Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для исправления сварного соединения между сваренными друг с другом трубами. В частности, изобретение относится к исправлению сварных швов между трубными секциями при прокладке подводных трубопроводов в море.
Уровень техники
При прокладке морского трубопровода с трубоукладочного судна один конец трубопровода (иногда называемый "ниткой трубопровода") удерживается судном, и трубная секция приваривается к концу трубопровода. Трубопровод и заново приваренная трубная секция затем спускаются с судна, так чтобы процесс мог быть повторен. Сварной стык должен быть высокого качества из-за высоких разрывных нагрузок, воздействующих на трубопровод в процессе его укладки.
Известная технология добавления новой трубной секции к концу трубопровода включает разделку кромок соединяемых труб, размещение труб кромкой к кромке с формированием тем самым кольцевого зазора, который должен быть заварен, и затем сварку труб друг с другом одной или несколькими сварочными головками для дуговой сварки металлическим электродом в газовой среде, наплавляющими сварочный металл в зазор. Качество сварного шва может быть затем проверено неразрушающим тестированием качества шва, например ультразвуковыми испытаниями и визуальным контролем с помощью видеокамер. При обнаружении дефекта сварного шва, например трещины или непровара, дефект, по возможности, должен быть исправлен.
Известный способ выполнения такого исправления включает удаление сварочного металла с помощью "воздушно-дугового резака", за которым следует ручная зачистка получившейся выемки и затем ручное заполнение выемки сварочным металлом методом дуговой сварки металлическим электродом с защитой. Качество исправления проверяется вручную ультразвуковым датчиком. Описанный выше процесс исправления обычно требует для своего завершения около часа. Во время выполнения операции исправления другая деятельность на борту судна приостанавливается до завершения исправления. Производственные задержки из-за таких исправлений обходятся очень дорого. Если исправление невозможно, трубопровод втягивается обратно, разрезается, и процесс присоединения новых трубных секций к концу трубопровода начинается заново. Резку трубопровода таким образом производят редко, так как это сильно затягивает процесс, и поэтому выполнение исправлений является предпочтительной операцией.
Вышеописанный способ удаления сварочного металла включает повторное расплавление металла и выдувание его из соединения с помощью воздушной струи высокого давления, что приводит к образованию брызг и выемки неровной формы. Неровности выемки могут сделать повторную сварку соединения с должным качеством трудной задачей.
Известно техническое решение согласно опубликованной заявке Японии №7040216 (дата публикации - 10.02.1995 г.; дата приоритета - 03.08.1993 г.). В способе согласно вышеуказанной заявке Японии раскрыто использование шлифовального устройства для сглаживания поверхности последнего слоя сварочного шва (валика усиления). Исправление поверхности валика усиления путем выравнивания этой поверхности шлифовальным устройством там, где валик слишком выступает, и добавления сварочного металла, там где имеются подрезы валика усиления, усложняет процесс доведения сварного шва до нужного качества и не делает его точным (требуется дополнительное обследование сварного шва на предмет возможно оставшихся неровностей поверхности). Кроме того, устройство по заявке №7040216 направляется по рельсам, приваренным снаружи труб во время сооружения, и, поэтому, является достаточно сложной конструкцией.
В качестве ближайшего аналога настоящему изобретению выбрана опубликованная заявка Японии №7223073 (дата публикации - 22.08.1995 г.; дата приоритета - 15.02.1994 г.). В этой заявке раскрыта направляемая тележка с автономным источником питания, несущая оборудование для исправления продольного шва роликовой сварки и перемещающаяся внутри трубопровода к дефектному участку. Устройство не приспособлено для исправления кольцевого сварного шва из-за того, что оно может перемещаться только в продольном направлении относительно трубопровода. Кроме того, оно не включает каких-либо приспособлений, которые фиксировали бы устройство на трубопроводе.
Настоящее изобретение позволяет устранить вышеописанные недостатки предшествующего уровня за счет полного удаления материала дефектного сварного шва (дефект может быть глубоко внедрен в шов) контролируемым образом, вне зависимости от глубины, на которой обнаружен дефект, а также формировать новый сварной шов. Следовательно, может быть выполнено высококачественное исправление, способное достаточно надежно выдерживать значительные растягивающие нагрузки, испытываемые трубопроводом, прокладываемым в море. Такие высококачественные сварные швы не требуются при соединении большинства других типов труб, например в напорных трубопроводах, так как напорные трубопроводы не испытывают значительных растягивающих нагрузок.
Кроме того, настоящее изобретение позволяет размещать устройство направления инструмента фиксированно относительно трубопровода, может применяться к трубопроводам без направляющих рельсов, как части конструкции трубопровода, например к морским нефтяным и газовым трубопроводам, что значительно упрощает конструкции аналогичных устройств предшествующего уровня техники.
В настоящем изобретении делается попытка смягчить вышеупомянутые проблемы предшествующего уровня техники. Альтернативно или дополнительно в настоящем изобретении делается попытка обеспечить усовершенствованные способ прокладки трубопровода, способ исправления дефектов сварного шва и (или) устройство исправления дефектов сварки труб, позволяющие быстро и эффективно произвести высококачественный ремонт трубопровода.
Раскрытие изобретения
Настоящее изобретение обеспечивает способ исправления кольцевого сварного соединения, выполненного между двумя трубными секциями трубопровода, включающий следующие операции:
- выявление дефектного участка сварного шва в сварном соединении,
- обеспечение инструмента вскрытия сварного шва,
- направление инструмента вскрытия сварного шва вокруг трубы и вдоль сварного соединения с помощью устройства направления инструмента и использование инструмента вскрытия сварного шва для удаления материала на дефектном участке сварного шва с формированием тем самым выемки, и
- использование сварочного устройства для заварки выемки и заполнения ее металлом шва.
