Машина для сварки трением тел вращения относится к области производственного станочного сварочного оборудования, используемого при изготовлении сложных металлических изделий из разнородных металлов. Качество сварного соединения в процессе сварки зависит от величины нагрева, определяемого величиной осевого усилия при сдавливании соединяемых деталей и от мгновенности прекращения взаимного вращения при остановке процесса сварки. Это достигается соответствующими конструктивными решениями узлов и агрегатов таких машин. Основными преимуществами сварки трением является минимальное время, занимаемое процессом сварки, высокий коэффициент полезного действия, а значит малое значение потребляемой энергии и мощности и стабильно воспроизводимое, высокое качество сварного соединения.
Так типовая машина для сварки трением тел вращения состоит из станины, на которой установлены передняя бабка со шпинделем и зажимным устройством и задняя подвижная бабка. Между бабками на направляющих установлена подвижная траверса с цанговым зажимом для невращающейся свариваемой детали. Передняя бабка оснащена механизмом вращения со шпинделем и прижимным устройством. Электропривод вращения шпинделя текстропной передачей, позволяющей обеспечить быструю остановку шпинделя при его торможении в момент прекращения процесса нагрева. Правый зажим, с устройством крепления неподвижной заготовки, установлен на задней бабке перемещаемой и поджимающей не вращающуюся заготовку к торцу вращающейся заготовки рабочим осевым усилием. Усилие контакта торцов деталей создается приводом траверсы, установленной на задней бабке, на которой смонтирован механизм для создания осевого усилия, той или иной конструкции.
Наиболее близкими аналогами по технической сущности и достигаемому эффекту принята конструкция, описанная в авторском свидетельстве на полезную модель №93721.
В описанных свидетельствах машины для сварки трением, состоят из станины на которой смонтирована передняя бабка со шпинделем, оснащенным приводом вращения. Для быстрой остановки шпинделя используется сложная стартстопная клиноременная передача, что позволяет производить остановку шпинделя не повреждая электропривод. На станине также установлена задняя стойка. Передняя бабка и задняя стойка соединены направляющими, по которым перемещается подвижная траверса с цанговым зажимом для невращающейся свариваемой детали. В задней бабке установлен привод осевого давления с зажимным устройством для вращающейся детали.
В результате анализа конструкции известных машин необходимо отметить, что наличие двух ходовых винтов, расположенных с двух сторон относительно механизма зажима стойки, исключает перекос невращающейся детали в процессе сварки изделия. Однако при контакте торцов деталей возможно возникновение биения, обусловленного неровностью их торцов и недостаточной жесткостью механизма, выполненною на ходовых винтах, что также приводит к нарушению соосности свариваемых деталей и, как следствие, снижению качества сварки.
Целью настоящего изобретения является, улучшение динамических характеристик машины для сварки трением стержневых и трубчатых деталей, повышение качества сварных соединений деталей, выполненных из разнородных материалов; расширение ассортимента изготавливаемых на станке данной конструкции сварных изделий при существенном упрощении конструкции машины.
Сущность заявленного изобретения состоит в том, что машина для сварки трением тел вращения, включает в себя гидростанцию и пульт управления. Сама машина содержит станину, переднюю бабку со шпинделем и встроенным зажимными устройством для закрепления вращающейся заготовки. Правый зажим с устройством для закрепления невращающейся заготовки, установлен на задней бабке в направляющих на станине. Механизм перемещения правого зажима в виде двух симметрично расположенных силовых гидроцилиидров со штоками установлен на станине. Устройство для удаления грата размещено на корпусе заднего зажима. В машине установлена гидростанция с насосом переменной производительности с регулятором скорости вращения и торможения, пульт управления, соединен гидролиниями с гидроприводом шпинделя каретки и зажимными устройствами, а гидравлический привод вращения шинделя установлен на шпиндель. Корпус правого зажима размещен на каретке, с возможностью перемещения вдоль оси вращения, на двух линейных силовых направляющих, а управление разгоном, вращением и торможением производится переключением золотников установленных в пульте управления и соединеными электрическими линиями. Изменение скорости вращения шпинделя достигается использованием в гидравлической системе машины насоса переменной производительности с регулятором, установленным в гидростанции машины. Управление всеми режимами машины производится с пульта управления по программе там же размещенной.
Конструкция машины для сварки трением тел вращения поясняется графическим материалом, на фигуре 1, общий вид. Обозначения принятые в фигуре 1:
1. Станина.
2. Передняя бабка
3. Шпиндель.
4. Зажимное устройство.
5. Гидропривод.
6. Задняя бабка.
7. Направляющие.
8. Каретка.
9. Гидростанция.
10. Силовые гидроцилиндры.
