Предложенное изобретение относится к способу функционирования охлаждающего участка для охлаждения прокатываемого материала.
Предложенное изобретение также относится к компьютерной программе, включающей в себя машинный код, который может непосредственно выполняться управляющим устройством для охлаждающего участка для охлаждения прокатываемого материала. Предложенное изобретение также относится к носителю данных с подобной компьютерной программой, сохраненной на носителе данных в машиночитаемой форме.
Кроме того, предложенное изобретение относится к управляющему устройству для охлаждающего участка для охлаждения прокатываемого материала.
Наконец, предложенное изобретение относится к охлаждающему участку для охлаждения прокатываемого материала, причем охлаждающий участок имеет управляющее устройство, с помощью которого управляется охлаждающий участок.
Вышеописанные объекты являются широко известными.
В прокатном стане горячей прокатки или в толстолистовом прокатном стане осуществляется прокатка стали. На последующем охлаждающем участке, по существу, устанавливаются свойства материала для стали. С этой целью, когда сталь проходит через охлаждающий участок, на сталь подается охладитель. Тем самым устанавливается процесс охлаждения во времени для стали, проходящей через охлаждающий участок. На основе протекания во времени процесса охлаждения устанавливаются свойства материала.
Процесс охлаждения определяется, как правило, изменением во времени температуры. Прежние стратегии предписывали распределение количества охладителя согласно заданной стратегии охлаждения и температуре наматывающего устройства или конечной температуре охлаждения (т.е. температуре проката при выпуске проката из участка охлаждения). В случае нормальных сталей этот способ действий не создает проблем. В случае сталей с высоким содержанием углерода, однако, возникают проблемы, так как на основе теплоты преобразования, возникающей при фазовом преобразовании из аустенита в феррит и цементит, задание характеристики изменения температуры является неблагоприятным. Во многих случаях задается даже только одна требуемая для достижения конечная температура во взаимосвязи с заданной стратегией охлаждения. Этот тип задания может даже быть многозначным, т.е. имеется более одного решения для количества воды, при котором при заданной стратегии охлаждения достигается температура наматывающего устройства или конечная температура охлаждения. Однако свойства материала таких по-разному охлаждаемых сталей в корне различаются друг от друга.
Поэтому в случае сталей с высоким содержанием углерода согласно уровню техники невозможен полностью автоматический режим работы. На практике постоянно возникают трудности при попытке полностью автоматически охлаждать стали с высоким содержанием углерода. Часто имеет место то, что изготавливается материал, который не имеет желательных свойств материала. Эти материалы должны возвращаться на переплавку.
На практике указанную проблему пытаются обойти за счет того, что избегают подобных материалов и предписаний. Из-за этого сокращается производимый спектр материалов.
Из ЕР 1732716 В1 известен способ функционирования для охлаждающего участка для охлаждения прокатываемого материала, при котором на стороне входа охлаждающего участка определяется температура прокатываемого материала. Определяется изменение количества охладителя, так что участок прокатываемого материала в заданной точке охлаждающего участка имеет предварительно определенную температуру и по меньшей мере одну предварительно определенную составляющую фазы (например, аустенит).
В более ранней патентной заявке Германии 10 2007 007 560.1 от 15.02.2007 описан способ функционирования охлаждающего участка для охлаждения прокатываемого материала, при котором совместно с характеристикой изменения температуры и характеристикой изменения количества охладителя определяется составляющая фазы прокатываемого материала и предоставляется для индикации оператору участка охлаждения.
Патентная заявка Германии 10 2007 007 560.1 не была опубликована на дату приоритета заявленного изобретения. Поэтому она не представляет общеизвестный уровень техники. Только в немецкой процедуре выдачи патента эта заявка учитывается в рамках экспертизы на новизну.
Оба вышеописанных способа представляют собой усовершенствование остального уровня техники. Но и они не работают полностью удовлетворительно.
Из WO 2004/076085 А2 известен способ функционирования для охлаждающего участка для охлаждения прокатываемого материала, при котором управляющее устройство для охлаждающего участка принимает информации, которые по меньшей мере частично характерны для начального значения энтальпии. В особенности, управляющее устройство принимает начальную температуру прокатываемого материала. Управляющее устройство, кроме того, принимает конечную температуру. Управляющее устройство определяет характеристику изменения количества охладителя так, чтобы от участка прокатываемого материала отводилось соответствующее количество тепла. Управляющее устройство определяет характеристику изменения количества охладителя таким образом, чтобы в конце нагружения прокатываемого материала охладителем (по возможности) достигалась конечная температура. Управляющее устройство нагружает охладителем участок прокатываемого материала во время его прохождения через участок охлаждения в соответствии с определенной характеристикой изменения количества охладителя. В WO 2004/076085 А2, кроме того, упоминается, что, альтернативно или дополнительно к фактической или номинальной характеристике изменения температуры, может определяться фактическая или номинальная характеристика изменения энтальпии.
Из WO 03/045599 А1 известен способ функционирования для чистового прокатного стана, который расположен перед охлаждающим участком. В пределах охлаждающего участка между прокатными клетями чистового прокатного стана могут размещаться устройства охлаждения. Чистовой прокатный стан может поэтому рассматриваться в широком смысле как охлаждающий участок. Управляющее устройство для чистового прокатного стана принимает начальную температуру. Начальная температура для начального значения энтальпии является, как правило, полностью, но, по меньшей мере частично, характерной. Для управляющего устройства, кроме того, задается номинальная характеристика изменения температуры и тем самым конечное значение температуры. Управляющее устройство определяет характеристику изменения количества охладителя так, что участок прокатываемого материала после его прохождения через чистовой прокатный стан (в результате) достигает конечного значения температуры. Управляющее устройство управляет чистовым прокатным станом. В рамках этого оно нагружает (в числе прочего) участок прокатного стана в соответствии с определенной характеристикой изменения количества охладителя. Из WO 03/045599 А1 также известно применение энтальпии в качестве альтернативы температуре. Более подробные сведения относительно этого в WO 03/045599 А1 отсутствуют.
Задача настоящего изобретения состоит в том, чтобы создать возможности, посредством которых простым, надежным и точным способом можно устанавливать желательные свойства материала для прокатываемого материала.
