Изобретение относится к области машиностроения, в частности к технологии изготовления армированных резинотехнических изделий путем вулканизации в пресс-форме, и может быть применено для изготовления эластичных опорных шарниров (ЭОШ) сопловых блоков ракетных двигателей на твердом топливе (РДТТ).
Известны пресс-формы для изготовления резинотехнических изделий, включающие загрузочную камеру и установленный в ней пуансон (см., например, И.М.Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - стр.156-159, 165-167).
Кроме того, известны пресс-формы для изготовления армированных резинотехнических изделий, включающие загрузочную камеру и установленный в ней пуансон (например, патенты РФ №№2113998 и 2195398).
В таких пресс-формах при формовании возможен проход эластомера из загрузочной камеры наружу по зазору гарантированной величины между внутренней стенкой загрузочной камеры и наружной поверхностью пуансона, что увеличивает расход эластомера и может приводить к искажению параметров процесса формования, например к недопустимому снижению величины давления и т.п.
Известна также пресс-форма для изготовления армированных резинотехнических изделий, включающая загрузочную камеру, установленные в ней разрезное пружинное кольцо и пуансон (патент РФ №2351472), наиболее близкий аналог.
Разрезное пружинное кольцо предназначено для перекрытия зазора гарантированной величины между наружной поверхностью пуансона и внутренней стенкой загрузочной камеры, что должно исключать при формовании возможность выхода эластомера из загрузочной камеры по зазору наружу.
При этом надежная работа пресс-формы во многом определяется правильным взаимодействием разрезного пружинного кольца с внутренней стенкой загрузочной камеры и с торцом пуансона в процессе формования.
Кольцо должно плотно прилегать к внутренней стенке загрузочной камеры и к торцу пуансона и при этом легко и свободно перемещаться вместе с пуансоном в загрузочной камере к ее дну, без перекоса относительно внутренней стенки загрузочной камеры, по мере постепенного выдавливания эластомера при формовании из загрузочной камеры через каналы литниковой системы в формующий блок.
Однако, как показало практическое применение известной конструкции пресс-формы, в ней разрезное пружинное кольцо работает недостаточно эффективно, а именно:
наличие разрезного пружинного кольца не исключает полностью возможность выхода эластомера из загрузочной камеры наружу, так как имеется возможность попадания эластомера в разрез и прохода эластомера по разрезу из-за неполного смыкания кромок кольца в зоне разреза;
возможны перекос разрезного пружинного кольца при его установке относительно внутренней стенки и дна загрузочной камеры и непараллельность поверхности верхнего торца разрезного пружинного кольца относительно взаимодействующего с ним нижнего торца пуансона.
Выяснено, что указанные недостатки обусловлены тем, что место расположения разреза пружинного кольца, наклон сечения разреза и т.п. не регламентируются и не привязаны к геометрическим параметрам разрезного пружинного кольца, и не определены относительно других элементов пресс-формы.
Кроме того, в известной конструкции также затруднены операция установки кольца в загрузочную камеру при подготовке пресс-формы к работе и операция извлечения кольца из загрузочной камеры, которую необходимо осуществлять, как при подготовке пресс-формы к работе, так и при разборке пресс-формы после изготовления изделия.
Это приводит к повышению трудоемкости изготовления резинотехнических изделий в известной пресс-форме.
Таким образом, в известной конструкции пресс-формы разрезное пружинное кольцо в составе пресс-формы недостаточно эффективно выполняет свою функцию, что снижает надежность работы пресс-формы и может приводить к снижению качества изготовления армированных резинотехнических изделий.
Технической задачей данного изобретения является повышение надежности работы пресс-формы за счет обеспечения эффективной работы разрезного пружинного кольца в составе пресс-формы, что в конечном итоге приводит к улучшению качества изготовления армированных резинотехнических изделий.
