Область техники, к которой относится изобретение
Изобретение относится к устройству для производства упаковок из многократно фальцованного ленточного материала и, более конкретно, к устройству того типа, что содержит вращающийся инструментодержатель, имеющий множество расположенных по периферии инструментов, которые вступают в зацепление с ленточным материалом, когда тот пропускают через инструменты для соединения взаимно обращенных стенных участков ленточного материала вдоль соединительных участков, которые разграничивают или оконтуривают упомянутые упаковки.
Предпосылки создания изобретения
Становится все более распространенной расфасовка жидких продуктов, и, в этом контексте, помимо всего прочего, жидких пищевых продуктов, например воды, молока, сока или вина, в складные упаковки.
Под складной упаковкой понимают упаковку, которая имеет камеру, отделенную гибкими стенками, чей объем зависит от взаимного положения стенок.
Такой тип упаковки перед наполнением может существовать в плоском и герметичном состоянии. Таким образом, можно стерилизовать камеру упаковки в ходе процесса производства и, поддерживая стерильность, подать упаковку на наполнительную установку, например на молокозаводе.
Упаковки, которые произведены из многократно фальцованного ленточного материала из гибкой пластиковой пленки, в наполненном состоянии образуют складные упаковки.
Известно производство рулонов, состоящих из взаимосоединенных упаковок вышеуказанного типа, намотанных на бобину, и размещение таких рулонов в наполнительной машине.
Упаковки этого типа могут быть изготовлены периодическим способом производства, согласно которому ленточный материал шаг за шагом продвигают по линии, содержащей инструменты, которые могут быть приведены в зацепление с ленточным материалом, когда он неподвижен. Такой способ производства описан, например, в WО 099/41155. Способ обеспечивает большую свободу при выборе конфигурации формы упаковок, однако производительность является сравнительно низкой.
Упаковки могут также быть произведены с помощью устройства, описанного в вводной части. Такое устройство известно из WO 2005/092601.
Устройство, описанное в WO 2005/092601, содержит вращающийся инструментодержатель, поддерживающий множество расположенных по периферии инструментов, при этом каждый инструмент содержит базовый элемент и зацепляющий элемент, который выполнен с возможностью поворота относительно базового элемента. Многократно фальцованный ленточный материал может быть пропущен через базовые элементы. Посредством вращения инструментодержателя инструменты приводят в движение по рабочей траектории, по которой инструменты могут быть приведены в зацепление с ленточным материалом путем складывания упомянутого зацепляющего элемента для соединения взаимно обращенных стенных участков ленточного материала вдоль соединительных участков, которые разграничивают упомянутые упаковки, а также по обратной траектории, по которой инструменты могут быть выведены из зацепления с ленточным материалом путем подъема упомянутого зацепляющего элемента. Таким образом, каждый инструмент выполнен с возможностью передвижения вместе с ленточным материалом при передвижении инструмента по упомянутой рабочей траектории. Таким образом, обеспечено непрерывное высокопроизводительное производство упаковок.
Понятно, что для создания жидкостно-непроницаемых упаковок инструменты должны быть выполнены с большой точностью. Во многих случаях упаковки выполнены с участками ручки, которые предназначены для наполнения газом с целью получения ручки с удобным захватом в готовых упаковках. Понятно, что инструменты должны быть выполнены с большой точностью, с тем, чтобы эти участки ручки были газонепроницаемыми. Таким образом, устройство обеспечивает непрерывное производство упаковок, но ведет к некоторым ограничениям по отношению к конфигурации упаковок, поскольку инструменты должны быть выполнены так, чтобы соединительные участки были жидкостно-непроницаемыми и, при необходимости, также газонепроницаемыми.
Таким образом, существует потребность в высокопроизводительном устройстве для производства упаковок, которое при этом обеспечивает большую свободу по отношению к форме упаковок.
Сущность изобретения
С учетом вышеизложенного задачей настоящего изобретения является создание усовершенствованного устройства для производства упаковок из многократно фальцованного ленточного материала.
Дополнительная задача изобретения состоит в создании такого устройства, которое обеспечивает высокопроизводительное производство упаковок упомянутого типа.
Также задачей изобретения является создание устройства такого типа, которое обеспечивает большую свободу по отношению к форме упаковок.
Другой задачей изобретения является создание наполнительной машины, которая обеспечивает наполнение и жидкостно-непроницаемую укупорку упаковок, произведенных на таком устройстве.
Для достижения по меньшей мере одной из вышеуказанных задач, а также других задач, которые будут очевидны из нижеследующего описания, согласно настоящему изобретению предложено устройство для производства упаковок из многократно фальцованного ленточного материала, содержащее вращающийся инструментодержатель, поддерживающий множество расположенных по периферии инструментов. Каждый инструмент содержит базовый элемент и зацепляющий элемент, выполненный с возможностью поворота относительно базового элемента, а базовые элементы образуют окружную наружную поверхность инструментодержателя, при этом через данную окружную наружную поверхность может быть пропущен упомянутый ленточный материал. Инструментодержатель выполнен с возможностью при вращении приведения в движение инструментов по рабочей траектории, по которой инструменты могут быть приведены в зацепление с ленточным материалом путем складывания или поворота упомянутых зацепляющих элементов для соединения взаимно обращенных стенных участков ленточного материала вдоль соединительных участков, которые оконтуривают упомянутые упаковки, а также по обратной траектории, по которой инструменты могут быть выведены из зацепления с ленточным материалом путем подъема упомянутых зацепляющих элементов. Каждый инструмент выполнен с возможностью приведения в движение вместе с ленточным материалом, когда инструмент движется по упомянутой рабочей траектории. Каждый инструмент, при зацеплении с упомянутым ленточным материалом, приспособлен для участия в производстве по меньшей мере двух упаковок, а каждая пара смежных инструментов приспособлена для совместного производства одной упаковки.
Таким образом, создано усовершенствованное устройство для производства складных упаковок из многократно фальцованного ленточного материала. То, что инструмент движется с ленточным материалом, означает создание эффективного, непрерывного производства упаковок с надежными соединительными участками. Тот факт, что каждый инструмент участвует в производстве по меньшей мере двух упаковок и что каждая пара смежных инструментов взаимодействует для производства одной упаковки, делает возможным получение ленточных упаковок, которые взаимосоединены без какого-либо промежуточного участка из идущего в отходы материала, даже если упаковки имеют сложную форму. А конкретнее, можно скомпоновать упаковки, имеющие изогнутые передние и задние края, в которых задний край одной упаковки соответствует и выполнен заодно с передним краем прилегающей упаковки. Таким образом, изобретение обеспечивает большую свободу по отношению к форме упаковки.
Согласно одному варианту осуществления настоящего изобретения с помощью упомянутых инструментов устройство выполнено с возможностью создания соединительных участков, которые оконтуривают закрытые упаковки. То, что упаковки закрыты в ненаполненном состоянии, означает, что использование упаковок в асептических наполнительных системах обеспечено путем стерилизации упаковок. Тот факт, что упаковки закрыты, делает возможным поддержание этой стерилизации до тех пор, пока упаковки не будут открыты для наполнения в стерильном помещении наполнительной машины.
Согласно еще одному варианту осуществления настоящего изобретения инструменты попеременно имеют инструментальные профили первого и второго типа, при этом первый тип инструментальных профилей, при зацеплении с ленточным материалом, приспособлен для участия в производстве двух прилегающих упаковок и содержит первую секцию для создания передней части соединительного участка для одной упаковки и вторую секцию для создания задней части соединительного участка для второй упаковки, а второй тип инструментальных профилей, при зацеплении с ленточным материалом, приспособлен для участия в производстве трех прилегающих упаковок и содержит первую секцию для создания передней части соединительного участка для первой из упомянутых трех упаковок и промежуточную, вторую секцию для создания всего соединительного участка для второй из упомянутых трех упаковок, а также третью секцию для создания задней части соединительного участка для третьей из трех упаковок, причем первая секция инструмента, имеющая инструментальный профиль упомянутого первого типа, взаимодействует с третьей секцией прилегающего инструмента, имеющей инструментальный профиль упомянутого второго типа для создания всего соединительного участка для упаковки, притом вторая секция инструмента, имеющая инструментальный профиль упомянутого первого типа, взаимодействует с первой секцией прилегающего инструмента, имеющей инструментальный профиль упомянутого второго типа для создания всего соединительного участка для упаковки. Таким образом, предложенное устройство обеспечивает производство ленты из взаимосоединенных упаковок без промежуточного идущего в отходы материала с помощью инструментов, которые содержат инструментальные профили только двух типов. Каждая упаковка может содержать участок ручки, предназначенный для наполнения газом, и данный вариант осуществления предложенного устройства также делает возможным то, путем соответствующей конфигурации упаковки, что часть соединительного участка, которая оконтуривает или разграничивает упомянутый участок ручки, выполняют одиночным инструментом. Каждый инструмент может здесь иметь ширину, которая соотносится с шириной упаковок, производимых данным инструментом, следующим образом: B1 = 1,5 * B2.
Согласно еще одному варианту осуществления настоящего изобретения инструменты имеют идентичные инструментальные профили, при этом каждый инструментальный профиль, при зацеплении с ленточным материалом, приспособлен для участия в производстве двух прилегающих упаковок и содержит первую секцию для создания передней части соединительного участка для первой из упомянутых двух упаковок и вторую секцию для создания задней части соединительного участка для второй из упомянутых двух упаковок, причем первая секция инструментального профиля инструмента взаимодействует со второй секцией инструментального профиля прилегающего инструмента для создания всего соединительного участка для упаковки, а вторая секция инструментального профиля инструмента взаимодействует с первой секцией инструментального профиля прилегающего инструмента для создания всего соединительного участка для упаковки.