Эта задача в техническом аспекте способа решается с помощью способа функционирования с признаками пункта 1. Предпочтительные варианты осуществления способа функционирования являются предметом зависимых пунктов 2-10.
В соответствии с изобретением управляющее устройство для охлаждающего участка принимает информации, по меньшей мере частично, характеристические для начального значения энтальпии. Кроме того, управляющее устройство принимает конечное значение температуры и по меньшей мере конечное значение составляющей фазы. Оно определяет отсюда конечное значение энтальпии. Управляющее устройство определяет характеристику изменения количества охладителя, так что участок прокатываемого материала во время его прохождения через охлаждающий участок отдает количество тепла, соответствующее разности начального значения энтальпии и конечного значения энтальпии. При этом управляющее устройство определяет характеристику изменения количества охладителя независимо от того, достигнуто ли в конце нагружения прокатываемого материала охладителем конечное значение температуры. Управляющее устройство нагружает охладителем участок прокатываемого материала во время его прохождения через охлаждающий участок в соответствии с определенной характеристикой изменения количества охладителя.
С помощью такого образа действий достигается то, что энтальпия устанавливается таким образом, как желательно. Тем самым, по существу, устанавливаются свойства материала для прокатываемого материала.
Характеристика изменения количества охладителя предпочтительным образом определяется как функция времени. С помощью такого способа действий установленные свойства материала для прокатываемого материала являются, по существу, не зависимыми от скорости, с которой прокатываемый материал проходит охлаждающий участок. В предпочтительном варианте осуществления предложенного изобретения характеристика изменения количества охладителя, кроме того, имеет более ранний временной участок и примыкающий к более раннему временному участку более поздний временной участок. В течение более раннего временного участка участок прокатываемого материала активно охлаждается посредством подачи охладителя. В течение более позднего временного участка участок прокатываемого материала охлаждается без подачи охладителя только пассивным образом. Временная длительность более раннего временного участка определяется таким образом, что по меньшей мере одна составляющая фазы участка прокатываемого материала в конце более раннего временного участка
- в случае, когда составляющая фазы с течением времени снижается, лежит выше конечной составляющей фазы, и
- в случае, когда составляющая фазы с течением времени повышается, лежит ниже конечной составляющей фазы.
За счет такого образа действий достигается то, что не только достигается предопределенное конечное значение энтальпии, но и достигается конечное значение температуры, соответствующее конечному значению энтальпии.
Особенно предпочтительным в этой связи является то, что длительность более позднего временного участка определяется таким образом, что составляющая фазы прокатываемого материала в начале более позднего временного участка и составляющая фазы прокатываемого материала в конце более позднего временного участка захватывают в вилку конечную составляющую фазы.
Информации, по меньшей мере частично, характеристические для начального значения энтальпии, включают в себя предпочтительно начальное значение температуры. При этом, в частности, возможно, что размещенное на стороне входа охлаждающего участка устройство измерения температуры определяет начальное значение температуры, и управляющее устройство принимает начальное значение температуры от устройства измерения температуры.
Начальная энтальпия, как правило, только тогда определяется полностью, когда вместе с начальной температурой известно по меньшей мере начальное значение составляющей фазы прокатываемого материала. Возможно, что начальное значение составляющей фазы постоянно задано управляющему устройству. В качестве альтернативы, управляющее устройство может принимать начальное значение составляющей фазы от оператора охлаждающего участка или внешнего устройства. Также возможно, что управляющее устройство определяет начальное значение составляющей фазы.
Предпочтительным образом управляющее устройство определяет характеристику изменения температуры и/или энтальпии участка прокатываемого материала. Посредством такого образа действий можно особенно точно определить характеристику изменения количества охладителя. Еще лучшие результаты получаются при этом, если управляющее устройство, параллельно определению характеристики изменения температуры и/или энтальпии, определяет по меньшей мере одну характеристику изменения составляющей фазы и принимает во внимание по меньшей мере одну определенную характеристику изменения составляющей фазы при определении характеристики изменения температуры и/или энтальпии.
На основе определения характеристики изменения температуры и/или энтальпии - при необходимости также характеристики изменения составляющей фазы - в частности, возможно, что управляющее устройство на основе по меньшей мере одной из определенных характеристик изменения определяет по меньшей мере одно значение, которое является мерой для достижения номинального состояния прокатываемого материала при или после прохождения охлаждающего участка, и выдает это значение оператору охлаждающего участка. Например, управляющее устройство может определять и выдавать энтальпию в конце охлаждающего участка или температуру, при которой достигается номинальная степень превращения. В последнем названном случае могут, при необходимости, дополнительно выдаваться место и/или момент времени, к которому достигается эта температура.
В качестве альтернативы или дополнительно, управляющее устройство может определять место или момент времени, в который участок прокатываемого материала имеет конечное значение энтальпии. Также за счет этого возможны выводы относительно качества охлажденного прокатываемого материала.
В предпочтительной форме выполнения предложенного изобретения заданное конечное значение энтальпии относится к заданному месту охлаждающего участка или к заданному моменту времени. В этом случае возможно, что управляющее устройство сравнивает определенное место с заданным местом или определенный момент времени с заданным моментом времени и на основе сравнения корректирует характеристику изменения количества охладителя. Аналогичный способ действий возможен для других значений температуры или энтальпии по отношению к заданному месту или заданному моменту времени.
Кроме того, возможно, в заданных местах охлаждающего участка определять имеющуюся там температуру прокатываемого материала и сравнивать с ожидаемыми температурами, которые определяются на основе определенных перед этим характеристик изменения. На основе сравнения в этом случае можно ожидаемую температуру, характеристику изменения количества охладителя или способ определения температуры согласовать с характеристикой изменения количества охладителя.
В качестве альтернативы, возможно, что заданное конечное значение энтальпии не соотносится ни с заданным местом охлаждающего участка, ни с заданным моментом времени.
В программно-техническом аспекте указанная задача решается компьютерной программой, причем компьютерная программа включает в себя машинный код, который может непосредственно выполняться управляющим устройством для охлаждающего участка для охлаждения прокатываемого материала, причем выполнение машинного кода управляющим устройством обуславливает то, что управляющее устройство управляет охлаждающим участком согласно способу функционирования вышеописанного типа. Кроме того, указанная задача в программно-техническом аспекте решается носителем данных, на котором в машиночитаемой форме сохранена подобная компьютерная программа.
