. Кроме того, при образовании частичной рекристализованной структуры на этапе отжига после холодной прокатки имеется сильный эффект стимуляции выстраивания в ориентации {111}, неблагоприятной для улучшения магнитной индукции, так что в стали по настоящему изобретению они скорее могли бы стать вредными элементами. По этой причине в случае, если не предполагается упрочнение выделившимися фазами, предпочтительно сделать это содержание 1,0% или меньше. Делая содержание предпочтительно 0,50% или меньше, более предпочтительно 0,30% или меньше, еще более предпочтительно 0,010% или меньше, кроме того, 0,0050% или меньше, можно получить хорошие потери в стали.
Отметим, что в настоящем изобретении следует препятствовать выделению Nb, Zr, Ti, V и других карбидо-, нитридо-, и сульфидообразующих элементов при условии, что не используются разъясненные выше эффекты от выделения этих элементов. Содержание Nb+Zr+Ti+V составляет меньше чем 0,1%, предпочтительно - меньше чем 0,08%, более предпочтительно - от 0,002 до 0,05%.
В выделяется на границах кристаллического зерна и имеет эффект подавления хрупкости, вызванной выделением Р по границам зерен, но в стали по настоящему изобретению хрупкость не составляет особой проблемы, как в случае с листом традиционной упрочненной, главным образом, посредством твердого раствора высокопрочной электротехнической стали, так что введение для этой цели не является важным. Скорее 0,0002% или больше должны быть введены в целях замедления рекристаллизации, вызванного воздействиями твердого раствора В на степень рекристаллизации. Если введено больше чем 0,010%, то имеет место заметная хрупкость, так что верхний предел сделан 0,010%.
Ni также признан имеющим при его содержании приблизительно от 0,001% эффект повышения степени рекристаллизации. Даже при содержании 0,01% или меньше он имеет определенный эффект по фиксации дислокаций, но предпочтительно содержится в количествах 0,05%, 0,1%, 0,5%, 1,0%, 2,0% или, кроме того, 3,0%, благодаря чему его эффекты проявляются более отчетливо. Кроме того, известно, что Ni эффективен для предотвращения поверхностных дефектов во время горячей прокатки, вызванных Cu как элементом, водимым в соответствии с потребностью в сталь по изобретению (Cu-дефектов). И для этой цели его также можно вводить прямым образом. Кроме того, его вредные воздействия на магнитные свойства относительно малы и он имеет эффект улучшения магнитной индукции и, кроме того, признан эффективным для повышения прочности, так что является элементом, часто используемым в листе высокопрочной электротехнической стали. При использовании Ni в целях предотвращения Cu-дефектов, он в порядке грубого норматива вводится в количестве от 1/8 до 1/2 или около того от количества Cu.
При использовании твердого раствора Cu для повышения прочности, как это объясняется далее, введением Ni в составе композиции продемонстрирован заметный эффект снижения потерь от вихревых токов, никогда не отмечавшийся в прошлом. Причина этого не ясна, но ею могло бы быть влияние положений, занимаемых Cu твердого раствора и Ni твердого раствора в кристаллической решетке Fe, и в той или иной мере образование регулярной решетки, относящейся к Ni и Cu.
Кроме того, Ni также эффективен для улучшения коррозионной стойкости, но, учитывая стоимость введения и вредное воздействие на магнитные свойства, предпочтительно сделать верхний предел 15%, кроме того, 10%, кроме того, и в дополнение к этому 5,0%.
Cr представляет собой элемент, вводимый для улучшения коррозионной стойкости и улучшения магнитных свойств в высокочастотном диапазоне, но и здесь, учитывая стоимость введения и вредное воздействие на магнитные свойства, предпочтительно сделать верхний предел 15,0%.
В частности при использовании твердого раствора Cu, как это объясняется далее, эти функции в достаточной мере выполняются Cu (или другими элементами, такими как Ni), так что никакой потребности в введении в этих целях Cr нет. При использовании твердого раствора Cu Cr скорее вводится для того, чтобы регулировать стабильность ферритной фазы при высокой температуре, но снижение магнитной индукции, вызванное этим введением, заметно, и этот элемент скорее может оказаться вредным. Кроме того, эффект снижения потерь от вихревых токов, вызванный твердым раствором Cu, заметно выражен в стали с низким содержанием Cr, так что, если отсутствует какого-либо рода потребность, Cr предпочтительно не вводить. Причина не ясна, но этот эффект твердого раствора Cu, как полагают, становится заметным вследствие явления взаимодействия не только с вышеупомянутыми Si, Al и Ni, но также и других элементов, включая Cr. С этой точки зрения, учитывая также стоимость введения, верхний предел содержания Cr сделан 15%, предпочтительно - 8,0%, более предпочтительно - 4,9%, более предпочтительно - 2,9%, более предпочтительно - 1,9%, более предпочтительно - 0,9% и более предпочтительно - 0,4%.
Кроме того, что касается других элементов с ничтожно малым количеством в дополнение к количествам, неизбежно переходящим из руды, лома и т.д., даже если они вводятся различными известными способами, результат настоящего изобретения никоим образом не нарушается. Кроме того, даже если их количества малы, они являются элементами, образующими тонкие карбиды, сульфиды, нитриды, оксиды и т.д. и демонстрирующими не несущественные эффекты замедления рекристаллизации или повышения прочности, но эти тонкие выделившиеся фазы также оказывают большие вредные воздействия на магнитные свойства. Кроме того, в стали по настоящему изобретению остаточные деформированные и восстановленные структуры делают возможным получение достаточного эффекта замедления рекристаллизации, так что эти элементы на самом деле вводить не следует.
Неизбежное содержание этих элементов с ничтожно малым количеством обычно составляет 0,005% или меньше для каждого элемента, но также для различных целей, не описанных в этом описании, возможно введение 0,01% или около того или больше. И в этом случае также, исходя из баланса с магнитными свойствами, делают содержание одного или более типов элементов из числа Bi, Mo, W, Sn, Sb, Mg, Ca, Се и Co составляющим в общей сложности 0,5% или меньше.
Сталь, включающая в себя вышеупомянутые ингредиенты, расплавляется конвертером таким же образом, как лист обычной электротехнической стали, непрерывно отливается в сляб, затем подвергается горячей прокатке. Подвергшийся горячей прокатке лист при производстве отжигается, подвергается холодной прокатке, окончательному отжигу и т.д. Прохождение в дополнение к этим этапам этапов образования электроизоляционного покрытия или обезуглероживания и т.д. никоим образом не умаляет результаты настоящего изобретения. Кроме того, также нет проблем даже в том случае, если производство осуществляется не посредством обычных этапов, а посредством этапов производства полосы при быстром охлаждении и затвердевании, непрерывной разливки тонких слябов без какого-либо этапа горячей прокатки и т.д.
Деформированные структуры
В настоящем изобретении в стальном листе необходимо формировать специальные структуры, именуемые в настоящем изобретении "деформированными структурами". "Деформированные структуры" по настоящему изобретению отличаются от "рекристаллизованных структур", составляющих почти весь стальной лист в обыкновенном листе электротехнической стали. В общем, это обозначает структуры, где деформация, накопленная в стальном листе вследствие холодной прокатки и т.д., полностью не исчезла. Более конкретно, в процессе отжига подвергшегося холодной прокатке стального листа в структуры, деформированные холодной прокаткой и содержащие высокую плотность дислокаций, вторгаются структуры с низкой плотностью дислокаций, образованные при выдерживании стали при высокой температуре на этапе отжига ("рекристаллизованные структуры"), что приводит к прогрессированию рекристаллизации. Области, в которые эти "рекристаллизованные структуры" не вторгаются, определены как "деформированные структуры". В деформированных структурах, вообще говоря, во время отжига плотность дислокаций становится ниже вследствие так называемого "восстановления" и т.д., но не становится столь же низкой, как в рекристаллизованных структурах. При распространении деформации имеется некоторое неоднородное состояние между "деформированными структурами" и "рекристаллизованными структурами". Кроме того, "деформированные структуры" могут быть получены дальнейшей обработкой рекристаллизованных структур. В этом случае, если рассматривать в целом, это состояние становится состоянием, при котором в структуре остается однородная деформация. В настоящем изобретении деформированные структуры используются для достижения требуемой более высокой прочности.