Предпочтительно средство сварки направляется устройством направления инструмента. Устройство направления инструмента предпочтительно устанавливается в фиксированном положении относительно трубопровода. Инструмент вскрытия сварного шва и устройство направления инструмента могут быть обеспечены как узлы (собранные или разобранные узлы) механизма вскрытия сварного шва. Использование такого способа исправления может дать возможность выполнять исправления быстрее, чем это возможно при ручных способах, известных в предшествующем уровне техники. Ускоренные исправления становятся возможными в результате формирования выемки с помощью направляемого инструмента вскрытия, который предпочтительно выполнен с возможностью производить аккуратную выемку небольшого объема, которую можно эффективно заполнить металлом шва.
Устройство направления инструмента предпочтительно устанавливается снаружи трубопровода, и исправление производится снаружи труб.
Исправления дефектов сварного шва обычно выполняются высококвалифицированными операторами. В вариантах выполнения настоящего изобретения обеспечивается большая возможность механизации и (или) автоматизации процесса исправления сварных швов, при которых потребность в высококвалифицированном операторе для осуществления всего способа снижается.
Предпочтительно устройство направления инструмента переносное. Предпочтительно инструмент вскрытия сварного шва переносной. Использование переносного устройства для осуществления предлагаемого в изобретении способа имеет то преимущество, что устройство осуществления способа может быть доставлено к месту нахождения дефекта сварного шва без необходимости в использовании специального подъемного оборудования. Устройство можно удобно переносить вручную. Механизм вскрытия сварного шва предпочтительно выполнен модульным. Каждый из сборочных узлов, составляющих механизм, может быть переносным. Поэтому механизм вскрытия сварного шва может быть слишком тяжелым для переноски в собранном виде, но может быть выполнен разборным на небольшое число переносных узлов. Каждый такой переносный узел может иметь массу 55 кг или меньше, предпочтительно иметь массу 35 кг или меньше, и более предпочтительно иметь массу 25 кг или меньше. Предпочтительно не более трех сборочных узлов, составляющих механизм, имеют массу более 10 кг. Предпочтительно механизм выполнен таким образом, чтобы при его разборке в состояние, пригодное для переноски, было не более шести сборочных узлов, имеющих массу, превышающую 1 кг. Предпочтительно механизм может быть разобран на десять или менее узлов. Механизм может иметь массу более 50 кг. Механизм может иметь массу более 70 кг. Механизм может иметь массу менее 100 кг. Механизм может иметь массу менее 150 кг. Сборочные узлы, составляющие механизм, могут включать первый сборочный узел, имеющий массу от 10 до 55 кг (предпочтительно от 10 до 35 кг), и второй сборочный узел, имеющий массу от 10 до 55 кг (предпочтительно от 10 до 35 кг). Второй сборочный узел может быть выполнен с возможностью перемещения и направления по окружности труб первого сборочного узла. Например, второй сборочный узел может включать устройство направления инструмента. Первый сборочный узел может включать инструмент вскрытия сварного шва.
Сформированная выемка может быть такой, чтобы непосредственно перед повторной заваркой выемки она имела противолежащие стенки и основу. Поэтому выемка не должна проникать в стенку трубы так далеко, чтобы образовывать отверстие, проходящее между внутренней и наружной поверхностями трубы. Выемка предпочтительно имеет в основном постоянную форму в поперечном сечении. Выемка предпочтительно имеет геометрию, аналогичную геометрии скошенного зазора между двумя кромками труб, такого же как сформированный при исходной сварке труб друг с другом. Например, стенки, образующие выемку, могут быть выполненными без значительного расхождения по глубине выемки. Стенки, образующие выемку, могут у дна выемки сходиться по мере углубления в выемку (например, так, чтобы дно выемки не имело форму с прямоугольными краями). Основа выемки может быть, например, скругленной. Формирование выемки, имеющей геометрию, сопоставимую с общеизвестной геометрией разделки кромок при выполнении стандартного сварного шва между трубными секциями, возможно имеет преимущество, заключающееся в том, что проведение сварки сварного соединения после такой выемки проще и доступнее, так как может быть использовано, например, стандартное автоматическое или полуавтоматическое сварочное устройство. Кроме того, механическое удаление материала регулярным и определенным образом может устранить необходимость в дополнительной зачистке выемки перед формированием исправленного шва. Выемка может иметь противолежащие стенки, параллельные на большей части своей протяженности. Инструмент вскрытия сварного шва может быть приспособлен для вырезки канала, например, с вертикальными стенками. Удаление материала на дефектном участке сварного шва путем создания канала с вертикальными стенками упрощает это удаление, так как может быть выполнено с помощью инструмента, приспособленного для выполнения выреза в одном направлении (вниз) при малых силах противодействия в других направлениях. По существу силы, которые вынуждены преодолевать устройство направления инструмента и (или) инструмента вскрытия сварного шва, могут быть уменьшены. Следовательно, конструктивный размер и масса устройства направления инструмента и (или) инструмента вскрытия сварного шва могут быть меньше.
Кроме того, может быть снижена вибрация, возникающая при выполнении операции удаления материала на дефектном участке сварного шва.