11. Штоки.
12. Люнет.
13. Пульт управления.
14. Гидронасос с регулятором.
15. Соединительные линии (рукава).
16. Датчик давления.
17. Золотник.
18. Датчик положения.
19. Устройство для удаления грата.
На фигуре 1 изображена машина для сварки трением. В состав машины входят гидростанция 9, соединенная с гидролиниями с гидроприводом 5, силовыми гидроцилиндрами 10 каретки 8, зажимными устройствами 4 и пультом управления 13, к которому подсоединены датчики положения 18 и давления 16, установленные на машине. Управление агрегатами машины производится с пульта управления 13 с помощью золотников 17, установленных в пульте управления 13.
Машина для сварки трением состоит из станины 1, на которой стационарно установлена передняя бабка 2 со шпинделем 3, оснащенным гидроприводом 5. В шпинделе 3 установлено цанговое зажимное устройство 4 на гидравлике для закрепления свариваемой детали. На станине 1 с возможностью перемещения по направляющим 7 на каретке 8 смонтирована задняя бабка 6, на которой установлено гидравлическое зажимное устройство 4 для закрепления второй свариваемой детали. Привод перемещения задней бабки 6 выполнен в виде двух силовых гидроцилиндров 10, закрепленных на станине 1, а их штоки 11 соединены с задней бабкой 6 с двух сторон относительно бабки 6. Цанги зажимных устройств передней бабки 2 и задней бабки 6 установлены соосно друг другу и расположены по продольной оси станины. Гидропривод 5, зажимные устройства шпинделя 3 и задней бабки 6 соединены гидравлическими линиями (рукавами) 15, через золотники 17, I с гидронасосом с регулятором 14, установленным в гидростанции 9. Золотники 17 подключены к пульту управления 13 электрическими связями и управляются по программе размещенной в пульте управления 13.
Работу машины рассмотрим на примере сварки трением биметаллического переходника из стальной и алюминиевой деталей. Машина для сварки трением работает следующим образом: Более твердая (стальная) деталь устанавливается в цангу зажимного устройства 4 шпинделя 3, а алюминиевая - в цангу зажимного устройства 4 задней бабки 6 Детали в цангах закрепляются при подаче сигнала с пульта управления 13 на гидравлические зажимные устройства 4. После закрепления деталей в зажимных устройствах 4. с пульта управления 13 включается гидронасос с регулятором 14 и приводится во вращение шпиндель 3 с деталью. Далее начинается движение каретки 8 с задней бабкой 6 за счет подачи рабочей среды в силовые гидроцилиндры 10 по соединительным линиям (рукавам) 15 и выдвижение штоков 11. Штоки перемещают заднюю бабку 6 с деталью из алюминия до контакта с торцом стальной детали. Усилие контакта деталей отслеживают датчиком давления 16. С момента контакта торцов деталей начинается процесс сварки. Нагрев торцов свариваемых заготовок фиксируется или по времени, или по перемещению менее твердой заготовки за счет выдавливания ее металла в грат. После завершения цикла нагрева по программе, резко останавливается гидропривод 5 со шпинделем 3 и одновременно включается удвоенное давление на силовые гидроцилиндры 10. То есть, проводится осадка заготовок. Далее, после остывания места сварки, удаляют грат с помощью устройства для удаления грата 19, установленного на задней бабке 6. После завершения этой операции разжимают цангу 1, расположенную на задней бабке. Отводят заднюю бабку 6 в исходное положение и извлекают сваренное изделие.
Использование в машине в качестве привода гидравлического двигателя позволило соединить привод и торможение в одном механизме и тем самым улучшить динамические характеристики разгона и торможения при сварке деталей, что существенно увеличило качество сварного соединения.
Управление разгоном, вращением шпинделя е заданной скоростью и его торможением производится переключением золотников в питающих соединительных линиях гидравлического двигателя, а изменение скорости вращения шпинделя достигается использованием в гидравлической системе машин переменной производительности с регулятором.
Качество свариваемых деталей улучшено также за счет исключения их относительного биения, которое устранено точной установкой задней бабки 6 с кареткой 8 в направляющих 7 относительно шпинделя передней бабки, а также использованием в качестве привода задней бабки двух силовых гидроцилиндров 10 со штоками 11, симметрично установленными с двух сторон относительно задней бабки 6 на силовых направляющих 7.
Применение гидропривода для вращения шпинделя и гидравлики в зажимных устройствах: позволило расширить диапазон регулирования скорости вращения и торможения, обеспечить качественное сваривание деталей, изготовленных из разнородных материалов, с большим разбросом их диаметров.
