Изобретение относится к области машиностроения, в частности к технологии изготовления резинотехнических изделий путем вулканизации в пресс-форме литьевым способом.
Известна пресс-форма для изготовления резинотехнических изделий с этажно расположенными элементами арматуры и слоями эластомера, содержащая верхнюю и нижнюю полуформы, литниковую систему, фиксаторы элементов арматуры. Отверстия для подачи эластомера выполнены в фиксаторе элементов арматуры в направлении, перпендикулярном образующей торцев элементов арматуры, и расположены по окружности арматуры (патент на изобретение № RU2113998). Недостатками данной пресс-формы является низкая производительность.
Известна пресс-форма, включающая загрузочную камеру, литниковую систему и формующий блок. Пресс-форма снабжена формой для образцов-свидетелей, выполненной в виде охватывающего формующий блок и размещенного с ним в одной обойме кольца, в котором равномерно по периметру выполнены вертикально ориентированные сквозные конические отверстия, в каждом из которых размещен состоящий из двух половин вкладыш с установленными в нем и жестко закрепленными цилиндрическими пробками, выполненными в виде грибков с направленными друг к другу плоскими шляпками, с образованием между ними зазора, полость которого сообщена горизонтально ориентированным каналом с полостью формующего блока (патент на изобретение № RU2457943). Недостатками данной пресс-формы является также низкая производительность.
Наиболее близким к предлагаемому изобретению аналогом (прототипом) является пресс-форма для изготовления резинотехнических изделий методом литьевого прессования, включающая загрузочную камеру, формующий блок и литниковую систему (см. И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э. Баумана, 1998 г. - стр. 165-167). Недостатками данной пресс-формы является низкая производительность и неудобство извлечения готовых деталей из пресс-формы.
Технической задачей данного изобретения является повышение производительности труда и использование серийно выпускаемых гидравлических прессов предназначенных для формования изделий из реактопластов с нижним выталкивателем, например, ДГ2426, …, ДГ2436 и обеспечение удобства использования пресс-формы.
Технический результат достигается тем, что пресс-форма для изготовления мелких резинотехнических изделий, содержащая корпус, загрузочный цилиндр, поршень, формообразующие полости, литники для подачи формуемого материала и каналы для удаления воздуха. Загрузочный цилиндр образован преимущественно отверстиями в дисках, в которых выполнены формообразующие полости, расположенные преимущественно в цилиндрическом корпусе пресс-формы, разделенном на неподвижную и съемную части, причем ширина съемной части, по существу, равна диаметру отверстия в корпусе пресс-формы. Наличие нескольких дисков увеличивает количество плоскостей разъема, что позволяет выполнить большее количество формообразующих полостей, и, следовательно, изготовить большее количество деталей за одну запрессовку. Разделение пресс-формы на неподвижную, жестко связанную с нижней нагревательной плитой, и съемную часть, сцентрированную на штифтах, запрессованных также в нижнюю нагревательную плиту, обеспечивает точность позиционирования и удобство извлечения деталей из пресс-формы.
Съемная часть корпуса выполнена клинообразной и жестко связанной с нижним диском, диаметр которого, по существу, равен наружному диаметру дисков с формообразующими полостями, а также с рукоятками, выполненными из материала с низкой теплопроводностью, причем диаметр отверстия в нижнем диске, по существу, равен диаметру поршня. Это обеспечивает надежное позиционирование и ограничивает с нижней стороны загрузочный цилиндр, обеспечивая в нем необходимое давление для продавливания резиновой смеси.
Неподвижная часть пресс-формы крепится к нижней неподвижной нагревательной плите пресса, в свою очередь закрепленной к неподвижному столу пресса, а верхняя нагревательная плита, закрепленная к ползуну пресса, в нижнем положении контактирует с верхним диском, в котором выполнены формообразующие полости, выступающим из цилиндрического корпуса пресс-формы. Это обеспечивает надежную теплопередачу от нижней нагревательной плиты на корпус пресс-формы и нижний диск, а верхней нагревательной плиты на верхний диски с формообразующими полостями.
Формообразующие полости, выполненные в дисках, связаны литниковыми каналами с загрузочным цилиндром пресс-формы, причем литниковые каналы выполнены переменного сечения, минимальный размер которых расположен у формообразующей полости. Это обеспечивает заполнение всех формообразующих полостей резиновой смесью и отрыв литников непосредственно у деталей при их извлечении из пресс-формы.