Размер зерна перед обработкой
Далее будет рассмотрен средний размер d кристаллического зерна стального листа непосредственно перед этапом образования деформированных структур, которые, в конечном счете, должны остаться внутри стального листа, служащих отличительным признаком настоящего изобретения. Ниже этот размер зерна будет именоваться "размером зерна перед обработкой". Настоящее изобретение в основном укрупняет "размер зерна перед обработкой" для того, чтобы значительно улучшить свойства после обработки, в частности баланс "прочность - потери в стали". "Размер зерна перед обработкой" становится размером зерна на момент времени подвергшегося горячей прокатке листа, когда осуществляется холодная прокатка подвергшегося горячей прокатке листа, затем подавляется рекристаллизация при последующем отжиге для того, чтобы оставить деформированные структуры в конечной продукции. В это время, если осуществлять отжиг подвергшегося горячей прокатке листа, как это обычно делается в листе электротехнической стали, размер зерна после отжига подвергшегося горячей прокатке листа становится "размером зерна перед обработкой". Кроме того, когда подвергшийся холодной прокатке стальной лист вновь подвергается холодной прокатке, а затем рекристаллизации таким образом, чтобы оставить деформированные структуры в конечной продукции, этот размер становится размером зерна на момент времени отожженного листа. Далее, когда например осуществляется холодная прокатка листа, затем вновь его холодная прокатка при оставлении деформированных структур на этапе отжига, эффект от обработки повторной холодной прокаткой может быть большим, но деформированные структуры, образованные при холодной прокатке, не исчезнут полностью и останутся до окончания повторной холодной прокатки при повторной холодной прокатке, так что размер зерна перед холодной прокаткой, то есть если брать обычные этапы, размер зерна подвергшегося горячей прокатки листа станет "размером зерна перед обработкой".
В настоящем изобретении этот "размер зерна перед обработкой" d (в микрометрах) определен как особый диапазон в отношении количества Si и количества Al. Таким образом, удовлетворяя следующей формуле (1) или (2) и далее (3) и (4), можно получить превосходную характеристику баланса "прочность - потери в стали", по настоящему изобретению достигнута:


 и
и

Формула (1) просто показывает случай, при котором "размер зерна перед обработкой" более крупный, чем некоторый конкретный размер. Размер кристаллического зерна обычного стального листа поддерживается в диапазоне от нескольких микрометров до нескольких сот раз по 100 микрометров, но, чтобы получить эффект по настоящему изобретению, его следует сделать 20 микрометров или больше. Предпочтительно, чтобы этот размер составлял 50 микрометров или больше, более предпочтительно - 100 микрометров или больше, более предпочтительно - 150 микрометров или больше, более предпочтительно 200 микрометров или больше, более предпочтительно - 250 микрометров или больше.
Формула (2) определяет "размер зерна перед обработкой", полученный в результате изобретения в отношении количества Si и количества Al. В общем, чем выше количество Si и количество Al в стальном листе, тем лучше баланс "прочность - потерь в стали", так что чем выше содержание Si и чем выше содержание А1 в материале, тем легче получить превосходный баланс "прочность - потери в стали", даже если "размер зерна перед обработкой" является малым. Возможны соотношения d>(200-50×Si%-50×Al%), d>(180-50×Si%-50×Al%), кроме того d>(150-50×Si%-50×Al%). С другой стороны, также возможно d>(220-50×Si%).
Формула (3) и Формула (4) дают грубые нормативы для верхнего предела "размера зерна перед обработкой". В общем, чем выше содержание Si в материале, тем более ломкий материал, но если "размер зерна перед обработкой" становится чрезмерно крупным, он становится еще более ломким и холодная прокатка и другая обработка становится трудной, так что иногда верхний предел становится необходим. Этот верхний предел зависит не только от ингредиентов стали, отличных от количества Si, и истории нагрева вплоть до обработки, но также и от способа обработки стального листа и свойств, которые должны быть получены.
Конкретные условия для поддержания "размера зерна перед обработкой" в вышеупомянутом диапазоне зависят также от ингредиентов стали и истории нагрева до обработки, поэтому он не может быть ограничен конкретными диапазонами, но для специалиста в данной области техники, имеющего в ней обычные познания, не составит труда определить подходящие условия путем проведения несколько раз испытаний по термической обработке на стальном листе с ингредиентами и историей нагрева, соответствующей стальному листу, который должен быть получен. Цель этого подтвердить рекристаллизацию стального листа и поведение роста зерна и правильно отрегулировать историю нагрева таким образом, чтобы была получена требуемая структура.
Что касается ингредиентов стали, то повышение их чистоты способствует образованию крупных зерен. В частности, эффективно снижение содержания С, N и Р. Кроме того, получение за счет ингредиентов стали с единственной ферритной стали и подавление фазового перехода во время горячей прокатки делает укрупнение зерен подвергшегося горячей прокатке листа более легкодостижимым.
Кроме того, если целью является более крупные зерна в подвергшемся горячей прокатке листе, то можно рассмотреть: повышение температуры нагрева при горячей прокатке, повышение конечной температуры горячей прокатки, снижая степень обжатия после окончания горячей прокатки, медленное охлаждение после окончательной прокатки, свертывание в рулон при высокой температуре, высокотемпературный отжиг подвергшегося горячей прокаткой листа в течение длительного периода времени и т.д. Кроме того, если целью являются более крупные зерна в подвергшемся отжигу листе, высокотемпературный отжиг в течение длительного периода времени прост, но также возможно сделать выделившиеся фазы более крупными и улучшить рост зерна во время отжига посредством низкотемпературного нагрева сляба или свертывания в рулон при высокой температуре в ходе горячей прокатки или высокотемпературных условий отжига подвергшегося горячей прокатке листа. В частности, например, предпочтительно сделать этап отжига непосредственно перед образованием деформированных структур любой этап из числа нижеследующих этапов, на которых.
(1) В случае, когда холодная прокатка выполняется два или более раз с промежуточным отжигом между ними, выполняют промежуточный отжиг непосредственно перед окончательной холодной прокаткой при температуре свыше 850°С (предпочтительно 860°С или больше) или в течение периода времени свыше 30 секунд (предпочтительно 35 секунд или больше).
(2) В случае, когда холодная прокатка выполняется только один раз, при отжиге подвергшегося горячей прокатке листа отжигают подвергшийся горячей прокатке лист при температуре свыше 1100°С (предпочтительно 1110°С или больше) или в течение периода времени свыше 30 секунд (предпочтительно 35 секунд или больше).
(3) В случае, когда не применяется ни вышеупомянутый пункт (1) ни (2), выполняют свертывание в рулон при горячей прокатке при температуре свыше 700°С (предпочтительно 710°С или больше).
Степень рекристаллизации в структуре перед обработкой
Отметим, что в зависимости от условий, иногда деформированные структуры остаются в стальном листе непосредственно перед этапом образования деформированных структур, которые, в конечном счете, должны остаться в стальном листе. В этом случае для получения эффекта по настоящему изобретению предпочтительно не позволять деформированным структурам оставаться непосредственно перед этапом образования деформированных структур в максимально возможной степени. Предпочтительно сделать степень (r) рекристаллизации непосредственно перед этапом образования деформированных структур
 .
.
Более предпочтительно, чтобы r составляло 90% или больше. Само собой разумеется, что непосредственно перед шагом образования деформированных структур предпочтительны полностью рекристаллизованные структуры, удовлетворяющие вышеупомянутым формулам с (1) по (4). Кроме того, когда в структуре непосредственно перед этапом образования деформированных структур частично остаются еще не рекристаллизованные области, то возможно получить эффект по изобретению, удовлетворяя вышеупомянутой формуле (5), но когда размер зерна рекристаллизованных частей является крупным, даже если еще не рекристаллизованные части превышают 50%, эффекты по настоящему изобретению будут иногда появляться. При этом, приняв, что еще не рекристаллизованные части представляют собой мелкие кристаллические зерна с размером зерна 5 микрометров, и найдя средний размер зерна, можно судить об эффекте изобретения по формулам (1) и (2). Этот случай также включен в настоящее изобретение.
Способ измерения размера зерна перед обработкой
Отметим, что размер кристаллического зерна и степень рекристаллизации определяют наблюдением структуры сечения листа при травлении его таким образом, как это обычно делается при наблюдении структуры черных металлов. Размер зерна представляет собой диаметр, определяемый исходя из наблюдаемой площади кристаллического зерна в предположении, что площадь сечения зерна представляет собой круг, в то время как степень рекристаллизации определяется исходя из относительной площади еще не рекристаллизованных частей в наблюдаемой области. Само собой разумеется, что это измерение должно быть выполнено для достаточно средней области без сегрегации.
Влияние размера зерна перед обработкой
Механизм влияния "размера зерна перед обработкой" не бесспорен, но можно рассмотреть эффекты изменения дислокационной структуры, изменения текстуры, кроме того, изменения в дислокационной структуре после обработки, вследствие различия в текстуре перед обработкой и т.д. В то время как подробности не ясны, предполагается, что, в конечном счете, дислокационные структуры в деформированных структурах превращаются в структуры, действующие как мощные препятствия для дислокаций, пытающихся перемещаться вследствие внешнего напряжения, и не действующие с легкостью как преграды для доменных стенок, пытающихся перемещаться вследствие внешнего магнитного поля.