Технический результат достигается тем, что в пресс-форме для изготовления армированных резинотехнических изделий, включающей загрузочную камеру, установленные в ней пуансон и разрезное пружинное кольцо с внутренней конической поверхностью, взаимодействующей с торцом пуансона, на внутренней конической поверхности разрезного пружинного кольца выполнены равномерно расположенные по окружности имеющие форму части цилиндра кольцевые проточки, глубина которых уменьшается до нуля к их концам, при этом сечение разреза пружинного кольца расположено между кольцевыми проточками в плоскости, пересекающей ось пружинного кольца между его торцами под углом к дну загрузочной камеры, равным углу конусности внутренней поверхности разрезного пружинного кольца.
Выполнение на внутренней конической поверхности разрезного пружинного кольца равномерно расположенных по окружности кольцевых проточек позволяет обеспечить эффективное взаимодействие торца пуансона с внутренней поверхностью кольца за счет исключения излишне сильного прилипания торца пуансона к поверхности кольца из-за наличия воздушных прослоек в зонах проточек, и обеспечить оптимальную работу кольца, с точки зрения получения требуемой упругости кольца.
Выполнение кольцевых проточек в форме части цилиндра, глубина которых уменьшается до нуля к их концам, является наилучшим, как с точки зрения обеспечения простого изготовления проточек, так и для возможности использования проточек в качестве посадочного места для специального инструмента при установке кольца в загрузочную камеру при подготовке пресс-формы к работе и при извлечении кольца из загрузочной камеры при разборке пресс-формы.
Расположение сечения разреза по периметру пружинного кольца между кольцевыми проточками позволяет исключить влияние проточек на требуемую упругость и жесткость кольца в зоне разреза.
Расположение сечения разреза в плоскости, пересекающей ось пружинного кольца между его торцами под углом к дну загрузочной камеры, равным углу конусности внутренней поверхности разрезного пружинного кольца является оптимальным с точки зрения обеспечения полного смыкания стенок кольца в месте разреза при установке кольца в загрузочную камеру и при движении кольца по ней вниз к дну камеры при формовании, при обеспечении параллельности торцов кольца.
В результате многочисленных экспериментов разработана пресс-форма с разрезным пружинным кольцом, геометрические параметры конструкции которого являются оптимальными для обеспечения эффективной работы пресс- формы.
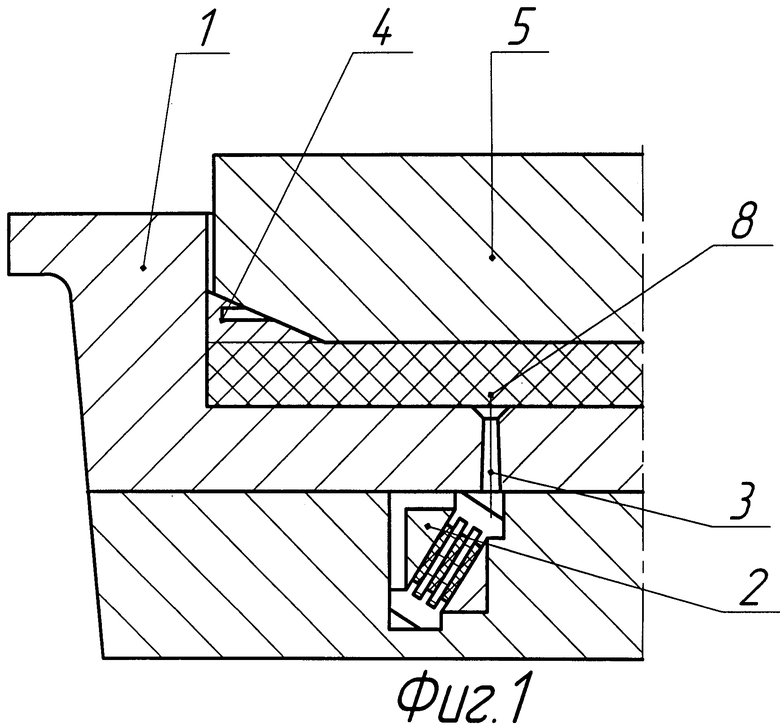
На фиг.1 приведена компоновочная схема пресс-формы.