Преимущественно внутри каждой замкнутой формообразующей полости с расположенными внутри формообразующими полостями выполнены воздушные полости, не связанные литниковыми каналами с формообразующими полостями. Это позволяет обеспечить вытеснение воздуха из формообразующей полости, расположенной внутри другой формообразующей полости, которая может быть заполнена раньше внутренней.
Воздушные каналы глубиной до 0,01 мм связывающие наружные формообразующие полости с периферией диска, а полости, расположенные внутри замкнутой формообразующей полости связаны с воздушными полостями. Выполнение каналов шириной несколько миллиметров и глубиной менее 0,01 мм обеспечивает удаление воздуха из формообразующих полостей при их заполнение резиновой смесью и не допускает при этом образование облоя, поскольку в зазор менее 0,01 мм резиновая смесь не продавливается.
В нижнем диске, связанном со съемной частью корпуса пресс-формы выполнены отверстия под заостренные штифты, выступающие из нижней нагревательной плиты. Это обеспечивает удобство установки съемной части пресс-формы.
Выбранное усилие гидропресса должно быть больше, чем усилие нижнего выталкивателя гидропресса, умноженного на сумму площадей поршня и максимальной площади поперечного сечения всех формообразующих полостей одного диска и деленого на площадь поршня. Это обеспечивает не превышение усилия, создаваемого поршнем, связанным с нижним выталкивателем пресса, совместно с усилием, создаваемым давлением внутри формообразующих полостей, номинального усилия гидропресса, что обеспечивает не размыкание пресс-формы при запрессовке.
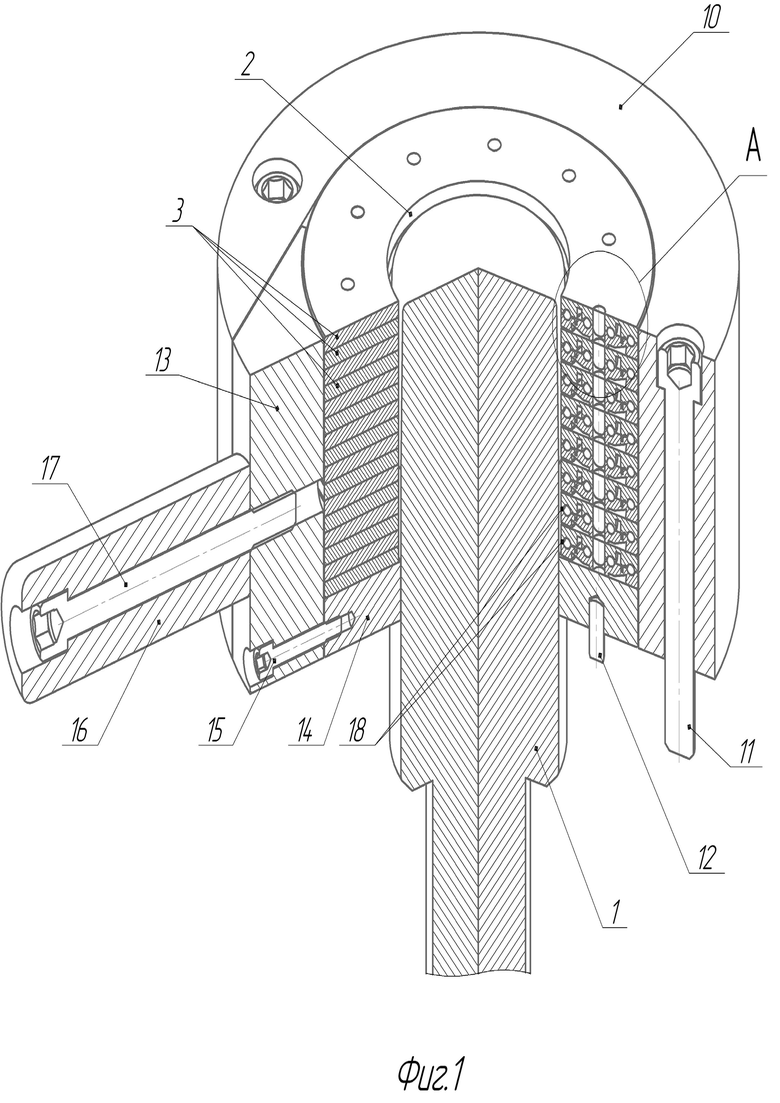
На фиг. 1 изображена многоместная пресс-форма для литья под давлением в изометрии в разрезе.
