Предлагаемое изобретение относится к металлургии, а именно к внепечной обработке жидкого металла.
Известен способ введения легкоплавких модифицирующих добавок в жидкий металл при помощи испарительной камеры, закрепленной на штанге (см. например, авторское свидетельство СССР №1395680, опубл. 1988 г, БИ №18).
К недостаткам известного способа относится отсутствие возможности корректирования и неоднократного автоматического введения необходимых добавок в ходе процесса плавки, ограниченная номенклатура добавок, необходимость использования ручного труда.
Из известных источников, наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ введения модифицирующих добавок в расплавленный металл, заключающийся в принудительном погружении порошковой проволоки (ленты) в виде оболочки, наполненной модифицирующими добавками: бора, ниобия, тантала, редкоземельных элементов и др. (см., например: А.В. Протасов, Н.В. Пасечник, Б.С. Сивак. Оборудование для внепечной обработки стали. М.: Интермет Инжиниринг. 2010 г., с.58, рис.1.21).
Известно также устройство для принудительного введения добавок в жидкий металл, содержащее разматыватель, трайб-аппарат и направляющий желоб (там же).
Недостатками известных способа и устройства является ограниченный ассортимент добавок, одинаковый состав модифицирующих добавок по всей длине проволоки (ленты), невозможность оперативного изменения состава вносимых модифицирующих добавок в ходе процесса и одномоментного порционного внесения, а также низкая точность дозирования микродобавок из-за высокой инерционности системы.
Технический результат предлагаемого способа внесения модифицирующих добавок в расплавленный металл заключается в существенном повышении точности дозирования и удобства внесения добавок, осуществлении возможности оперативного изменения набора вводимых модифицирующих добавок по ходу процесса в требуемой последовательности и соотношении, снижении потерь ценных модифицирующих элементов, в том числе нанодобавок, автоматизации и точной корректировке состава вводимых в ограниченных количествах модифицирующих добавок в зависимости от текущих параметров металлургического процесса.
Технический результат достигается тем, что в способе ввода модифицирующих добавок в расплавленный металл осуществляют принудительное погружение подвижного расходуемого носителя с модифицирующими добавками в расплавленный металл, отличающийся тем, что в качестве подвижного расходуемого носителя используют плоскую металлическую ленту, края которой отогнуты с образованием желоба, при этом модифицирующие добавки предварительно закрепляют на подвижном расходуемом носителе в виде сформированных дозированных порций.
Технический результат достигается в случае выполнения плоской металлической ленты из низкоуглеродистой стали.
Кроме того, плоская металлическая лента может быть выполнена из металла того же состава, что расплавленный металл.
Порция модифицирующих добавок может быть сформирована путем набора из индивидуальных накопителей, в которых находятся упомянутые добавки.
Порция добавок может быть сформирована путем отрезки мерного куска стержня, включающего модифицирующие добавки.
При этом порцию модифицирующих добавок закрепляют путем обжатия стенок желоба с образованием ячейки, внутри которой размещена порция.
В случае формирования порции модифицирующих добавок путем отрезки мерного куска стержня, ее могут закреплять посредством крепежных элементов, или приваркой, или путем приклеивания.
Также порция модифицирующих добавок может быть закреплена напылением.
Указанный технический результат достигается также тем, что устройство содержит трайб-аппарат с направляющим желобом для подачи подвижного расходуемого носителя и разматыватель, и снабжено питателем для хранения порций модифицирующих добавок и узлом подачи упомянутых порций на подвижный расходуемый носитель с направляющим желобом, узлом подготовки профиля расходуемого носителя, дозирующе-отделяющим узлом и узлом закрепления порций модифицирующих добавок на подвижном расходуемом носителе, при этом направляющий желоб для подачи порций модифицирующих добавок примыкает к направляющему желобу для подачи подвижного расходуемого носителя после узла подготовки профиля расходуемого носителя.