Предел прочности при растяжении
Стальной лист, охватываемый настоящим изобретением, имеет предел прочности при растяжении 500 МПА или больше. Если стальной лист имеет предел прочности при растяжении, величина которого ниже чем это значение, даже в случае со стальным листом, упрочненным, главным образом, обычными Si, Mn и другими элементами твердого раствора и структурно полностью занятым рекристаллизованными структурами, то становится возможным производить его без такого уж сильного снижения производительности. Это объясняется тем, что такой материал делает лист заметно лучше по его магнитным свойствам. Настоящее изобретение ограничено высокопрочными материалами, которые упрочнены, главным образом, посредством обычного упрочнения твердого раствора и которые нельзя произвести без снижения производительности. Чтобы еще более воспользоваться выгодами от настоящего изобретения, изобретение в предпочтительном варианте следует применять к стальному листу с пределом прочности при растяжении 600 МПА или больше, более предпочтительно - 700 МПА или больше, более предпочтительно к стальному листу с пределом прочности при растяжении 800 МПА или больше. Возможно даже производство стального листа с пределом прочности при растяжении 900 МПА или больше, который в настоящее время вообще не производится. Кроме того, даже стальной лист с пределом прочности при растяжении 1000 МПА или больше, даже не предполагаемый для производства в будущем, может быть произведен с высокой производительностью.
Отметим, что при использовании в роторе электродвигателя небольшая деформация означает конец срока службы этой детали, так что для оценки должен использоваться не предел прочности при растяжении, но предел текучести. Стали по изобретению имеют деформированные структуры, остающиеся в них, так что по сравнению со сталью, упрочненной твердым раствором или дисперсионно упрочненной сталью у них при той же самой прочности предел текучести более высок, и по сравнению с этими традиционными материалами они демонстрируют более желательные свойства. То есть отношение напряжения при пределе текучести к пределу прочности становится относительно высокой величиной, составляющей от 0,7 до 1,0 или около этого. Корреляция между пределом текучести и пределом прочности при растяжении становится в этом материале чрезвычайно сильной. По этой причине, даже если использовать для оценки предел текучести, превосходство сталей по изобретению совсем не меняется. Эффект изобретения без проблем демонстрируется даже для вариантов применения, подобных ротору, где проблемой становится предел текучести.
Относительная площадь деформированных структур
Деформированные структуры присутствуют при наблюдении структуры в сечении стального листа на относительной площади 1% или больше. Площадь сечения в настоящем изобретение наблюдают как сечение, у которого одна сторона сечения становится направлением прокатки стального листа, а другая сторона становится направлением толщины стального листа. Используется способ, выполняемый на листах обычной стали, состоящий в использовании ниталя или другого химиката для травления и обнажения структуры, но изобретение особенно не ограничено способом наблюдения. Может использоваться любая технология, позволяющая отличить рекристаллизованную структуру и деформированные структуры.
Если относительная площадь деформированных структур составляет 1% или меньше, то эффект повышения прочности становится меньше. Когда деформированные структуры составляют по существу 0%, результатом становится лист обычной стали как таковой. Регулируя относительную площадь в диапазоне от 0 до 1%, эффект повышения прочности меньше, хотя необходимо чрезвычайно строго регулировать температуру отжига, таким образом это не практично. Для получения фактически требующегося уровня прочности предпочтительно поддерживать относительную площадь деформированных структур составляющей 5% или больше, более предпочтительно - 10% или больше, более предпочтительно - 20% или больше, более предпочтительно - 30% или больше, более предпочтительно - 50% или больше, более предпочтительно - 70% или больше. Нет никаких проблем, даже если сделать 100% деформированных структур, где по существу никакие рекристаллизованные структуры не наблюдаются вовсе. В этом случае результатом становится так называемое "полностью твердое" состояние, которое не отжигают вовсе, или состояние, в котором отжиг выполняют, но структура восстанавливается до состояния, предшествовавшего началу рекристаллизации.
Отметим, что, даже если деформированные структуры составляют меньше чем 95%, 90%, 85%, 80%, или, кроме того, 75%, эффект настоящего изобретения получен.
Образование деформированных структур
В стальном листе по настоящему изобретению структура регулируется в соответствии с необходимыми прочностью и магнитными свойствами, но это регулирование может быть выполнено за счет ингредиентов стали, истории горячей прокатки, скорости холодной прокатки, температуры нагрева при отжиге, продолжительности отжига или скорости нагревания, скорости охлаждения и т.д. Специалист в данной области техники может выполнить это без каких бы то ни было проблем путем повторных попыток. В качестве альтернативы стальной лист, подвергнутый такому отжигу, чтобы рекристаллизованные структуры занимали всю его массу, может быть деформирован путем повторной холодной прокатки и т.д. для того, чтобы образовать деформированные структуры. В этом случае обычно деформирование производится макроскопически равномерно, так что все количество строения становится деформированными структурами или соответствует 100% деформированных структур. В этом случае перед обработкой учитывают ингредиенты стали, историю нагрева, свойства и т.д., и количество обработки используется для того, чтобы регулировать прочность и магнитные свойства. Это также возможно без проблем для специалиста в данной области техники за несколько попыток.
В качестве грубого норматива в случае листа так называемой обыкновенной низкосортной электротехнической стали с количеством Si 1% или около того или меньше температура не превышает 700°С, в то время как даже в случае листа так называемой обыкновенной высококачественной электротехнической стали с количеством Si 3% или около того температура не превышает 800°С или около того, но, например, при введении соответствующих количеств Cu, Nb и т.д. можно получить стали по изобретению с полностью восстановленными структурами, не рекристаллизующимися вовсе, даже при температуре 900°С или около того или больше. С другой стороны, отжиг при температуре, сильно отличающейся от температуры для листа обыкновенной электротехнической стали, требует большого изменения температуры печи и не только влечет снижение эффективности работы, но также наряду с вышеупомянутым вызывает проблемы в области безопасности вследствие образования несгоревшего газа. Нижний предел температуры нагрева при отжиге во избежание этих проблем благодаря крайне низкотемпературному отжигу составляет 400°С или около того или больше.
Грубый норматив для определения продолжительности отжига также зависит от температуры, но для создания эффекта отжига требуется по меньшей мере 5 секунд или около того. Продолжительность отжига нельзя указать однозначно явно, поскольку она зависит от ингредиентов, истории производства до термической обработки и т.д., но грубый норматив составляет: если 850°С, то в пределах 5 минут, если 750°С, то в течение одного часа, и если 600°С, то свыше 10 часов. Как было объяснено выше, условия температуры и продолжительности, дающие возможность воспользоваться эффектом по изобретению, могут быть найдены без проблем человеком, квалифицированным в данной области техники, за несколько попыток. Главное, при этом подтвердить поведение при рекристаллизации рассматриваемого стального листа.
В случае, когда деформированные структуры образуются заново путем повторной холодной прокатки и т.д., если количество обработки является небольшим, то иногда трудно четко определить существование деформированных структур вышеупомянутым способом наблюдения структуры, но в качестве грубого норматива, для того чтобы в достаточной мере получить эффект по изобретению, при наблюдении структуры сечения возможно использовать отношение: (размер кристаллических зерен в направлении толщины листа) / (размер кристаллических зерен в направлении прокатки) в. Это значение делают составляющим 0,9 или меньше. Если оно 0,8 или меньше, то отчетливо получают эффект повышения прочности. Предпочтительно, чтобы это значение составляло 0,7 или меньше, более предпочтительно - 0,6 или меньше, более предпочтительно - 0,5 или меньше, более предпочтительно - 0,3 или меньше. Однако, если это значение чрезмерно низко, то становится заметным ухудшение магнитных свойств, так что требуется осторожность.
Вышеупомянутая обработка обычно выполняется путем холодной прокатки, но нет никакой потребности настаивать на ней при условии, что имеется изменение в количестве деформации или качестве материала в соответствии с предписанием настоящего изобретения. Могут быть использованы: теплая прокатка, горячая прокатка в той мере, в которой деформированные структуры не исчезают, деформация растяжения посредством приложения растягивающего усилия, деформация изгиба посредством правильной машины и т.д., дробеструйная обработка, ковка или другой способ. Наоборот, благодаря способу создания деформации, дислокационную структуру заставляют превращаться в структуру, предпочтительную для настоящего изобретения, объясняемую далее, так что становится возможным дальнейшее улучшение свойств.
В случае выполнения этой обработки путем холодной прокатки грубый норматив степени обжатия может быть с легкостью оценен по отношению размера кристаллических зерен, но составляет от 10 до 70% или около этого. Когда далее вновь подвергают холодный прокатке материал, размягченный до некоторой степени на таком этапе отжига, для того чтобы повысить его твердость, материал можно легко сделать тоньше, и производительность выпуска очень тонкого листа электротехнической стали, который в прошлом было трудно изготовить, также повышается. Такой очень тонкий лист электротехнической стали согласно настоящему изобретению делает возможным подавление потерь от вихревых токов в случае использования в условиях высокочастотного магнитного поля, так что также имеет преимущество, будучи эффективным для снижения потерь в стали.