В техническом аспекте устройства указанная задача решается управляющим устройством для охлаждающего участка для охлаждения прокатываемого материала, причем управляющее устройство выполнено таким образом, что оно управляет охлаждающим участком согласно способу функционирования вышеописанного типа. При этом управляющее устройство, в частности, может быть выполнено как программируемое управляющее устройство, которое в процессе функционирования выполняет компьютерную программу вышеописанного типа.
В техническом аспекте установки указанная задача решается охлаждающим участком для охлаждения прокатываемого материала, причем охлаждающий участок имеет управляющее устройство вышеописанного типа, так что охлаждающий участок с помощью управляющего устройства управляется согласно соответствующему изобретению способу функционирования.
Другие преимущества и особенности поясняются в нижеследующем описании примеров осуществления во взаимосвязи с чертежами, на которых представлено следующее:
Фиг.1 - схематичное представление структуры охлаждающего участка,
Фиг.2 - диаграмма последовательности операций,
Фиг.3 - временная диаграмма и
Фиг.4 - 6 - диаграммы последовательностей операций.
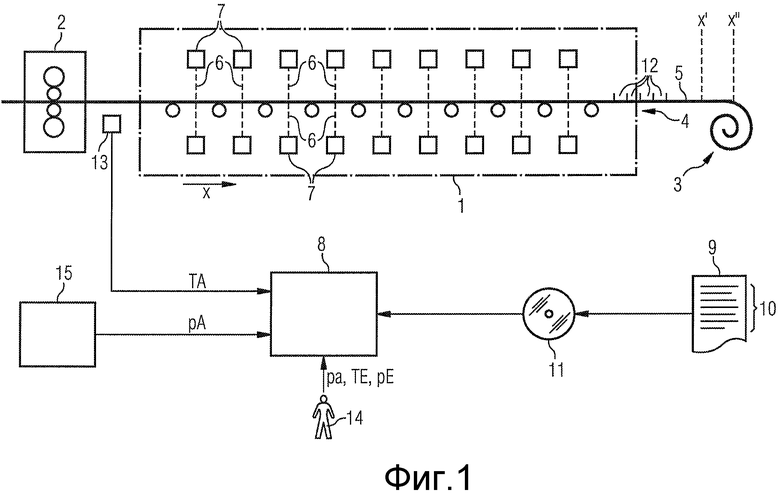
Согласно фиг.1, охлаждающий участок 1, как правило, размещен за прокатным станом. При этом показана только последняя прокатная клеть 2 прокатного стана. За охлаждающим участком 1, как правило, размещено наматывающее устройство 3.
Охлаждающий участок 1 имеет рольганг 4, на котором на выходящий из прокатного стана прокатываемый материал 5 подается жидкий охладитель 6 (как правило, вода с добавками или без добавок). Охлаждающий участок 1 с этой целью имеет множество выпускных отверстий 7 для охладителя, которые индивидуально или группами управляются посредством управляющего устройства 8 для охлаждающего участка 1. Управляющее устройство 8 управляет при этом всем охлаждающим участком 1, то есть не только выпускными отверстиями 7 для охладителя, а, например, также охлаждением роликов рольганга 4.
Управляющее устройство 8, как правило, выполнено как программируемое управляющее устройство 8, которое в процессе работы исполняет компьютерную программу 9. Компьютерная программа 9 включает в себя машинный код 10, который может непосредственно выполняться управляющим устройством 8. Выполнение машинного кода 10 обуславливает в этом случае то, что управляющее устройство 8 управляет охлаждающим участком 1 согласно соответствующему изобретению способу функционирования.
При этом компьютерная программа 9 может уже при изготовлении управляющего устройства 8 загружаться в управляющее устройство 8. В качестве альтернативы также возможно, что компьютерная программа 9 вводится в управляющее устройство 8 через соединение между компьютерами. Соединение между компьютерами на фиг.1 не показано. Оно может быть выполнено, например, как соединение с локальной сетью (LAN) или с Интернетом. Также, в качестве альтернативы, возможно, что компьютерная программа 9 сохраняется на носителе 11 данных в машиночитаемой форме и вводится в управляющее устройство 8 посредством носителя 11 данных. Выполнение носителя 11 данных может быть любой формы. Например, возможно, что носитель 11 данных выполнен как USB-карта флэш-памяти стандарта MemoryStick или как карта памяти. На фиг.1 показано выполнение носителя 11 данных как CD-ROM (компакт-диск только для чтения).
Инициируемый управляющим устройством 8 способ функционирования для охлаждающего участка 1 далее поясняется более подробно со ссылкой на фиг.2. При этом следует сослаться на то, что способ функционирования согласно фиг.2 выполняется в оперативном режиме, с тактированием и при отслеживании траектории прокатываемого материала 5. Способ действий согласно фиг.2, таким образом, осуществляется для каждого отдельного отслеживаемого участка 12 прокатываемого материала 5.
На этапе S1 управляющее устройство 8 принимает информации ТА, которые, по меньшей мере частично, являются характеристическими для начального значения ЕА энтальпии участка 12 прокатываемого материала. Как правило, информации ТА, по меньшей мере частично, характеристические для начального значения ЕА энтальпии, включают в себя начальное значение ТА температуры.
В принципе, начальное значение ТА температуры может подаваться на управляющее устройство 8 любым способом. Как правило (см. фиг.1), со стороны входа охлаждающего участка 1 размещено устройство 13 измерения температуры, которое определяет начальное значение ТА температуры и подает на управляющее устройство 8. Управляющее устройство 8 принимает, таким образом, в этом варианте осуществления начальное значение ТА температуры от устройства 13 измерения температуры.
Посредством одного только начального значения ТА температуры начальное значение ЕА энтальпии часто не определяется однозначным образом. Как правило, начальное значение ЕА энтальпии дополнительно зависит от по меньшей мере одного начального значения рА составляющей фазы. Например, начальное значение рА составляющей фазы может быть характеристическим для доли аустенита в прокатываемом материале 5 или на рассматриваемом участке 12 прокатываемого материала 5. В качестве альтернативы или дополнительно, могло бы, например, задаваться начальное значение рА составляющей фазы для доли феррита или цементита.