Предлагаемое изобретение поясняется графическими материалами, где на:
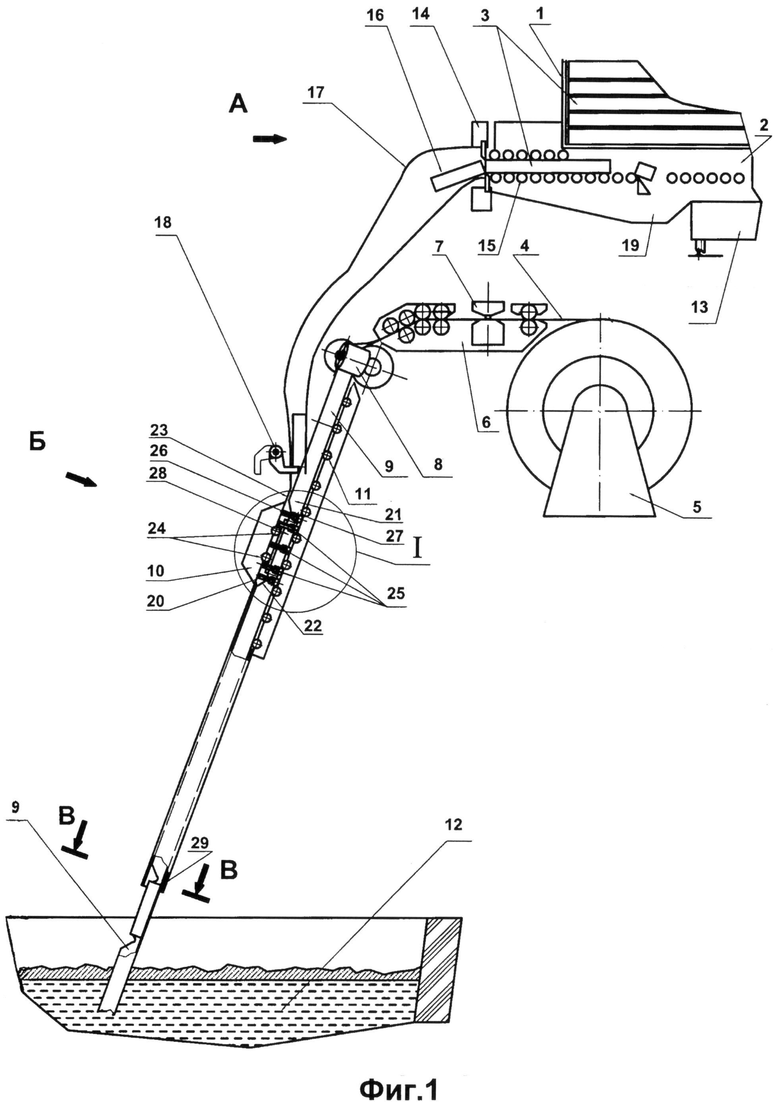
фиг.1 изображена схема осуществления способа ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления;
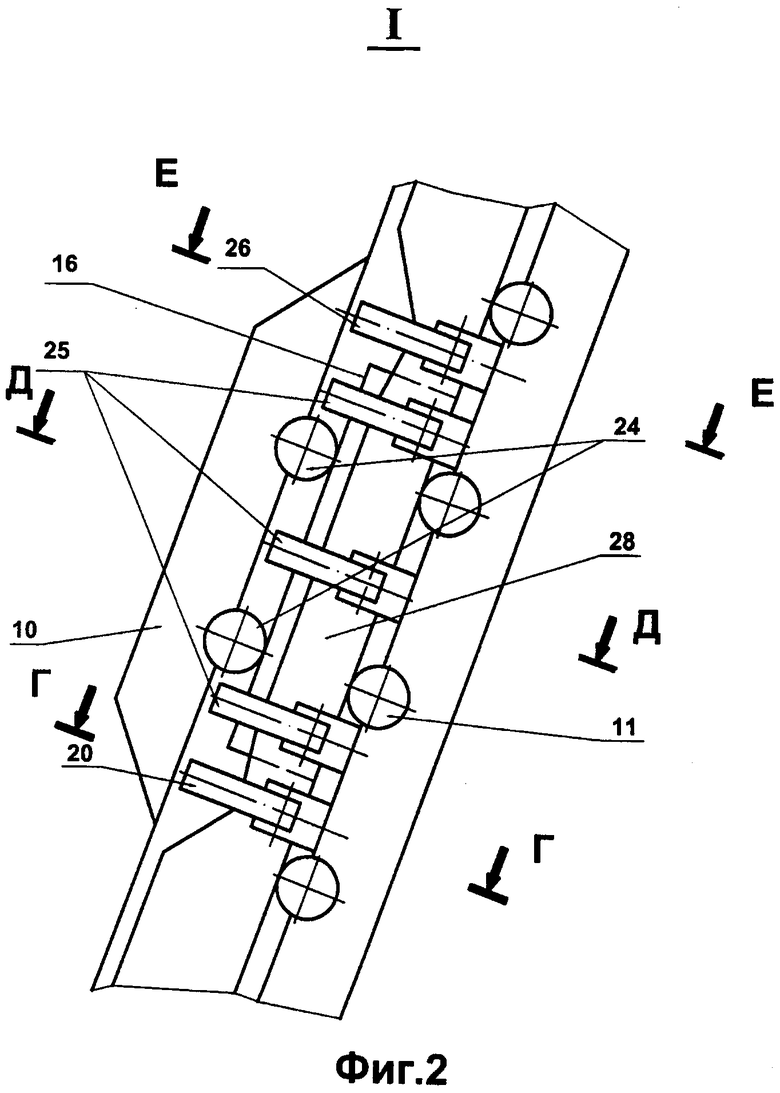
- фиг.2 - вид I по фиг.1;
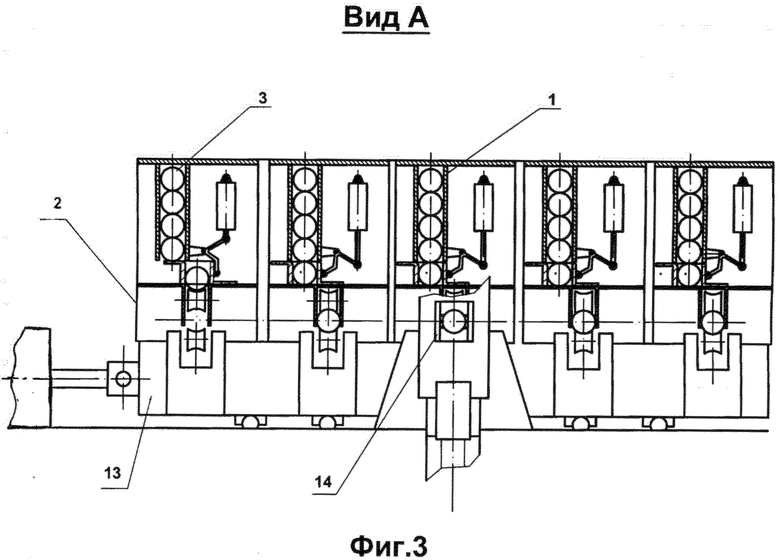
