Изобретение относится к сборке прессовых соединений и может быть использовано при производстве и ремонте, в частности, высоконагруженных втулок подшипников скольжения работающих при значительных радиальных и осевых нагрузках.
Известен способ сборки деталей с натягом [Патент RU 2305028. Способ сборки деталей с натягом. Опубл. 27.08.2007], включающий установку втулки в охватывающую деталь с технологическим натягом и деформирование путем дорнования внутренней поверхности втулки для создания монтажного натяга в соединении втулки и охватывающей детали, при этом согласно изобретению производят электроконтактный нагрев внутренней поверхности втулки и последующее ее дорнование.
Недостатком данного способа является малая радиальная и осевая сдвигоустойчивость высоконагруженного соединения.
Технический результат заявленного изобретения: повышение радиальной и осевой сдвигоустойчивости соединения с натягом типа втулка-отверстие.
Указанный технический результат достигается тем, что на средней части поверхности отверстия охватывающей детали создают сегментные закаленные участки фасонным контактно-разогревающим инструментом параллельно геометрической оси вращения.
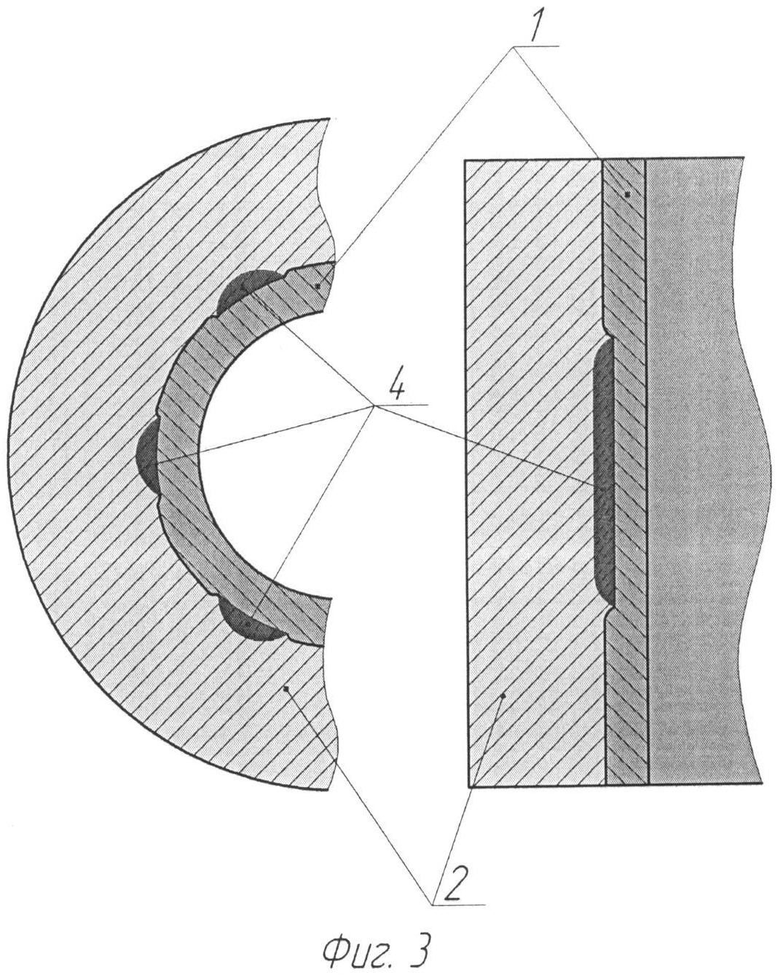
На фиг.1 представлено расположение закаленных участков поверхности отверстия охватывающей детали, на фиг.2 - разрез охватывающей детали по линии A-A, на фиг.3 - схема деформаций сопрягаемых поверхностей втулки и охватывающей детали в результате сборки.
Способ сборки деталей с натягом включает установку втулки 1 в охватывающую деталь 2 с технологическим натягом и деформирование втулки 1 путем электроконтактного нагрева и дорнования ее внутренней поверхности, для создания монтажного натяга в соединении втулки 1 и охватывающей детали 2, осуществляемого посредством дуплексного инструмента в виде контактно-разогревающего инструмента и расположенного за ним деформирующе-калибрующего инструмента, установленного с натягом, равным 0,8 мм. При этом предварительно производят сегментную электромеханическую закалку отверстия охватывающей детали фасонным контактно-разогревающим инструментом 3. В результате чего образуются параллельные геометрической оси вращения, закаленные участки 4 на поверхности отверстия охватывающей детали 2.