Предложенное устройство обеспечивает производство ленты взаимосоединенных упаковок без промежуточного идущего в отходы материала с помощью инструментов, который содержат инструментальные профили только одного типа. Каждая упаковка может содержать участок ручки, предназначенный для наполнения газом, и данный вариант осуществления предложенного устройство также делает возможным то, путем соответствующей конфигурации упаковки, что часть соединительного участка, которая оконтуривает или разграничивает упомянутый участок ручки, выполняют одиночным инструментом. Каждый инструмент может здесь иметь ширину, которая соотносится с шириной упаковок, производимых данным инструментом, следующим образом: B1 = B2.
Согласно дополнительному варианту осуществления изобретения устройство содержит нижний уплотнительный элемент, который выполнен с возможностью получения боковых поперечных уплотнений в нижней части соединительного участка каждой упаковки. Настоящим обеспечено то, что упаковка, чей соединительный участок был совместно произведен двумя смежными инструментами, приобретает жидкостно-непроницаемый нижний участок, даже если упаковка была произведена из ленточного материала, имеющего неправильную многократную фальцовку.
Согласно дополнительному варианту осуществления настоящего изобретения устройство содержит верхний укупорочный элемент, который выполнен с возможностью получения верхнего укупорочного средства в верхней части соединительного участка каждой упаковки. Таким образом, возможно создание упаковки, которая в ненаполненном состоянии является закрытой и газонепроницаемой, даже если соединительный участок упаковки был произведена совместно двумя смежными инструментами. Верхний укупорочный элемент здесь может быть приспособлен для создания верхних укупорочных средств, имеющих ширину, которая соотносится с шириной упаковок, производимых устройством, следующим образом: B4>0,5* B2.
Согласно настоящему изобретению также предложена наполнительная машина для наполнения упаковок, произведенных в устройстве согласно вышеизложенному, содержащих укупорочный элемент, который выполнен с возможностью, после наполнения, перекрытия наполнительного канала каждой упаковки путем обеспечения верхнего центрированного укупорочного средства, имеющего ширину, которая соотносится с шириной упаковки следующим образом: B3>0,5* B2.
Краткое описание чертежей
Варианты осуществления настоящего изобретения теперь будут описаны ниже в целях иллюстрации со ссылкой на сопровождающие чертежи.
На фиг. 1 показан схематический перспективный вид предложенного устройства для производства складных упаковок.
На фиг. 2 показан схематический вид в плане инструментов для первого варианта осуществления предложенного устройства.
На фиг. 3 показан схематический вид в плане ленты взаимосоединенных упаковок, которые были произведены с помощью инструментов, представленных на фиг. 2.
На фиг. 4 показан схематический вид в плане инструментов для второго варианта осуществления предложенного устройства.
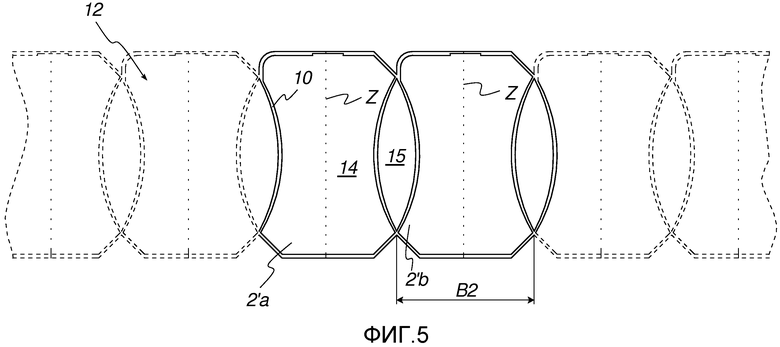
На фиг. 5 показан схематический вид в плане ленты взаимосоединенных упаковок, которые были произведены с помощью инструментов, представленных на фиг. 4.
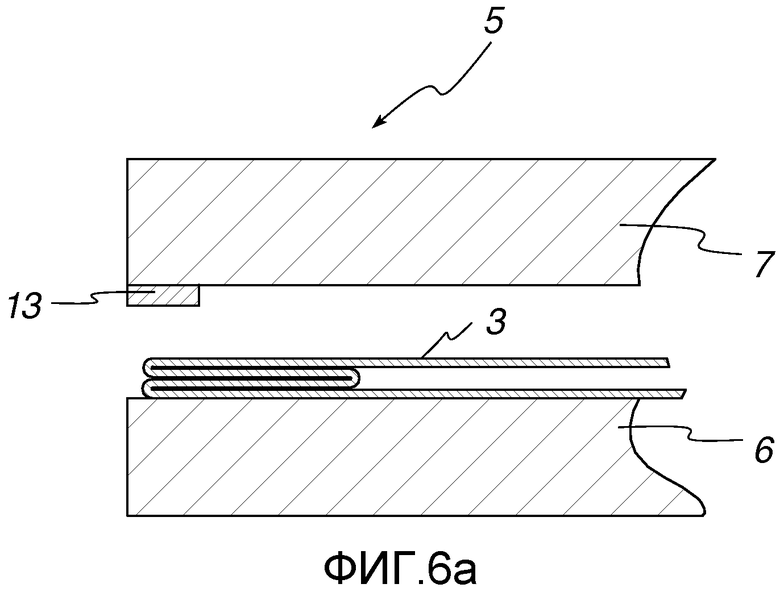
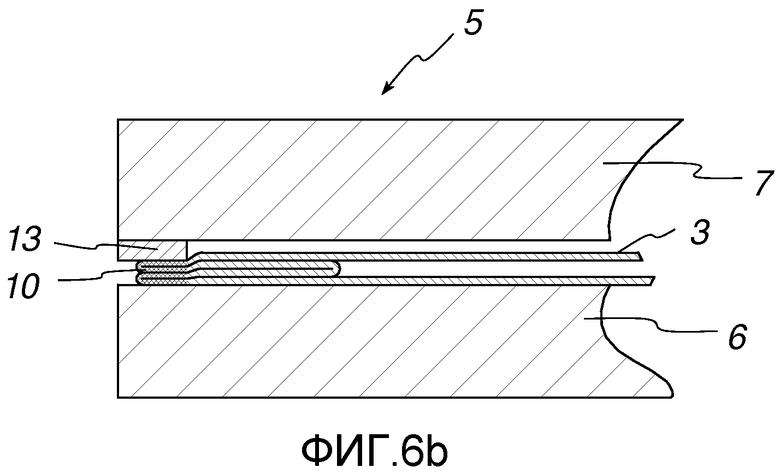
На фиг. 6a и 6b показан способ производства упаковки из ленточного материала, имеющего правильную многократную фальцовку, посредством инструмента предложенного устройства.
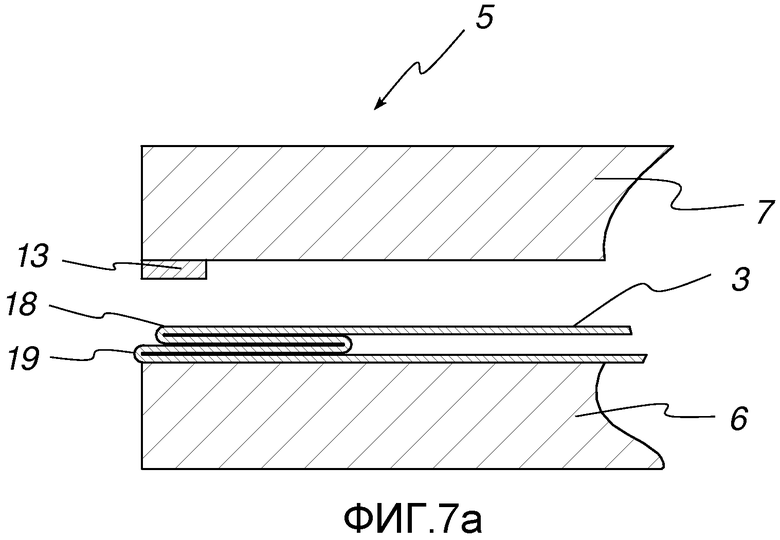
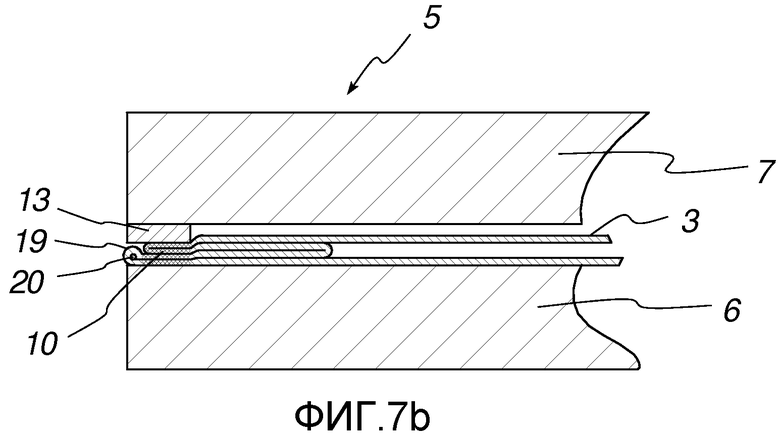
На фиг. 7a и 7b показан способ производства упаковки из ленточного материала, имеющего неправильную многократную фальцовку, посредством инструмента предложенного устройства.