- фиг.3 - вид А по фиг.1;
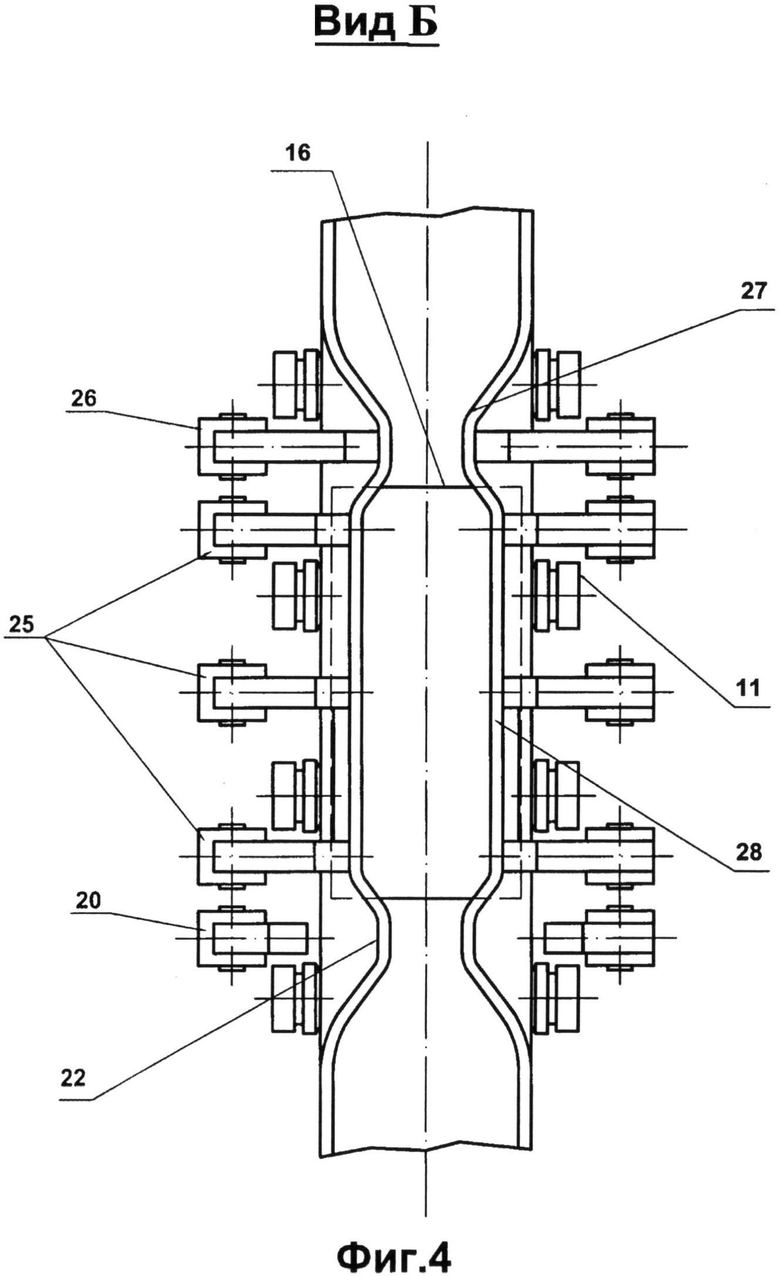
- фиг.4 - вид Б по фиг.1;
- фиг.5 - разрез разрез Б-Б по фиг.1;
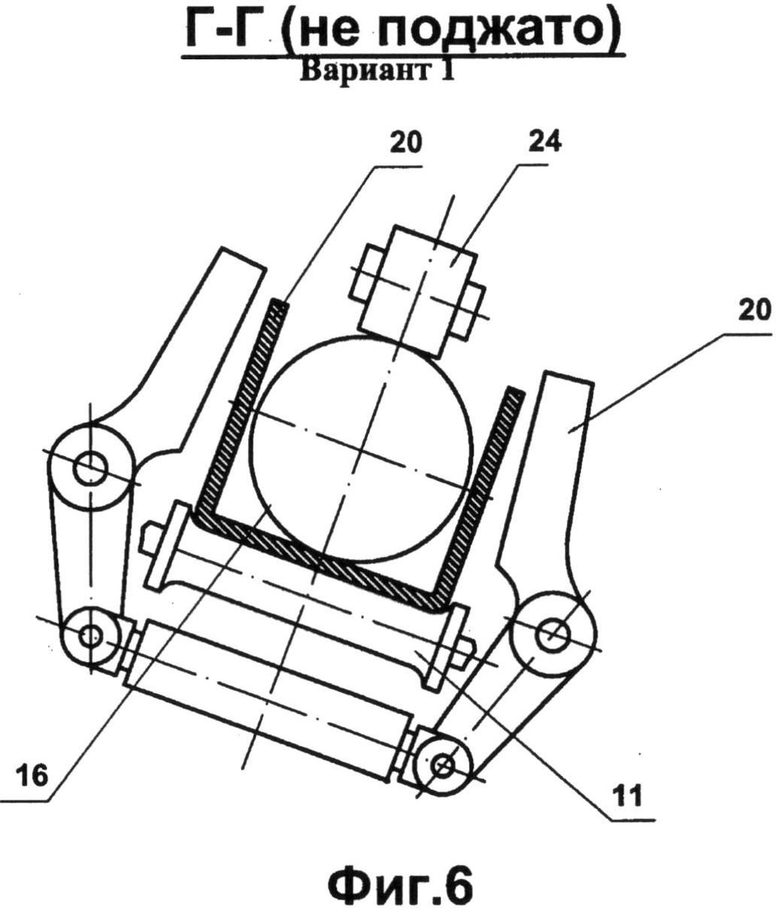
- фиг.6 - разрез В-В по фиг.2 (профиль не поджат);
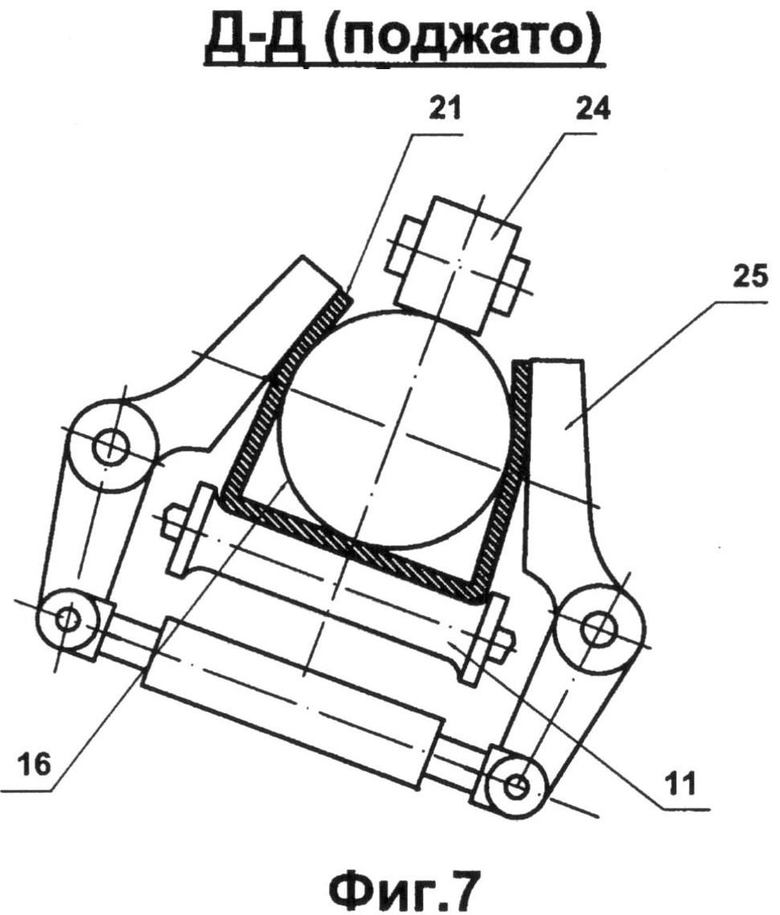
- фиг.7 - разрез Г-Г по фиг.2 (профиль поджат);