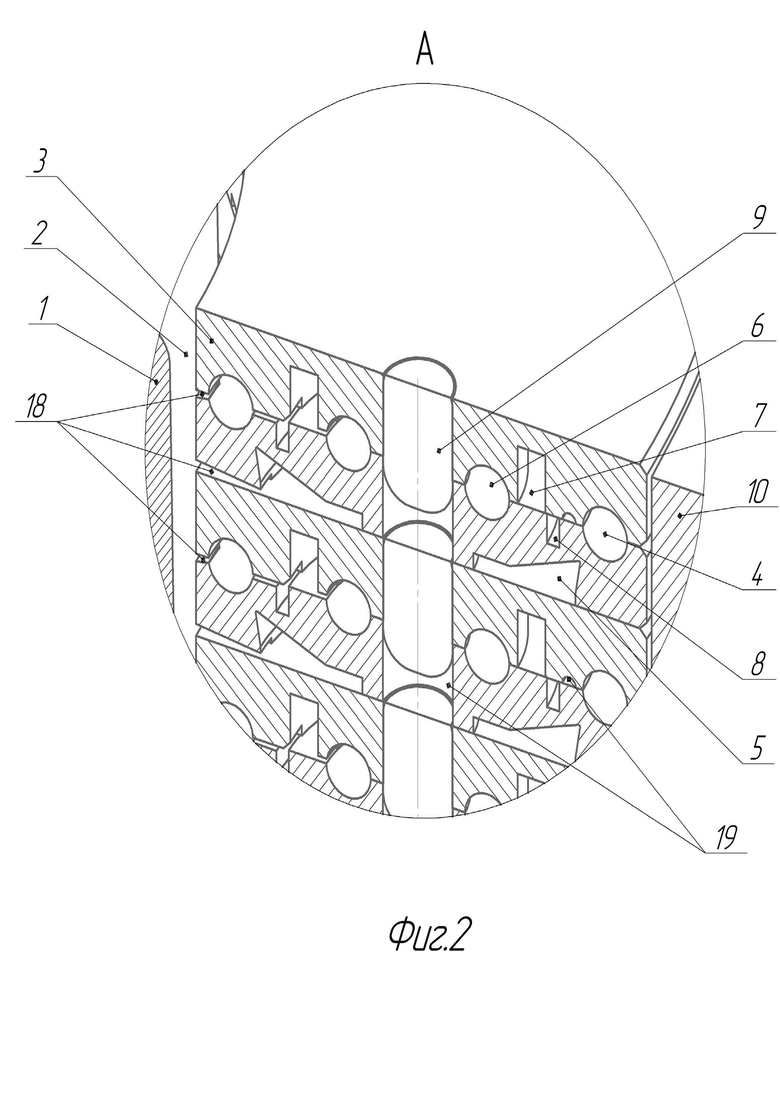
На фиг. 2 изображен выносной элемент А в увеличенном масштабе.
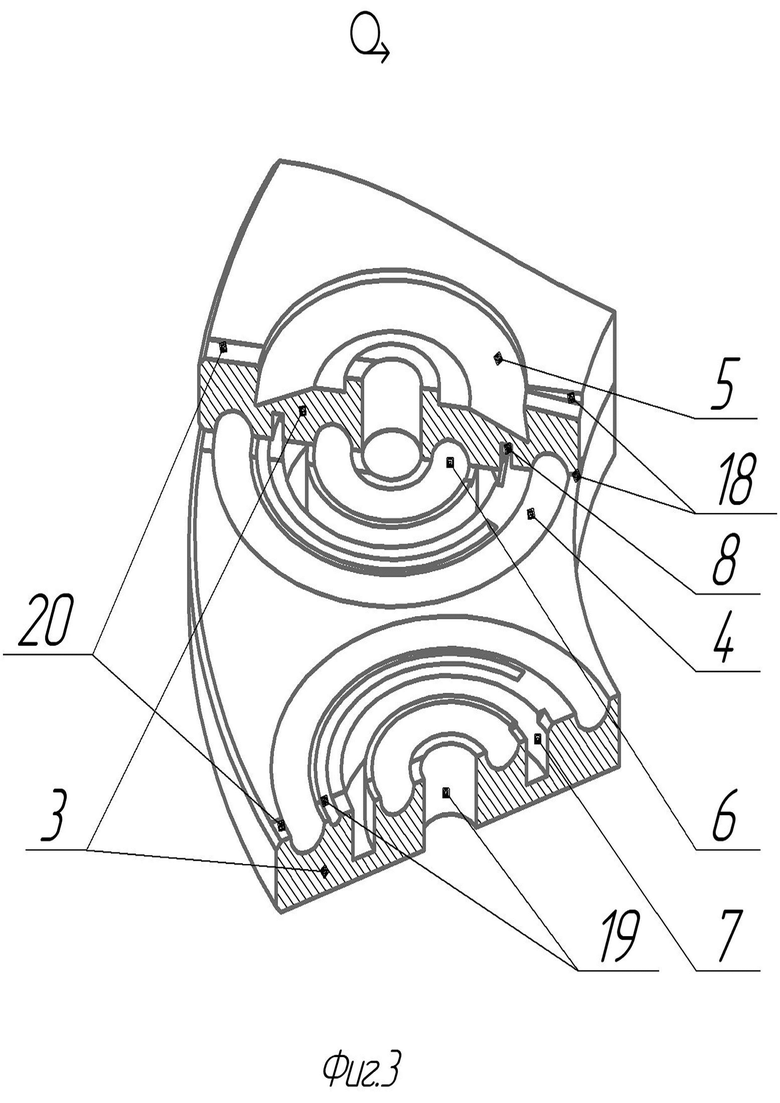
На фиг. 3 изображены части дисков с формообразующими полостями в разрезе в развернутом положении.
Многоместная пресс-форма для литья под давлением включает поршень 1 (фиг. 1 и 2), связанный с нижнем выталкивателем гидропресса (на фиг. не показан), загрузочный цилиндр 2, образованный дисками 3 (фиг. 1, 2 и 3) с наружными формообразующими полостями 4, 5 (фиг. 2 и 3) и внутренними формообразующими полостями 6, 7 и 8, связанные попарно штифтами 9 (фиг. 1 и 2), неподвижную часть корпуса 10, закрепленную винтами 11 (фиг. 1) к нижней нагревательной плите с диаметром отверстия (на фиг. не показана) большим, чем диаметр поршеня 1, в которую также запрессованы заостренные штифты 12, съемную часть корпуса 13, связанную с нижним диском 14, жестко связанную винтами 15 со съемной частью корпуса 13, две рукоятки 16, прикрепленные к съемной части корпуса 13 винтами 17. Диски 3, связанные с загрузочным цилиндром 2, содержат литниковые каналы 18 (фиг. 1, 2 и 3), воздушные полости 19 (фиг. 