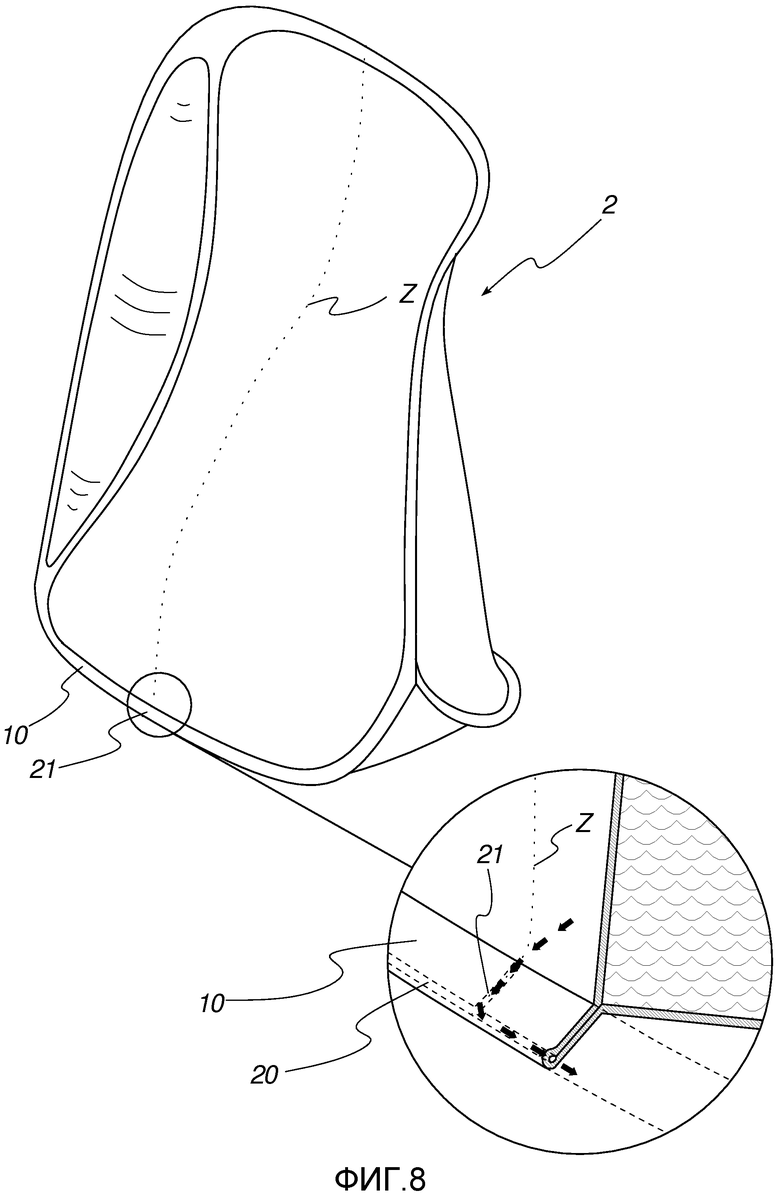
На фиг. 8 показан схематический перспективный вид упаковки, которая была произведена из ленточного материала, имеющего неправильную многократную фальцовку.
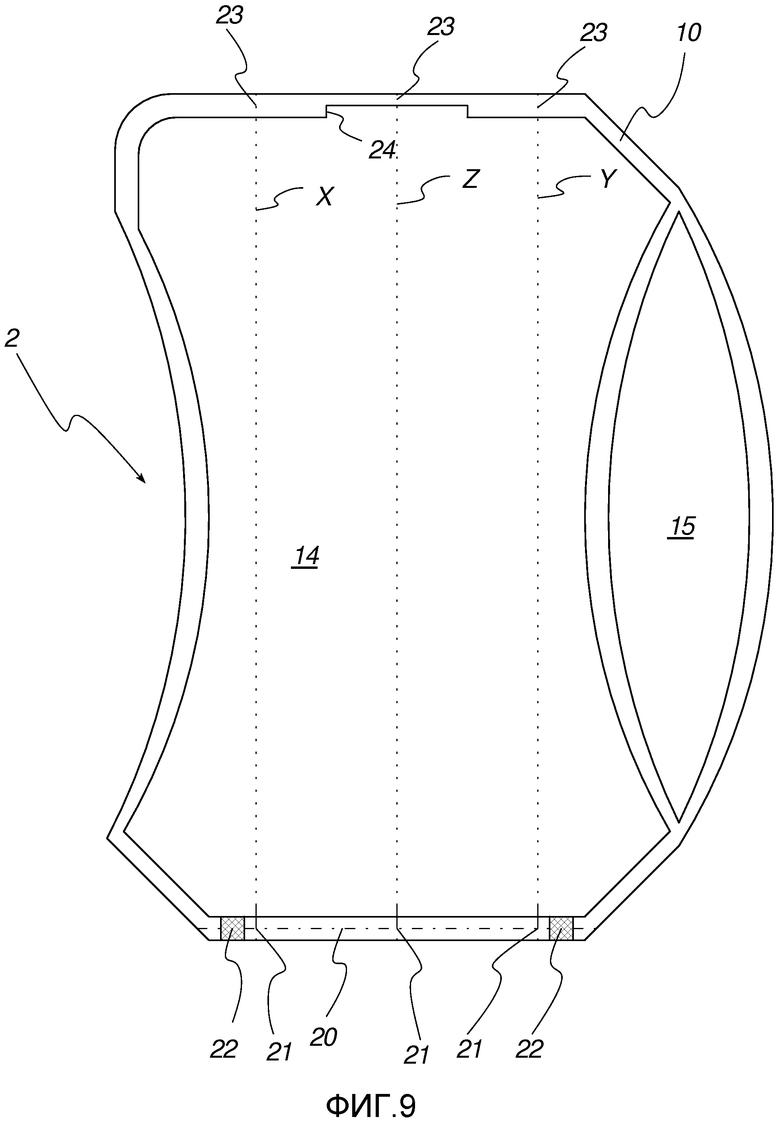
На фиг. 9 показан схематический вид в плане упаковки, которая была произведена в предложенном устройстве и которая была оснащена боковыми поперечными уплотнениями.
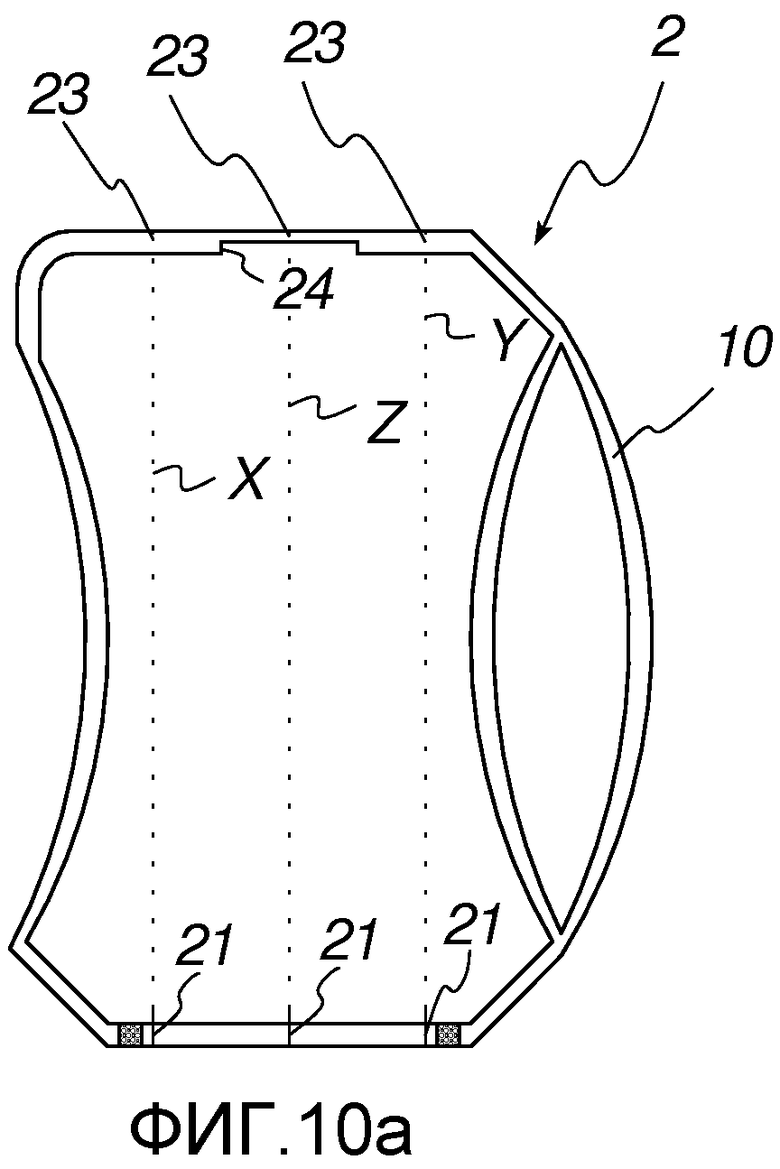
На фиг. 10a-10с схематически показан способ открывания, наполнения и герметизации упаковки, которая была произведена в предложенном устройстве.
На фиг. 11 показан схематический вид в плане упаковки, которая была произведена в предложенном устройстве и которая была оснащена верхним укупорочным средством.
Описание предпочтительных вариантов осуществления
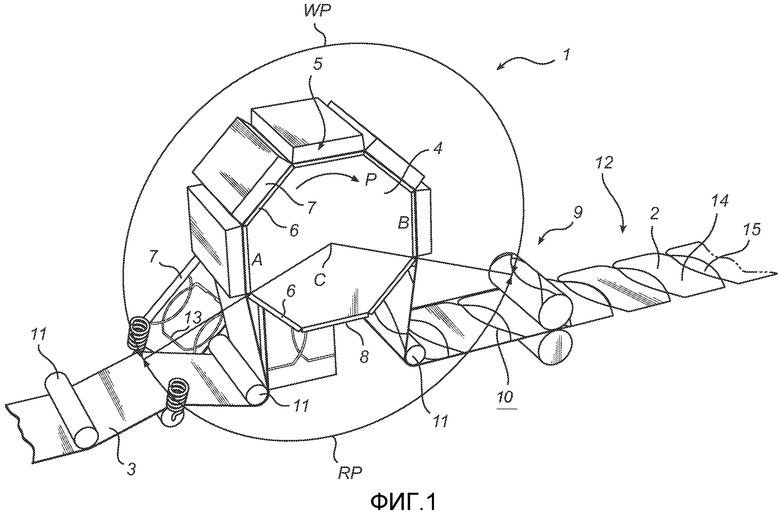
На фиг. 1, на которую сделана ссылка, проиллюстрировано предложенное устройство 1 для производства упаковок 2 из многократно фальцованного ленточного материала 3. Упаковка 2, произведенная из такого ленточного материала 3, получит две боковых стенки из наружных боковых участков рулона 3 и нижнюю стенку из фальцованного среднего участка ленты 3.