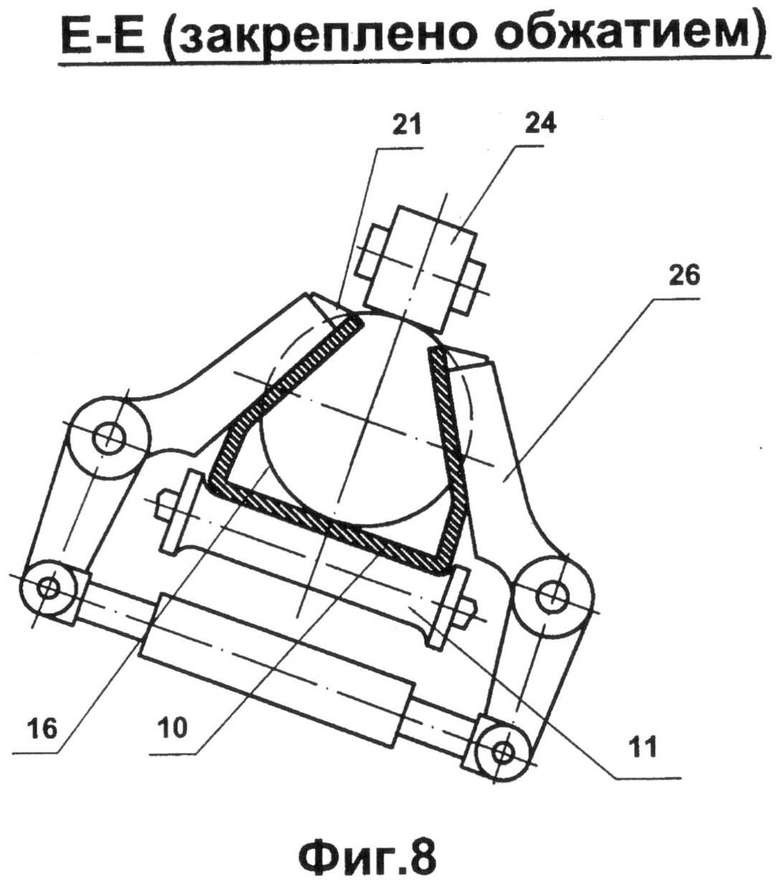
- фиг.8 - разрез Д-Д по фиг.2 (профиль закреплен обжатием).
Способ для введения модифицирующих добавок в жидкий металл осуществляется следующим образом:
В контейнеры 1 питателя 2 загружают необходимые модифицирующие добавки 3. Модифицирующие добавки имеют форму брикетов, или отрезков прутков круглой, трапециевидной, прямоугольной или иной формы. Порции модифицирующих добавок формируются путем отрезки мерного куска стержня или набором отдельных элементов различной формы. Также применяются модифицирующие добавки в виде порошка или неформованной массы.