2 и 3), выполненные, например, в виде разомкнутого кольца, не связанного литниковыми каналами с формообразующими полостями 4, 5, 6, 7 и 8 и воздушные каналы 20 (фиг. 3) глубиной не более 0,01 мм для выхода вытесняемого из формообразующих полостей 4, 5, 6, 7 и 8 (фиг. 2 и 3) воздуха за периферию дисков 3 (фиг. 1, 2 и 3) и/или в воздушные полости 19 (фиг. 2 и 3). Нижний диск 14 (фиг. 1), нижний торец неподвижной части корпуса 10 и нижний торец съемной части корпуса 13 контактирует с нижней нагревательной плитой (на фиг. не показана), обеспечивая теплопередачу, а один из дисков 3, расположенный сверху и выступающий из неподвижной части корпуса 10 и съемной части корпуса 13, через нагревательную плиту в рабочем положении прижат номинальным (выбранным) усилием ползуна пресса, обеспечивая также тепловой контакт. Наружный диаметр нижнего диска 14, по существу, равен наружному диметру дисков 3, а внутренний, по существу, равен диаметру поршня 1, обеспечивая тем самым замыкание полости загрузочного цилиндра 2 (фиг. 1 и 2). Верхняя часть поршня 1 выполнена конической для уменьшения усилия продавливания резиновой смеси.