Отметим, что теперь даже есть лист электротехнической стали, отгружаемый после прокатки стального листа, подвергшегося рекристаллизационному отжигу, выполняемой посредством прокатки на 1-20% или около того в дрессировочной клети как с другим способом по настоящему изобретению, то есть так называемый полуфабрикат листа электротехнической стали. Этот лист, подвергшийся прокатке в дрессировочной клети, отгружается как продукция, перерабатывается изготовителями электродвигателей на детали электродвигателя, затем отжигается при условиях, при которых рекристаллизация произойдет в достаточной мере для того, чтобы вызвать наведенный деформацией рост зерна и таким образом получить крупные рекристаллизованные структуры. Этот способ представляет собой средство улучшения магнитных свойств и также иногда называется способом пропуска в дрессировочной клети. В этом способе во время использования как элемента конструкции никогда не остается никаких деформированных структур.
Термическая обработка после образования деформированных структур
Настоящее изобретение по существу отличается от этого стального листа и способа. В нем в основном не выполняется никакой термической обработки после переработки листа в деталь электрического оборудования. Даже при выполнении своего рода термической обработки при сварке стального листа или обработки поверхности и т.д. деформированные структуры, предусматриваемые в настоящем изобретении, не исчезнут и останутся в диапазоне, предусмотренным настоящим изобретением. Это объясняется тем, что, если деформированные структуры исчезают или отклоняются от предусмотренного диапазона по настоящему изобретению, то прочность стального листа, которая требуется в состоянии использования в реальном электродвигателе, станет недостаточной. Грубый норматив для температуры этой термической обработки является таким же, как температурные условия на вышеупомянутом этапе отжига стального листа.
Оптимальные условия для использования эффекта по изобретению могут быть найдены во взаимодействии со специалистами в области производства стального листа или даже без такого взаимодействия, без каких-либо проблем путем нескольких попыток обычным изготовителем электрического оборудования.
Плотность дислокаций
Эффект "деформированных структур", объясненных выше, можно также оценивать по плотности дислокаций в "деформированных структурах". Средняя плотность дислокаций в деформированных структурах составляет 1×1013/м2 или больше, более предпочтительно - 3×1013/м2 или больше, более предпочтительно -1×1014/м2 или больше, более предпочтительно 3×1014/м2 или больше. Эта плотность дислокаций измеряется электронным микроскопом просвечивающего типа. В обыкновенном листе электротехнической стали, где все количество стального листа составляют рекристаллизованные структуры, средняя плотность дислокаций составляет 1×1012/м2 или около того или меньше, так что имеется десятикратное или большее различие, достаточное для того, чтобы отличить деформированные структуры.
Отметим, что, строго говоря, для того, чтобы использовать даже обыкновенный лист электротехнической стали в качестве различных элементов конструкций, изготовители и т.д. разрезают, обжимают и иным образом его обрабатывают. Известно, что вследствие этого некоторые деформации остаются введенными в стальной лист и что это оказывает влияние на свойства элементов конструкции. Этот вид деформации вводится только в обрабатываемых местах стального листа и отличается от деформации, сознательно создаваемой по всей поверхности стального листа в настоящем изобретении, так что не вносят такого уж большого вклада в достижение высокой прочности элемента конструкции в целом.
Причина, по которой могут быть сохранены магнитные свойства
Причина, по которой хорошие магнитные свойства могут быть сохранены, даже если в материале остаются деформированные структуры, как в настоящем изобретение, не ясна, но как полагают, представляет собой что-то наподобие следующего. В прошлом считалось, что деформированные структуры вызывали значительное ухудшение магнитных свойств и не рассматривались как средство для достижения высокой прочности материала. Высокая прочность достигалась измельчением кристаллических зерен, упрочнением твердого раствора, дисперсионным упрочнением и т.д. Однако потребности в более высокой прочности материалов постоянно возрастали. Традиционные средства для достижения высокой прочности теперь вынуждены иметь дело даже с областями условий, заметно ухудшающих магнитные свойства. При рассмотрении средства для достижения высокой прочности, использующего деформированные структуры опять же при таких условиях, оказывается, что в некотором смысле нельзя более назвать его таким уж невыгодным способом.
Кроме того, традиционно исследовался эффект от деформированных структур при холодной прокатке материалов, где величина деформации была относительно мала по амплитуде. Считается, что при таких условиях дислокационные структуры в материале относительно неоднородны и относительно стабильные распределения дислокаций, подобные так называемым ячеистым структурам или восстановленным структурам, не образуются. Такая степень обработки вовсе не была привлекательной как средство достижения высокой прочности. Кроме того, с такими дислокационными структурами дислокации становились только препятствиями для перемещения доменных стенок. Магнитные свойства замечательно ухудшались, таким образом, очевидно, это никогда не применялось на практике.
С другой стороны, при холодной обработки с относительно высокой величиной деформации, как в настоящем изобретении или в деформированных структурах, восстановленных посредством отжига, дислокации образуют относительно стабильные ячеистые структуры. Ячейки обычно имеют диаметр, составляющий от 1 микрометра до 0,1 микрометра или около того. За исключением того факта, что границы ячейки образованы дислокациями, и различие в ориентациях кристалла со смежными ячейками мало, они имеют структуры, аналогичные обычным кристаллическим зернам. Они могут рассматриваться как один тип сверхмелких кристаллических зерен и, как полагают, не препятствуют с легкостью перемещению доменных стенок. Кроме того, такие сверхмелкие кристаллические зерна имеют высокую прочность и имеют соответствующую пластичность, когда требуется обработка. Если рассматривать баланс прочности и магнитных свойств, то он, как полагают, находится на уровне, достаточном для того, чтобы сделать возможным практическое использование. Кроме того, даже в сталях по изобретению, где присутствуют деформированные структуры в вариантах применения, таких как использование в условиях высокочастотного магнитного поля, где вклад потерь от вихревых токов в потери в стали является особенно большим, важно вводить Si, Mn, Al, Cr, Ni и т.д. Это оказывает большое влияние на поведение при механическом упрочении, поведение при рекристаллизации и т.д., таким образом разработка стали с дислокационным упрочнением на основе листа электротехнической стали имеет полностью отличное значение от разработки так называемой обычной стали рабочего применения, используемой для автомобилей, контейнеров и т.д.
Использование твердого раствора Cu
Отметим, что в настоящем изобретение отдельно от Si и других традиционно известных элементов, упрочняющих твердый раствор, также возможно ввести твердого раствора Cu и получить лист электротехнической стали, превосходный по высокочастотным магнитным свойствам, не вызывая ухудшение магнитных свойств или производительности, сопутствующих введению традиционных легирующих элементов (ниже, это именуется "упрочнением твердым раствором Cu"). В этом случае благодаря следующим мероприятиям:
1) введению большего количества Cu, чем когда-либо в прошлом,
2) подавлению образования аустенитной фазы в области высокой температуры,
3) выполнению высокотемпературной термической обработки в ферритной области для того, чтобы заставить большое количество Cu войти в твердый раствор, и
4) управлению охлаждением таким образом, чтобы перенасыщенная Cu не выделялась во время охлаждения,
введенная Cu будет присутствовать в виде твердого раствора Cu даже в конечной продукции, эффект подавления потерь от вихревых токов, о котором никогда ранее в прошлом не задумывались, является выраженным, могут быть получены хорошие высокочастотные потери в стали, и влияние на ухудшение магнитной индукции может быть сделано относительно малым.
Упрочнение твердым раствором Cu представляет собой эффект, независимый от вышеупомянутого механического упрочнения, и может быть выполнено независимо, даже не будучи сопровождаемым механическим упрочнением. В этом случае, например, лист электротехнической стали делают содержащим, в массовых процентах: С: 0,06% или меньше, Si: от 1,5 до 6,5%, Mn: от 0,05 до 3,0%, Р: 0,30% или меньше, S или Se: 0,040% или меньше, Al: 2,50% или меньше, Cu: от 2,0 до 30,0% и N: 0,0400% или меньше, остальное - Fe и неизбежные примеси, и не содержащим никакой металлической фазы с Cu внутри нее. В некоторых случаях он может, кроме того, содержать один или более элементов из числа: Nb: 8% или меньше, Ti: 1,0% или меньше, В: 0,010% или меньше, Ni: 15,0% или меньше и Cr: 15,0% или меньше.
С другой стороны, при использовании этого листа для механического упрочнения получают синергетический упрочняющий эффект вместе с эффектом повышения степени рекристаллизации посредством твердого раствора Cu.