Непрерывный носитель 4 в виде плоской металлической ленты из низкоуглеродистой нелегированной стали или металла, аналогичного составу расплавленного металла, подают с разматывателя 5 трайб-аппаратом 6 со стыковочным узлом 7 в узел подготовки 8 носителя 4, где края носителя 4 подгибают с образованием желоба в виде прямолинейного профилированного участка 9 с корытообразным сечением. Затем профилированный участок 9 носителя 4 подают трайб-аппаратом 6 по роликам 11 к узлу закрепления 10 порции модифицирующих добавок.
После выдачи команды на ввод в расплавленный металл 12 модифицирующей добавки, контейнер 1 питателя 2 с требуемым видом модифицирующей добавки подводят позиционирующим устройством 13 к дозирующе-отделяющему узлу 14, после чего подающим механизмом 15 модифицирующей добавки 3 вводят в дозирующе-отделяющий узел 14, где отделяют сформированную порцию 16 модифицирующей добавки либо в виде отрезка необходимой длины, либо в виде набора отдельных элементов различной формы. Также применяются модифицирующие добавки в виде порошка или неформованной массы.
Закрепление модифицирующих добавок на профилированном участке 9 носителя 4 осуществляется методом обжатия стенок профилированного участка 9 с образованием ячейки, в которой размещена порция модифицирующей добавки (фиг.3, 4, 5, 6). В случае использования модифицирующей добавки в виде куска мерного стержня, закрепление такой модифицирующей добавки на профилированном участке 9 носителя 4 может осуществляться в узле закрепления 10 также посредством крепежных элементов, или приваркой с помощью сварочного устройства, или приклеиванием при помощи устройства нанесения быстро полимеризующегося теплостойкого клеящего вещества.
В случае формирования модифицирующей добавки из неформованной массы или порошка порция модифицирующей добавки закрепляется в узле закрепления 10 непосредственным нанесением неформованной массы или напылением порошка при помощи соответствующих устройств. В этом случае контейнеры 1 питателя 2 выполняются в виде соответствующих бункеров, а дозирующе-отделяющий узел 14 - в виде дозатора сыпучих или пастообразных материалов.
Отделение мерного куска прутка модифицирующей добавки производится путем отрезки части прутка при помощи отделяющего устройства дозирующе-отделяющего узла 14, в качестве которого используют пресс-ножницы, или дисковую пилу, или устройство лазерной (плазменной) резки.
Далее сформированная порция 16 поступает в направляющий желоб 17, где ее дальнейшее перемещение фиксируют захватом 18. Обрезь и отходы модифицирующих добавок отводят от дозирующе-отделяющего узла 14 обратным ходом подающего механизма 15 в сборник 19 для утилизации.
Одновременно с формированием порции 16 передним рабочим органом 20 узла закрепления 10 обжимают боковые стенки 21 профилированного участка 9 носителя 4 с образованием нижнего сужения 22, не допускающего свободного передвижения порции 16 вниз по профилированному участку 9 носителя 4. После этого отводят захват 18 и, порция 16 поступает в подающий желоб 23, примыкающий к узлу закрепления 10, и далее - в профилированный участок 9 носителя 4 до упора в нижнее сужение 22 боковых стенок 21 носителя 4, где порцию 16 обжимают боковыми стенками 21 при помощи направляющих органов 24 и средних рабочих органов 25 узла закрепления 10. Для предотвращения обратного перемещения порции 16 в профилированном участке 9 носителя 4 боковые стенки 21 обжимают позади порции 16 задним рабочим органом 26 узла закрепления с образованием верхнего сужения 27, не допускающего свободного обратного перемещения (всплытия в жидком металле) порции 16. Поджатые стенки 21 и сужения 22 и 27 образуют ячейку 28, в которой закрепляется порция 16. После этого непрерывный носитель 4 с порцией 16 модифицирующей добавки вводят через подающий теплостойкий короб 29 из жаропрочного материала в расплавленный металл 12. Обрезь и отходы модифицирующих добавок отводят от дозирующе-отделяющего узла 14 обратным ходом подающего механизма 15 в сборник 29 для утилизации.