Боковые стенки выемки могут быть разнесены на расстояние от 3 до 15 мм, предпочтительно на расстояние от 6 до 12 мм. Выемка может иметь ширину менее 15 мм у вершины, предпочтительно менее 12 мм. При такой узкой выемке требуется меньше сварочного металла для ее заполнения, и поэтому экономится время.
Направление инструмента вскрытия сварного шва вдоль сварного соединения с помощью устройства направления инструмента предпочтительно состоит в простом вынуждении этого инструмента следовать заданной траектории. Заданная траектория может быть криволинейной, имеющей ось, совмещенную с осями труб. Поэтому при перемещении инструмента вскрытия сварного шва вдоль сварного соединения может не быть коррекции положения инструмента в направлении, параллельном осям труб, и отсутствовать необходимость в слежении за сварным соединением или разделкой шва.
Операция использования инструмента вскрытия сварного шва для удаления материала может выполняться путем механического устранения материала. Например, материал может быть удален механическим способом путем фрезерования, зачистки и (или) вырезки. Инструмент вскрытия сварного шва может содержать вращающийся фрезерный резец. Вращающийся фрезерный резец может иметь поворотную часть, выполненную с возможностью удаления материала при вращении. Вращающийся фрезерный резец может иметь режущую кромку, сформированную по периферии или у периферии вращающейся части резца.
Материал может быть постепенно удален за счет возвратно-поступательного движения инструмента вскрытия над дефектным участком сварного шва. Для удаления количества материала, достаточного для устранения дефекта, может потребоваться несколько проходов. Например, инструмент вскрытия может перемещаться туда и обратно (например, возвратно-поступательно) над дефектным участком сварного шва и тем самым производить три или более проходов. В альтернативном варианте выполнения изобретения может быть возможным для удаления достаточного количества материала механическим способом производить один проход инструмента вскрытия.
Механизм вскрытия сварного шва предпочтительно выполнен с возможностью заглубления в трубы в заданном осевом положении вдоль них. Механизм вскрытия сварного шва предпочтительно выполнен с возможностью заглубления в трубы в заданном положении по окружности труб. Механизм вскрытия сварного шва предпочтительно выполнен с возможностью заглубления в трубы на заданную глубину. Ширина сформированной таким образом выемки предпочтительно определяется просто размером используемого инструмента вскрытия сварного шва. Фиксированная ширина выемки, порядка 6-12 мм, может быть достаточной для удаления по всей ширине распространения одиночных дефектов без необходимости осевого перемещения вдоль труб.
Трубопровод может испытывать растягивающую нагрузку в процессе исправления сварного шва. Растягивающая нагрузка может быть более 10 кН и может быть даже более 100 кН. Натяжение трубопровода может быть относительно низким на участке исправления сварного шва, но относительно высоким ниже этого участка. Предлагаемый в настоящем изобретении способ особенно применим при осуществлении способа прокладки морского трубопровода, когда исправление дефекта сварного шва может приостановить или сорвать другие операции, относящиеся к прокладке трубопровода с борта судна.
Операция использования сварочного устройства для заварки выемки может выполняться с применением любых пригодных средств. Могут быть использованы одна или несколько горелок для дуговой сварки металлическим электродом в газовой среде. Использование таких горелок облегчает автоматизацию заварки вскрытия. Горелки для дуговой сварки металлическим электродом в газовой среде могут использоваться в сварочном процессе металл-инертный газ.
Сварочное устройство может производить сварку с преимущественно постоянной скоростью перемещения вдоль сварного шва. Сварочное устройство может содержать блок автоматического управления сварочным напряжением. Сварочная головка может быть выполнена с возможностью осцилляции по ширине сварного соединения. Наружное сварочное устройство может содержать наружный механизм фиксации, например бандаж, на котором смонтированы одна или несколько сварочных головок.
Предпочтительно сварочное устройство направляется вокруг трубы и вдоль сварного соединения с помощью того же устройства направления инструмента, что используется для направления вокруг трубы инструмента вскрытия сварного шва.
Настоящее изобретение обеспечивает также механизм вскрытия сварного шва, например механизм вскрытия сварного шва, пригодный для осуществления предлагаемого в изобретении способа. Механизм вскрытия сварного шва содержит инструмент вскрытия сварного шва с приводом и устройство направления инструмента. Механизм вскрытия сварного шва предпочтительно монтируется на устройстве направления инструмента. Устройство направления инструмента может быть приспособлено для закрепления на трубопроводе и может для этой цели содержать, например, крепежные приспособления. Устройство направления инструмента может быть выполнено с возможностью перемещения и направления инструмента вскрытия сварного шва по окружности труб. Механизм вскрытия сварного шва предпочтительно выполнен с возможностью вскрытия шва на заданную глубину без проникновения сквозь стенку трубы. Поэтому механизм вскрытия сварного шва может удалять сварной шов до глубины, которая меньше глубины сквозной прорези через стенку трубы. Механизм вскрытия сварного шва может, например, содержать ограничительное приспособление, служащее для выбора глубины выемки в стенке трубы.
Конечно, должно быть понятно, что свойства, описанные в отношении одного аспекта настоящего изобретения, могут быть введены в другие аспекты настоящего изобретения. Например, предлагаемое в изобретении устройство может включать любые свойства, описанные в связи с предлагаемым в изобретении способом, и наоборот.