Ленточный материал 3, из которого произведены упомянутые упаковки 2, преимущественно образован гибким многослойным упаковочным материалом. Упаковочный материал может содержать, например, стержневой слой, газонепроницаемый слой и светонепроницаемый слой. Светонепроницаемый слой может быть встроен в стержневой слой или газонепроницаемый слой. Стержневой слой может содержать наполнитель, выполненный из минерального материала, и вяжущее вещество, выполненное из полиолефинового материала. В качестве альтернативного варианта, стержневой слой может быть произведен из нетканого полиолефинового материала.
Устройство 1 содержит выполненный с возможностью вращения инструментодержатель 4, который поддерживает множество расположенных по периферии инструментов 5. В показанном варианте осуществления инструментодержатель 4 имеет восьмиугольную конструкцию, в которой инструмент 5 расположен вдоль каждой стороны конструкции, т.е. инструментодержатель 4 поддерживает восемь инструментов 5.
Путем вращения инструментодержателя 4 инструменты 5 могут быть приведены в движение по траектории, содержащей рабочую траекторию WP и обратную траекторию RP.
Каждый инструмент 5 содержит базовый элемент 6 и зацепляющий элемент 7. Каждый базовый элемент 6 жестко встроен в инструментодержатель 4, и вместе они образуют окружную и непрерывную наружную поверхность 8 инструментодержателя 4. Обращенная наружу поверхность базового элемента 6 каждого инструмента образует в показанном варианте осуществления плоскую секцию непрерывной наружной поверхности 8 инструментодержателя 4. В показанном варианте осуществления наружная поверхность 8 содержит восемь плоских секций, но понятно, что наружная поверхность может содержать больше или меньше таких плоских секций.
Зацепляющие элементы 7 выполнены так, что они могут поворачиваться относительно соответствующего базового элемента 6. Когда зацепляющий элемент 7 поднят, базовый элемент 6 и, таким образом, часть наружной поверхности 8 инструментодержателя 4 находятся под воздействием окружающей среды. Для закрытия инструмента 5, зацепляющий элемент 7 поворачивается или складывается до упора в базовый элемент 6.
Устройство 1 также содержит управляющий элемент (не показан на фиг. 1) для открытия и закрытия инструментов 5. Более конкретно, управляющий элемент выполнен с возможностью закрытия инструментов 5, когда они движутся по упомянутой рабочей траектории WP, и открытия инструментов 5, когда они движутся по упомянутой обратной траектории RP. Управляющий элемент может содержать кулачковое приспособление, которое через соединительный механизм, предусмотренный для каждого инструмента 5, управляет открытием и закрытием инструмента 5.
При работе устройства 1 многократно фальцованный ленточный материал 3 пропускают через базовые элементы 6 инструментов 5, размещенные вдоль упомянутой рабочей траектории WP. Согласно показанному варианту осуществления ленточный материал 3 затем подают на последующую станцию в виде вырубной станции 9.
Инструментодержатель 4, таким образом, действует в качестве отклоняющего элемента для ленточного материала 3.
При работе инструментодержатель 4 вращается и тем самым приводит в движение инструменты 5 по упомянутой рабочей траектории WP, по которой инструменты 5 могут быть приведены в зацепление с ленточным материалом 3 при повороте или складывании упомянутых зацепляющих элементов 7 для соединения взаимно обращенных стенных участков ленточного материала 3 вдоль соединительных участков 10, которые оконтуривают или разграничивают упомянутые упаковки 2, а также по упомянутой обратной траектории RP, по которой инструменты 5 могут быть выведены из зацепления с ленточным материалом 3 путем подъема упомянутых зацепляющих элементов 7. Поэтому каждый инструмент 5 выполнен с возможностью передвижения вместе с ленточным материалом 3, когда инструмент 5 движется по упомянутой рабочей траектории WP.
Более конкретно, ленточный материал 3, после подачи в направлении инструментодержателя 4 через различные отклоняющие ролики 11, изначально достигает начала рабочей траектории WP, которое соответствует положению A, после чего инструмент 5, расположенный в упомянутом положении A, закрывается управляющим элементом, который, таким образом, обеспечивает складывание или опускание поворотного зацепляющего элемента 7.
Таким образом, инструмент 5 вступит в зацепление с ленточным материалом 3, при этом зацепление поддерживается при вращении инструментодержателя 4 в направлении, обозначенном стрелкой P для движения инструмента 5 к концу рабочей траектории WP, причем концу соответствует положение B.
Во время движения инструмента из положения A в положение B инструмент 5, таким образом, будет двигаться вместе с ленточным материалом 3 и при этом вступать в зацепление с ленточным материалом 3 для соединения взаимно обращенных стенных участков вдоль упомянутого соединительного участка 10.
Одновременно последующие инструменты 5 будут вступать в зацепление вдоль рабочей траектории WP с последующими участками ленточного материала 3 для соединения взаимно обращенных стенных участков вдоль соединительных участков 10 аналогичным образом.
В положении B управляющий элемент приспособлен для открытия инструмента 5.
При продолжающемся вращении инструментодержателя 4 в направлении стрелки P инструмент 5 будет двигаться по упомянутой обратной траектории RP обратно к началу рабочей траектории WP, положению A, где инструмент 5 снова готов к вступлению в зацепление с ленточным материалом 3.
Ленточный материал 3 преимущественно производят из многослойного материала, имеющий внутренний образующий поверхностный слой, температура плавления которого ниже температуры плавления наружного образующего поверхностного слоя материала. Путем надлежащего подбора температуры и времени запаивания это позволяет производить упаковки 2 из многократно фальцованного ленточного материала 3 без риска склеивания взаимно обращенных наружных сторон упаковки 2.
Таким образом, предложенное устройство 1 приспособлено для производства упаковок 2 с помощью инструментов 5, которые остаются, по существу, неподвижными относительно ленточного материала 3. Таким образом, предложенное устройство 1 может действовать в качестве отклоняющего элемента для непрерывно подаваемого ленточного материала 3, что, по очевидным причинам, обеспечивает высокую производительность тем, что становится возможным избежать периодического режима работы. Однако понятно, что нужно расположить инструментодержатель 4 таким образом, чтобы он вращался с индексирующим движением вместо непрерывного вращения.
Ниже по технологической линии от инструментодержателя 4 установлена, как упоминалось ранее, вырубная станция 9 для вырубки готовых упаковок 2 из ленточного материала 3 вдоль упомянутых соединительных участков 10. В показанном варианте осуществления упомянутая вырубная станция 9 содержит пресс прокатного действия, который приспособлен для вырубки таким образом, что две последовательные упаковки 2 соединены без какого-либо промежуточного идущего в отходы материала и образуют непрерывную ленту 12 упаковок 2. Эта лента 12 упаковок 2 может затем быть смотана в рулон для подачи в виде рулона на наполнительную машину.
Для достижения необходимой прочности соединительных участков 10 важно, чтобы время запаивания было достаточно долгим. Это означает, что, при данной температуре запаивания, каждый инструмент 5 должен поддерживать свое зацепление с ленточным материалом 3 в течение заданного периода времени, который согласно неограничительному примеру может составлять 1-2 сек.
Предложенное устройство 1 обеспечивает производство упаковок 2 с относительно высокой производительностью и с надежными соединительными участками.
Высокая производительность является следствием того, что устройство 1 обеспечивает непрерывный режим работы. Более конкретно, инструменты 5 приводят в действие с помощью вращения рабочего держателя 4, и, размещая инструменты 5 на соответствующем расстоянии от центра С вращения инструментодержателя 4, можно при данной скорости вращения отрегулировать скорость, с который передвигаются инструменты 5, до нужной скорости подачи ленточного материала 3.
Несмотря на упомянутую высокую производительность, тем не менее, обеспечивается производство упаковок 2 с надежными соединительными участками 10, что означает, что упаковки 2 являются жидкостно-непроницаемыми в наполненном состоянии. Тот факт, что инструментодержатель 4 устройства 1 действует в качестве отклоняющего элемента для ленточного материала 3, обусловливает необходимость достижения реально длительного времени запаивания. При данной температуре запаивания время запаивания зависит от скорости и расстояния. Упомянутое расстояние, по существу, образовано протяженностью упомянутой рабочей траектории WP, которая зависит, во-первых, от того, насколько велика часть витка оборота инструментодержателя 4, представляющая собой рабочую траекторию WP, и во-вторых, от расстояния инструментов 5 от центра С вращения инструментодержателя. В устройстве 1, показанном на фиг. 1, рабочая траектория WP соответствует приблизительно половине витка оборота инструментодержателя 4. Упомянутая скорость зависит от упомянутого расстояния до центра С вращения и от скорости вращения инструментодержателя 4. Таким образом, путем регулировки переменных: скорости вращения инструментодержателя 4, расстояния от инструментов 5 до центра С вращения и протяженности рабочей траектории WP, можно достичь необходимого времени запаивания.
Для ясности инструментодержателю 4, проиллюстрированному на фиг. 1, придана форма восьмиугольной конструкции. Понятно, однако, что инструментодержателю 4 могут также быть приданы другие конфигурации.
Инструменты 5 выполнены так, что каждый инструмент 5, при зацеплении с ленточным материалом 3, участвует в производстве по меньшей мере двух упаковок 2. Кроме того, каждая пара прилегающих инструментов 2, при зацеплении с упомянутым ленточным материалом 3, приспособлена для совместного производства одной упаковки 2.