Устройство для осуществления способа ввода модифицирующих добавок в расплавленный металл содержит контейнеры 1 (линейного, вертикального, горизонтального, барабанного, бункерного или иного типа) для набора модифицирующих добавок 3, расположенные на питателе 2 с позиционирующим устройством 13, дозирующе-отделяющим узлом 14, подающим механизмом 15 и узлом закрепления 10. Для подачи непрерывного носителя 4 устройство снабжено разматывателем 5 барабанного типа и подающим трайб-аппаратом 6. Для отгибания краев непрерывного носителя 4 и образования прямолинейного профилированного участка 9, после трайб-аппарата 6 расположен узел подготовки 8 носителя 4 с парными противостоящими рабочими органами с формующими элементами роликового типа для придания ленте корытообразного профиля. После подающего механизма 15 к профилированному участку 9 примыкает направляющий желоб 17, охватывающий профилированный участок 9 сверху до образования замкнутого контура, верхняя часть направляющего желоба 17 примыкает к дозирующе-отделяющему узлу 14 и подающему желобу 23. Направляющий желоб 17 снабжен захватом 18, осуществляющим притормаживание порции 16 и выдачу ее по команде в профилированный участок 9 носителя 4. За участком примыкания направляющего желоба 17 к профилированному участку 9 носителя 4 расположен подающий желоб 23 с узлом закрепления 10, снабженным направляющими органами 24 роликового типа и поджимающими рабочими органами: передним 20, средним 25 и задним 26, выполненными в виде поджимающих парных рычагов. Передний рабочий орган 20 узла закрепления 10 состоит из одной пары рычагов с упором и предназначен для поджатия боковых стенок профилированного участка 9 носителя 4 до смыкания стенок профиля перед сформированной порцией 16 с образованием нижнего сужения 22, препятствующего смещению порции 16 по ходу движения носителя. Средний рабочий орган 25 узла закрепления 10 состоит из парных рычагов для обжатия стенок 21 профиля с двух сторон от брикета для его полной фиксации от поперечных перемещений. Задний рабочий орган 26 узла закрепления 10 состоит из одной пары рычагов и предназначен для поджатия боковых стенок 21 профилированного участка 9 носителя 4 до смыкания стенок профиля сзади порции, препятствующего его смещению (всплыванию в профиле) в расплавленном металле против хода движения носителя, с образованием ячейки 28. На поджимающих участках рычагов узла закрепления могут устанавливаться ролики. После узла закрепления 10 подающий желоб 21 переходит в подающий теплостойкий короб 29, защищающий носитель 4 с закрепленной модифицирующей добавкой в ячейке 28 от перегрева и коробления.
Пример выполнения
В качестве непрерывного носителя применяется металлическая лента шириной 100 мм и толщиной 2 мм либо из низкоуглеродистой нелегированной стали, либо из стали того же состава, что и расплавленный металл.
Используют модифицирующие добавки в виде прутков или брикетов круглого, прямоугольного, трапециевидного или иного сечения с учетом производимого марочного сортамента и различных вариантов введения модифицирующих добавок в ходе процесса.
Порцию модифицирующей добавки, сформированную в виде набора в форме продолговатого брикета из плоских пластин, перед закреплением на носителе соединяют крепежным элементом (шпилька, шплинт, скоба), а порцию, сформированную в виде пачки проволочных отрезков одинаковой длины, соединяют в продолговатый брикет крепежными элементами (скобы, обвязка). В этом случае дозирующее-отделяющий узел выполняют в виде скрепляющего или брикетирующего механизма.
В случае использования в качестве модифицирующих материалов прутков, применяют прутки круглого или иного сечения из сплавов, содержащих ниобий, бор, иттрий, тантал или алюминиевые прутки с включениями нанопорошков тех же металлов. Команда на подачу модифицирующей добавки подается системой управления устройством в соответствии с параметрами процесса, после отделения мерной порции модифицирующей добавки и помещения ее в сформованный коробчатый профиль носителя, стенки профиля подгибаются на угол 30° к боковой поверхности порции добавки и на угол 60° впереди и сзади порции для предотвращения продольного перемещения (всплытия в жидком металле) относительно профиля носителя. Скорость подачи профиля непрерывного носителя в жидкий металл составляет 4 метра в секунду.
При необходимости введения дополнительной порции добавки определяется состав добавки, после чего цикл подачи добавки повторяется.