Краткое описание чертежей
Далее изобретение более подробно рассмотрено исключительно в качестве примера со ссылкой на прилагаемые чертежи, на которых показано: на фиг.1 - вид в сечении сварного соединения между двумя трубами с изображением типов дефектов сварного шва, которые могут в нем присутствовать;
на фиг.2 - вид в перспективе предлагаемого в изобретении инструмента вырезки сварного шва;
на фиг.3 - вид в перспективе опоры/каретки и направляющего устройства, предлагаемых в изобретении;
на фиг.4 - вид в перспективе предлагаемого в изобретении устройства, смонтированного на трубопроводе;
на фиг.5 - увеличенный вид части фиг.3 с непоказанным для упрощения трубопроводом;
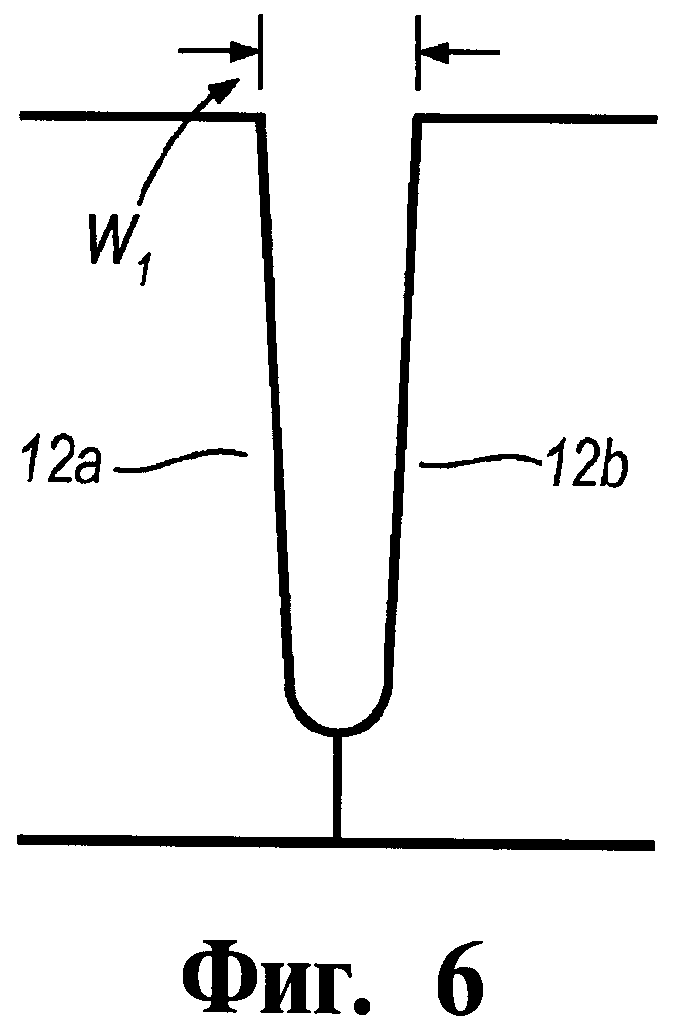
на фиг.6 - сечение двух труб с разделанными кромками, расположенными кромкой к кромке, образуя свариваемое соединение; и
на фиг.7 - сечение исправляемого сваркой соединения после проведения вскрытия предлагаемым в варианте выполнения изобретения устройством.
Осуществление изобретения
Описываемый вариант выполнения изобретения относится к исправлению сварного соединения меду двумя трубными секциями трубопровода, прокладываемого с плавучего основания. Должно быть понятно, что трубные секции и трубопровод могут для простоты называться просто трубами и что трубные секции могут образовывать или не образовывать один конец трубопровода. Трубопровод кладется с борта судна путем приварки последующих трубных секций к концу трубопровода. При укладке трубопровода прилагаемое к нему усилие весьма значительно и составляет обычно порядка нескольких сотен килоньютонов. Поэтому чрезвычайно важно обеспечить очень высокое качество соединений между трубными секциями, составляющими трубопровод.
Разрушение любого стыка в трубопроводе после его опускания с судна в воду может быть очень опасным и привести к огромным затратам. Последующая трубная секция приваривается к концу трубопровода при его спуске за борт судна. Соединяемые кромки труб подлежат разделке. Одна кромка трубы образована концом прокладываемого трубопровода, и другая кромка трубы представляет собой кромку трубной секции, добавляемой к концу трубопровода для его продолжения. Трубные секции располагаются кромкой к кромке, формируя свариваемое кольцевое соединение, геометрия которого определяется видом разделки (как это хорошо известно в предшествующем уровне техники).
Для формирования корневого шва между трубными секциями вводится первая сварочная станция. Трубы центрируются и закрепляются на месте соответствующей фиксирующей системой. Сварочная станция включает наружные сварочные устройства, содержащие несколько наружных сварочных головок для дуговой сварки металлическим электродом (процесс металл-инертный газ). Сварочные головки удерживаются на наружном направляющем устройстве, закрепленном на наружной поверхности труб известным в предшествующем уровне техники способом (например, так же как в системе "ползунок на обруче"). При работе сварочные головки направляются вдоль свариваемого соединения частично наружным направляющим устройством. С учетом того, что сварной шов формируется по окружности труб, процесс сварки обычно называют сваркой кольцевым швом. Ниже по направлению потока вводятся последующие станции для формирования дополнительных кольцевых швов. Могут быть введены, например, пять отдельных станций по длине трубопровода, формирующих корневой шов, заполняющие швы и последний слой многослойного сварного шва (валик усиления). Одна или несколько станций содержат оборудование неразрушающего тестирования качества шва, предназначенное для проведения неразрушающих испытаний. Станция может быть специализирована как станция неразрушающего тестирования качества шва (например, станция, находящаяся ниже по потоку) или как станция, содержащая также средства сварки труб (например, станция для формирования корневого шва, что является особо критичной операцией при сварке друг с другом трубных секций). Неразрушающее тестирование качества шва включает обследование сварного шва ультразвуковыми датчиками и выполнение визуального контроля сварного шва изнутри и снаружи труб, например, с использованием системы видеокамер. На фиг.1 показаны виды дефектов 14, которые могут быть обнаружены в сварном соединении 10 между двумя трубными секциями 12а, 12b. Конечно, должно быть понятно, что изображение сварного соединения 10 на фиг.1 приведено в качестве примера, и его геометрия может быть в реальности отличной с зазором, имеющим стенки с другой конфигурацией. Следует отметить, что в показанной на фиг.1 геометрии стенки почти параллельны на большей части протяженности зазора. У вершины 14 сварное соединение имеет ширину приблизительно 7,0 мм. Таким образом, возможными дефектами могут быть трещина 14а в теле шва, внешняя продольная трещина 14b в валике усиления, трещина 14с в зоне термического растрескивания, трещина 14d на границе сварного шва, трещина 14е в околошовной зоне, трещина 14f в корне шва или поверхностная трещина 14д в корне шва.
