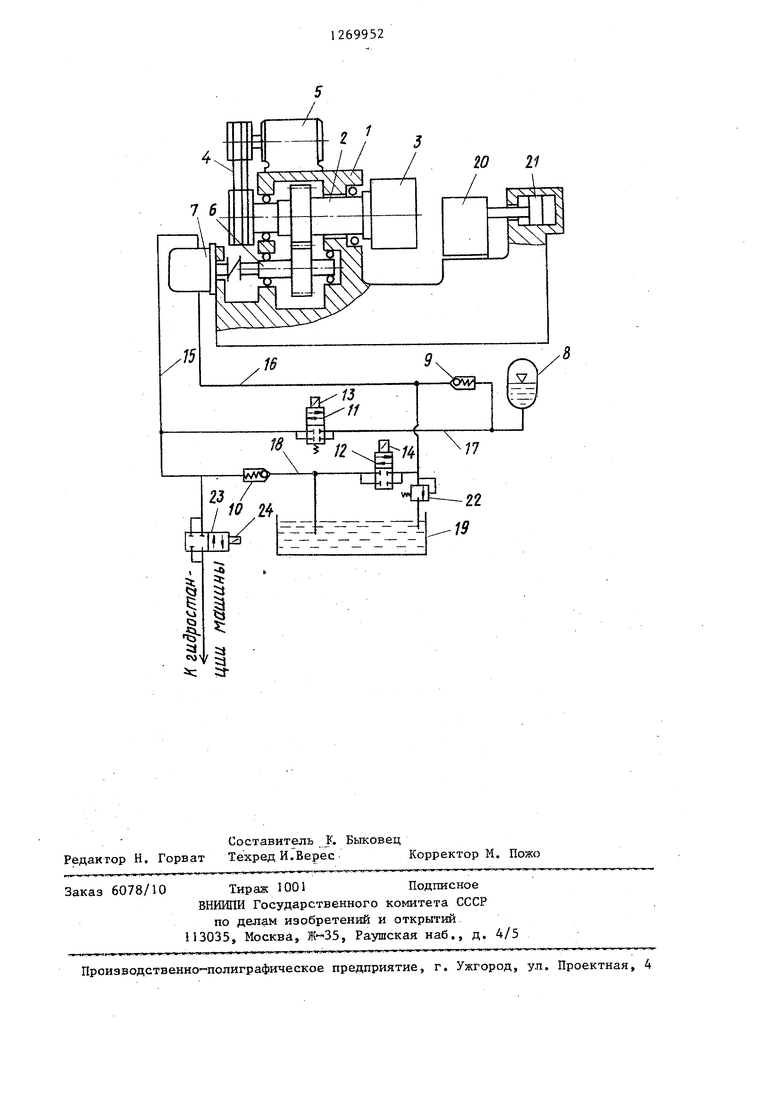
Изобретение относится к сварке металлов трением, а именно к обору дованию для ее осуществления. Целью изобретения является повышение производительности и КПД маши ны для сварки трением с приводом 1зращения, выполненным на основе асинхронного электродвигателя,, включа.емого в каждом цикле сварки. На чертеже изображена схема мапш ны для сварки трением по описываемо му техническому решению. В корпусе 1 размещен рабочий шпин дель 2 с зажимом 3 вращающейся деГа ли, связанный ременной передачей 4 с асинхронным электродвигателем 5 и зубча-гой передачей 6 с гидравличес КИМ мс)тор насосом 7, имеющим мощ ность,, близкую по величине к мош.но сти асинхронного электродвигателя 5 Мо7ор насос 7 соединен с пневмо гидроаккумулятором 8 гидросистемой, включающей обратные клапаны 9 и 10, запорные золотники П и 12с элект ромагнитами 13 и 14 их управления, трубопроводы и бак 19, Мамина содержит также зажим 2:0 для неподвижной детали и гидроцилинд 21 для его осевого перемещения, а также предохранительный клапан 22. Запорным золотником 23 с злектромаг нитом 24 гидросистема соединена с гидростанцией машины (не показана). Ма 31ина работает следующим образо В период установки свариваемых де талей {не показаны) в зажимы 3 и 20 электродвигатель 5 выключен. Также выключены электромагниты 13 и 14 за порных золотников 11 и 12, а трубо проводы 15 и 16 разъединены. Предох ранительный клапан 22 настроен ла предельное давление пневмогидроакку мулятора 8 и предотвращает слив ра бочейжидкости в бак 19. Это исключает вращение ротора мотор-насоса 7 и, следовательно, рабочий шпиндель 2 заторможен. Разгром шпинделя 2 с йажимом 3 и установленной в нем деталью произво дится включением электромагнитов 13 и 14 запорных золотников 11 и 12. При этом рабочая жидкость из пневмо гидроаккумулятора 8 через трубопро вод 17, запорный золотник 11, трубо провод 15, мотор-насос 7, трубрпрово 16, запорный золотник 12, трубопро- вод 18 сливается в бак 19. Проходя через мотор насос 7, рабочая жидкост 52а передает энергию, накопленную сжатым газом в пневмогидроаккуму11яторе 8 и предыдущем цикле, приводя во вращение ротор мотор насоса 7 совместно с ра бочим шпинделем 2 и ротором асинхрон-ного электродвигателя 5, При достижении частоты вращения; шпинделя 2 близ кой к сварочной включается асинхрон ный электродвигатель 5. Благодаря тому, что его ротор вращается с час тотой, близкой к частоте бегущего магнитного поля, в его обмотках на водится ЭДС, препятствующая броску тока, а питающая сеть не перегружа етсяо При полной разрядке