Пресс-форма работает следующим образом после разогрева пресс-формы в закрытом состоянии с помощью нагревательных плит (на фиг. не показаны) верхняя нагревательная плита поднимается вместе с ползуном гидропресса (на фиг. не показаны), а поршень 1 опускается, в этом положении в загрузочный цилиндр 2 помещается предварительно подогретая навеска резиновой смеси, после чего верхняя нагревательная плита опускается, прижимая диски 3 заданным усилием, после чего поднимается поршень 1, вытесняя резиновую смесь из загрузочного цилиндра 2 через литниковые каналы 18 (фиг. 1, 2 и 3) в формообразующие полости 4, 5, 6, 7 и 8 (фиг. 2 и 3), при этом воздух из них вытесняется через воздушные каналы 20 (фиг. 2). Если номинальное (выбранное) усилие гидропресса больше, чем усилие нижнего выталкивателя гидропресса умноженного на сумму площадей поршня 1 (фиг. 1 и 2) и максимальной площади поперечного сечения всех формообразующих полостей 4, 6, 7 и 8 (фиг. 2 и 3) одного диска 3 (фиг. 1, 2 и 3) и деленого на площадь поперечного сечения поршня 1 (фиг. 1 и 2), то размыкание пресс-формы не произойдет. Если, например, наружная формообразующая полость 4, имеющая большее сечение, замыкается раньше, чем заполняются внутренние формообразующие полости 6, 7 и 8 (фиг. 2 и 3), то при дальнейшем заполнении этих полостей воздух вытесняется по воздушным каналам 20 в воздушные полости 19, обеспечивая полную заливку формообразующих полостей 6, 7 и 8 резиновой смесью, исключая тем самым брак. В этом положении пресс-форма выдерживается в течении времени вулканизации, после чего с помощью ползуна гидропресса поднимается верхняя нагревательная плита (на фиг. не показана), снимая нагрузку с дисков 3 (фиг. 1, 2 и 3) и опускается поршень 1 (фиг. 1 и 2), который за счет образовавшегося вакуума, увлекает за собой остатки резины в загрузочном цилиндре 2, отрывая при этом часть литников от деталей сформованных в формообразующих полостях 5 и 6 (фиг. 2 и 3). При выходе поршня 1 (фиг. 1 и 2) из нижнего диска 14 (фиг. 1) происходит подсос воздуха и остатки резины отсоединяются от поршня 1 (фиг. 1 и 2), после чего съемную часть корпуса 13 (фиг. 1) вместе с нижнем диском 14 и дисками 3, нажимая вниз на рукоятки 16, снимают с заостренных штифтов 12, и выдвигают из неподвижной части корпуса 10 пресс-формы, перемещая до совмещения загрузочного цилиндра 2 со специальным отверстием в столе (на фиг. не показано), после чего остаток резины из загрузочного цилиндра выталкиваются через специальное отверстие в столе (на фиг. не показано), при этом остатки литников отрываются непосредственно от деталей, сформованных в наружных формообразующих полостях 5 и 6 (фиг. 2 и 3), поскольку минимальное сечение литниковых каналов 18 (фиг. 1, 2 и 3) выполнено непосредственно у этих полостей. После чего весь пакет дисков 3 сдвигается с нижнего диска 14 (фиг. 1) на стол, на нижний диск 14 устанавливается новый пакет дисков 3 (фиг. 1, 2 и 3) и съемная часть корпуса 13 (фиг. 1) вместе с нижним диском 14 и дисками 3 (фиг. 1, 2 и 3) за рукоятки 16 (фиг. 1) вдвигается в неподвижную часть корпуса 10, предварительно приподнимая переднюю часть нижнего диска 14 для постановки на заостренные штифты 12 и после загрузки новой навески предварительно подогретой резиновой смеси процесс повторяется. Пока идет вулканизация, загруженной вновь навески резиновой смеси, извлеченные диски 3 (фиг. 1,2 и 3) попарно размыкаются, используя специальные фаски, выполненные на наружных углах дисков. Из формообразующих полостей 4, 5, 6, 7 и 8 (фиг. 2 и 3) извлекаются изготовленные детали, при этом литники, соединяющие внутренние детали отрываются благодаря тому, что минимальное сечение литниковых каналов выполнено непосредственно у формообразующих полостей, в которых сформованные детали, не допускают остатки литников. Диски 3 (фиг. 1, 2 и 3) освобожденные от готовых деталей укладываются на нагревательную плиту для поддержания заданной температуры. Диаметр отверстия в нижней нагревательной плите (на фиг. не показана) выполнен больше, чем диаметр поршня 1 (фиг. 1), образуя накопительную камеру (на фиг. не показана), из которой резиновая смесь, прошедшая через зазор между поршнем 1 и нижним диском 14 во время вытеснения резиновой смеси, из загрузочного цилиндра 2 время от времени удаляется.