Эффект снижения потерь от вихревых токов и эффект хрупкости при увеличении количества Cu твердого раствора не объясняются только количеством элемента твердого раствора. Как было объяснено выше, наблюдается взаимосвязанный эффект. Следовательно, он также рассматривается при назначении предпочтительного диапазона ингредиентов. Кроме того, во время использования упрочнения твердым раствором Cu, в конечном счете, предпочтительно применить термическую обработку, вызывающую рекристаллизацию и рост зерна, так что необходимо определять ингредиенты, учитывая также изменение в количестве твердого раствора Cu вследствие образования во время этой термической обработки выделившихся фаз, содержащих Cu. В частности, фазовый переход основной фазы стали во время термической обработки не только приводит к большому изменению в растворимости Cu, но также и приводит к тому, что вызывает исчезновение структур, предпочтительных для магнитной индукции, так что при использовании упрочнения твердым раствором Cu в основном следует избегать фазового перехода во время термической обработки. В частности, предпочтительна единственная ферритная фаза в температурной области от комнатной температуры до 1150°С или чтобы удовлетворялось следующее соотношение, в массовых процентах,
980-400×C+50×Si-30×Mn+400×P+100×Al-20×Cu-15×Ni-10×Cr>900…формула 1
Вне этого диапазона во время термической обработки происходит нежелательный фазовый переход и возрастает вероятность эффекта затруднения упрочнения твердым раствором Cu.
Особенности упрочнения твердым раствором Cu могут быть ясно показаны даже при сравнении свойств с обычными материалами. По сравнению со стальным листом, в котором ингредиенты стали помимо Cu являются теми же самыми, содержание Cu составляет 0,1%, и размер кристаллического зерна является тем же самым, получен стальной лист, упрочненный твердым раствором Cu, имеющий потери (W10/400) в стали, составляющие 0,8 или меньше, 0,7 или меньше, 0,6 или меньше, 0,5 или меньше, 0,4 или меньше, более предпочтительно - 0,30 или меньше.
Кроме того, в стальном листе, упрочненным твердым раствором Cu, предел прочности при растяжении в 2,0 раза или меньше превышает этот показатель у взятой для сравнения стали. В общем, если количество элемента твердого раствора увеличивается, то упрочнение твердого раствора вызывает повышение прочности. Если количество твердого раствора является большим, как в случае с упрочнением твердым раствором Cu, то в зависимости от элемента повышение прочности также становится заметным, но твердый раствор Cu в стали с высоким содержанием Si, что характерно для стали, упрочненной твердым раствором Cu, не делает материал таким уж твердым. Более предпочтительно уменьшить это отношение до 1,7 или меньше, более предпочтительно - до 1,5 или меньше.
Если количество Cu в твердом растворе увеличено, то, притом что результат может быть назван сталью, упрочненной твердым раствором Cu, прочность становится более высокой. Не то, чтобы чем меньше повышение прочности, тем лучше, но если сравнивать с Si, Cr и т.д., используемыми в качестве элемента твердого раствора, то повышение прочности мало, и хрупкость также подавлена.
Кроме того, в стали, упрочненной твердым раствором Cu, при введении избыточной Cu, в некоторых случаях наблюдается заметное выделение металлических фаз Cu. Кроме того, в том, что касается свойств наряду с выделением металлических фаз Cu наблюдается большое повышение прочности. Кроме того, в этом случае одновременно следует повышение потерь в стали, в частности потерь от вихревых токов. В частности, благодаря термической обработке при 450°С в течение 30 минут плотность ряда металлических фаз, состоящих, главным образом, из Cu, имеющих размер 0,02 микрометра или меньше, в стали увеличивается до 20/микрометр3 или больше или предел прочности при растяжении повышается до 100 МПА или больше. Как было объяснено выше, такая термическая обработка значительно увеличивает потери от вихревых токов и ухудшает высокочастотные магнитные свойства, на которые нацелено упрочнение твердым раствором Си, так что это не делается ради регулирования качества стального листа, но это может быть сделано для оценки сталей по изобретению таким же образом, как, например, анализ ингредиентов.
Для введения большого количества твердого раствора Cu, характерного для упрочнения твердым раствором Cu, эффективно использовать следующую историю нагрева. При окончательной термической обработке в процессе производства листовой продукции обычно при рекристаллизационном отжиге после холодной прокатки лист выдерживается в температурной области 800°С или больше в течение 5 секунд или больше и условия установлены таким образом, чтобы при этой термической обработке никакая аустенитная фаза не была создана в материале стали даже при максимальной температуре. Предпочтительно, чтобы температура составляла 900°С или больше, более предпочтительно 1000°С или больше, более предпочтительно 1050°С или больше. Кроме того, предпочтительно, чтобы продолжительность составляла 10 секунд или больше, более предпочтительно - 30 секунд или больше, более предпочтительно - 60 секунд или больше, но если это - температура и продолжительность, при которых имеет место достаточная растворимость Cu в балансе с содержанием Cu, то характерный эффект по настоящему изобретению может быть получен в достаточной мере. Однако, конечно же, необходимо регулировать это, принимая во внимание аспект регулирования размера кристаллического зерна, также имеющего большое влияние на магнитные свойства.
Если размер кристаллического зерна слишком мелкий или слишком крупный, то магнитные свойства будут иногда ухудшены. Хорошо известно, что имеется оптимальный размер зерна в условиях использования. Кроме того, максимальная температура должна быть установлена в температурной области, где не образуется аустенитной фазы. Если малое ее количество и образуется, то вредное влияние на свойства будет мало, но отжиг предпочтительно выполнять при полностью ферритной фазе. Температура зависит, главным образом, от ингредиентов стали, так что нельзя указать никакой конкретной температуры, но вышеупомянутая формула (1) является общим стандартом. Кроме того, специалист в металловедении был бы в состоянии без каких-либо трудностей установить подходящий температурный диапазон при помощи обычно выполняемых экспериментов по термической обработке и наблюдения структуры или недавних замечательных достижений в термодинамических вычислениях.
Кроме того, скорость охлаждения на этапе термической обработки также становится важным фактором регулирования. Причина этого заключается в том, что Cu, в достаточной мере растворенный благодаря выдерживанию стали при высокой температуре, во время охлаждения становится перенасыщенным, и, таким образом, в зависимости от скорости охлаждения в конечном счете выделится как металлическая фаза Cu и иногда уменьшит эффект по настоящему изобретению. В настоящем изобретении предпочтительные условия сделаны следующими: этап охлаждения после выдерживания стали в температурной области 800°С или больше в течение 5 секунд или больше, состоящий из охлаждения со скоростью охлаждения 40°С/сек или больше до 300°С или меньше. С точки зрения задачи настоящего изобретения нет ничего лучше, чем высокая скорость охлаждения, но при слишком быстром охлаждении свойства иногда ухудшаются вследствие истории нагрева и т.д., таким образом, требуется осторожность. Предпочтительно, чтобы скорость составляла 60°С/сек или больше, более предпочтительно 80°С/сек или больше, более предпочтительно 100°С/сек или больше.
В частности, в настоящем изобретении следует уделить внимание охлаждению в температурной области, где происходит выделение металлической фазы Cu. Важность приобретает время пребывания при температурах от 700 до 400°С. При 700°С или больше степень перенасыщения Cu мала, и выделению Cu произойти трудно, в то время как при 400°С или меньше диффузия Cu подавлена, таким образом выделение Cu затрудняется. Если сделать продолжительность 5 секунд или меньше, предпочтительно - 3 секунды или меньше, более предпочтительно - 2 секунды или меньше, выделение металлической фазы Cu может быть подавлено, и может быть обеспечено достаточное количество Cu в твердом растворе для того, чтобы получать эффект по изобретению.
Кроме того, после этой термической обработки предпочтительно выдерживать сталь в температурной области свыше 400°С в течение 30 секунд или больше. Это объясняется тем, что при такой термической обработке стимулируется выделение металлической фазы Cu, и потери от вихревого тока увеличиваются.
Благодаря таким вышеописанным ингредиентам и этапам эффект снижения потери от вихревых токов характерно большим количеством Cu в твердом растворе является эффективно выраженным, и производство листа электротехнической стали с высоким содержанием Cu становится возможным, не нанося вовсе вреда жидкотекучести или прокатываемости. С другой стороны, при производстве с обычными ингредиентами и условиями термической обработки, не учитывающими сохранение количества Cu в твердом растворе, части, где количество введенной Cu становится малым, присутствуют как металлические фазы Cu или сульфиды Cu с малыми эффектами снижения потерь от вихревых токов, хрупкость становится заметной, и нормальное производство затрудняется.