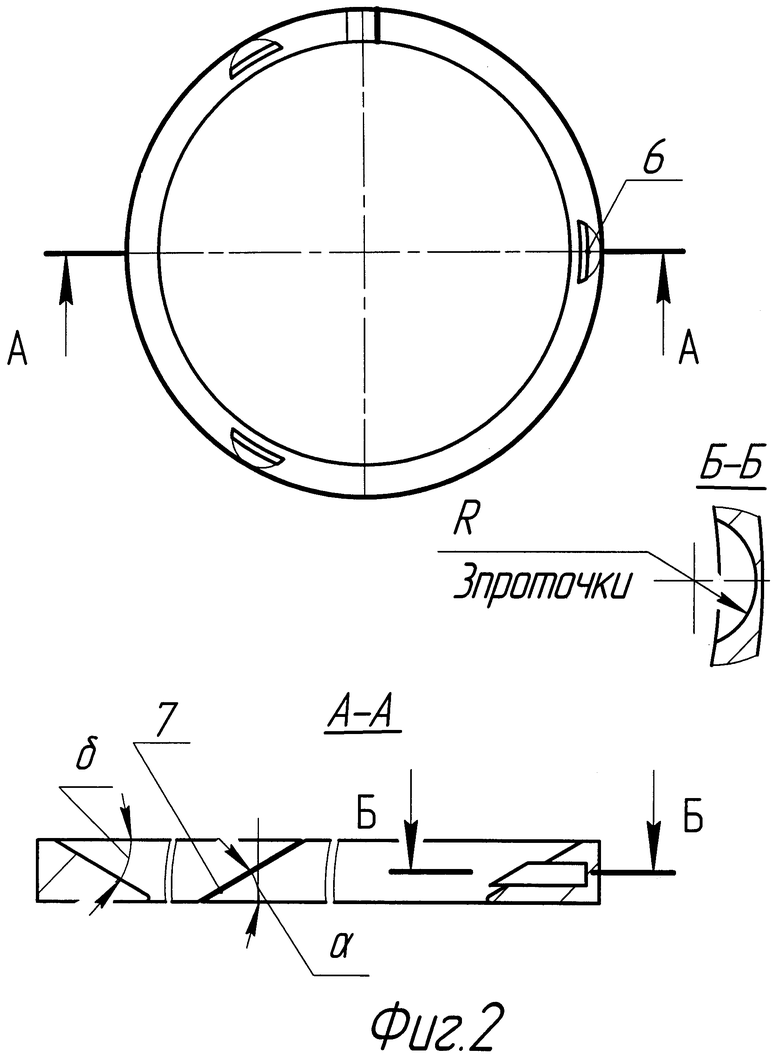
На фиг.2 приведена конструкция разрезного пружинного кольца.
Пресс-форма для изготовления армированных резинотехнических изделий включает загрузочную камеру 1, формующий блок 2 и литниковую систему 3.
На дне загрузочной камеры 1 установлено разрезное пружинное кольцо 4 с внутренней конической поверхностью, взаимодействующей при работе пресс-формы с торцом пуансона 5.
На внутренней конической поверхности разрезного пружинного кольца 4 выполнены равномерно расположенные по окружности, имеющие форму части цилиндра кольцевые проточки 6, глубина которых уменьшается до нуля к их концам.
Разрез 7 пружинного кольца 4 выполнен между кольцевыми проточками 6.
Сечение разреза 7 пружинного кольца 4 расположено в плоскости, пересекающей ось пружинного кольца 4 между его торцами под углом «α» к дну загрузочной камеры 1, равным углу «δ» конусности внутренней поверхности разрезного пружинного кольца 4.
Подготовка пресс-формы к работе предлагаемым способом осуществляется следующим образом.