На этапе S2 управляющее устройство 8 определяет на основе начального значения ТА температуры и начального значения рА составляющей фазы начальную энтальпию ЕА. При этом начальное значение рА составляющей фазы может постоянно задаваться управляющему устройству 8. В качестве альтернативы также возможно (см. фиг.1), что управляющее устройство 8 принимает начальное значение рА составляющей фазы от оператора 14 охлаждающего участка 1 или внешнего устройства 15. При этом внешнее устройство 15 может, в качестве альтернативы, представлять собой управляющее устройство для предшествующего прокатного стана или вышестоящее управляющее устройство. Вновь в качестве альтернативы, возможно, что управляющее устройство 8 самостоятельно определяет начальное значение рА составляющей фазы.
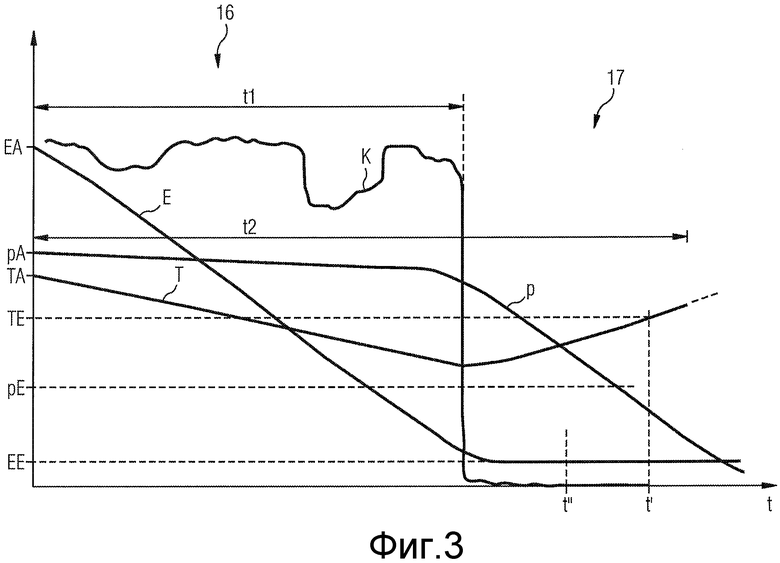
На этапе S3 управляющее устройство 8 определяет характеристику К изменения количества охладителя. При этом управляющее устройство 8 определяет характеристику К изменения количества охладителя таким образом, что от участка 12 прокатываемого материала 5 во время его прохождения через охлаждающий участок 1 отводится количество тепла, которое соответствует разности начального значения ЕА энтальпии относительно заданного конечного значения ЕЕ энтальпии. При этом характеристика К изменения количества охладителя (см. фиг.3), как правило, является функцией времени t. Однако в качестве альтернативы возможно характеристику К изменения количества охладителя определять как функцию места х на охлаждающем участке 1.
Конечному значению ЕЕ энтальпии - по меньшей мере, как правило - сопоставлено заданное конечное значение температуры ТЕ (см. последующие выводы в связи с фиг.4). Однако управляющее устройство 8 определяет характеристику К изменения количества охладителя в зависимости от того, достигнуто ли в конце нагружения прокатываемого материала 5 охладителем конечное значение ТЕ температуры, сопоставленное конечному значению ЕЕ энтальпии. Только принимается во внимание, достигается ли конечная энтальпия ЕЕ, как таковая.
На этапе S4 управляющее устройство 8 нагружает участок 12 прокатываемого материала во время его прохождения через охлаждающий участок 1 охладителем соответственно характеристике К изменения количества охладителя. Соответствующее нагружение возможно без проблем, так как участок 5 прокатываемого материала во время его прохождения через охлаждающий участок 1 отслеживается.
Как видно из фиг.3, характеристика К изменения количества охладителя имеет более ранний временной участок 16 и более поздний временной участок 17. При этом более поздний временной участок 17 непосредственно примыкает к более раннему временному участку 16. В течение более раннего временного участка 16 участок 12 прокатываемого материала активно охлаждается за счет подачи охладителя 6. В течение более позднего временного участка 17 участок 12 прокатываемого материала охлаждается лишь пассивно. Подача охладителя 6 не осуществляется в течение более позднего временного участка 17.
Более ранний временной участок 16 имеет временную длительность t1. Временная длительность t1 определяется таким образом, что она меньше, чем характеристическая временная константа t2, в течение которой осуществляется фазовое превращение прокатываемого материала 5, например, из аустенитной стали в ферритную сталь. Тем самым достигается то, что в конце более раннего временного участка 16 фазовое превращение прокатываемого материала 5 осуществляется только в незначительной части. При этом масштаб, в котором осуществляется фазовое превращение, зависит от временной длительности t1. В соответствии с этим возможно, например, при прокатываемом материале 5 из стали, гарантировать, что в конце более раннего временного участка 16 доля аустенита в прокатываемом материале 5 лежит выше номинальной составляющей фазы или, наоборот, доля феррита лежит ниже номинальной составляющей фазы и т.д. В общем, может быть достигнуто то, что по меньшей мере составляющая фазы участка 12 прокатываемого материала в конце более раннего временного участка 16 выполняет заданное условие.
На более позднем временном участке 17 снижается энтальпия Е соответствующего участка 12 прокатываемого материала. Уменьшение энтальпии Е осуществляется, напротив, значительно медленнее, чем на более раннем временном участке 16. Оно может рассматриваться в течение более позднего временного участка 17 как, по существу, постоянное.
На более позднем временном участке 17 осуществляется фазовое превращение прокатываемого материала 5, например, из аустенита в феррит и/или цементит. Если более поздний временной участок 17 достаточно длительный, то доля аустенита, как правило, спадает до нуля. В каждом случае, однако, более поздний временной участок 17 должен быть достаточно длинным, чтобы составляющая р фазы прокатываемого материала 5 в конце более позднего временного участка 17 и составляющая р фазы прокатываемого материала 5 в начале более позднего временного участка 17 (таким образом, в конце более раннего временного участка 16) захватывает в вилку номинальную составляющую фазы. Независимо от этого, к какому моменту времени t и в каком месте х достигается номинальная составляющая фазы, существует момент времени t или место х, в котором
- энтальпия Е участка 12 прокатываемого материала по меньшей мере примерно равна конечному значению ЕЕ энтальпии,
- составляющая р фазы для рассматриваемой фазы прокатываемого материала 5 принимает номинальную составляющую фазы и, следовательно,
- к этому моменту времени t или в этом месте х охлаждающего участка 1 температура Т прокатываемого материала 5 равна конечной температуре ТЕ.