При сборке соединения с натягом проводят сегментную электромеханическую закалку средней части отверстия охватывающей детали 2 фасонным контактно-разогревающим инструментом 3, для создания параллельных геометрической оси вращения закаленных участков 4 поверхности отверстия охватывающей детали 2. Через место контакта контактно-нагревающего инструмента 3 с обрабатываемой поверхностью пропускают ток плотностью j=250…300 А/мм2. В результате этого контактирующие поверхности упрочняющего зуба с внутренней поверхностью отверстия разогреваются до температуры 900…1000°С, а при последующем осевом перемещении инструмента относительно оси отверстия происходит мгновенный отвод тепла, в результате получаются закаленные участки с твердостью в три раза выше начальной. Втулка 1 устанавливается в отверстие с технологическим натягом. Дуплексный инструмент подводится к отверстию охватываемой детали 2. Через место контакта дуплексного инструмента с втулкой 1 пропускается ток большой силы и низкого напряжения. В результате последующего осевого перемещения дуплексного инструмента относительно оси втулки 1 происходит разогрев кольцевой области контакта контактно-разогревающего инструмента с внутренней поверхностью втулки до температуры 900…1000°С и мгновенное охлаждение, связанное с перемещением высокотемпературного очага и отводом тепла внутрь обрабатываемой детали. В результате этого происходит закалка обрабатываемой поверхности. Одновременно в едином цикле за контактно-разогревающим инструментом перемещается деформирующе-калибрующий инструмент с натягом, равным 0,8 мм. В результате происходит сглаживание шероховатости обрабатываемой поверхности, исправление отклонений от геометрической формы в продольном и поперечном сечении и одновременно, за счет раздачи втулки 1, мы получаем посадку с монтажным натягом.
В результате на сопрягаемых поверхностях втулки и охватывающей детали образуются деформации, закаленные участки поверхности охватывающей детали внедряются в металл втулки в средней ее части, надежно фиксируя ее в отверстии охватывающей детали, повышая тем самым осевую и радиальную сдвигоустойчивость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ДЕТАЛЕЙ С НАТЯГОМ | 2012 |
|
RU2501636C1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВТУЛКИ | 2014 |
|
RU2572675C1 |
| СПОСОБ СБОРКИ ДЕТАЛЕЙ С НАТЯГОМ | 2005 |
|
RU2305028C2 |
| СПОСОБ ПРЕССОВОГО СОЕДИНЕНИЯ ТОНКОСТЕННОЙ ВТУЛКИ С КОРПУСОМ | 2019 |
|
RU2740586C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| СПОСОБ ДОРНОВАНИЯ | 2011 |
|
RU2475348C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479406C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |

Изобретение относится к сборке деталей с натягом. Создают сегментные закаленные участки на средней части поверхности отверстия охватывающей детали с помощью фасонного контактно-разогревающего инструмента. Осуществляют установку втулки в охватывающую деталь с технологическим натягом. Производят деформирование втулки путем электроконтактного нагрева и дорнования ее внутренней поверхности дуплексным инструментом в виде контактно-разогревающего инструмента и расположенного за ним деформирующе-калибрующего инструмента, установленного с натягом, равным 0,8 мм. В результате повышается осевая и радиальная сдвигоустойчивость полученного соединения деталей. 3 ил.
Способ сборки деталей с натягом, включающий установку втулки в охватывающую деталь с технологическим натягом и деформирование втулки путем электроконтактного нагрева и дорнования ее внутренней поверхности дуплексным инструментом в виде контактно-разогревающего инструмента и расположенного за ним деформирующе-калибрующего инструмента, установленного с натягом, равным 0,8 мм, отличающийся тем, что предварительно на средней части поверхности отверстия охватывающей детали фасонным контактно-разогревающим инструментом создают сегментные закаленные участки.
| СПОСОБ СБОРКИ ДЕТАЛЕЙ С НАТЯГОМ | 2005 |
|
RU2305028C2 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 2010 |
|
RU2428295C1 |
| СОЕДИНЕНИЕ С НАТЯГОМ | 2005 |
|
RU2278997C1 |
| Способ получения неподвижного соединения охватываемой и охватывающей деталей | 1988 |
|
SU1581555A1 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ КРЕПЛЕНИЯ ВТУЛКИ В ГЛУХОМ ОТВЕРСТИИ КОРПУСНОЙ ДЕТАЛИ | 1994 |
|
RU2094153C1 |
| МНОГОКАНАЛЬНЫЙ КОММУТАТОР НЕПРЕРЫВНЫХСИГНАЛОВ | 0 |
|
SU263713A1 |

