1
Изобретение относится к сварочному производству и может быть использовано для сварки швов многошовных обечаек.
В основном авт. св. № 547319 опнсана установка для сварки продольных швов многошовных цилиндрических обечаек, содержашая колонну с формнруюндей подкладкой, установленной с возможностью перемешення вдоль оси обечайки и балки с размешеннымн на них нпевмоприжимами, а также снабжена разжимной поворотной оправкой, закрепленной на балке н выполненной в виде расположенных по окружностн сменных ложементов с назами под формирующую подкладку, заводимую в пазы нрн новороте оправки.
Однако нри работе установки суммируются усадки от сварки всех сварных швов, нарушая нериметр и днаметр обечаек, а при сварке сложных обечаек, состояш,нх из большого количества деталей, необходима подгонка входяи1,их деталей по стыкам, что значительно увеличивает трудоемкость изготовления обечаек.
Целью изобретения является новышение качества изготовления обечаек путем устранения суммирования сварочных деформацнй каждого шва.
С этой целью на колонне смонтнрована фрезерная головка для снятия технологических припусков, установленная с возможностью продольного перемепдения относительно оси разжимной поворотной оправки, а в пазах сменных ложементов установле5 пы сменные опорные пластины с прижимами иродольных кромок обечайки и с упорами для ориентации фрезерной головки относительно этой кромки.
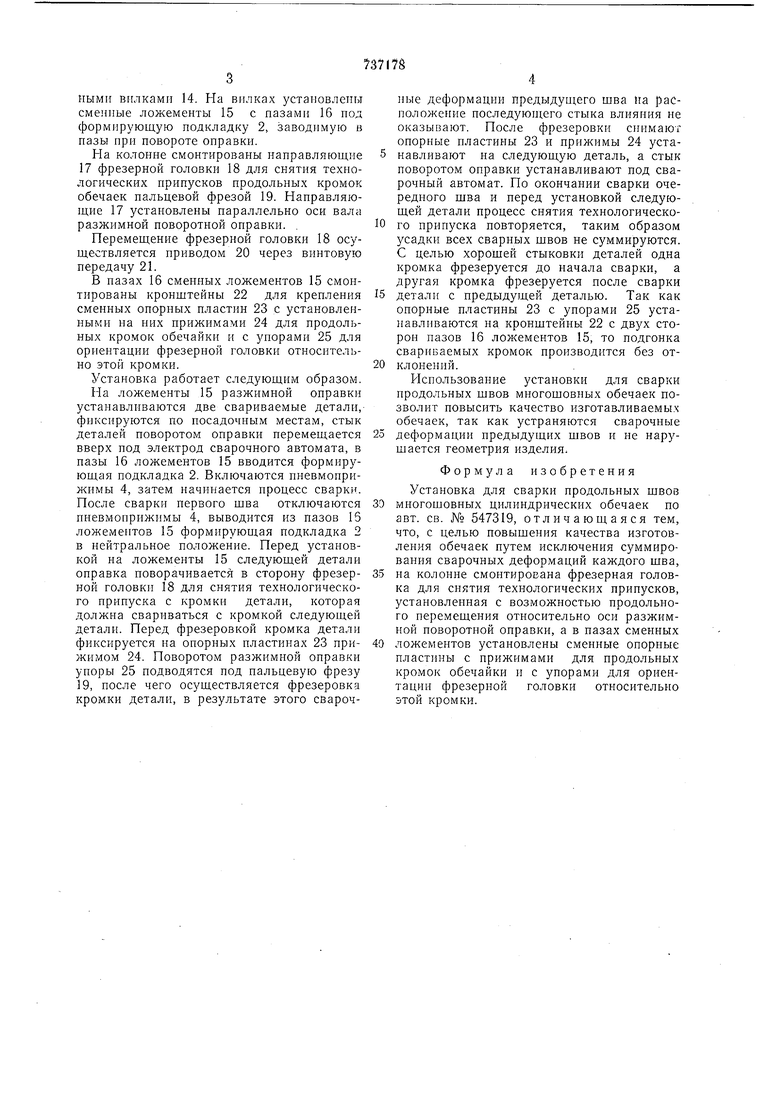
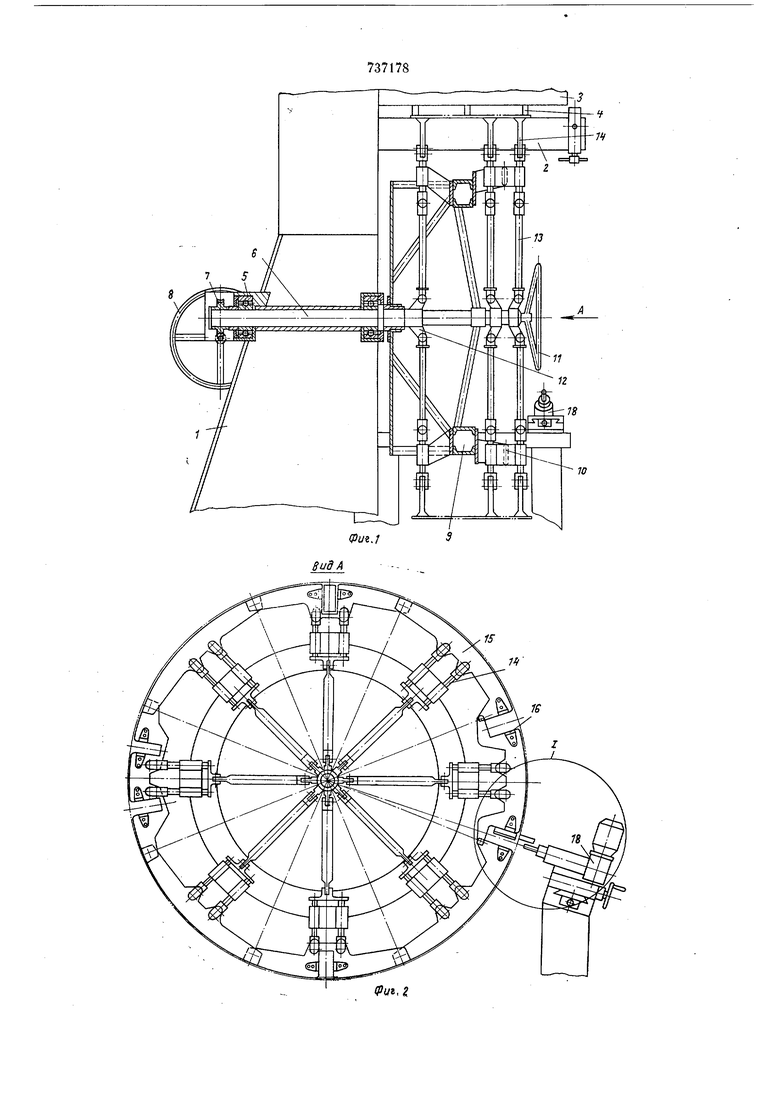
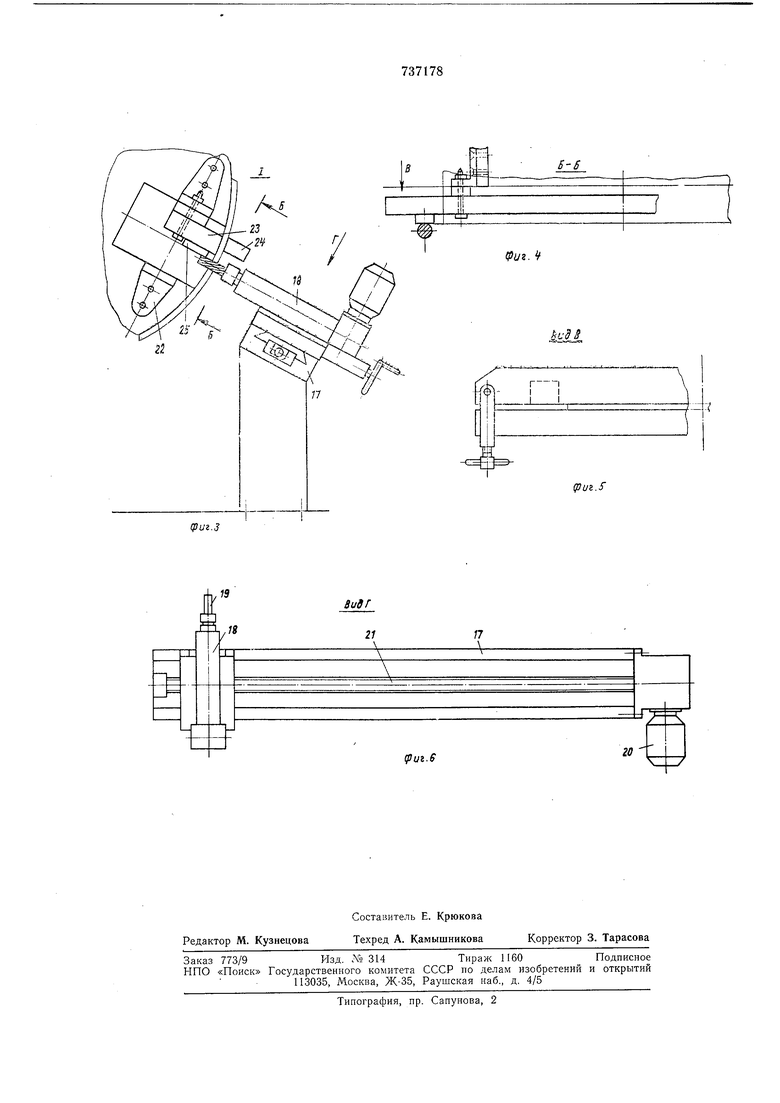
На фиг. 1 изображена предложенная установка, общнй вид; на фнг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - сечение Б-Б на фиг 3; на фнг. 5 - внд по стрелке В на фиг. 4; на фиг. б - внд по стрелке Г на
15 фнг. 3.