Если более поздний временной участок 17 является достаточно длинным, так что номинальная составляющая фазы с надежностью захватывается в вилку посредством составляющей р фазы в начале и в конце более позднего временного участка 17, к более позднему временному участку 17 может примыкать еще один временной участок, на котором участок 12 прокатываемого материала вновь нагружается охладителем 6. Этот другой временной участок на фиг.3 не показан.
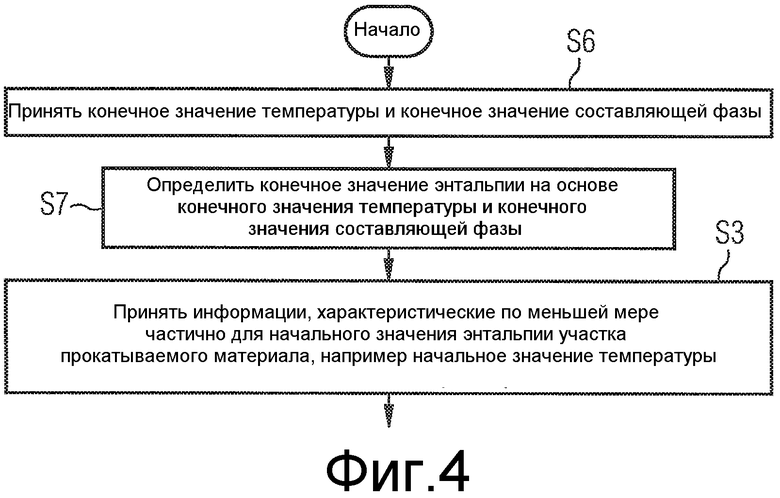
Как уже упомянуто, конечное значение ЕЕ энтальпии должно быть задано. Является возможным, что конечное значение ЕЕ энтальпии постоянно задается управляющему устройству 8. Однако предпочтительным является, что конечное значение ЕЕ энтальпии или характеристическая для конечного значения ЕЕ энтальпии информация ТЕ, рЕ задается управляющему устройству 8, таким образом, управляющее устройство 8 принимает соответствующие значения ТЕ, рЕ. При этом возможно, что управляющему устройству 8 конечное значение ЕЕ энтальпии как таковое задается непосредственно. Предпочтительным является, однако, согласно фиг.4, перед этапом S1 по фиг.2 предусмотреть этапы S6 и S7. На этапе S6 управляющее устройство 8 принимает конечное значение ТЕ температуры и конечную составляющую рЕ фазы. Конечное значение ТЕ температуры и конечное значение рЕ составляющей фазы полностью характеризуют состояние прокатываемого материала 5. Поэтому возможно на этапе S7 на основе значений ТЕ и рЕ определить конечное значение ЕЕ энтальпии. В случае, если задано, то конечное значение рЕ составляющей фазы соответствует вышеупомянутой номинальной составляющей фазы.
Уже описанный выше способ действия имеет возможность выполнения. Хотя он и не приводит к оптимальному результату, однако он обеспечивает очень хорошие результаты. В особенности, он приводит к воспроизводимым результатам.
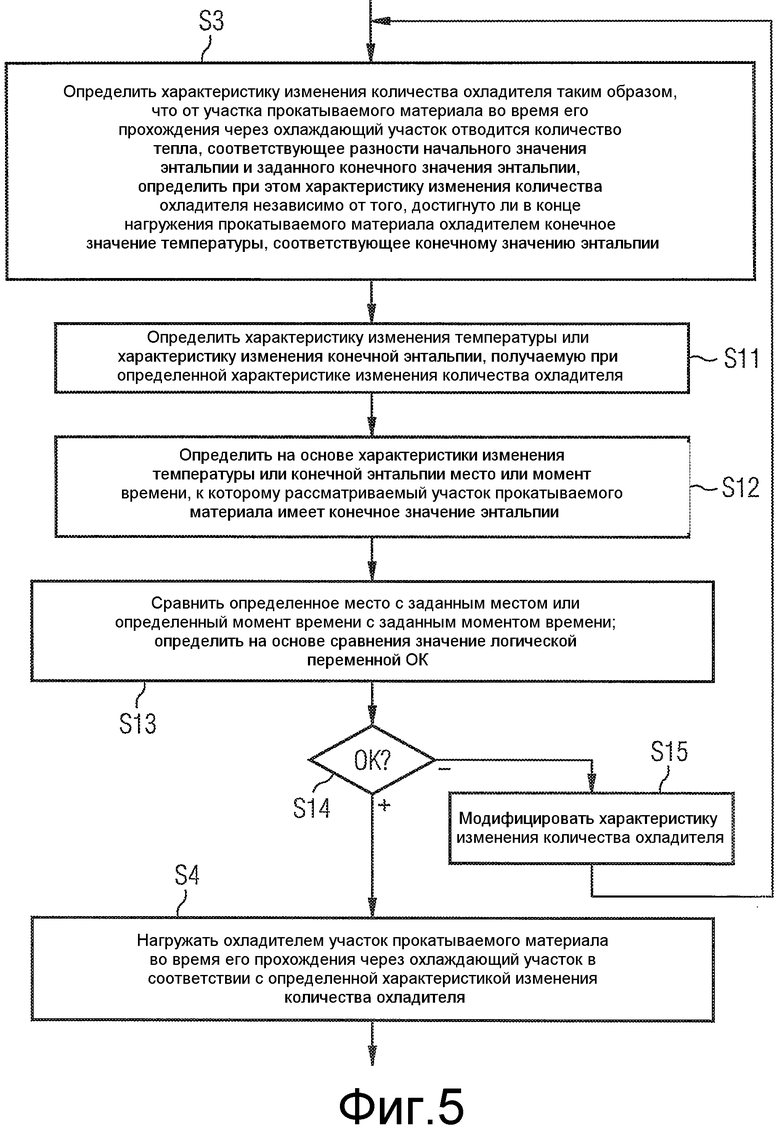
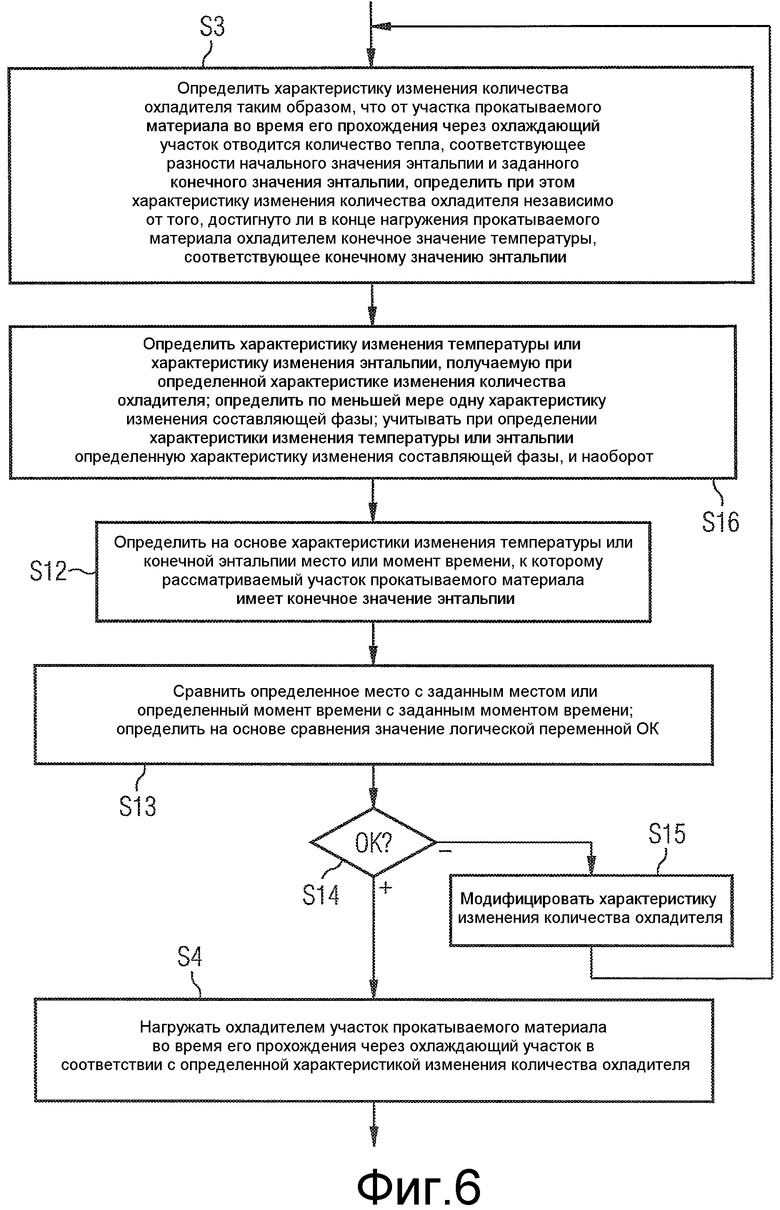
В предпочтительном варианте выполнения настоящего изобретения этап S3 по фиг.2 модифицирован согласно фиг.5.
В соответствии с фиг.5, управляющее устройство 8 прежде всего на этапе S3 определяет характеристику К изменения количества охладителя.
На этапе S11 управляющее устройство 8 определяет - например, с применением известной модели охлаждающего участка (см. DE 10129565 А1)- характеристику Т изменения температуры, которая получается при определенной на этапе S3 характеристике К изменения количества охладителя. В качестве альтернативы определению характеристики Т изменения температуры, можно было бы на этапе S11 определить соответствующую характеристику Е изменения энтальпии. Определенная характеристика Т, Е может при этом быть альтернативно функцией места х или функцией времени t. Предпочтительным образом определенная характеристика Т, Е является функцией времени t.