Как отмечено выше, инструменты 5 входят в зацепление с ленточным материалом 3 для соединения взаимно обращенных стенных участков ленточного материала 3 вдоль соединительных участков 10, которые оконтуривают упомянутые упаковки 2. Для этой цели инструменты содержат инструментальные профили 13, имеющие протяженность, соответствующую упомянутым соединительным участкам 10. Эти инструментальные профили 13 могут быть размещены на базовом элементе 6, на зацепляющем элементе 7, или же, как на базовом элементе 6, так и на зацепляющем элементе 7. Инструментальные профили 13 могут быть приспособлены для термического запаивания, т.е. могут быть приспособлены для вхождения в зацепление с ленточным материалом 3 с целью получения, под воздействием давления и тепла, упомянутых соединительных участков 10.
Таким образом, каждый инструмент 5 содержит базовый элемент 6 и поворотный зацепляющий элемент 7, при этом один элемент из числа базового элемента 6 или зацепляющего элемента 7 может поддерживать упомянутый инструментальный профиль 13, а другой элемент из числа или упомянутого базового элемента 6, или зацепляющего элемента 7 может действовать в качестве конструкции с противодавлением, когда инструментальный профиль 13 вступает в зацепление с ленточным материалом 3 при закрывании инструмента 5. Понятно, однако, что и базовый элемент 6, и зацепляющий элемент 7 могут быть оснащены инструментальными профилями 13, которые являются дополнительными и которые приложены друг к другу при закрывании инструмента 5.
Инструменты 5 могут быть выполнены из металлического материала, например нержавеющей стали. Это означает, что инструментальные профили 13 могут работать при упоре в твердую конструкцию с обратным давлением, которая в показанном варианте осуществления образована упомянутым базовым элементом 6. Как отмечено выше, базовые элементы 6 образуют окружную наружную поверхность 8 инструментодержателя 4, причем через эту наружную поверхность 8 может быть пропущен ленточный материал 3.
Инструментальные профили 13 могут иметь такую конфигурацию, что для гибкого многослойного многократно фальцованного упаковочного материала они создают соединительные участки 10, которые, за исключением товарного участка 14, предназначенного для наполнения жидкостью, или камеры упаковки 2, также оконтуривают или разграничивают участок 15 ручки, предназначенный для наполнения газом.
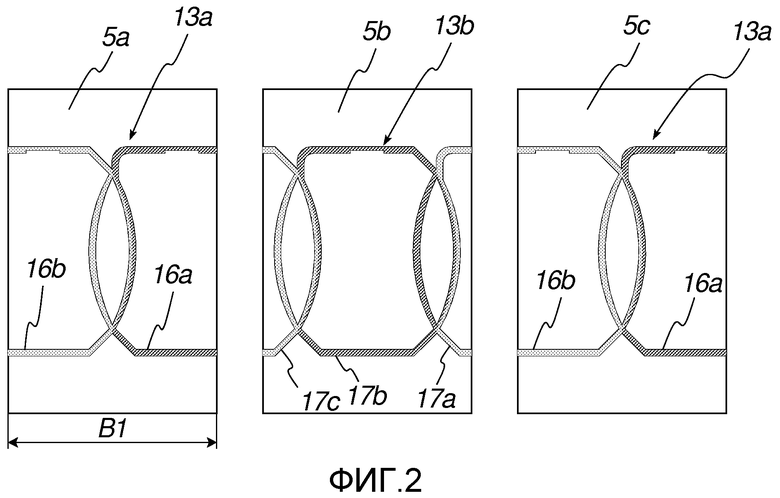
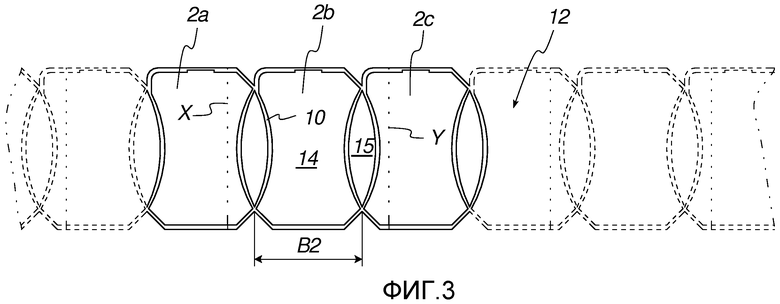
На фиг. 2, на которую теперь сделана ссылка, проиллюстрированы эти инструментальные профили инструментов, которые относятся к первому варианту осуществления предложенного устройства 1. На фиг. 3, на которую также сделана ссылка, проиллюстрированы три упаковки 2a, 2b, 2c ленты 12 из взаимосоединенных упаковок, произведенных в предложенном устройстве 1, оснащенном инструментами того типа, что показан на фиг. 2. Инструментальные профили предназначены для производства гибких складных упаковок, имеющих товарный участок 14, предназначенный для наполнения жидкостью, и участок 15 ручки, предназначенный для наполнения газом.
Имеются инструментальные профили первого типа 13a и второго типа 13b. Инструменты предложенного устройства 1 имеют чередующиеся инструментальные профили упомянутого первого типа 13a и второго типа 13b. На фиг. 2 это проиллюстрировано посредством первого 5a и второго 5c инструмента, имеющих инструментальный профиль упомянутого первого типа 13a, а также третьего инструмента 5b, расположенного между ними, имеющего инструментальный профиль упомянутого второго типа 13b.
Инструментальный профиль упомянутого первого типа 13a, при зацеплении с ленточным материалом 3, выполнен так, что он участвует в производстве двух последовательных упаковок. Более конкретно, инструментальный профиль 13a имеет первую секцию 16a (отмеченную темно-серым цветом) и вторую секцию 16b (отмеченную светло-серым цветом), при этом секции 16a и 16b являются взаимно прилегающими. Первая секция 16a приспособлена для создания передней части соединительного участка 10 упаковки, а вторая секция 16b приспособлена для создания задней части соединительного участка 10 упаковки.
Инструментальный профиль упомянутого второго типа 13b, при зацеплении с ленточным материалом 3, приспособлен для участия в производстве трех последовательных упаковок. Более конкретно, инструментальный профиль 13b имеет три прилегающие секции 17a, 17b, 17c. Первая секция 17a (отмеченная светло-серым цветом) приспособлена для создания передней части соединительного участка 10 упаковки. Вторая секция 17b, которая прилегает к первой секции 17a и которая отмечена темно-серым цветом, приспособлена для создания всего соединительного участка 10 упаковки. Наконец, третья секция 17c, которая прилегает ко второй секции 17b и которая отмечена светло-серым цветом, приспособлена для создания задней части соединительного участка 10 упаковки.
Смежные инструменты имеют прилегающие инструментальные профили упомянутого первого типа 13a и второго типа 13b, которые приспособлены для совместного производства упаковки.
Использование инструментов 5a, 5b, 5c для производства упаковок 2a, 2b, 2c ленты 12 из взаимно соединенных упаковок будет описано ниже.
Первая секция 16a инструментального профиля 13a инструмента 5a будет взаимодействовать с третьей секцией 17c инструментального профиля 13b инструмента 5b для создания соединительного участка 10, который оконтуривает или разграничивает упаковку 2a.
Вторая секция 17b инструментального профиля 13b инструмента 5b создает весь соединительный участок 10, который разграничивает упаковку 2b.
Первая секция 17a инструментального профиля 13b инструмента 5b взаимодействует со второй секцией 16b инструментального профиля 13a инструмента 5c для создания соединительного участка 10, который разграничивает упаковку 2c.
Стык, образованный в упаковке, когда два прилегающих инструмента взаимодействуют для совместного производства упаковки, проиллюстрирован на фиг. 3 с помощью пунктирных линий. Положение стыка, образованного при взаимодействии инструментов 5a и 5b для производства упаковки 2a, отмечено как X, а положение стыка, образованного при взаимодействии инструментов 5b и 5c для производства упаковки 2c, отмечено как Y.
Согласно данному первому варианту осуществления предложенного устройства, ширина B1 инструмента относится к ширине B2 упаковки следующим образом:
B1=1,5*B2.
Соответственно, инструменты этого первого варианта осуществления предложенного устройства обеспечивают производство ленты 12 из взаимосоединенных упаковок без промежуточного идущего в отходы материала. При взаимодействии двух инструментов при производстве упаковки создается стык. В зависимости от того, какая пара инструментов создает стык, стык заканчивается в положении X или Y. Путем подбора соответствующей конфигурации инструментальных профилей можно сделать так, чтобы стык, независимо от того, заканчивается ли он в положении X или Y, находился на расстоянии от участка ручки, предназначенного для наполнения газом, что обеспечивает газонепроницаемость.
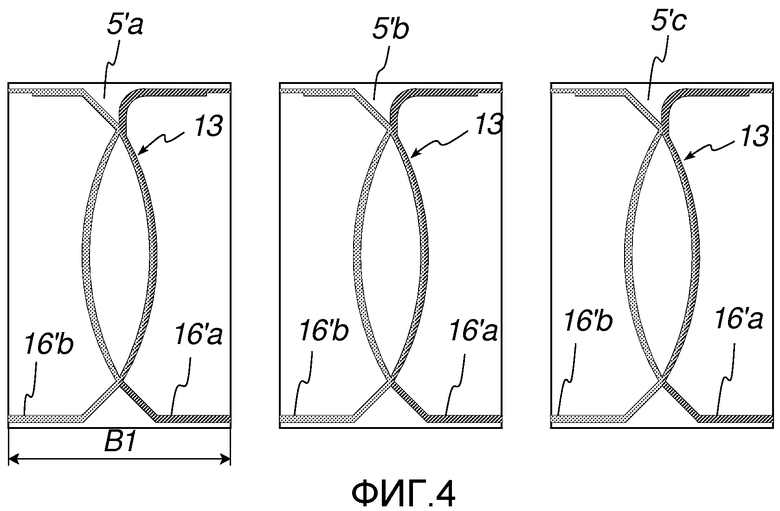
На фиг. 4, на которую теперь сделана ссылка, проиллюстрированы те инструментальные профили инструментов, которые относятся ко второму варианту осуществления предложенного устройства 1. На фиг. 5, на которую теперь также сделана ссылка, проиллюстрированы две упаковки 2'a, 2'b ленты 12 из взаимосоединенных упаковок, произведенных в предложенном устройстве 1, оснащенном инструментами того типа, что показан на фиг. 4. Инструментальные профили предназначены для производства гибких складных упаковок, имеющих товарный участок 14, предназначенный для наполнения жидкостью, и участок 15 ручки, предназначенный для наполнения газом.
