Данное изобретение относится к области металлургического машиностроения и может быть использовано при создании и модернизации прокатных станов.
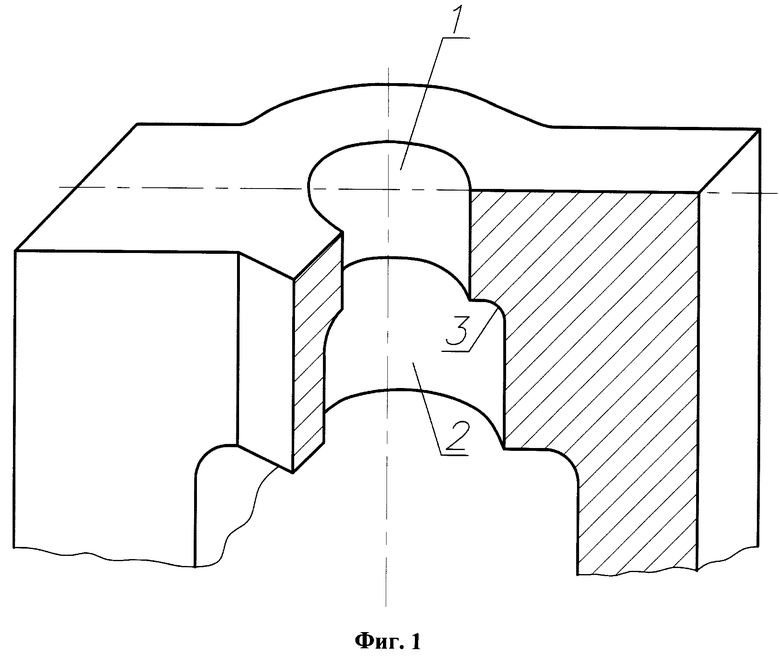
Известна рабочая клеть прокатного стана (аналог), включающая станину, образованную вертикальными стойками и соединяющими их верхней и нижней поперечинами (см. Целиков А.И. "Машины и агрегаты металлургических заводов", т.3, М., Металлургия, 1988 г, с.253-254). В верхней поперечине станины выполнены вертикальные отверстия 1 диаметром d для размещения нажимного винта и 2 диаметром D для размещения гайки нажимного винта (см. фиг.1).
Недостатком аналога является высокая концентрация напряжений на поверхности радиусной галтели 3 (см. фиг.1) отверстия 2, характеризующейся радиусом R, и, как следствие, образование и развитие в данном месте трещин, приводящих к разрушению станины.
В работе Б.А. Морозова (см. Морозов Б.А. Моделирование и прочность металлургических машин. Машгиз, 1963. с.284) отмечается, что именно прочность станины, которая является наиболее металлоемкой и трудоемкой по условиям изготовления, транспортировки и монтажа деталью клети прокатного стана, лимитирует производительность прокатного стана. Это связано с тем, что валки и другие детали клети периодически заменяются и для их изготовления могут использоваться более прочные материалы, а станина должна сохранять свою работоспособность в течение всего времени эксплуатации прокатного стана.
Технической задачей данного изобретения является снижение концентрации напряжений на поверхности радиусной галтели 3 до значения, обеспечивающего неограниченную долговечность станины.
Поверхность радиусной галтели 3, на которой возникают максимальные напряжения, недоступна для прямого наблюдения. В работе Б.А. Морозова показано, что при R/d меньше 0,1, максимальные напряжения превышают предел прочности материала, что дает запас прочности меньше единицы и делает закономерным возникновение и рост трещин в данном месте.
Для повышения прочности станин, действующих прокатных станов, Б.А. Морозов рекомендует:
1. Дополнительно расточить отверстие под гайку нажимного винта в вертикальном направлении на 0,2d для придания необходимой формы радиусной галтели.
2. Упрочнить (посредством обкатки роликами) наиболее напряженную часть поверхности радиусной галтели.
Выполнение рекомендации по п.1 требует увеличения контактных давлений между гайкой нажимного винта и верхней поперечиной станины, а качество выполнения рекомендации по п.2 трудно проконтролировать, поэтому оба предложения не были использованы.