Отметим, что в случае использования также механического упрочнения согласно настоящему изобретению вышеупомянутая термическая обработка может представлять собой отжиг в диапазоне от 350 до 700°С в течение от 10 секунд до 360 минут, так чтобы металлическая фаза Cu тонко выделилась в то время, как рекристаллизация подавлена. Само собой разумеется, металлическая фаза Cu в конечном счете укрупняется посредством отжига при высокой температуре в течение длительного времени и упрочняющая способность падает. При высокой температуре следует уделять внимание тому, чтобы продолжительность отжига не стала слишком длинной. Чем ниже температура, тем более продолжительный отжиг возможен.
Настоящее изобретение характеризуется отсутствием каких-либо металлических фаз Cu в материале стали. Это может быть определено и подтверждено дифракционной картиной электронного микроскопа и т.д. или прикрепленным устройством рентгенографического анализа. Конечно, подтверждение также возможно и способом, отличным от этого, таким как химический анализ. В настоящем изобретении термин "металлическая фаза, главным образом состоявшая из Cu" охватывает фазы с диаметром, составляющим 0,010 микрометров или больше. Причина этого заключается в том, что, если он меньше чем 0,005 микрометров, то это слишком мелко, так что даже при использовании современного самого высокоточного аналитического оборудования было бы трудно распознавать металлические фазы Cu, охватываемые настоящим изобретением. Кроме того, независимо от того, какая обработка проводится, в сталях по изобретению, содержащих Cu в большом количестве, локально имеются выделившиеся фазы, содержащие Cu в той или иной форме, так что невозможно полностью устранить металлические фазы Cu. Настоящее изобретение ограничено листом электротехнической стали, содержащим значительное количество Cu и упрочненным или выполненным с большим количеством металлических фаз Cu посредством значительной термической обработкой, описанной в настоящем изобретении. Существенный признак настоящего изобретения, конечно же, заключается в большом количестве Cu в твердом растворе.
Варианты применения
Отметим, что эффекты по настоящему изобретению не зависят от присутствия или типа защитного покрытия, формируемого на поверхности листа обыкновенной электротехнической стали, или, кроме того, от этапов производства, так что изобретение можно применять листу нетекстурированной или текстурированной электротехнической стали. В частности, сталь по изобретению может демонстрировать характеристики, весьма отличные от стального листа с традиционными рекристаллизованными структурами с плоскостной анизотропией свойств. Если рассматривать магнитную индукцию в прошедшем холодную прокатку полностью твердом состоянии, то свойства в направлении 45° к направлению прокатки рулона (D направление) являются более высокими, чем свойства в направлении прокатки (L направление) или направлении ширины рулона (С направление). Лист электротехнической стали, имеющий обыкновенные рекристаллизованные структуры почти во всех случаях, имеет свойства в направлении D ниже, чем свойства в направлении L или С. Учитывая это, соответствующим образом настраивая степени рекристаллизации и восстановления и регулируя структуру на промежуточной стадии рекристаллизации, можно легко получить стальной лист с почти отсутствующей плоскостной анизотропией. Почти отсутствующая плоскостная анизотропия означает, что стальной лист, имеющий характеристики, делающие возможным проявление чрезвычайно предпочтительных свойств в зависимости от вариантов применения, таких как вращающиеся машины.
Варианты применения ничем особенно не ограничены. В дополнение к вариантам применения для роторов электродвигателей, используемых в домашних электрических приборах, автомобилях и т.д., изобретение может также быть применено во всех вариантах применения, в которых важны прочность и магнитные свойства.
ПРИМЕРЫ
Пример 1
Сляб толщиной 200 мм, имеющей ингредиенты: 0,002% С - 3,0% Si - 0,5% Mn - 0,03% Р - 0,001% S - 0,3% Al - 0,002% N, был подвергнут горячей прокатке при температуре нагрева сляба 1100°С и температуре сматывания полосы в рулон 700°С. Подвергшиеся горячей прокатке листы были отожжены до 800, 950 и 1050°С для того, чтобы изменить размеры зерна до 10, 100, и 200 микрометров. Эти подвергшиеся горячей прокатке листы были подвергнуты холодной прокатке, затем либо не подвергались отжигу, либо подверглись отжигу при температуре от 400 до 1000°С в течение 30 секунд, для производства листов продукции с толщиной листа, составляющей 0,5 мм, отличающихся по степени рекристаллизации и прочности. Они оценивались по своим механическим свойствам с использованием образцов для испытаний по стандарту JIS номер 5 (Японский промышленный стандарт номер 5) и по свойствам потерь (W10/400) в стали при помощи тестов SST для квадрата 55 мм. Средние значения механических свойств и магнитных свойств для направления прокатки рулона, направления под углом 45° и направления, перпендикулярного к нему, определялись по следующей формуле:
Х=(Х0+2×Х45+Х90)/4
где Х0, Х45 и Х90 представляют собой свойства в направлении прокатки рулона, направлении под углом 45° и направлении, перпендикулярном к нему.
Результаты показаны на чертеже. Как ясно из результатов, материалы с крупными размерами зерна подвергшегося горячей прокатке листа, то есть материалы, произведенные в условиях по настоящему изобретению, являются превосходными по балансу "прочность - потери в стали".
Пример 2
Из слябов толщиной 200 мм, имеющих ингредиенты, показанные в Таблице 1, были произведены листы продукции в производственных условиях, показанных в Таблице 2. Некоторые из материалов прошли термическую обработку, предполагающую термическую обработку у изготовителей электродвигателей (отжиг пользователя). Они оценивались по своим механическим свойствам с использованием образцов для испытаний по стандарту JIS номер 5 и по свойствам потерь (W10/400) в стали и магнитной индукции В25 при помощи тестов SST для квадрата 55 мм. Средние значения механических свойств и магнитных свойств для направления прокатки рулона, направления под углом 45° и направления, перпендикулярного к нему, определялись по следующей формуле:
Х=(Хо+2×Х45+Х90)/4
где Х0, Х45 и Х90 представляют собой свойства в направлении прокатки рулона, направлении под углом 45° и направлении, перпендикулярном к нему.
Результаты показаны в Таблице 2. Как ясно из результатов, материалы, произведенные в условиях по настоящему изобретению, тверды и, кроме того, превосходны по магнитным свойствам. Требуется осторожность в том, что обычно лист электротехнической стали значительно отличается по свойствам в зависимости от количества Si, поэтому сортируется и продается согласно количеству содержащегося в нем Si. Кроме того, потери в стали значительно изменяются в зависимости от толщины листа. Материал с высоким содержанием Si по сравнению с материалом с низким содержанием Si, вследствие различия в содержании Si имеет значительно более низкие потери в стали. Кроме того, ровные листы с тонкими толщинами листа имеют пониженные потери в стали, так что оценивая эффект по настоящему изобретению, необходимо принимать во внимание различия в количествах Si и толщин листа и сравнивать листы с эквивалентными количествами Si толщинами листа.