В данном варианте осуществления инструменты имеют идентичные инструментальные профили 13. На фиг. 5 проиллюстрированы три последовательных инструмента 5'a, 5'b, 5'c, при этом каждый имеет соответствующий инструментальный профиль 13.
Каждый инструментальный профиль 13 выполнен так, что при зацеплении с ленточным материалом он участвует в производстве двух последовательных упаковок. Более конкретно, инструментальный профиль 13 имеет две прилегающие секции 16'a, 16'b. Первая секция 16'a (отмеченная темно-серым цветом) приспособлена для создания передней части соединительного участка 10 упаковки, а вторая секция 16'b (отмеченная светло-серым цветом) приспособлена для создания задней части соединительного участка 10 упаковки.
Смежные инструменты имеют прилегающие инструментальные профили 13, которые приспособлены для совместного производства одной упаковки.
Использование инструментов 5'a, 5'b, 5'c для производства упаковок 2'a, 2'b ленты 12 из взаимно соединенных упаковок будет описано ниже.
Первая секция 16'a инструментального профиля 13 инструмента 5'a будет взаимодействовать со второй секцией 16'b инструментального профиля 13 инструмента 5'b для создания соединительного участка 10, который оконтуривает или разграничивает упаковку 2'a.
Первая секция 16'a инструментального профиля 13 инструмента 5'b взаимодействует со второй секцией 16'b инструментального профиля 13 инструмента 5'c для создания соединительного участка 10, который разграничивает упаковку 2'b.
Стык, образованный в упаковке, когда два прилегающих инструмента взаимодействуют для совместного производства упаковки, проиллюстрирован на фиг. 5 с помощью пунктирных линий. Положение стыка, образованного при взаимодействии прилегающей пары инструментов для производства упаковки, отмечено как Z.
Согласно данному второму варианту осуществления упомянутого предложенного устройства ширина B1 инструмента относится к ширине B2 упаковки следующим образом:
B1=B2.
Соответственно, инструменты данного второго варианта осуществления предложенного устройства обеспечивают производство ленты 12 из взаимосоединенных упаковок без промежуточного идущего в отходы материала. При взаимодействии двух инструментов при производстве упаковки создается стык. Независимо от того, какая пара инструментов создает стык, стык заканчивается в положении Z.
В силу того, что предложенное устройство содержит инструменты, при этом прилегающие инструменты взаимодействуют для совместного производства упаковки, таким образом, становится возможным создать такую конфигурацию инструментов, что упаковки могут образовать ленту из взаимосоединенных упаковок без присутствия идущего в отходы материала между взаимно прилегающими упаковками. Это обеспечивается, в частности, и тогда, когда упаковки имеют изогнутый передний и задний края, например в представленных выше вариантах осуществления. Таким образом, заднему краю упаковки может быть придана та же форма, что и переднему краю прилегающей упаковки, что обеспечивает их подгонку. Это дает большую свободу действий при выборе формы упаковки, притом, что количество неиспользованного идущего в отходы материала в ленточном материале минимизировано.
Лента из взаимосоединенных упаковок может быть подана в виде рулона на наполнительную машину, в которой ленту разматывают и разделяют на отдельные упаковки с помощью имеющего соответствующую конфигурацию режущего элемента.
Стык, образованный в упаковке при ее совместном производстве двумя прилегающими инструментами, обычно не создает каких-либо проблем. То, что упаковка произведена из многократно фальцованного материала, означает, что стык обычно не может служить причиной какой-либо протечки в нижней части наполненной упаковки.
На фиг. 6a и 6b, на которые теперь сделана ссылка, проиллюстрирована часть инструмента 5 предложенного устройства 1. Инструмент 5 содержит базовый элемент 6 и зацепляющий элемент 7, имеющий инструментальный профиль 13. Более конкретно, на фиг. 6a показано, как ленточный материал 3 с правильной многократной фальцовкой подан на базовый элемент 6, а на фиг. 6b зацепляющий элемент 7 сложен так, что инструментальный профиль 13 вступает в зацепление с ленточным материалом 3 для создания, под воздействием тепла и давления, соединительного участка 10. Поскольку ленточный материал 3 имеет правильную многократную фальцовку, соединительный участок 10 также выполнен надлежащим образом.
На фиг. 7a и 7b проиллюстрирован тот же инструмент 5, что и на фиг. 6a, 6b, но на фиг. 7a, 7b на базовый элемент подан ленточный материал 3, имеющий неправильную многократную фальцовку. Под неправильной многократной фальцовкой подразумевается то, что фальцы 18 и 19, которые образуют упомянутую многократную фальцовку, имеют взаимное смещение, как можно видеть на фигуре. Из фиг. 7b видно, что при контакте инструментального профиля 13 зацепляющего элемента 7 с ленточным материалом 3 для создания упомянутого соединительного участка 10 в фальце 19 многократной фальцовки образован канал 20
Канал 20, который был произведен таким образом, в сочетании со стыком упаковки, притом, что данный стык был образован при взаимодействии двух прилегающих инструментов 5 при производстве упаковки, был идентифицирован согласно настоящему изобретению как представляющий потенциальный риск утечки.
На фиг. 8, на которую теперь сделана ссылка, упомянутый риск утечки проиллюстрирован более подробно для наполненной упаковки 2. В отделенной, представленной в частичном увеличенном разрезе части на фиг. 8, проиллюстрировано, как стык, который показан в положении Z, образованный двумя смежными инструментами, может явиться причиной образования прохода 21 в нижней части соединительного участка 10. Проход 21 соединен с каналом 20, образованным в результате неправильной многократной фальцовки, как было описано выше.
Соединенные проход 21 и канал 20 несут риск утечки, что проиллюстрировано с помощью стрелок, показывающих, как жидкость в наполненной упаковке 2 проникает в проход 21 и далее в канал 20, из которого жидкость может вытечь из упаковки 2.
Согласно одному варианту осуществления настоящего изобретения этот риск утечки может быть устранен посредством боковых поперечных уплотнений 22 в нижней части соединительного участка, как показано на фиг. 9. Поперечные уплотнения 22 расположены поперечно с каждой стороны стыка, независимо от положения X, Y или Z. Поперечные уплотнения 22 блокируют возможный канал 20 и, таким образом, устраняют риск утечки через данный канал 20. Предложенное устройство 1 может соответственно содержать нижний уплотнительный элемент (не показан), который выполнен с возможностью вступления в зацепление с ленточным материалом 3 для создания упомянутых боковых поперечных уплотнений 22. Нижний уплотнительный элемент может быть встроен в упомянутый инструмент 5 или размещен отдельно от него. Тем самым обеспечивается жидкостно-непроницаемость нижней части соединительных участков 10 упаковок 2.
Стык, образованный при взаимодействии двух смежных инструментов при производстве упаковки, может дополнительно привести к образованию прохода 23 в верхней части соединительного участка 10, при этом через проход 23 товарный участок 14 упаковки 23 соединен с окружающей средой.
Этому проходу 23 не нужно создавать какой-либо риск утечки из наполненной упаковки 2, поскольку проход 23 может быть перекрыт в связи с укупоркой наполнительного канала 24 упаковки 2 после выполнения наполнения, что будет описано ниже со ссылкой на фиг. 10a-10c.
На фиг. 10а-10с отмечены три возможных положения X, Y, Z стыка, образованного при взаимодействии двух инструментов 5 одного из вышеописанных вариантов осуществления предложенного устройства 1 для производства упаковок 2. Положение X, Y или Z стыка зависит от того, какой тип инструмента 5 был использован и какое сочетание инструментальных профилей 13 участвовало во взаимодействии для производства конкретной упаковки 2, как было описано ранее.
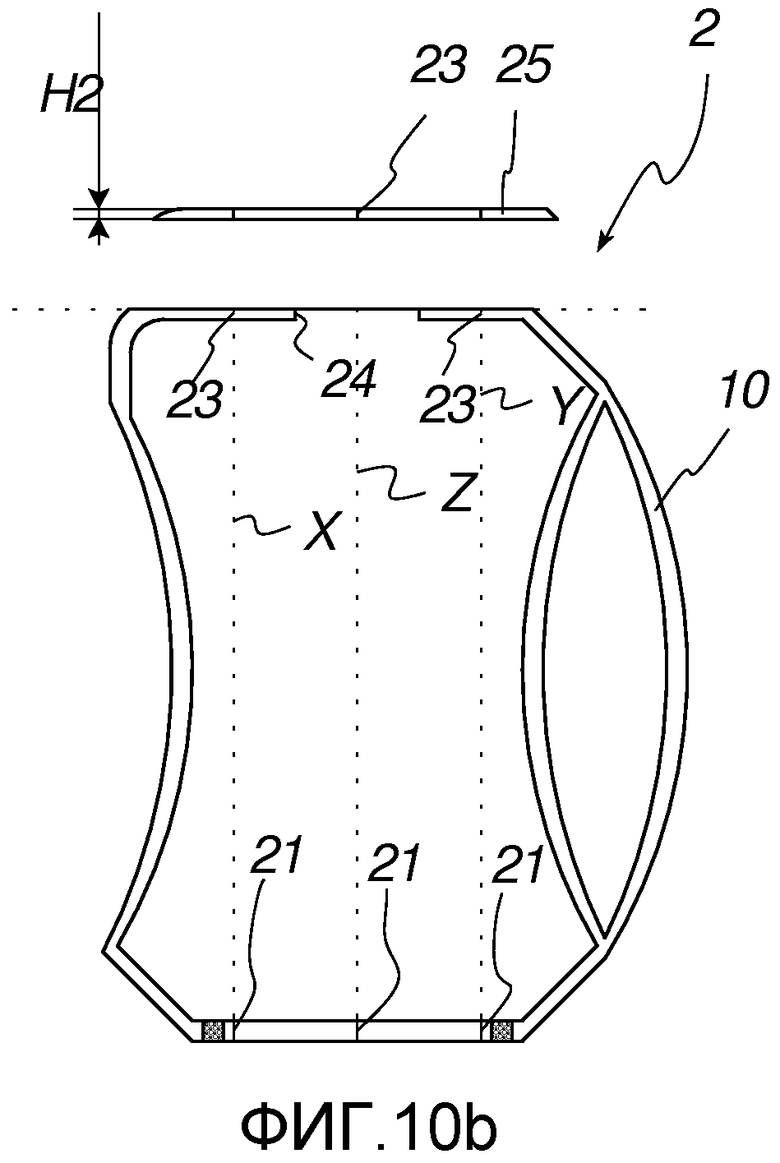
На фиг. 10a упаковка 2 показана в ненаполненном и закрытом состоянии, что означает, что наполнительный канал 24 упаковки 2 герметизирован или перекрыт. Для наполнения упаковки 2 концевое укупорочное средство 25 должно быть снято, что проиллюстрировано на фиг. 10b, после чего можно производить наполнение через упомянутый наполнительный канал 24. После окончания наполнения, наполнительный канал 24 герметизируют или снова перекрывают, как показано на фиг. 10c.