Применение гидравлики во всех узлах повысило надежность машины, снизило износ движущихся частей станка при экстремальных нагрузках, возникающих в процессе сварки (режим торможения и давления при сжатии свариваемых деталей) и упростило конструкцию станка в целом. Это также позволило унифицировать автоматику приводных и зажимных устройств станка и обеспечить быструю переналадку машину при переходе с одного типоразмера изделия на другое.
Для делового контакта с автором обращаться по адресу: 197101, Санкт-Петербург, Большая Монетная ул. дом 7, кв. 11. Рыбкин Анатолий Петрович. (812) 233-96-71
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1985 |
|
SU1269952A1 |
| Машина для сварки трением | 1980 |
|
SU963764A1 |
| Машина для сварки трением | 1989 |
|
SU1682093A1 |
| Машина для сварки трением | 1981 |
|
SU1061961A1 |
| Машина для инерционной сваркиТРЕНиЕМ | 1977 |
|
SU795821A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Машина для сварки трением | 1988 |
|
SU1637982A1 |
| Устройство для сварки трением | 1976 |
|
SU716743A1 |
| Машина для стыковой индукционной сварки труб | 1970 |
|
SU316297A1 |
| Машина для сварки трением | 1989 |
|
SU1683249A1 |
Машина может быть использована при изготовлении сваркой трением сложных металлических изделий из разнородных материалов. Привод вращения и торможения шпинделя машины выполнен в виде установленного соосно на шпинделе гидравлического двигателя. Гидростанция оснащена насосом переменной производительности с регулятором управления скоростью вращения и торможения шпинделя и золотниками, соединенными гидролиниями с гидроприводами шпинделя, каретки, зажимных устройств и устройства для удаления грата. Задняя бабка смонтирована на каретке на двух линейных силовых направляющих качения с возможностью перемещения вдоль оси вращения шпинделя. Устройство для удаления грата установлено на корпусе зажимного устройства задней бабки. Пульт управления соединен электрическими линиями с золотниками гидростанции. Установка и отсчет пространственного положения рабочего инструмента относительно свариваемых деталей производится по магнитной линейке расположенной на станине. Машина обеспечивает повышение надежности и снижение износа движущихся частей при экстремальных нагрузках в процессе сварки за счет применения гидроприводов для вращения шпинделя и в зажимных устройствах, а также быструю переналадку при переходе с одного изделия на другое. 1 ил.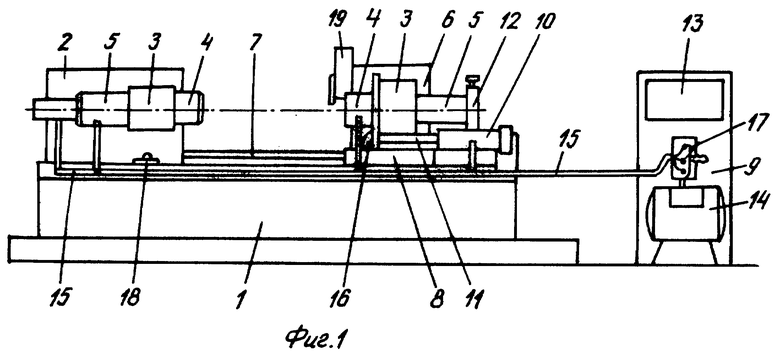
Машина для сварки трением тел вращения, содержащая станину, установленную на ней переднюю бабку со шпинделем, имеющим привод его вращения, снабженную встроенным зажимным устройством для закрепления вращающейся заготовки, установленную в направляющих на станине заднюю бабку с зажимным устройством для закрепления не вращающейся при сварке заготовки, оснащенную механизмом ее перемещения с помощью гидравлического привода, а также устройство для удаления грата, гидростанцию и пульт управления, отличающаяся тем, что привод вращения и торможения шпинделя выполнен в виде гидравлического двигателя, установленного соосно на шпинделе, гидростанция оснащена насосом переменной производительности с регулятором управления частотой вращения и торможения шпинделя и золотниками, соединенными гидролиниями с гидроприводами шпинделя, каретки, зажимных устройств и устройства для удаления грата, задняя бабка смонтирована на каретке на двух линейных силовых направляющих качения с возможностью перемещения вдоль оси вращения шпинделя, корпус зажимного устройства установлен на задней бабке, устройство для удаления грата установлено на корпусе зажимного устройства задней бабки, а пульт управления соединен электрическими линиями с золотниками гидростанции.
| Способ перемещения стружки | 1951 |
|
SU93721A1 |
| Машина для сварки трением | 1987 |
|
SU1579688A1 |
| Машина для сварки трением | 1985 |
|
SU1269952A1 |
| JP 2010125501 A, 10.06.2010 | |||
| KR 20100123088 A, 24.11.2010. | |||