Является возможным, исходя из этапа S11, непосредственно перейти к этапу S4 и нагружать охладителем 6 участок 12 прокатываемого материала соответственно определенной характеристике К изменения количества охладителя. В предпочтительном варианте осуществления предложенного изобретения имеется, однако, по меньшей мере один этап S12. На этапе S12 управляющее устройство 8 определяет, на основе полученной характеристики Т, Е изменения температуры или энтальпии, место х' или момент времени t', в котором рассматриваемый участок 12 прокатываемого материала имеет конечное значение ЕЕ энтальпии. При этом место х' определяется, если определенная характеристика Т, Е является функцией места х, а момент времени t' определяется, если определенная характеристика Т, Е является функцией времени t.
Является возможным на этапе, следующем за этапом S12, не показанном на фиг.5, определенное место х' или определенный момент времени t' только выдать оператору 14 и ожидать его реакции. Этот способ действий особенно целесообразен в том случае, когда заданное конечное значение ЕЕ энтальпии не относится ни к заданному месту охлаждающего участка 1, ни к заданному моменту времени. Как правило, однако, заданное конечное значение ЕЕ энтальпии относится к заданному месту x” охлаждающего участка 1 или к заданному моменту времени t”. Заданное место x” может быть местом нахождения наматывающего устройства 3. Заданный момент времени t” может соответствовать, например, определенному числу секунд после входа рассматриваемого участка 12 прокатываемого материала в охлаждающий участок 1.
Если заданное конечное значение ЕЕ энтальпии относится к заданному месту x” или к заданному моменту времени t”, то предпочтительно имеются этапы S13-S15. На этапе S13 управляющее устройство 8 сравнивает определенное место х' с заданным местом x” или определенный момент времени t' с заданным моментом времени t”. На основе сравнения управляющее устройство 8 определяет на этапе S13 значение логической переменной ОК. Например, логическая переменная ОК может принимать значение «истинно», в том и только в том случае, если (в необходимом случае снабженное знаком) отклонение заданного места x” от определенного места х' лежит в пределах заданного диапазона допусков. Аналогичным образом можно, разумеется, действовать при сравнении определенного момента времени t' с заданным моментом времени t”. На этапе S14 управляющее устройство 8 проверяет значение логической переменной ОК. Если логическая переменная имеет значение «истинно», то управляющее устройство 8 переходит к этапу S4. В противном случае управляющее устройство 8 выполняет этап S15, на котором оно модифицирует характеристику К изменения количества охладителя.