При нахождении стыка в положении Z проход 23, образованный в верхней части соединительного участка 10, будет устранен при съеме концевого укупорочного средства 25.
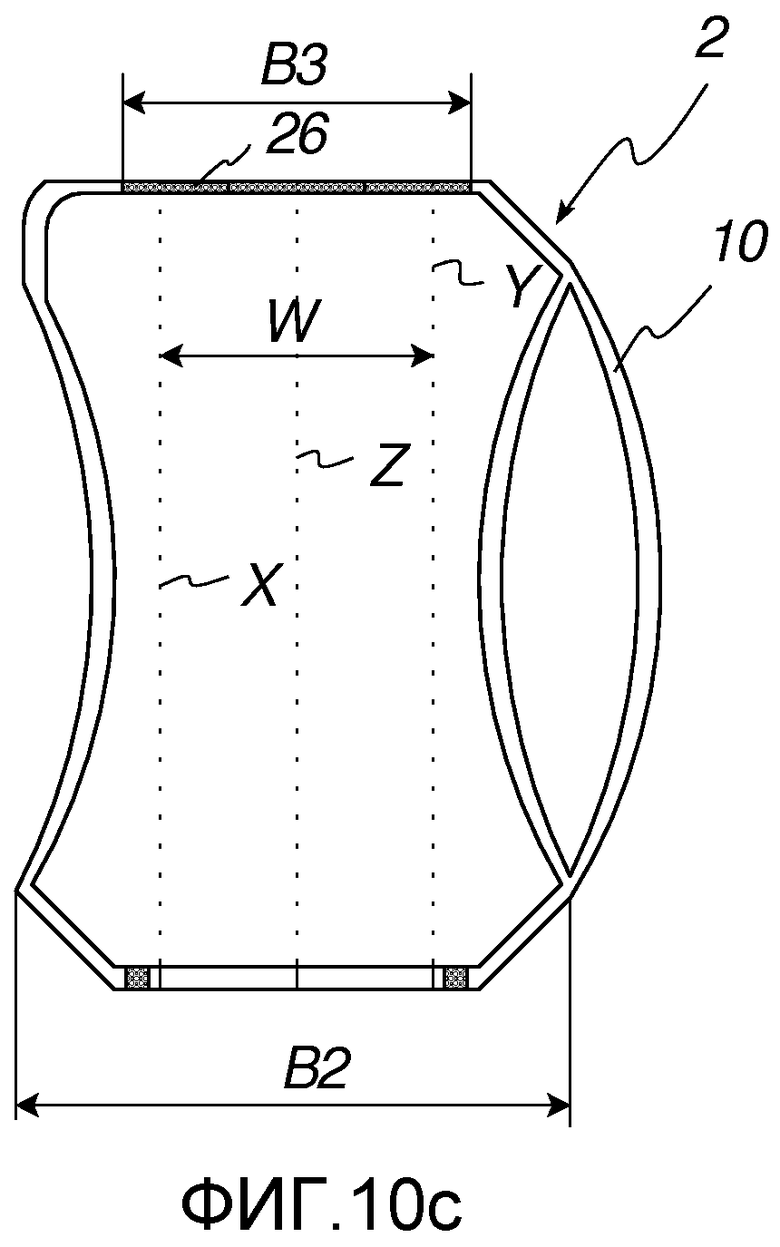
При нахождении стыка в положении X или Y часть прохода 23 останется в верхней части соединительного участка 10 даже после съема концевого укупорочного средства 25, как можно видеть из фиг. 10b. Для обеспечения жидкостно-непроницаемости наполненной упаковки 2 наполнительная машина, использованная для наполнения упаковки 2, может с этой целью быть оснащена укупорочным элементом для герметизации или перекрытия наполнительного канала 24, при этом укупорочный элемент выполнен с возможностью создания укупорочного средства 26, имеющего ширину B3, которая превышает расстояние W между положением X и Y. Укупорочное средство 26 блокирует проход 23 независимо от положения X или Y. На фиг. 10c показано укупорочное средство 26 наполнительного канала 24, которое было произведено посредством такого укупорочного элемента. Укупорочный элемент может быть приспособлен, например, для термического запаивания или ультразвукового запаивания. Тем самым обеспечивается жидкостно-непроницаемость верхней части соединительного участка 10 упаковки 2 после наполнения.
Укупорочное средство 26 может быть центрировано и его ширина B3 может соотноситься с шириной B2 упаковки следующим образом:
B3 > 0,5 * B2
В некоторых случаях ненаполненная упаковка 2 предназначена для асептических наполнительных систем, и здесь упаковка 2 может быть стерилизована в процессе производства и подана с соблюдением стерильности на установку, например на молочном заводе, для наполнения. По очевидным причинам здесь важно, чтобы товарный участок 14 упаковки 2 не подвергался воздействию окружающей среды, и ранее описанные боковые поперечные уплотнения 22 в нижней части соединительного участка 10 обеспечивают, чтобы товарный участок 14 не подвергался воздействию окружающей среды через канал 20 в упомянутой нижней части соединительного участка 10, если упаковка 20 была произведена из ленточного материала 3, имеющего неправильную многократную фальцовку.
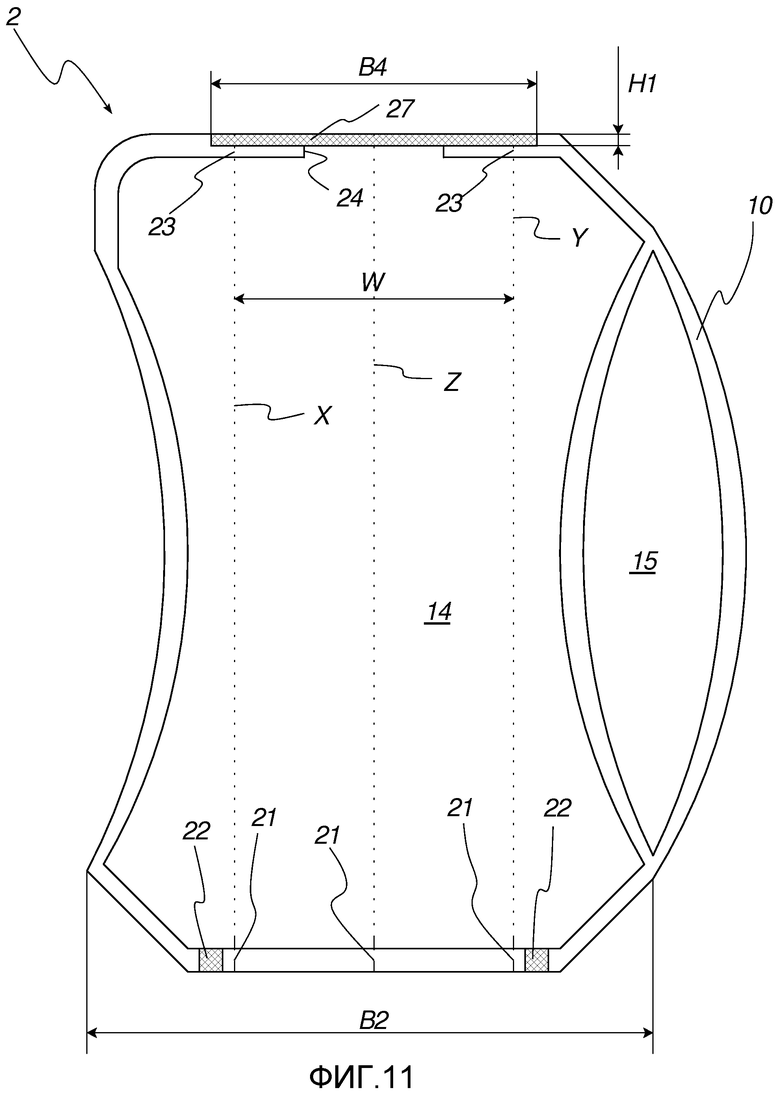
В верхней части упаковка 2 может быть оснащена дополнительным верхним укупорочным средством 27, как показано на фиг. 11. Это верхнее укупорочное средство 27 имеет высоту H1, соответствующую высоте H2 концевого укупорочного средства, при этом высота H2 представлена на фиг. 10b, а также имеет ширину B4, превышающую расстояние W между положением X и Y. Таким образом, проход 23 блокирован, независимо от положения X или Y, в верхней части соединительного участка 10, и в силу этого товарный участок 14 упаковки 2 не подвергается воздействию окружающей среды через упомянутый проход 23. Это обеспечивает создание упаковки 2, которая в ненаполненном состоянии может иметь закрытый газонепроницаемый товарный участок 14. Таким образом, товарный участок 14 может быть стерилизован при производстве упаковки 2 и затем подан с соблюдением стерильности на установку для наполнения упаковки 2.
