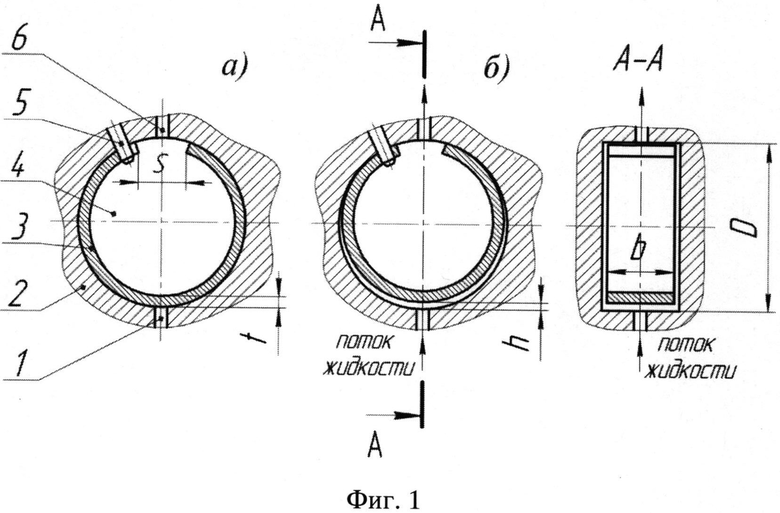
Изобретение относится к области машиностроения и может быть использовано для изготовления кольцевых клапанов, предназначенных для различных гидравлических системах (в частности, топливных системах двигателей внутреннего сгорания), и состоящих из гнезда (2) с подводящим (1) и отводящим (6) жидкость каналами и запирающего элемента в виде разрезного кольца (3), фиксированного в гнезде штифтом (5) (фиг.1a); и работающих следующим образом - при нагнетании (всасывании, если используются в качестве всасывающего) жидкости по подводящему каналу (1) кольцо (3) под воздействием давления потока (разряжения во внутриклапанной полости (4)) приподнимается на величину (h) (фиг.1б), образуя серповидный зазор, и пропускает жидкость к отводящему каналу (6). После прекращения нагнетания (всасывания) кольцо под действием своей упругости и давления жидкости во внутриклапанной полости садится в гнездо и закрывает канал (1).
В качестве прототипа способа изготовления разрезного кольца кольцевого клапана был принят способ, описанный в литературе [1] и включающий следующие операции: черновое точение наружной поверхности, сверление и черновое растачивание внутренней поверхности, разрезание вдоль образующей, прижатие и пайку разрезанных концов друг к другу, точение наружной и внутренней поверхностей до необходимых размеров, определяемых диаметром гнезда клапана и толщиной кольца, распайку разрезанных концов, термическую обработку и последующую притирку уплотняющих поверхностей.
Недостатками рассматриваемого прототипа являются:
- большие потери материала на стружку и высокая трудоемкость и энергоемкость изготовления;
- сложность, а в ряде случаев и невозможность изготовления тонкостенных (толщиной менее 0,3 мм) колец;
- необходимость использования сложной оснастки - металлорежущих станков и соответствующих инструментов;
- дороговизна и недостаточная долговечность кольца.
Задачей изобретения является упрощение технологии изготовления и уменьшение затрат материала на изготовление кольца, а также повышение долговечности его работы.
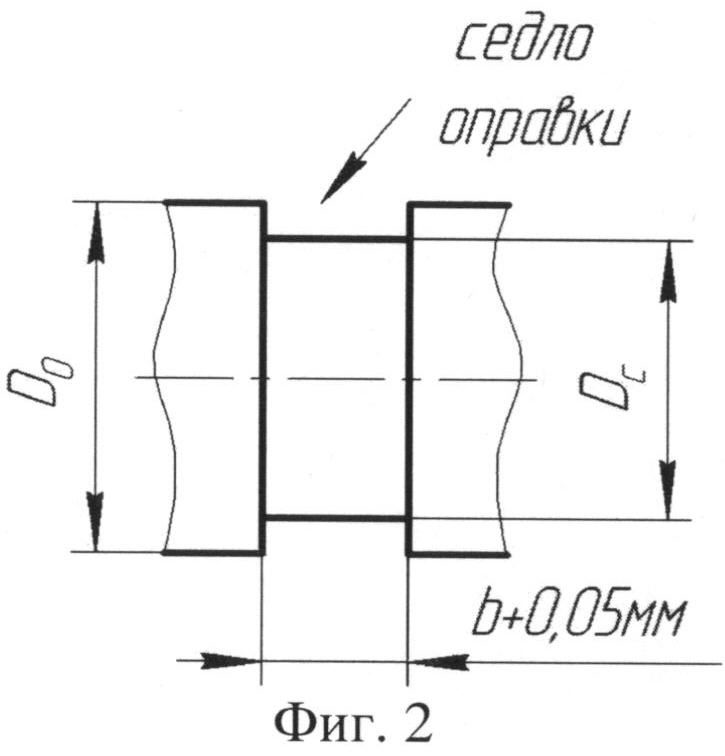
Задача реализуется тем, что в качестве заготовки используется прокатанная из пружинной стали тонкостенная пластина, которой цилиндрическая форма придается прижатием хомутом к цилиндрическому седлу специальной оправки (фиг.2) и фиксацией в приданной форме термической обработкой с последующей притиркой о гнездо.