Помещают эластомер 8 в загрузочную камеру 1, выравнивают поверхность эластомера 8, опуская пуансон 5 в загрузочную камеру 1.
После выравнивания поверхности эластомера 8, выводят пуансон 5 из загрузочной камеры 1.
Затем с помощью специального инструмента, заводимого в кольцевые проточки 6 на внутренней конической поверхности разрезного пружинного кольца 4, устанавливают его на выровненную поверхность эластомера 8.
После чего снова опускают пуансон 5 в загрузочную камеру 1, нагревают пресс-форму и производят запрессовку эластомера 8 через литниковую систему 3 в изделие, расположенное в формующем блоке 2.
При этом скошенный торец пуансона 5 взаимодействует с внутренней конической поверхностью разрезного пружинного кольца 4.
После изготовления изделия разбирают пресс-форму и извлекают разрезное пружинное кольцо 4 при помощи специального инструмента, заводимого в кольцевые проточки 6 на внутренней конической поверхности.
В предлагаемой пресс-форме изготовлен ряд высококачественных ЭОШ крупногабаритных сопловых блоков РДТТ при обеспечении требуемой технологичности.
Пресс-форма проста и надежна в эксплуатации.
Практическое применение изобретения позволило обеспечить качественное изготовление ЭОШ крупногабаритных сопловых блоков РДТТ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2438869C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457942C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457943C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469846C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАЗЦОВ ПРИ ИЗГОТОВЛЕНИИ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537592C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ | 2007 |
|
RU2351472C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2509648C1 |
Изобретение относится к области машиностроения, в частности к технологии изготовления армированных резинотехнических изделий путем вулканизации в пресс-форме, и может быть применено для изготовления эластичных опорных шарниров (ЭОШ) сопловых блоков ракетных двигателей на твердом топливе (РДТТ). Пресс-форма для изготовления армированных резинотехнических изделий включает загрузочную камеру, установленные в ней пуансон и разрезное пружинное кольцо с внутренней конической поверхностью, взаимодействующей с торцом пуансона. На внутренней конической поверхности разрезного пружинного кольца выполнены равномерно расположенные по окружности имеющие форму части цилиндра кольцевые проточки, глубина которых уменьшается до нуля к их концам. Сечение разреза пружинного кольца расположено между кольцевыми проточками в плоскости, пересекающей ось пружинного кольца между его торцами под углом к дну загрузочной камеры, равным углу конусности внутренней поверхности разрезного пружинного кольца. Пресс-форма проста и надежна в эксплуатации. Технический результат, достигаемый при использовании пресс-формы по изобретению, заключается в обеспечении качественного изготовления ЭОШ крупногабаритных сопловых блоков РДТТ. 2 ил.
Пресс-форма для изготовления армированных резинотехнических изделий, включающая загрузочную камеру, установленные в ней пуансон и разрезное пружинное кольцо с внутренней конической поверхностью, взаимодействующей с торцом пуансона, отличающаяся тем, что на внутренней конической поверхности разрезного пружинного кольца выполнены равномерно расположенные по окружности имеющие форму части цилиндра кольцевые проточки, глубина которых уменьшается до нуля к их концам, при этом сечение разреза пружинного кольца расположено между кольцевыми проточками в плоскости, пересекающей ось пружинного кольца между его торцами под углом к дну загрузочной камеры, равным углу конусности внутренней поверхности разрезного пружинного кольца.
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ | 2007 |
|
RU2351472C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| Способ изготовления армированных резинотехнических изделий | 1991 |
|
SU1781020A1 |
| Выносная опора грузоподъемной машины | 1975 |
|
SU633793A1 |
| Устройство для масштабирования изображения в электронном микроскопе | 1986 |
|
SU1310922A1 |
| Резцовая головка-протяжка для нарезания круговых зубьев конических колес | 1984 |
|
SU1235672A1 |
| JP 3281320 А, 12.12.1991. | |||