При обнаружении дефекта 14 сварного шва может быть проведено его исправление с использованием механизма вскрытия, предлагаемого в варианте выполнения настоящего изобретения. Устройство 20, реализующее механизм вскрытия сварного шва, в разобранном состоянии схематически показано на фигурах 2 и 3, на которых изображены первый сборочный узел 20а и второй сборочный узел 20b, соответственно, устройства 20. Второй сборочный узел 20b, выполняющий функцию направляющего устройства, содержит каретку 22 (показанную на фиг.3) с опорой 24. Первый сборочный узел 20а устройства 20, выполняющий функцию инструмента вскрытия сварного шва, содержит фрезерную насадку 26 (смотри фиг.2), при работе устанавливаемую в опору 24 второго сборочного узла 20b. Фрезерная насадка 26 содержит вращающийся режущий инструмент 28, приводимый в движение двигателем (для упрощения не показан), вращающим приводное колесо 30, на котором закреплен приводной ремень 32. Приводной ремень 32 взаимодействует с приводным колесом, неподвижно скрепленным с вращающимся режущим инструментом 28. Глубина подачи режущего инструмента устанавливается маховиком 34 регулирования глубины подачи. Вращение маховика 34 регулирования глубины подачи приводит к повороту верхней части 26u фрезерной насадки, соединенной с режущим инструментом 28, относительно нижней части 26l, служащей для скрепления при работе с опорой 24. Каретка 22, показанная на фиг.3, содержит опору 24, к которой при работе прикрепляется нижняя часть 26l фрезерной насадки 26, и четыре колеса 36, катящихся по направляющим 38, две пары по верхней стороне направляющих и две пары (в основном не видимые на фиг.3) по нижней стороне направляющих 38. Направляющие 38 имеют форму и длину, соответствующие сектору окружности труб 12. Направляющие 38 связаны с натяжными лентами 40, которые при работе пропускают вокруг труб 12 и с натягом закрепляют в местах 42 фиксации у противоположных краев второго сборочного узла 20b. Таким образом можно видеть, что фрезерная насадка 26, встроенный режущий инструмент 28, двигатель и другие части устройства, показанного на фиг.2, введены как первый сборочный узел 20а, и каретка со своей опорой, направляющие и ленты и другие части устройства, показанного на фиг.3, введены как второй сборочных узел 20b. Каждый сборочный узел 20а, 20b имеет массу приблизительно 25 кг, и поэтому им легко оперировать вручную. Два сборочных узла вместе составляют все устройство 20, необходимое для вскрытия дефектного сварного шва после подсоединения его к источнику питания.
При обнаружении дефекта 14 определяется его положение в сварном шве 10, включая положение дефекта по окружности, глубину в сварном шве, аксиальное положение вдоль труб 12 (то есть ближе к верхней по потоку трубной секции или к нижней по потоку трубной секции). Любое сварочное оборудование, установленное на трубе, удаляется, и к трубе 12 в соответствии с расположением дефекта прикрепляется второй модульный узел 20b (показанный на фиг.3) с помощью натяжных лент 40, пропущенных по всей окружности труб (на фигурах 3 и 4 лента показана частично). Первый сборочный узел 20а (показанный на фиг.2) затем скрепляется (непоказанными болтами) со вторым сборочным узлом 20b, составляя тем самым устройство 20 вскрытия сварного шва, предлагаемое в данном варианте выполнения настоящего изобретения, как представлено на фиг.4. Положение второго модульного узла 20b на трубах 12 тщательно устанавливается, так чтобы обеспечить совмещение режущего инструмента 28 с дефектом 14.
Режущий инструмент 28 перемещается по окружности труб 12 в местоположение за дефектом 14. Фрезерная насадка затем перемещается вдоль окружности труб над дефектом. При своем действии режущий инструмент 28 вырезает материал из сварного соединения 10 и (или) окружающий материал трубы. Глубина подачи постепенно увеличивается с помощью маховика 34 регулирования глубины, но инструмент 28 может дополнительно или альтернативно иметь ограничительное приспособление, дающее возможность режущему инструменту 28 поступательного перемещения вглубь до тех пор, пока он не будет остановлен ограничительным приспособлением.
Полученная выемка изображена на фиг.7 и имеет в основном параллельные стенки почти на всей глубине до дна выемки и поэтому очень правильную и узкую форму (размер W2 составляет приблизительно 8,0 мм).