Верхнее укупорочное средство 27 может быть центрировано и его ширина B4 может соотноситься с шириной B2 упаковки 2 следующим образом:
В 4>0,5* B2.
Как было описано выше, предложенное устройство 1 может быть приспособлено для производства упаковок 2, имеющих участки 15 ручки, предназначенных для наполнения газом. По очевидным причинам, важно, чтобы участки 15 ручки были газонепроницаемыми, и согласно одному варианту осуществления предложенного устройства 1 его инструменты выполнены так, что часть каждого соединительного участка 10, которая оконтуривает или разграничивает участок 15 ручки, выполнена одиночным инструментом, т.е. не во взаимодействии с прилегающим инструментом.
Понятно, что настоящее изобретение не ограничено представленными вариантами осуществления.
Например, инструменты и их инструментальные профили могут быть выполнены по-иному.
Понятно также, что инструменты могут быть размещены на предложенном устройстве по отдельности, что обеспечивает легкую замену инструментов. Посредством замены инструментов предложенное устройство может, таким образом, быть использовано для производства упаковок, отличающихся формой и/или объемом.
Таким образом, может быть внесено множество модификаций и изменений, притом, что настоящее изобретение определено исключительно сопровождающей формулой изобретения.
Изобретение относится к устройству для производства упаковок из многократно фальцованного ленточного материала. Устройство содержит вращающийся инструментодержатель, поддерживающий множество расположенных по периферии инструментов. Каждый инструмент содержит базовый элемент и зацепляющий элемент, который выполнен так, что он является поворотным относительно этого базового элемента. Через окружную наружную поверхность может быть пропущен ленточный материал. Инструментодержатель выполнен с возможностью, при вращении, приведения в движение инструментов по рабочей траектории, вдоль которой они могут быть приведены в зацепление с ленточным материалом путем складывания упомянутого зацепляющего элемента для соединения взаимно обращенных стенных участков ленточного материала вдоль соединительных участков, которые разграничивают упомянутые упаковки, а также по обратной траектории, вдоль которой инструменты могут быть выведены из зацепления с ленточным материалом. Каждый инструмент выполнен с возможностью приведения в движение вместе с ленточным материалом, когда он движется по упомянутой рабочей траектории. Каждый инструмент, при зацеплении с упомянутым ленточным материалом, приспособлен для участия в производстве по меньшей мере двух упаковок. Каждая пара смежных инструментов приспособлена для совместного производства одной упаковки. Предложенное устройство обеспечивает получение ленточных упаковок, которые взаимосоединены без промежуточного участка. 2 н. и 8 з.п. ф-лы, 11 ил.
Референт Кондратьев М.С.
1. Устройство для производства упаковок (2; 2a, 2b, 2c; 2'a, 2'b) из многократно фальцованного ленточного материала (3), содержащее вращающийся инструментодержатель (4), поддерживающий множество расположенных по периферии инструментов (5; 5a, 5b, 5c; 5'a, 5'b, 5'c), при этом каждый инструмент (5; 5a, 5b, 5c; 5'a, 5'b, 5'c) содержит базовый элемент (6) и зацепляющий элемент (7), который выполнен так, что он является поворотным относительно этого базового элемента, а базовые элементы (6) образуют окружную наружную поверхность (8) инструментодержателя (4), причем через окружную наружную поверхность (8) может быть пропущен упомянутый ленточный материал (3), при этом инструментодержатель (4) выполнен с возможностью, при вращении, приведения в движение инструментов (5; 5a, 5b, 5c; 5'a, 5'b, 5'c) по рабочей траектории (WP), вдоль которой инструменты (5; 5a, 5b, 5c; 5'a, 5'b, 5'c) могут быть приведены в зацепление с ленточным материалом (3) путем складывания упомянутого зацепляющего элемента (7) для соединения взаимно обращенных стенных участков ленточного материала (3) вдоль соединительных участков (10), которые оконтуривают упомянутые упаковки (2; 2a, 2b, 2c; 2'a, 2'b), а также по обратной траектории (RP), вдоль который инструменты (5; 5a, 5b, 5c; 5'a, 5'b, 5'c) могут быть выведены из зацепления с ленточным материалом (3) путем подъема упомянутого зацепляющего элемента (7), и в котором каждый инструмент (5; 5a, 5b, 5c; 5'a, 5'b, 5'c) выполнен с возможностью приведения в движение вместе с ленточным материалом (3), когда инструмент (5; 5a, 5b, 5c; 5'a, 5'b, 5'c) движется по упомянутой рабочей траектории (WP), отличающееся тем, что каждый инструмент (5; 5a, 5b, 5c; 5'a, 5'b, 5'c), при зацеплении с упомянутым ленточным материалом (3), выполнен с возможностью участия в производстве, по меньшей мере, двух упаковок (2; 2a, 2b, 2c; 2'a, 2'b), при этом каждая пара смежных инструментов (5; 5a, 5b, 5c; 5'a, 5'b, 5'c) приспособлена для совместного производства одной упаковки (2; 2a, 2b, 2c; 2'a, 2'b).
2. Устройство по п.1, в котором упомянутые инструменты (5; 5a, 5b, 5c; 5'a, 5'b, 5'c) приспособлены для создания соединительных участков (10), которые оконтуривают закрытые упаковки (2).
3. Устройство по п.1 или 2, в котором инструменты (5a, 5b, 5c) попеременно имеют инструментальные профили (13) первого (13a) и второго типа (13b), при этом первый тип (13a) инструментальных профилей (13), при зацеплении с ленточным материалом (3), приспособлен для участия в производстве двух прилегающих упаковок (2), и содержит первую секцию (16a) для создания передней части соединительного участка (10) для одной упаковки (2) и вторую секцию (16b) для создания задней части соединительного участка (10) для второй упаковки (2), причем второй тип (13b) инструментальных профилей (13), при зацеплении с ленточным материалом (3), приспособлен для участия в производстве трех прилегающих упаковок (2), и содержит первую секцию (17a) для создания передней части соединительного участка (10) для первой из упомянутых трех упаковок (2) и промежуточную вторую секцию (17b) для создания всего соединительного участка (10) для второй из упомянутых трех упаковок (2), а также третью секцию (17c) для создания задней части соединительного участка (10) для третьей из трех упаковок (2), притом первая секция (16a) инструмента (5a), имеющая инструментальный профиль (13) упомянутого первого типа (13a), взаимодействует с третьей секцией (17c) прилегающего инструмента (5b), имеющей инструментальный профиль (13) упомянутого второго типа (13b) для создания всего соединительного участка (10) для упаковки (2a), и при этом второй секция (16b) инструмента (5c), имеющая инструментальный профиль (13) упомянутого первого типа (13a), взаимодействует с первой секцией (17a) прилегающего инструмента (5b), имеющей инструментальный профиль (13) упомянутого второго типа (13b) для создания всего соединительного участка (10) для упаковки (2c).
4. Устройство по п.3, в котором каждый инструмент (5a, 5b, 5c) имеет ширину (B1), соотносящуюся с шириной (B2) упаковок (2), для производства которых приспособлен инструмент (5), следующим образом: B1=1,5* B2.
5. Устройство по п.1 или 2, в котором инструменты (5'a, 5'b, 5'c) имеют идентичные инструментальные профили (13), при этом каждый инструментальный профиль (13), при зацеплении с ленточным материалом, приспособлен для участия в производстве двух прилегающих упаковок (2), и содержит первую секцию (16'a) для создания передней части соединительного участка (10) для первой из упомянутых двух упаковок (2), и вторую секцию (16'b) для создания задней части соединительного участка (10) для второй из упомянутых двух упаковок (2), причем первая секция (16'a) инструментального профиля (13) инструмента (5'a) взаимодействует со второй секцией (16'b) инструментального профиля (13) прилегающего инструмента (5'b) для создания всего соединительного участка (10) для упаковки (2'a), и притом вторая секция (16'b) инструментального профиля (13) инструмента (5'c) взаимодействует с первой секцией (16'a) инструментального профиля прилегающего инструмента (5'b) для создания всего соединительного участка (10) для упаковки (2'b).
6. Устройство по п.5, в котором каждый инструмент (5'a, 5'b, 5'c) имеет ширину (B1), соотносящуюся с шириной (B2) упаковок (2), для производства которых приспособлен инструмент, следующим образом: B1=B2.
7. Устройство по п.1 или 2, дополнительно содержащее нижний уплотнительный элемент, выполненный с возможностью создания боковых поперечных уплотнений (22) в нижней части соединительного участка (10) каждой упаковки (2).
8. Устройство по п.1 или 2, дополнительно содержащее верхний укупорочный элемент, выполненный с возможностью создания дополнительного верхнего укупорочного средства (27) в верхней части соединительного участка (10) каждой упаковки (2).
9. Устройство по п.8, в котором верхний укупорочный элемент здесь может быть приспособлен для создания верхних укупорочных средств, имеющих ширину (B4), соотносящуюся с шириной (B2) упаковок (2), для производства которых приспособлено устройство, следующим образом: B4>0,5* B2.
10. Наполнительная машина для наполнения упаковок (2), произведенных в устройстве (1) по любому из пп.1-8, содержащая укупорочный элемент, который выполнен с возможностью, после наполнения, перекрытия наполнительного канала (24) каждой упаковки (2) путем создания верхнего центрированного укупорочного средства (26), имеющего ширину (B3), соотносящуюся с шириной (B2) упаковки следующим образом: B3>0,5* B2.
| Устройство для разделения и очистки грены тутового шелкопряда | 1974 |
|
SU526329A1 |
| Тягово-сцепное устройство | 1982 |
|
SU1105336A1 |
| US 3555779 A, 19.01.1971 | |||
| WO 2008118055 A1, 02.10.2008. | |||