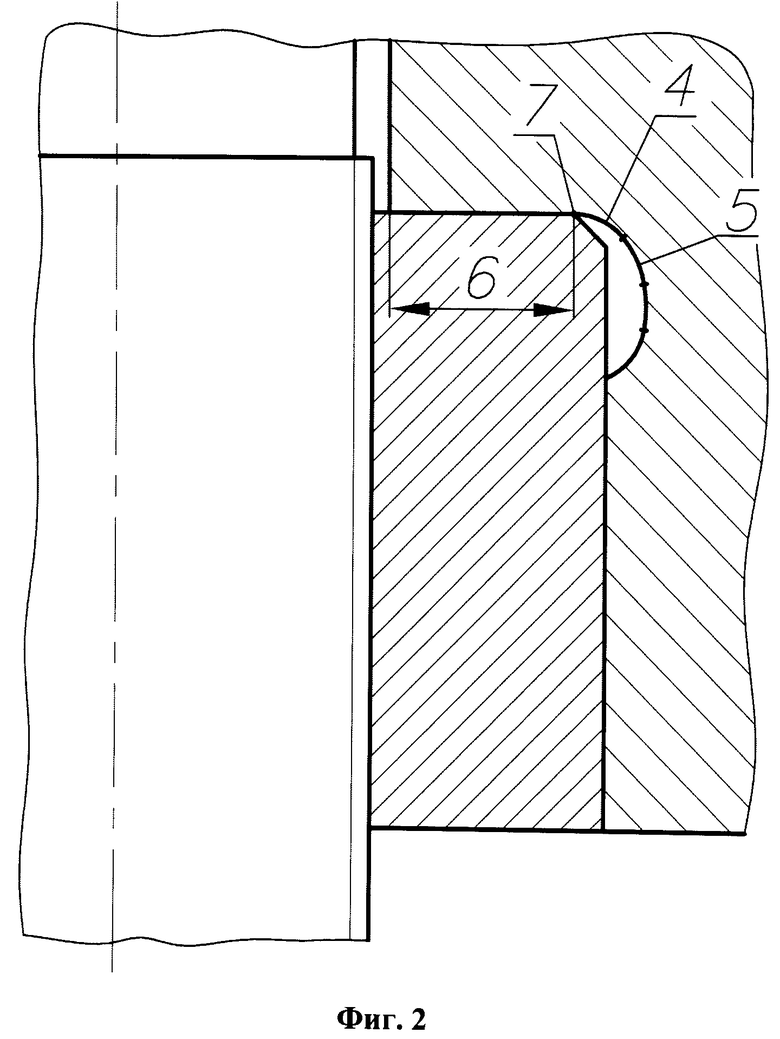
Сущность изобретения заключается в том, что галтель выполнена в виде выточки, заглубленной в радиальном направлении вертикального цилиндрического отверстия 2. Начальный участок 4 (см. фиг.2), которой имеет малую кривизну и сопряжен с дугой 5, имеющей радиус, равный 0,4…0,5 ширины кольцевой контактной поверхности 6 гайки нажимного винта с верхней поперечиной станины. Начальный участок выточки расположен в ближайшей к ней точке контакта гайки нажимного винта с верхней поперечиной станины (поз.7 на фиг.2). Расчет напряженного состояния станин методом конечных элементов показал, что использование галтели в виде выточки снижает уровень напряжений до значения, при котором обеспечивается неограниченная долговечность станины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1999 |
|
RU2182051C2 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| СТОПОРНОЕ УСТРОЙСТВО ДЛЯ НАЖИМНОГО ВИНТА ОБЖИМНОГО СТАНА С НИЖНИМ РАСПОЛОЖЕНИЕМ ОТНОСИТЕЛЬНО ГАЙКИ | 2000 |
|
RU2185906C2 |
| МЕХАНИЗМ УСТАНОВКИ ВАЛКОВ | 2003 |
|
RU2235612C1 |
| УСТРОЙСТВО ДЛЯ РАДИАЛЬНОЙ УСТАНОВКИ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2203153C2 |
| Нажимное устройство прокатнойКлЕТи | 1979 |
|
SU831246A1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| Прокатная клеть | 1974 |
|
SU524497A3 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU899175A1 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 2001 |
|
RU2198045C1 |
Изобретение предназначено для повышения долговечности станины прокатного стана. Станина клети прокатного стана в своей верхней поперечине содержит вертикальные отверстия, в которых размещаются винт с гайкой нажимного устройства. Снижение величины концентрации напряжений в переходе от торцевой опорной поверхности вертикального отверстия под гайку нажимного винта к вертикальной цилиндрической поверхности при сохранении среднего уровня контактных давлений между гайкой нажимного винта и верхней поперечиной станины обеспечивается за счет того, что переход осуществляется посредством выточки с регламентированными размерами с заглублением ее в вертикальную стенку отверстия, что не уменьшает площадь контакта гайки нажимного винта с верхней поперечиной станины. 2 ил.
Станина прокатного стана, содержащая верхнюю поперечину, в которой расположено вертикальное цилиндрическое отверстие под гайку нажимного винта с галтелью, сопрягающей торцевую опорную и вертикальную цилиндрическую поверхности отверстия, отличающаяся тем, что галтель выполнена в виде выточки, заглубленной в радиальном направлении вертикального цилиндрического отверстия, начальный участок которой, расположенный в ближайшей к ней точке контакта гайки нажимного винта с верхней поперечиной станины, имеет малую кривизну и сопряжен с дугой радиусом 0,4…0,5 ширины кольцевой контактной поверхности гайки нажимного винта с верхней поперечиной станины.
| ЦЕЛИКОВ А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов, т.3 | |||
| - М.: Металлургия, 1988, с.253-254 | |||
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 2001 |
|
RU2198045C1 |
| ОПОРА ПРОКАТНОГО ВАЛКА | 2000 |
|
RU2172654C1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU882672A1 |
| Гидромеханическая трансмиссия для транспортного средства | 1985 |
|
SU1281449A1 |