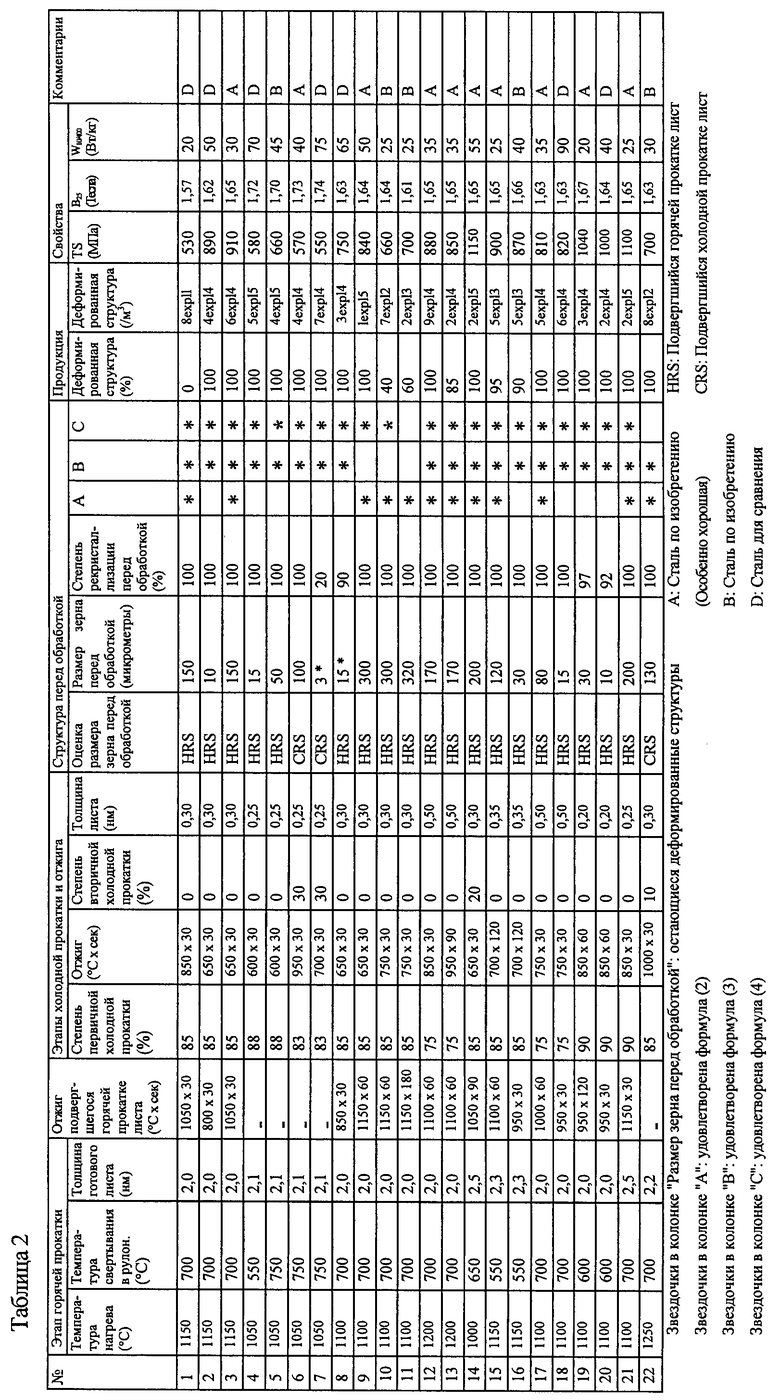
Пример 3
Слябы сталей с ингредиентами, показанными в Таблице 3, толщиной 250 мм использовались для того, чтобы произвести листы продукции при условиях, показанных в Таблицах 3 и 4. Для измерения магнитной индукции В1О и потерь (W10/400) в стали использовались тесты SST для квадрата 55 мм. Средние значения магнитных свойств в направлении прокатки рулона, направлении под углом 45° и направлении, перпендикулярном к нему, определялись по следующей формуле:
Х=(Х0+2×Х45+Х90)/4
Здесь, Х0, Х45 и Х90 представляют собой характеристики в направлении прокатки рулона, направлении под углом 45° и направлении, перпендикулярном к нему.
Как ясно из результатов, показанных в Таблице 4, образцы, произведенные при условиях по настоящему изобретению, являются хорошими по прокатываемости на этапе холодной прокатки и превосходными по магнитным свойствам. Отметим, что было подтверждено, что хорошие потери в стали в сталях по изобретению объяснялись, главным образом, снижением потерь от вихревых токов.
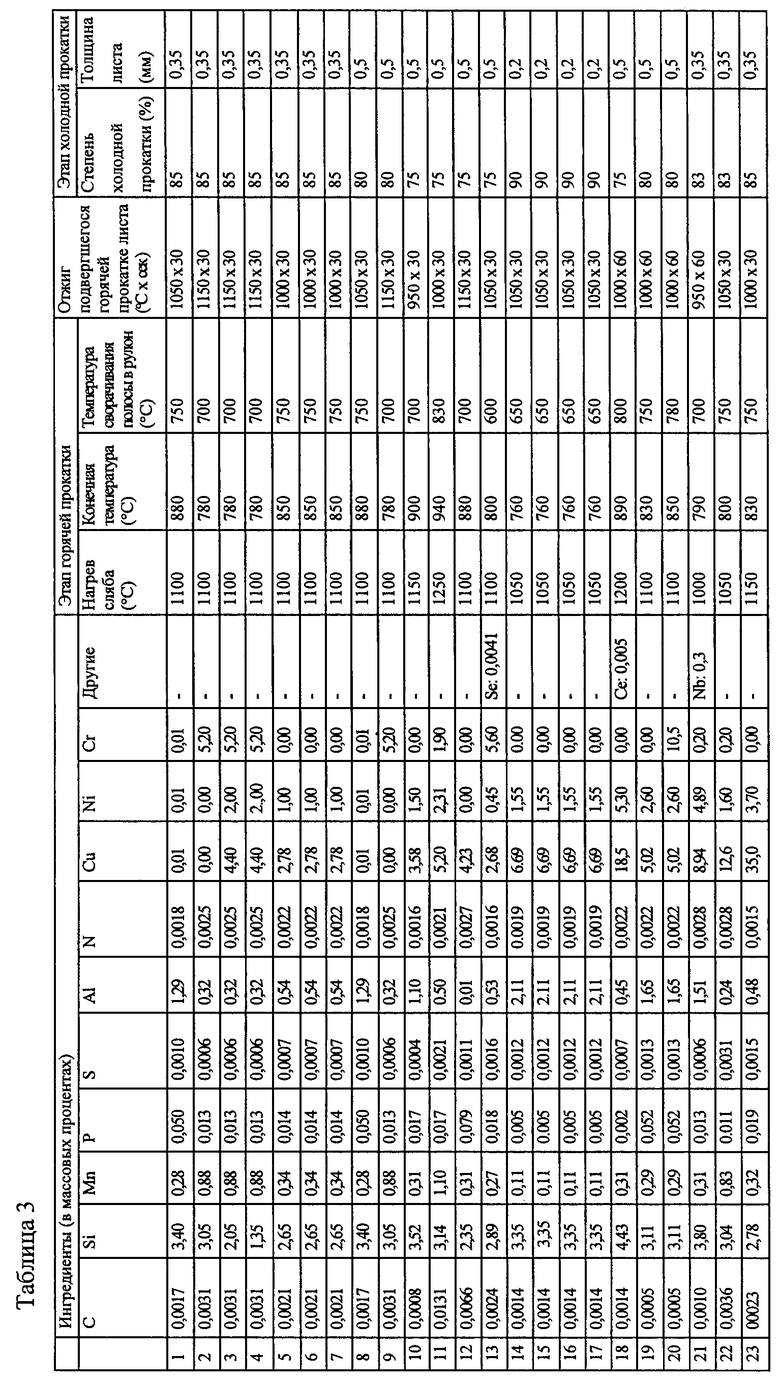
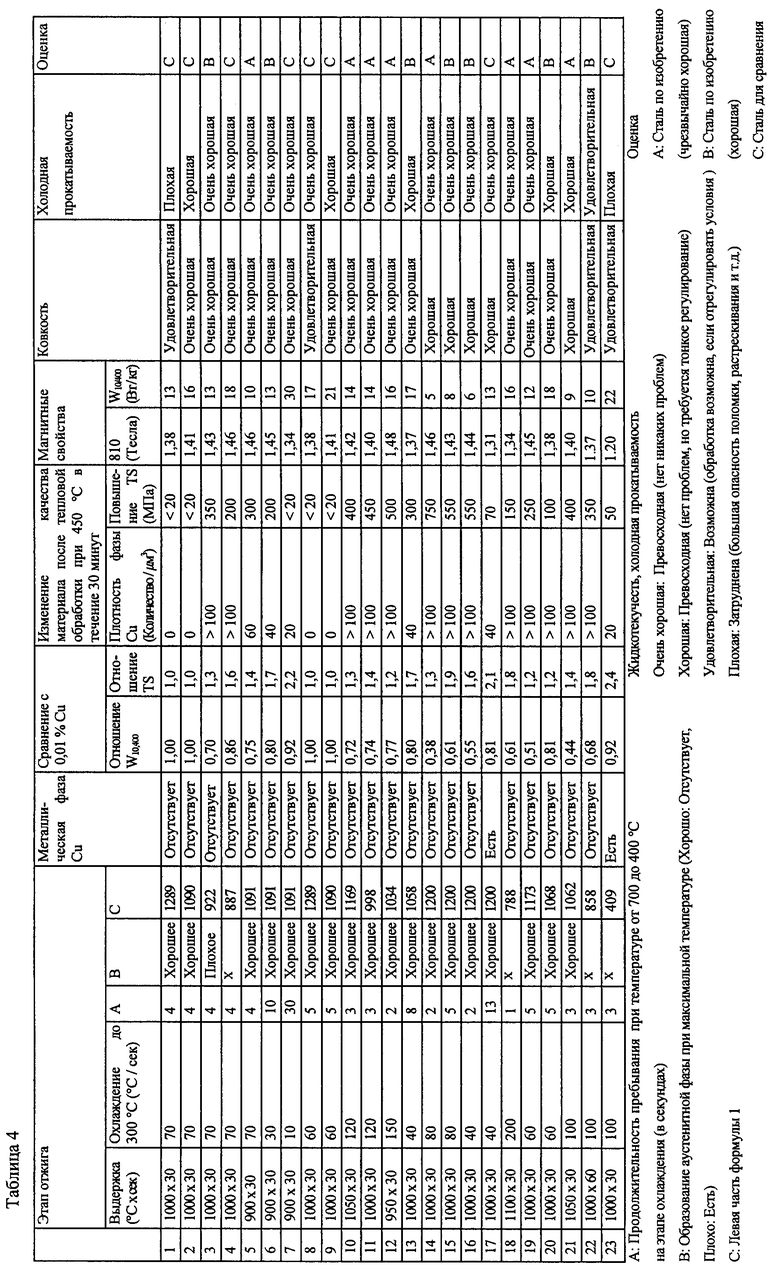
Согласно настоящему изобретению имеется возможность стабильно производить лист твердой высокопрочной электротехнической стали, превосходный по своим магнитным свойствам. То есть настоящее изобретение позволяет получать заданную прочность даже при относительно малых количествах вводимых элементов, используемых для упрочнения твердого раствора и дисперсионного упрочнения, таким образом, улучшена холодная прокатываемость, улучшена производительность этапа холодной прокатки, и становится возможным отжиг в обычном рабочем диапазоне, так что эффективность обработки на этапе отжига также улучшена. Кроме того, благодаря повторной холодной прокатке после отжига становится возможным легко производить чрезвычайно тонкие материалы, которые было трудны произвести в прошлом.