гидроакку мулятора давление в трубопроводе 15 падает до нуля, открываются обратные клапаны 9 и Ю и рабочая жидкость свободно циркулирует по замкнутому контуру, обеспечивая вращение ротора мотор насоса на холостом ходу без сопротивления. Нагрев заготовок при сварке вьшол няют известным способом, причем пре одоление момента сил трения в стыке свариваемь Х деталей осуществляется за счет работы асинхронного электро двигателя 5. По достижении опреде ленной степени нагрева и пластично сти металла в стыке свариваемых де талей выполняют торможение шпинделя 2, для чего отключают асинхронный электродвигатель 5 и электромагниты 13 и 14 запорных золотников 11 и 12. Последние при этом разъединяют тру бопроводы 15 и 16, шпиндель 2 и свя занные с ним массы, продолжая движе ние по инерции, вршцают ротор мотор насоса 7, который переходит на режим работы насоса, закачивая рабочую жидкость из бака через трубопровод 18, обратный клапан 10, трубопроводы 15 и 16, обратный клапан 9 в пневмо гидроаккумулятор 8. В результате кинетическая энергия вращающихся масс, соединенных со шпинделем 2, преобразуется в потен циальную энергию сжимаемого в пневмо гидроаккумуляторе 8 газа. При полной остановке шпинделя 2 обратный поток рабочей жидкости из пневмогидроакку мулятора 8 в мотор насос 7 исключается обратным клапаном 9. Поскольку при торможении деталей часть кинетической энергии вращающихся масс пог лощается стыком и теряется внутри привода вращения на трение, для компенсации этих потерь и обеспечения
запаса энергии, необходимого для разгона шпинделя 2, пиевмоаккумулято дозаряжается, для чего он может быть подключен к гидростанции машины (не показано) с помощью запорных золот НИКОВ I1 и 23 при включении их элект ромагнитов 13 и 24. Зарядка пневмогидроаккумулятора 8 производится до срабатьшания предохранительного кла пана 22, nodJie чего привод вращения готов к следующемз циклу сварки.
Мотор насос 7 может быть исполь зован для вращения шпинделя 2 с пониженной частотой, необходимой, например. При удалении грата или уста- новке зажимов в ориентированное положение для загрузки свариваемых деталей. Пониженная частота вращения щпинделя 2 обеспечивается, например, подключением его к гидростанции ма- шины путем включения электромагнитов 14 и 24 запорных золотников 12 и 23.
Поскольку рабочий объем насоса гидростанции машины в 4-5 раз меньше рабочего объема мотор-насоса 7, то частота вращения шпинделя 2 при удалении грата составляет 0,2-0,25 от значения номинальной частоты вращения при сварке, что соответствует принятым режимам резания.