Для сравнения геометрия типичного соединения до сварки показана на фиг.6, на которой изображено свариваемое соединение, сформированное между двумя разделанными трубами. Разделка имеет ширину W1 приблизительно 7,0 мм у своей вершины и ширину приблизительно 4,8 мм у дна. Угол между стенками составляет приблизительно 4 градуса (то есть приблизительно 2 градуса относительно вертикальной оси в поперечном сечении). Следует отметить, что выемка поэтому имеет ширину, большую максимальной ширины соединения непосредственно перед сваркой. По завершении вскрытия фрезерная насадка 26 удаляется, но направляющие 38 остаются на месте. Вскрытие затем повторно заваривается с использованием применяемого при узких зазорах оборудования для дуговой сварки металлическим электродом в газовой среде, идентичного описанному выше и устанавливаемого на направляющие 38, ориентирующие сварочное устройство вдоль свариваемого соединения (сформированного выемкой). Полуавтоматическое сварочное оборудование (приводимое в движение вдоль соединения с постоянной в основном скоростью, ориентируемое направляющими, автоматически осциллирующее поперек ширины соединения, с автоматической регулировкой напряжения) дает возможность существенно снизить необходимое на повторную сварку время по сравнению с обычными технологиями ручной сварки.
Таким образом, можно видеть, что предложена автоматическая фрезерная насадка, с помощью которой можно производить разделку кромок на участке исправления и которая обеспечивает правильную и небольшую выемку, которая может быть эффективно повторно заполнена сварочным металлом благодаря формированию выемки, имеющей геометрию, близкую к геометрии общепринятой разделки кромок при выполнении стандартных сварных швов между трубными секциями. Дополнительной зачистки не требуется. Поэтому процесс исправления сварного шва проходит намного быстрее, чем при известных ранее технологиях. Устройство выполнено с возможностью производить вскрытие вглубь при разной его ширине и протяженности во всех местоположениях по окружности трубы. Кроме того, устройством вскрытия, если оно разобрано на небольшое число сборочных узлов, легко оперировать вручную.
Хотя настоящее изобретение описано и проиллюстрировано со ссылкой на конкретные варианты выполнения, обычному специалисту в данной области техники должно быть понятно, что изобретение сводится к различным вариантам, не освещенным в данном описании. Далее исключительно в качестве примера описаны несколько возможных вариантов. Может быть необходимым протянуть трубопровод так, чтобы исправлять дефектное соединение на первой сварочной станции. В таком случае растягивающее усилие в трубопроводе может быть значительно меньше 100 кН в месте проведения исправлений. Однако ниже по потоку в местах исправлений может развиваться растягивающее усилие, которое все же больше 100 кН.
Может быть обеспечено более двух сборочных узлов. При наличии более чем двух сборочных узлов появляется возможность снижения массы каждого из узлов, но возрастает сложность конструкции и сборки устройства. Направляющее устройство, включающее каретку, составляющую второй сборочный узел 20b, после вскрытия дефектного сварного шва может быть использовано для направления механизированной сварочной горелки. Фрезерная насадка 26 может быть удалена и заменена сварочным устройством, выполненным с возможностью установки на направляющие 38 второго сборочного узла 20b и передвижения по ним. Операция выявления дефекта сварного шва и последующего совмещения направляющего устройства и каретки второго сборочного узла 20b с этим дефектом может быть частично или полностью автоматизирована вместо выполнения ее вручную.
В описанном выше варианте выполнения направление режущего инструмента вдоль сварного соединения производится простым выставлением второго сборочного узла 20b относительно сварного соединения и дефекта и последующим движением инструмента вдоль направляющих. Операция направления может быть усложнена и включать использование системой слежения за швом, способной при движении каретки вокруг труб производить независимые перемещения подвижного режущего инструмента влево и вправо (то есть в направлении, параллельном оси труб). Там, где в предшествующем описании упомянуты численные величины или элементы, известные, очевидные или имеющие предсказуемые эквиваленты, такие эквиваленты введены в описание как отдельно оговоренные. Для определения истинного объема настоящего изобретения необходимо обращаться к формуле изобретения, которая должна быть составлена так, чтобы охватывать такие эквиваленты. Читателю должно быть также понятно, что численные величины или свойства изобретения, описанные как предпочтительные, обладающие преимуществами, удобством или подобными отличиями, являются опционными и не ограничивают объем независимых пунктов формулы. Кроме того, должно быть понятно, что такие опционные численные величины или свойства, хотя возможно и обеспечивают преимущество некоторых вариантов выполнения изобретения, могут не требоваться и поэтому отсутствовать в других вариантах выполнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| СПОСОБ РЕМОНТА ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ СО СТРЕССКОРРОЗИОННЫМИ ТРЕЩИНАМИ | 2006 |