Кроме того, если использовать твердый раствор Cu, то становится возможным подавить хрупкость и стабильно производить лист электротехнической стали, превосходный по своим высокочастотным магнитным свойствам, используя ингредиенты высоколегированного сплава, обеспечивающие низкие потери от вихревых токов, без проблем с холодной прокатываемостью и т.д.
Исходя из вышесказанного, могут быть обеспечены прочность, усталостная прочность и износостойкость, так что достигаются повышенная эффективность, меньший размер, более продолжительный срок службы и т.д. сверхвысокоскоростных электродвигателей, электродвигателей с магнитами, встроенными в роторы, и материалов для электромагнитных выключателей.
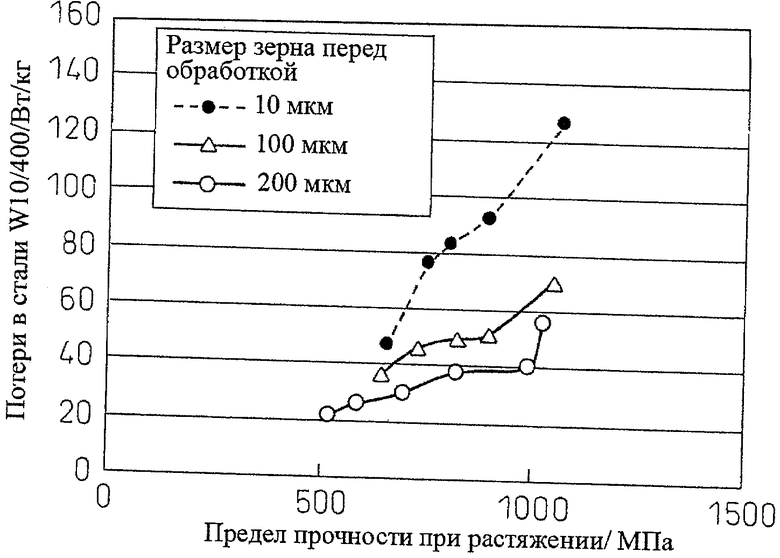
Изобретение относится к области производства листа из высокопрочной электротехнической стали. Для получения листа, имеющего предел прочности при растяжении (TS), например, 500 МПА или больше, высокую износостойкость и превосходные магнитные свойства, лист получают из стали, содержащей, мас.%: С - 0,060 или меньше, Si - от 0,2 до 6,5, Мn - от 0,05 до 3,0, Р - 0,30 или меньше, S или Se - 0,040 или меньше, Аl - 2,50 или меньше и N - 0,040 или меньше, необязательно дополнительно один или более ингредиентов из группы: Сu - от 0,001 до 30,0, Nb - от 0,03 до 8,0, Ti - 1,0 или меньше, V - 1,0 или меньше, Zr - 1,0 или меньше, В - 0,010 или меньше, Ni - 15,0 или меньше, Сr - 15,0 или меньше, Bi, Mo, W, Sn, Sb, Mg, Ca, Ce, La и Co - в сумме 0,5 или меньше, остальное - Fe и неизбежные примеси, и имеющей деформированные структуры, остающиеся внутри стального листа. Способ включает этап получения среднего размера d кристаллического зерна в стальном листе непосредственно перед этапом образования деформированных структур, которые остаются в стальном листе, составляющем 20 микрометров или больше. 2 н. и 9 з.п. ф-лы, 4 табл., 1 ил.
1. Способ производства листа из высокопрочной электротехнической стали, содержащей, мас.%: С - 0,060 или меньше, Si - от 0,2 до 6,5, Мn - от 0,05 до 3,0, Р - 0,30 или меньше, S или Se - 0,040 или меньше, Аl - 2,50 или меньше и N - 0,040 или меньше, необязательно дополнительно один или более ингредиентов из группы: Сu - от 0,001 до 30,0, Nb - от 0,03 до 8,0, Ti - 1,0 или меньше, V - 1,0 или меньше, Zr - 1,0 или меньше, В - 0,010 или меньше, Ni - 15,0 или меньше, Сr - 15,0 или меньше, Bi, Mo, W, Sn, Sb, Mg, Ca, Ce, La, и Co - в сумме 0,5 или меньше, остальное - Fe и неизбежные примеси, и имеющей деформированные структуры, остающиеся внутри стального листа, включающий этап получения среднего размера d кристаллического зерна в стальном листе, непосредственно перед этапом образования деформированных структур, которые остаются в стальном листе, составляющего 20 мкм или больше.
2. Способ производства листа из высокопрочной электротехнической стали, содержащей, мас.%: С - 0,060 или меньше, Si - от 0,2 до 6,5, Мn - от 0,05 до 3,0, Р - 0,30 или меньше, S или Se - 0,040 или меньше, Аl - 2,50 или меньше и N - 0,040 или меньше, необязательно дополнительно один или более ингредиентов из группы: Сu - от 0,001 до 30,0, Nb - от 0,03 до 8,0, Ti - 1,0 или меньше, V - 1,0 или меньше, Zr - 1,0 или меньше, В - 0,010 или меньше, Ni - 15,0 или меньше, и Сr - 15,0 или меньше, Bi, Mo, W, Sn, Sb, Mg, Ca, Ce, La, и Co - в сумме 0,5 или меньше; остальное - Fe и неизбежные примеси, и имеющей деформированные структуры, остающиеся внутри стального листа, включающий этап получения среднего размера d кристаллического зерна стального листа непосредственно перед этапом образования деформированных структур, которые остаются в стальном листе, составляющего d≥(220-50·Si% - 50·Аl%) мкм.
3. Способ по п.1 или 2, отличающийся тем, что он включает этап, на котором получают средний размер d кристаллического зерна стального листа непосредственно перед этапом образования деформированных структур, которые остаются в стальном листе, составляющий:
d≤(400-50·Si%) или
d≤(820-200·Si%), мкм.
4. Способ по п.1 или 2, отличающийся тем, что он включает этап, на котором получают степень рекристаллизации стального листа непосредственно перед этапом образования деформированных структур, которые остаются в стальном листе, составляющую 50% или больше.
5. Способ по п.1 или 2, отличающийся тем, что деформированные структуры, остающиеся в стальном листе, составляют 1% или больше относительно площади сечения листа.
6. Способ по п.1 или 2, отличающийся тем, что средняя плотность дислокации в деформированных структурах в стальном листе составляет 1·1013/м2 или больше.
7. Способ по п.1 или 2, отличающийся тем, что получают стальной лист с единственной ферритной фазой в температурной области от комнатной температуры до 1150°С при следующем соотношении:
980-400·C+50·Si-30·Mn+400·P+100·Al-20·Cu-15·Ni-10·Cr>900.
8. Способ по п.1 или 2, отличающийся тем, что осуществляют термическую обработку листа при 450°С в течение 30 мин для получения предела прочности при растяжении 100 МПа или больше.
9. Способ по п.7, отличающийся тем, что выполняют этапы, на которых производят окончательную термическую обработку после холодной прокатки, термическую обработку, при которой выдерживают лист в температурной области 800°С или больше в течение 5 с или больше без образования аустенитной фазы в стальном листе даже при максимальной температуре в этой термической обработке.
10. Способ по п.7, отличающийся тем, что выполняют этап охлаждения после выдержки листа в температурной области 800°С или больше в течение 5 с или больше со скоростью охлаждения, составляющей 40°С/с или больше до 300°С или меньше.
11. Способ по п.7, отличающийся тем, что на этапе охлаждения листа в диапазоне от 700 до 400°С время охлаждения составляет 5 с или меньше.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ЛИСТЫ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2092605C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2000 |
|
RU2159821C1 |
| WO 03076673 A2, 18.09.2003. | |||