В рамках фиг.5 определяется только характеристика Т, Е изменения температуры или энтальпии. Способ действий по фиг.5 можно дополнительно улучшить согласно фиг.6 за счет того, что этап S11 заменяется этапом S16. На этапе S16 управляющее устройство 8 определяет - аналогично этапу S11 - характеристику Т, Е изменения температуры или энтальпии соответствующего участка 12 прокатываемого материала. Параллельно с этим управляющее устройство 8 определяет на этапе S16 по меньшей мере одну характеристику р изменения составляющей фазы. Управляющее устройство 8 учитывает при определении характеристики Т, Е изменения температуры или энтальпии определенную характеристику р изменения составляющей фазы, и наоборот.
Способ действий на этапе S16, как таковой, известен специалистам. Только в качестве примера можно сослаться на уже упомянутый документ DE 10129565 А1.
Предложенное изобретение имеет множество преимуществ. Например, его очень просто реализовать, так как модель охлаждающего участка 1 может поддерживаться весьма примитивной. Решение сложного уравнения теплопроводности (при обстоятельствах, включая уравнение превращения фаз) не является обязательным. Однако, в результате, обеспечивается хороший и прежде всего воспроизводимый способ регулирования. Способ функционирования постоянно приводит к однозначной характеристике К изменения количества охладителя и решает, тем самым, в особенности, все проблемы, имеющие место в уровне техники для сталей с высоким содержанием углерода.
Другое преимущество предложенного изобретения состоит в том, что точное место, в котором достигается конечное значение ЕЕ энтальпии, необязательно необходимо рассчитывать (даже если это является предпочтительным). Кроме того, не нужно вычислять или реализовывать то место, где прокатываемый материал 5 достигает соответствующее конечной энтальпии ЕЕ конечное значение ТЕ температуры, так как по окончании активного охлаждения (на более раннем временном участке 16) энтальпия Е рассматриваемого участка 12 прокатываемого материала остается, по существу, постоянной, так что рассматриваемый участок 12 прокатываемого материала в некоторый момент времени и, тем самым, также в некотором месте достигает конечной температуры ТЕ.
Другое преимущество заявленного изобретения состоит в том, что оператор 14 не должен конечную энтальпию задавать непосредственно, а может задавать понятные ему значения конечной температуры ТЕ и конечного значения рЕ составляющей фазы.
Приведенное выше описание служит исключительно пояснению предложенного изобретения. Объем защиты предложенного изобретения должен определяться исключительно приложенными пунктами формулы изобретения.
Группа изобретений относится к области прокатки. Изобретения предназначены для охлаждения прокатываемого материала (5) на охлаждающем участке (1) с помощью управляющего устройства (8), имеющем носитель данных с компьютерной программой, обеспечивающей управление охлаждающим участком (1). Управляющее устройство (8) определяет характеристику (К) изменения количества охладителя во время его прохождения через охлаждающий участок (1) для отвода количества тепла, соответствующего разности начального значения (ЕА) энтальпии и конечного значения (ЕЕ) энтальпии. Управляющее устройство (8) подает охладитель (6) на участок (12) прокатываемого материала во время его прохождения через охлаждающий участок (1) в соответствии с определенной характеристикой (К) изменения количества охладителя. Характеристика (К) определяется независимо от того, достигнуто ли в конце подачи охладителя (6) на прокатываемый материал (5) конечное значение (ТЕ) температуры. Обеспечивается простота управления при высоком его качестве. 4 н. и 12 з.п. ф-лы, 6 ил.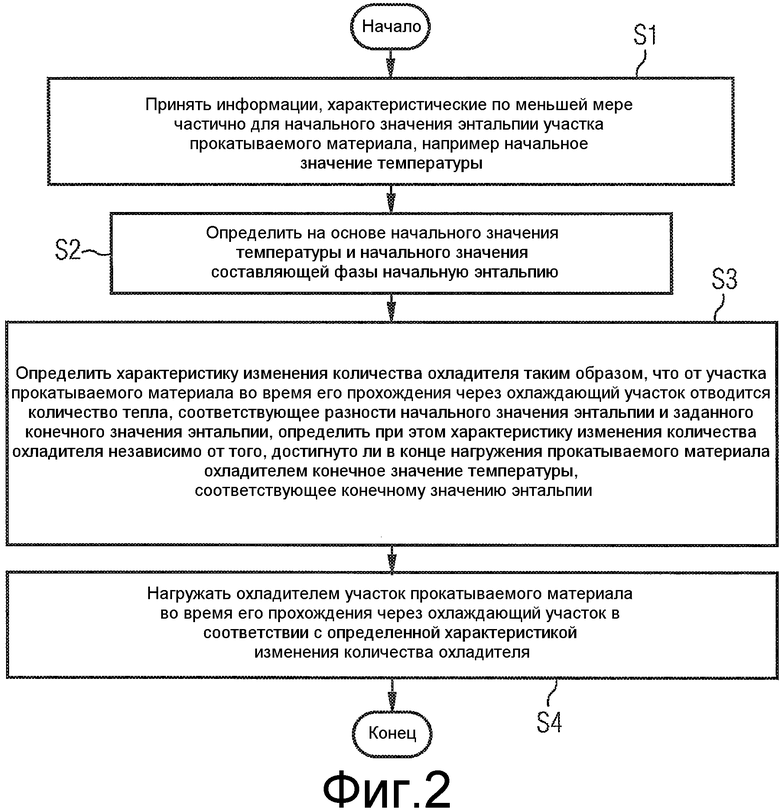
1. Способ управления охлаждающим участком (1) для охлаждения прокатываемого материала (5), включающий управление подачей охладителя с помощью управляющего устройства (8), причем управляющее устройство (8) для охлаждающего участка (1) принимает информации (ТА), характеризующие по меньшей мере частично начальное значение (ЕА) энтальпии, принимает конечное значение (ТЕ) температуры и по меньшей мере одно конечное значение (рЕ) составляющей фазы и определяет отсюда конечное значение (ЕЕ) энтальпии, при этом управляющее устройство (8) определяет характеристику (К) изменения количества охладителя таким образом, что от участка (12) прокатываемого материала (5) во время его прохождения через охлаждающий участок (1) отводится количество тепла, соответствующее разности начального значения (ЕА) энтальпии и конечного значения (ЕЕ) энтальпии, причем управляющее устройство (8) определяет характеристику (К) изменения количества охладителя независимо от того, достигнуто ли в конце подачи на прокатываемый материал (5) охладителя (6) конечное значение (ТЕ) температуры, причем управляющее устройство (8) управляет подачей охладителя (6) на участок (12) прокатываемого материала во время его прохождения через охлаждающий участок (1) в соответствии с определенной управляющим устройством (8) характеристикой (К) изменения количества охладителя.