|
RU2337803C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| Система контроля плотности и ремонта теплообменных труб теплообменника системы пассивного отвода тепла | 2022 |
|
RU2788472C1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| Способ ремонта основных швов электросварных труб диаметром от 508 до 2520 мм с толщиной стенки от 6 до 50 мм из аустенитных марок стали (варианты) | 2024 |
|
RU2836727C1 |
| СПОСОБ РЕМОНТА ТРУБ СВАРКОЙ | 2003 |
|
RU2247890C1 |





Изобретение относится к исправлению дефектного кольцевого сварного соединения между трубными секциями трубопровода. Для устранения дефектов сварного шва используется механизм (20) вскрытия сварного шва. Механизм (20) содержит инструмент вскрытия сварного шва и устройство (20b) направления инструмента. Механизм (20) может быть модульным в виде, дающем возможность его разборки на отдельные переносные узлы (20а, 20b). Способ включает размещение устройства (20b) направления инструмента в фиксированном положении относительно трубопровода, направление инструмента вскрытия сварного шва вокруг трубы вдоль сварного соединения с помощью устройства (20b) направления инструмента и использование инструмента вскрытия сварного шва для удаления материала на дефектном участке сварного шва. Сформированная таким образом выемка может иметь параллельные вертикальные стенки. Выемка затем заполняется металлом шва с помощью сварочного устройства. 5 н. и 21 з.п. ф-лы, 7 ил.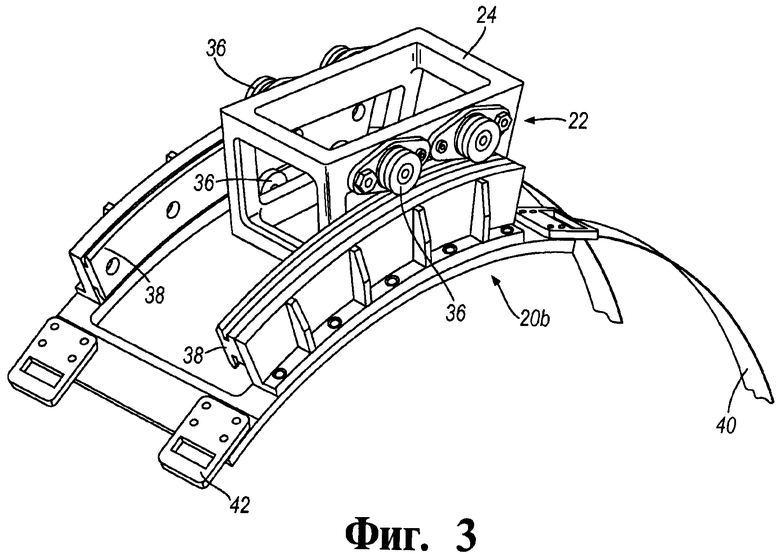
1. Способ исправления кольцевого сварного соединения, содержащего внешнюю поверхность и сформированного между двумя трубными секциями трубопровода, включающий выявление дефектного участка сварного шва в сварном соединении, удаление материала на дефектном участке сварного шва и выполнение заварки посредством сварочного устройства, отличающийся тем, что выявляют дефектный участок сварного шва в сварном соединении с выявлением дефекта, расположенного ниже внешней поверхности сварного соединения, используют механизм вскрытия сварного шва с инструментом вскрытия сварного шва и с устройством направления инструмента, размещают устройство направления инструмента в фиксированном положении относительно трубопровода, направляют инструмент вскрытия сварного шва вокруг трубы и вдоль сварного соединения посредством устройства направления инструмента, причем удаление материала на дефектном участке сварного шва, расположенном ниже внешней поверхности сварного шва, осуществляют с образованием выемки посредством инструмента вскрытия сварного шва, а при осуществлении заварки посредством сварочного устройства заваривают и заполняют выемку металлом шва.
2. Способ по п. 1, отличающийся тем, что используют механизм вскрытия сварного шва, выполненный сборным из группы сборочных узлов, из которых не более трех сборочных узлов имеют массу, превышающую 10 кг, и ни один из сборочных узлов не имеет массу, превышающую 35 кг.
3. Способ по п. 1 или 2, отличающийся тем, что выемку образуют с противолежащими стенками и основой.
4. Способ по п. 3, отличающийся тем, что противолежащие стенки располагают параллельно на большей части их протяженности вглубь.
5. Способ по п. 4, отличающийся тем, что противолежащие стенки располагают в местах их параллельности на расстоянии 3-15 мм.
6. Способ по п. 1, отличающийся тем, что удаляют материал механическим путем.
7. Способ по п. 1, отличающийся тем, что удаляют материал постепенно при возвратно-поступательном движении инструмента вскрытия сварного шва над дефектным участком сварного шва.
8. Способ по п. 1, отличающийся тем, что исправляют сварное соединение при испытывании трубопроводом растягивающей нагрузки , превышающей 100 кН.
9. Способ по п. 1, отличающийся тем, что с его использованием осуществляют прокладку морского трубопровода.
10. Способ по п. 1, отличающийся тем, что заварку выемки выполняют посредством по меньшей мере одной смонтированной снаружи автоматической или по меньшей мере полуавтоматической сварочной головки с по меньшей мере одной сварочной горелкой.
11. Способ по п. 1, отличающийся тем, что заварку выемки выполняют посредством движения и автоматического направления по меньшей мере одной сварочной горелки вокруг трубы.
12. Способ по п. 1, отличающийся тем, что заварку выемки выполняют посредством направления сварочного устройства вокруг трубы и вдоль сварного соединения посредством устройства направления инструмента.
13. Способ по п. 1, отличающийся тем, что заварку выемки осуществляют с использованием автоматического блока управления напряжением сварки, которым регулируют сварочное напряжение в процессе выполнения сварки.
14. Способ по п. 1, отличающийся тем, что при образовании выемки располагают механизм вскрытия сварного шва в заданном положении по окружности труб и по глубине заглубления в трубы, соответствующем положению выявления дефекта.
15. Способ по п. 1, отличающийся тем, что используют инструмент вскрытия сварного шва с ограничительным приспособлением выбора глубины заглубления в стенку трубы.