Установка для сварки нродольных швой миогошовных цилиидрических обечаек содержит колонну 1 с формнрующей нодкладкой 2, установленной с возможностью не20 ремеи,ения вдоль оси обечайки, и балки 3 с ппевмоприжимами 4.
На колонне 1 в нодшнпниках 5 смонтирован вал 6 разжимной поворотной оправки, связанный через червячную пару 7 со
25 штзфвалом 8.
На валу 6 жестко крепится простраиствеииая рама 9 с направляюшими втулкамн 10 и размещен виитовой механизм со штурвалом И и шарниром 12 для креплення
31 тяг 13, шарнирно соединенных с нодвнлсными вилками 14. На вилках устаиовлеиьт сменные ложементы 15 с пазами 16 под формирующую подкладку 2, заводимую в пазы ири повороте оправки.
На колоппе смонтированы направляющие 17 фрезерной головкн 18 для снятия технологических припусков продольных кромок обечаек пальцевой фрезой 19. Направляющие 17 установлены параллельно оси вала разжимной поворотной оправки. .
Перемещение фрезерной головки 18 осуществляется приводом 20 через винтовую передачу 21.
В иазах 16 сменных ложементов 15 смонтированы кронщтейны 22 для крепления сменных опорных пластин 23 с установленными па пих прижимами 24 для продольных кромок обечайки и с упорами 25 для орпеитацин фрезерной головки относительно этой кромки.
Установка работает следующим образом.
На ложементы 15 разжимной оправки устанавливаются две свариваемые детали, фиксируются по посадочным местам, стык деталей поворотом оправки перемещается вверх под электрод сварочного автомата, в пазы 16 ложементов 15 вводится формирующая подкладка 2. Включаются иневмоприжимы 4, затем начинается ироцесс сварки. После сварки иервого щва отключаются пневмоприжимы 4, выводится из пазов 16 ложемептов 15 формирующая подкладка 2 в нейтральное положеиие. Перед установкой на ложементы 15 следующей детали оправка поворачивается в сторону фрезерной головки 18 для снятия технологического припуска с кромки детали, которая должна свариваться с кромкой следующей детали. Перед фрезеровкой кромка детали фиксируется на опорных пластинах 23 прижимом 24. Поворотом разжимной оиравки уиоры 25 подводятся под пальцевую фрезу 19, после чего осуществляется фрезеровка кромки детали, в результате этого свароч 1ые деформацин предыдущего щва iia распол ожеиие иоследуюи1его стыка влияпия не оказывают. После фрезеровки сиимают опорные пластины 23 и прижимы 24 устанавливают на следующую деталь, а стык поворотом оиравки устанавливают под сварочный автомат. По окончании сварки очередного щва и перед установкой следующей детали процесс снятия техиологического припуска повторяется, таким образом усадки всех свариых щвов не суммируются. С целью хорощей стыковки деталей одна кромка фрезеруется до начала сварки, а другая кромка фрезеруется после сварки
детали с предыдущей деталью. Так как опориые пластины 23 с упорами 25 устанавливаются на кронщтейны 22 с двух сторон пазов 16 ложементов 15, то подгонка свариваемых кромок ироизводится без отклоиений.
Псиользование устаиовки для сварки иродольных щвов многощовных обечаек позволит повысить качество нзготавливаемы.х обечаек, так как устраняются сварочные
деформации предыдущих швов и не нарушается геометрия изделия.
Формула изобретения
Установка для сварки иродольиых щвов
миогощовных цилиндрических обечаек по авт. св. № 547319, отличающаяся тем, что, с целью повыщения качества изготовления обечаек путем исключеиия суммирования сварочных деформаций каждого щва,
иа колонне смонтирована фрезерная головка для снятия технологических прииусков, установленная с возможностью продольного перемещения относительно оси разжимной новоротпой оиравки, а в пазах сменных
ложемептов установлены сменные опорные пластины с прижимами для продольных кромок обечайки и с упорами для ориентации фрезерной головки относительио этой кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Устройство для сборки под сварку продольных швов обечаек | 1975 |
|
SU572360A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТОНКОСТЕННЫХ ОБЕЧАЕК | 1992 |
|
RU2014194C1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
«уг.г
(Puz.
kjU
I--i
I I
jI
BuOr
/7
ipuz.e