2. Способ по п.1, отличающийся тем, что характеристику (К) изменения количества охладителя определяют как функцию времени (t), причем характеристика (К) изменения количества охладителя имеет более ранний временной участок (16) и непосредственно примыкающий к более раннему временному участку (16) более поздний временной участок (17), участок (12) прокатываемого материала в течение более раннего временного участка (16) активно охлаждается посредством подачи охладителя (6), а в течение более позднего временного участка (17) охлаждается без подачи охладителем (6) только пассивным образом, причем временную длительность (t1) более раннего временного участка (16) определяют таким образом, что по меньшей мере составляющая (р) фазы участка (12) прокатываемого материала в конце более раннего временного участка в случае, когда составляющая (р) фазы с течением времени снижается, лежит выше конечной составляющей фазы, а в случае, когда составляющая (р) фазы с течением времени повышается, лежит ниже конечной составляющей фазы.
3. Способ по п.2, отличающийся тем, что длительность более позднего временного участка (17) определяют таким образом, что составляющая (р) фазы прокатываемого материала (5) в начале более позднего временного участка (17) и составляющая (р) фазы прокатываемого материала (5) в конце более позднего временного участка (17) образуют вилку конечной составляющей фазы.
4. Способ по любому из пп.1-3, отличающийся тем, что информации (ТА), по меньшей мере частично, характеризующие начальное значение (ЕА) энтальпии, включают в себя начальное значение (ТА) температуры.
5. Способ по п.1, отличающийся тем, что начальное значение (рА) составляющей фазы постоянно задано управляющему устройству (8), или управляющее устройство (8) принимает начальное значение (рА) составляющей фазы от оператора (14) охлаждающего участка (1) или внешнего устройства (15) или посредством управляющего устройства (8) определяют начальное значение (рА) составляющей фазы.
6. Способ по п.1, отличающийся тем, что посредством управляющего устройства (8) определяют характеристики (Т, Е) изменения температуры и/или энтальпии участка (12) прокатываемого материала.
7. Способ по п.6, отличающийся тем, что посредством управляющего устройства (8) параллельно определению характеристики (Т, Е) изменения температуры и/или энтальпии определяют по меньшей мере одну характеристику (р) изменения составляющей фазы и учитывают по меньшей мере одну определенную характеристику (р) изменения составляющей фазы при определении характеристики (Т, Е) изменения температуры и/или энтальпии.
8. Способ по п.6, отличающийся тем, что управляющее устройство (8) на основе определенной характеристики (Т, Е) изменения температуры и/или энтальпии определяет место (х') или момент времени (t'), к которому участок (12) прокатываемого материала имеет конечное значение (ЕЕ) энтальпии.
9. Способ по п.8, отличающийся тем, что заданное конечное значение (ЕЕ) энтальпии относится к заданному месту (х") охлаждающего участка (1) или к заданному моменту времени (t"), причем посредством управляющего устройства сравнивают определенное место (х') с заданным местом (х") или определенный момент времени (t') с заданным моментом времени (t") и на основе сравнения корректируют характеристику (К) изменения количества охладителя.
10. Способ по п.7, отличающийся тем, что посредством управляющего устройства (8) на основе определенной характеристики (Т, Е) изменения температуры и/или энтальпии определяют место (х') или момент времени (t'), к которому участок (12) прокатываемого материала имеет конечное значение (ЕЕ) энтальпии.
11. Способ по п.10, отличающийся тем, что заданное конечное значение (ЕЕ) энтальпии относится к заданному месту (х") охлаждающего участка (1) или к заданному моменту времени (t"), причем посредством управляющего устройства (8) сравнивают определенное место (х') с заданным местом (х") или определенный момент времени (t') с заданным моментом времени (t") и на основе сравнения корректируют характеристику (К) изменения количества охладителя.
12. Способ по п.1, отличающийся тем, что заданное конечное значение (ЕЕ) энтальпии не соотносится ни с заданным местом охлаждающего участка (1), ни с заданным моментом времени.
13. Носитель данных с компьютерной программой (9), сохраненной в машиночитаемой форме, причем компьютерная программа включает в себя машинный код (10) для непосредственного управления устройством (8) охлаждающим участком (1) для охлаждения прокатываемого материала (5), причем выполнение машинного кода (10) управляющим устройством (8) обеспечивает управление охлаждающим участком (1) согласно способу по любому из пп.1-12.
14. Управляющее устройство для охлаждающего участка (1) для охлаждения прокатываемого материала (5), отличающееся тем, что оно выполнено таким образом, что обеспечивает управление охлаждающим участком (1) согласно способу по любому из пп.1-12.
15. Управляющее устройство по п.14, отличающееся тем, что оно выполнено в виде программируемого управляющего устройства, которое в процессе функционирования выполняет компьютерную программу (9), причем компьютерная программа включает в себя машинный код (10), для непосредственного выполнения управляющим устройством (8) управления охлаждающим участком (1) для охлаждения прокатываемого материала (5).
16. Охлаждающий участок для охлаждения прокатываемого материала (5), отличающийся тем, что он снабжен управляющим устройством (8) по п.14 или 15, с помощью которого осуществляется управление согласно способу по любому из пп.1-12.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2183522C1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ ПРОКАТА | 2000 |
|
RU2184632C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