16. Ремонтное устройство для исправления кольцевого сварного соединения, содержащего внешнюю поверхность между двумя трубными секциями трубопровода, сваренными друг с другом, включающее оборудование неразрушающего тестирования качества шва для выявления дефектов сварного шва, механизм вскрытия сварного шва с устройством направления инструмента, на котором установлен механический инструмент вскрытия сварного шва, при этом устройство направления инструмента выполнено с возможностью закрепления на трубопроводе, а механический инструмент вскрытия сварного шва установлен на устройстве направления инструмента с возможностью перемещения и его направления по окружности труб, с возможностью исправления кольцевого сварного соединения, сформированного между двумя трубными секциями трубопровода, и с возможностью заглубления в трубы на заданном кольцевом участке труб, соответствующем участку с дефектом сварного шва, выявленным оборудованием неразрушающего тестирования качества шва, отличающееся тем, что оно содержит ограничительное приспособление выбора глубины заглубления в стенку трубы, причем указанная глубина является меньшей глубины сквозной прорези в стенке трубы, а оборудование неразрушающего тестирования качества шва выполнено с возможностью выявления дефекта, расположенного ниже внешней поверхности сварного соединения.
17. Устройство по п. 16, отличающееся тем, что механизм вскрытия сварного шва выполнен сборным из группы сборочных узлов, из которых не более трех сборочных узлов имеют массу от 10 кг до 35 кг, и ни один сборочный узел не имеет массу, превышающую 35 кг.
18. Устройство по п. 17, отличающееся тем, что первый сборочный узел имеет массу от 10 до 35 кг, а второй сборочный узел имеет массу от 10 до 35 кг, причем второй сборочный узел установлен с возможностью перемещения и направления вокруг труб первого сборочного узла, а механический инструмент вскрытия сварного шва установлен в первом сборочном узле.
19. Устройство по п. 16, отличающееся тем, что механический инструмент вскрытия сварного шва содержит вращающийся фрезерный резец, выполненный с возможностью вращения и вырезки канала, снабженного вертикальными стенками.
20. Система для исправления кольцевого сварного соединения, содержащая механизм вскрытия сварного шва и сварочное устройство, выполненное с возможностью сварки в выемке, образованной механизмом вскрытия сварного шва, отличающаяся тем, что она содержит ремонтное устройство по любому из пп. 16-19.
21. Система по п. 20, отличающаяся тем, что сварочное устройство включает в себя по меньшей мере одну установленную снаружи, автоматическую или по меньшей мере полуавтоматическую сварочную головку, содержащую по меньшей мере одну сварочную горелку.
22. Система по п. 20, отличающаяся тем, что сварочное устройство выполнено с возможностью монтажа на устройстве направления инструмента и направления этим устройством.
23. Система по любому из пп. 20-22, отличающаяся тем, что сварочное устройство содержит блок автоматического управления сварочным напряжением для регулирования сварочного напряжения при выполнении сварки.
24. Система по п. 20, отличающаяся тем, что она предназначена для исправления кольцевого сварного соединения способом по любому из пп.1-15.
25. Способ исправления кольцевого сварного соединения, содержащего внешнюю поверхность и дефектный участок сварного шва с дефектом, расположенным ниже внешней поверхности сварного соединения, между трубными секциями при прокладке подводных морских трубопроводов, включающий выявление дефектного участка сварного шва в кольцевом сварном соединении, отличающийся тем, что его осуществляют по кольцу сварного соединения, используют механизм вскрытия сварного шва с инструментом вскрытия сварного шва и с устройством направления инструмента, направляют инструмент вскрытия сварного шва посредством устройства направления инструмента, удаляют материал на дефектном участке сварного шва с образованием выемки посредством инструмента вскрытия сварного шва и заваривают выемку и заполняют ее металлом шва посредством сварочного устройства, при этом размещают устройство направления инструмента фиксированно относительно трубопровода путем крепления устройства направления инструмента снаружи труб, направляют инструмент вскрытия сварного шва по окружности труб и вдоль сварного соединения посредством устройства направления инструмента и вскрывают сварной шов посредством механизма вскрытия сварного шва с заглублением в трубы на заданном кольцевом участке по окружности труб и с образованием пригодной для кольцевой сварки выемки.
26. Трубоукладочное судно, содержащее оборудование неразрушающего тестирования качества шва для выявления дефектов сварного шва, расположенных на участке ниже внешней поверхности сварного соединения, отличающееся тем, что оно содержит механизм вскрытия сварного шва для исправления кольцевого сварного соединения, сформированного между двумя трубными секциями трубопровода, с устройством направления инструмента, на котором установлен механический инструмент вскрытия сварного шва с возможностью перемещения и направления по окружности труб и ограничительным приспособлением выбора глубины заглубления в стенку трубы, меньшей глубины сквозной прорези через стенку трубы, при этом устройство направления инструмента выполнено с возможностью фиксации на трубопроводе, а механизм вскрытия сварного шва выполнен с возможностью заглубления в трубы на заданном кольцевом участке по окружности труб, соответствующем участку с дефектом сварного шва, выявленным оборудованием неразрушающего тестирования качества шва.
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| US 3084246A, 02.04.1963 | |||
| WO2008107185A2, 12.09.2008 | |||
| NL8200402A,01.09.1983 | |||
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ, ПРЕИМУЩЕСТВЕННО ТРЕЩИН, В ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ДЕТАЛЯХ | 2006 |
|
RU2368481C2 |
| Ю.Ф.ЮРЧЕНКО и др | |||
| "Монтаж и сварка трубопроводов из коррозионно-стойких сталей в атомной промышленности", М., Атомиздат, 1966, с.226. | |||