Способ осуществляется следующим образом. За исходную заготовку принимается пластина шириной, меньшей ширины гнезда клапана примерно на 0,5…0,6 мм, накатанная из стали марки 65Г или другой пружинной стали. Длина ее определяется с учетом диаметра (D) гнезда и необходимого зазора (S) между кромками разреза кольца, установленного в гнездо.
Пластина к цилиндрическому седлу специальной оправки прижимается хомутом, обеспечивающим необходимую цилиндричность уплотняющей поверхности.
Седло оправки выполняется в виде углубления с внутренним диаметром (Dc) и наружным - (Do), большим внутреннего диаметра примерно на толщину t пластины, и шириной, равной ширине пластины с небольшим припуском на установку (порядка 0,05 мм). Количество седел оправки определяется количеством одновременно изготавливаемых колец.
Оправка с пластиной, прижатой к седлу хомутом, помещается в печь, нагретую до температуры 830…850°C, и после выдержки в течение 10-15 минут закаливается в масле. Затем проводиться среднетемпературный отпуск.
В результате этого пластина сохраняет приданную ей цилиндрическую форму.
С целью обеспечения необходимой плотности прилегания кольца к гнезду их уплотняющие поверхности взаимно притираются абразивной пастой (например, ГОИ) до 8-го класса чистоты.
Предлагаемый способ позволяет технологически просто изготовить кольца любого диаметра (D), ширины (b) и особенно толщины (t) (фиг.3), причем при незначительных затратах энергии и материала. По расчетам при этом способе себестоимость кольца оказывается в 1,7 раза меньше, чем при прототипе (262,64 руб. вместо 443,29 руб.).
Немаловажно и то, что при этом способе сохраняется сформированная при прокатке пластины волокнистость материала, т.е. технологическая наследственность, способствующая увеличению долговечности работы кольца.
Как показали эксперименты, клапан с кольцом, изготовленным по описанной технологии, не уступает по гидравлической плотности оправдавшему себя в течение многолетней эксплуатации грибковому клапану топливных систем дизелей.
Источники информации
1. Баширов P.M., Галиуллин P.P. Регулирование топливоподачи в тракторных дизелях. - Уфа: БГАУ, 2008. - 184 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | 1995 |
|
RU2120575C1 |
| УПЛОТНИТЕЛЬНОЕ КОЛЬЦО ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2349817C2 |
| КЛАПАННОЕ УПЛОТНЕНИЕ | 2006 |
|
RU2344326C2 |
| КЛАПАННЫЙ УЗЕЛ НАСОСА | 2003 |
|
RU2241887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| КЛАПАН ОБРАТНЫЙ ГИДРАВЛИЧЕСКИЙ С ПЛОСКИМ ТАРЕЛЬЧАТЫМ ЗАТВОРОМ МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА | 2003 |
|
RU2250405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННОЙ ВЫТЯЖКОЙ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2012 |
|
RU2502576C1 |
| ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА ЭКСПЛУАТАЦИОННЫХ КОЛОНН НЕФТЕГАЗОВЫХ СКВАЖИН | 2019 |
|
RU2737551C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |

Изобретение относится к области машиностроения, в частности к способам изготовления разрезных колец кольцевых клапанов гидравлических систем. Для упрощения технологии, снижения трудоемкости изготовления колец и увеличения долговечности их работы заготовке придают цилиндрическую форму для посадки в гнездо клапана с заданной плотностью, при этом используют заготовку из прокатанной тонкостенной пластины пружинной стали, которой придают цилиндрическую форму посредством прижатия хомутом к цилиндрическому углублению оправки и закалкой в масле, а затем осуществляют среднетемпературный отпуск при ее фиксации. 3 ил.
Способ изготовления разрезных уплотняющих колец кольцевых клапанов, включающий придание заготовке цилиндрической формы для посадки в гнездо клапана с заданной плотностью, отличающийся тем, что используют заготовку из прокатанной тонкостенной пластины пружинной стали, которой придают цилиндрическую форму посредством прижатия хомутом к цилиндрическому углублению оправки и закалкой в масле, а затем осуществляют среднетемпературный отпуск при ее фиксации.
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2003 |
|
RU2233340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2232197C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ БОЛЬШОГО ДИАМЕТРА С РАБОЧИМИ ПОВЕРХНОСТЯМИ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ТРЕБУЕМОЙ ТВЕРДОСТИ С ИСПОЛЬЗОВАНИЕМ ПРИСПОСОБЛЕНИЯ-СПУТНИКА | 2006 |
|
RU2313587C1 |
| Устройство для термокалибровки кольцевых деталей | 1991 |
|
SU1803437A1 |