Таким образом, использование данного технического решения позволяет:
- повысить точность дозирования, обеспечить удобное внесение микролегирующих элементов (бора, ниобия, тантала, редкоземельных элементов), снизить потери дорогостоящих модифицирующих добавок благодаря механическому дозированию и дискретной подаче порции модифицирующих добавок в металл;
- оперативно изменять подбор порций вводимых модифицирующих добавок по ходу процесса в требуемых последовательности и соотношении, снизить потери ценных модифицирующих элементов, автоматизировать точную корректировку состава вводимых в ограниченных количествах модифицирующих добавок в зависимости от текущих параметров металлургического процесса, благодаря дискретной подаче и возможности комплектации в процессе подачи в жидкий металл набора порций модифицирующих добавок в различных сочетаниях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2438828C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| Устройство для обработки расплавленного металла инжекционной проволокой | 2023 |
|
RU2810280C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2443504C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 2000 |
|
RU2179500C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2426619C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2561553C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103136C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |

Изобретение относится к металлургии, а именно к внепечной обработке жидкого металла. Модифицирующие добавки предварительно закрепляют на подвижном расходуемом носителе в виде сформированных дозированных порций и вводят в расплавленный металл. В качестве подвижного расходуемого носителя используют плоскую металлическую ленту, края которой отгибают с образованием желоба. Устройство содержит трайб-аппарат с направляющим желобом для подачи подвижного расходуемого носителя и разматыватель и снабжено питателем для хранения порций модифицирующих добавок и узлом подачи упомянутых порций на подвижный расходуемый носитель с направляющим желобом, узлом подготовки профиля расходуемого носителя, дозирующе-отделяющим узлом и узлом закрепления порций модифицирующих добавок на подвижном расходуемом носителе, при этом направляющий желоб для подачи порций модифицирующих добавок примыкает к направляющему желобу для подачи подвижного расходуемого носителя после узла подготовки профиля расходуемого носителя. Изобретение позволяет повысить точность дозирования и удобство внесения добавок, а также возможность оперативного изменения набора вводимых добавок по ходу процесса в требуемой последовательности и соотношении, автоматизации точной корректировки состава вводимых в ограниченных количествах модифицирующих добавок в зависимости от текущих параметров металлургического процесса. 2 н. и 9 з.п. ф-лы, 8 ил.
1. Способ ввода модифицирующих добавок в расплавленный металл, включающий принудительное погружение подвижного расходуемого носителя с модифицирующими добавками в расплавленный металл, отличающийся тем, что в качестве подвижного расходуемого носителя используют плоскую металлическую ленту, края которой отогнуты с образованием желоба, при этом модифицирующие добавки предварительно закрепляют на подвижном расходуемом носителе в виде сформированных дозированных порций.
2. Способ по п.1, отличающийся тем, что используют плоскую металлическую ленту из низкоуглеродистой стали.
3. Способ по п.1, отличающийся тем, что используют плоскую металлическую ленту из металла того же состава, что и расплавленный металл.
4. Способ по п.1, отличающийся тем, что порцию модифицирующих добавок формируют путем набора из индивидуальных накопителей, в которых находятся упомянутые добавки.
5. Способ по п.1, отличающийся тем, что порцию добавок формируют путем отрезки мерного куска стержня, содержащего модифицирующие добавки.
6. Способ по любому из пп.1-5, отличающийся тем, что порцию модифицирующих добавок закрепляют путем обжатия стенок желоба с образованием ячейки для размещения порций.
7. Способ по п.5, отличающийся тем, что порцию модифицирующих добавок закрепляют посредством крепежных элементов.
8. Способ по п.5, отличающийся тем, что порцию модифицирующих добавок закрепляют приваркой.
9. Способ по п.5, отличающийся тем, что порцию модифицирующих добавок закрепляют путем приклеивания.
10. Способ по любому из пп.1-3, отличающийся тем, что порцию модифицирующих добавок в виде порошка закрепляют напылением.
11. Устройство для ввода модифицирующих добавок в расплавленный металл, содержащее трайб-аппарат с направляющим желобом для подачи подвижного расходуемого носителя и разматыватель, отличающееся тем, что оно снабжено питателем для хранения порций модифицирующих добавок и узлом подачи упомянутых порций на подвижный расходуемый носитель с направляющим желобом, узлом подготовки профиля расходуемого носителя, дозирующе-отделяющим узлом и узлом закрепления порций модифицирующих добавок на подвижном расходуемом носителе, при этом направляющий желоб для подачи порций модифицирующих добавок примыкает к направляющему желобу для подачи подвижного расходуемого носителя после узла подготовки профиля расходуемого носителя.
| Устройство для рафинирования жидкого металла реагентами в защитной транспортной оболочке | 1989 |
|
SU1675368A1 |
| Присадочный материал для обработки жидкой стали | 1979 |
|
SU773091A1 |
| Присадочный материал для обработки жидкой стали | 1981 |
|
SU962322A1 |
| US 4711663 А, 12.08.1987 | |||
| GB 1369008 А, 02.10.1974. | |||