В заявке приведена реальная конструкция 400 местной пресс-формы для литья 80-ти комплектов деталей, по 5 штук в каждом комплекте, предназначенных для запорно-пускового устройства порошкового огнетушителя, при этом производительность труда повысилась, примерно, в 10 раз, к тому же появилась возможность использовать серийно изготавливаемый гидравлического пресс с номинальным усилием 100 тс, предназначенного для формования изделий из реактопластов, с нижним выталкивателем гидропресса усилием 20 тс, который и перемещает поршень 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2012 |
|
RU2609558C1 |
| ЭЛЕКТРОУПРАВЛЯЕМАЯ ФОРСУНКА | 2010 |
|
RU2526002C2 |
| Двигатель внутреннего сгорания | 1980 |
|
SU1278475A1 |
| Устройство для литьевого прессования резиновых технических изделий | 1989 |
|
SU1657393A1 |
| ЭЛЕКТРОУПРАВЛЯЕМАЯ ФОРСУНКА | 2012 |
|
RU2563052C1 |
| ГАЗОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2528238C1 |
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
Изобретение относится к области машиностроения, в частности к технологии изготовления резинотехнических изделий путем вулканизации в пресс-форме литьевым способом. Многоместная пресс-форма для литья под давлением содержит корпус 10, загрузочный цилиндр 2, поршень 1, формообразующие полости 4, 5, 6, 7 и 8, литниковые каналы 18 для подачи формуемого материала и воздушные каналы 20. Причем загрузочный цилиндр 2 образован преимущественно отверстиями в дисках 3, в которых выполнены формообразующие полости 4, 5, 6, 7 и 8, расположенные преимущественно в цилиндрическом корпусе пресс-формы, разделенном на неподвижную часть корпуса 10 и съемную часть корпуса 13. При этом ширина съемной части по существу равна диаметру отверстия в корпусе пресс-формы. Техническим результатом заявленного изобретения является повышение производительности труда, использование серийно выпускаемых гидравлических прессов, предназначенных для формования изделий из реактопластов с нижним выталкивателем, и обеспечение удобства использования пресс-формы. 7 з.п. ф-лы, 3 ил.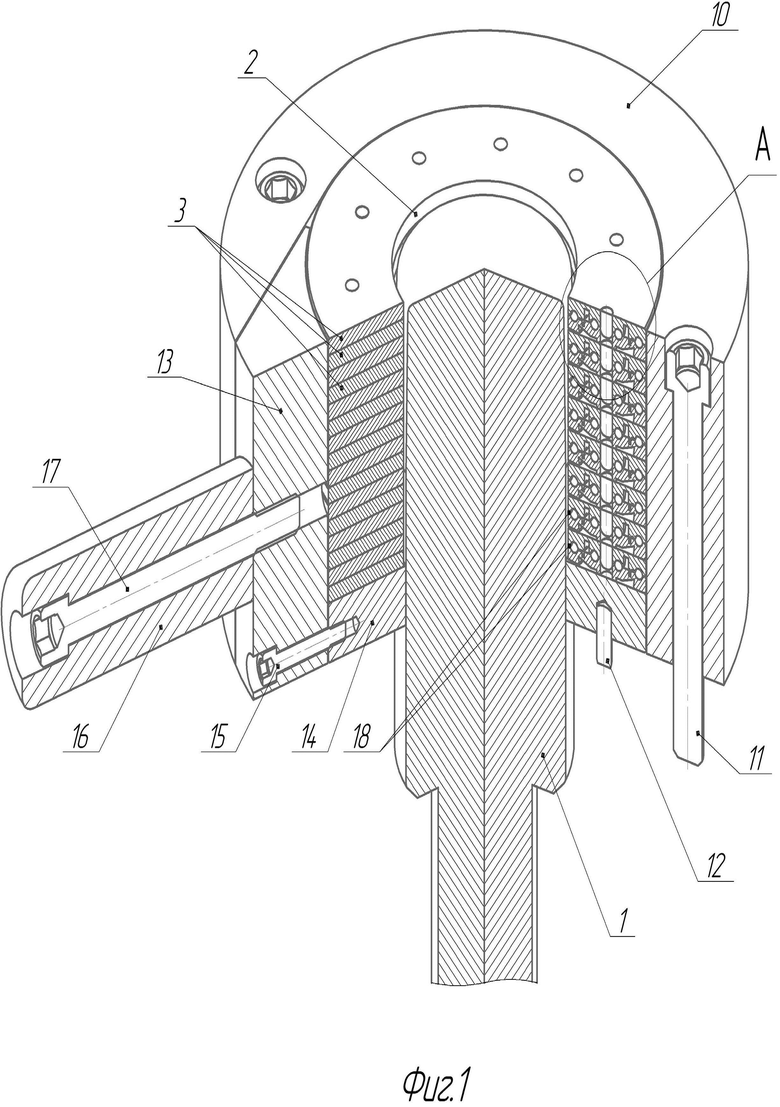
1. Многоместная пресс-форма для литья под давлением, содержащая корпус 10, загрузочный цилиндр 2, поршень 1, формообразующие полости 4, 5, 6, 7 и 8, литниковые каналы 18 для подачи формуемого материала и воздушные каналы 20, отличающаяся тем, что загрузочный цилиндр 2 образован преимущественно отверстиями в дисках 3, в которых выполнены формообразующие полости 4, 5, 6, 7 и 8, расположенные преимущественно в цилиндрическом корпусе пресс-формы, разделенном на неподвижную часть корпуса 10 и съемную часть корпуса 13, причем ширина съемной части по существу равна диаметру отверстия в корпусе пресс-формы.