Таким образом, предлагаемая машина для сварки трением работает без существенных потерь энергии при разгоне и торможении рабочего шпинделя, чем обеспечивается ее высокий КПД. Время разгона рабочего шпинделя, поскольку номинальные мощности асинхронного электродвигателя и моторнасоса близки, существенно снижается (до 2,0-2,5 с вместо 2,0-30 с) по сравнению с работой электродвигателя при пуске со специальной пусковой аппаратурой. Некоторое усложнение гидросхемы машины вполне компенсиру- ется упрощением и снижением затрат
на пусковую аппаратуру асинхронного электродвигателя, ликвидацией дополнительной системы его охлаждения, а также уменьшением затрат на простои и ремонт оборудования.
Формула изобретения
1 , Машина для сварки трением, содержащая корпус, гидростанцию, шпиндельную бабку, привод вращения шпинделя, вьтолненный в виде асинхронного электродвигателя, постоянно соединенного со шпинделем, зажим для вращаемой при сварке заготовки, зажим для невращаемой при сварке заготовки с гродроцилиндром для осевого его перемещения, отличающаяся тем, что, с целью повьш1ения произволдительности и КПД машины, она снабжена соединенным со шпинделем моторомнасосом и гидросистемой, обеспечивающей его работу как в режиме мотора, так и в режиме насоса.
2. Машина по п. 1, отлича:ющ а я с я тем, что гидросистема, обеспечивающая работу мотора-насоса, содержит пневмогидроаккумулятор.и бак для рабочей зщцкости, связанные гидролиниями с мотором-насосом, причем мотор-насос соединен через окно подвода рабочей жидкости гидролини- ей, включающей запорный золотник, с гидростанцией машины, гидролинией, включающей обратный клапан, - с баком и гидролинией, включающей запорный золотник, - с пневмоаккумулятором, а через окно отвода рабочей жидкости мотор-насос соединен гидро- линией, включающей обратный клапан, с пневмогидроаккумулятором, гидроли- нией, включающей запорный золотник, с баком и гидролинией, включающей предохранительный клапан - с баком.
го 21
т
19
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидропривод поворота платформы экскаватора | 1988 |
|
SU1544899A1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ ТЕЛ ВРАЩЕНИЯ | 2011 |
|
RU2506146C2 |
| Протаскивающий механизм сучкорезной машины | 1985 |
|
SU1344603A1 |
| ГИДРОПРИВОД КОЛЕСНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2002 |
|
RU2240933C2 |
| Гидропривод поворота платформы экскаватора | 1985 |
|
SU1283315A1 |
| Гидропривод рабочего оборудования погрузчика | 1986 |
|
SU1516582A1 |
| ГИДРОПРИВОД ОДНОКОВШОВОГО ЭКСКАВАТОРА | 1991 |
|
RU2019649C1 |
| Гидросистема дорожной машины с распределителем рабочего оборудования | 1989 |
|
SU1740219A1 |
| Рекуперативный гидропривод | 1960 |
|
SU149067A1 |
| Гидропривод транспортного средства | 1986 |
|
SU1373589A1 |
Изобретение относится к свароч ной технике и может быть ислользова но в. машинах для сварки трением. Изобретение повышает производитель ность и КПД машин для сварки трением, у которых привод вращения шпин деля с зажимом для свариваемой детали вьшолнен в виде жестко соединенно го со шпинделем асинхронного электродвигателя. Устройство использует ки кетическую энергию вращающихся масс в процессе торможения для иревращения ее в потенциальную энергию ежа- того газа, которую затем используют в процессе разгона шпинделя с заготовкой (до включения асинхронного электродвигателя) в процессе оплавления . Этим самым повышают КПД машины и производительность ее за счет сокращения времени разгона шпинделя. Устройство представляет собой жестко связанн ш кинематически с приводом шпинделя мотор-насос и гидросистему, обеспечивающую его работу как в режиме мотора (при разгоне шпиндеQ со ля), так и в режиме насоса (три торможении шпинделя с оплавленной заго (Л товкой перед осадкой). Гидросистема имеет гидравлическую связь с гидростанцией машины и электрическую связь с ее системой автоматики для автоматизации цикла сваркИо 1 з.п. ф-лы, 1 ил.
| Машина для сварки трением | 1983 |
|
SU1119812A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