2. Пресс-форма по п.1, отличающаяся тем, что съемная часть корпуса 13 выполнена клинообразной и жестко связанной с нижним диском 14, диаметр которого по существу равен наружному диаметру дисков 3 с формообразующими полостями 4, 5, 6, 7 и 8, а также с рукоятками 16, выполненными из материала с низкой теплопроводностью, причем диаметр отверстия в нижнем диске 14 по существу равен диаметру поршня 1.
3. Пресс-форма по п.1, отличающаяся тем, что неподвижная часть корпуса 10 пресс-формы крепится к нижней неподвижной нагревательной плите пресса, в свою очередь закрепленной к неподвижному столу пресса, а верхняя нагревательная плита, закрепленная к ползуну пресса, и в нижнем положении контактирует с верхним диском 3, в котором выполнены формообразующие полости 4, 5, 6, 7 и 8, выступающие из неподвижной части корпуса 10 и съемной части корпуса 13 пресс-формы.
4. Пресс-форма по п.1, отличающаяся тем, что формообразующие полости 4, 5, 6, 7 и 8, выполненные в дисках 3, связаны литниковыми каналами 18 с загрузочным цилиндром 2 пресс-формы, причем литниковые каналы 18 выполнены переменного сечения, минимальный размер которых расположен у формообразующих полостей 4 и 5.
5. Пресс-форма по п.1, отличающаяся тем, что преимущественно внутри каждой замкнутой формообразующей полости, например 4, с расположенными внутри формообразующими полостями 6, 7 и 8 выполнены воздушные полости 19, не связанные литниковыми каналами с формообразующими полостями 6, 7 и 8.
6. Пресс-форма по п.5, отличающаяся тем, что содержит воздушные каналы 20 глубиной до 0,01 мм, связывающие все формообразующие полости 4, 5, 6, 7 и 8 с периферией диска 3 и между собой, а формообразующие полости 6, 7 и 8, расположенные внутри замкнутой формообразующей полости 5, связаны с воздушными полостями 19.
7. Пресс-форма по п.2, отличающаяся тем, что в нижнем диске 14, связанном со съемной частью корпуса 13 пресс-формы, выполнены отверстия под заостренные штифты 12, выступающие из нижней нагревательной плиты.
8. Пресс-форма по п.1, отличающаяся тем, что выбранное усилие гидропресса должно быть больше, чем усилие нижнего выталкивателя гидропресса, умноженного на сумму площадей поршня 1 и максимальной площади поперечного сечения всех формообразующих полостей 4, 6, 7, 8 одного диска 3 и деленого на площадь поршня 1.
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1986 |
|
SU1386479A1 |
| И.М | |||
| Буланов, В.В | |||
| Воробей | |||
| "Технология ракетных и аэрокосмических конструкций из композиционных материалов | |||
| Литьевое прессование", Издательство МГТУ им | |||
| Н.Э | |||
| Баумана, М., 1998, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2367568C2 |
| Литьевая пресс-форма для изготовления изделий из эластомерного материала | 1980 |
|
SU937211A1 |
| CN 107775884 A, 09.03.2018 | |||
| JP S6194729 A, | |||

