Изобретение относится к технологии и оборудованию для изготовления слоистых изделий из разнородных листовых термопластичных материалов и преимущественно может быть использовано для полуавтоматической сборки в пакет методом одномоментного точечного термического сваривания тканых и волокнистых слоев фильтрующих и сорбционно-фильтрующих материалов в технологическом цикле изготовления средств индивидуальной защиты органов дыхания, прежде всего легких респираторов.
Известна установка для изготовления респираторов методом термоскрепления (RU 2106161 C1, 1998), которая обеспечивает изготовление многослойных полумасок легких респираторов из листовых термопластичных фильтрующих материалов путем термопрессования. Данная установка содержит корпус в виде станины, привод с электрооборудованием, формующее гнездо с опорным столом в виде установленной на станине на амортизаторе опорной плиты, установленный на станине узел подвижной колонны в виде главного штока, установленного с возможностью осевого перемещения и находящегося во взаимодействии с приводом, установленный на главном штоке консольный рычаг, установленную на консольном рычаге над формующим гнездом соосно и плоскопараллельно опорному столу формующую головку с прижимной плитой, размещенные в опорном столе и прижимной плите электронагреватели и расположенный на контактирующих поверхностях опорного стола и прижимной плиты по периметру сварочный контур.
Однако существенные механические и термические напряжения, которым подвергаются листовые термопластичные материалы в процессе термического прессования, приводят к неустойчивости формы готовых респираторов. Это вызывает снижение защитных свойств изготавливаемых респираторов, обусловленное в этом случае неплотным облеганием кромкой полумаски респиратора лица пользователя.
Улучшение защитных фильтрующих свойств респиратора за счет повышения устойчивости его формы позволяют обеспечить размещение в нем внутренней распорки и выполнение по кромке полумаски обтюратора с расположенным в нем резиновым шнуром с металлическим носовым зажимом, как это предусмотрено конструкциями большинства легких респираторов, например типа ШБ-1 «Лепесток» («Лепесток» (Легкие респираторы) / Петрянов И.В. и др. - М.: Наука, 1984, с.58-59) и типа «Алина» (RU 2170607 С1, 2001, RU 21525 U1, 2002, RU 44516 U1, 2005, UA 9143, 2005). Однако известная установка для изготовления респираторов методом термоскрепления не позволяет выполнять размещение в изготавливаемом респираторе внутренней распорки и формирование обтюратора со шнуром и носовым зажимом. Данные действия должны выполняться в процессе иных технологических операций и на другом оборудовании, что свидетельствует о низком уровне автоматизации технологического процесса сборки респираторов.
Применение в данной известной установке размещенных в опорном столе и прижимной плите двух электронагревателей и расположенного на контактирующих поверхностях опорного стола и прижимной плиты по периметру сварочного контура, обеспечивающего нагрев и прессование пакета слоистого материала с обеих его сторон, может вызвать за время прессования пригорание примыкающих к сварочному контуру наружных слоев пакета и их повреждение, что приводит к снижению защитных фильтрующих свойств изготавливаемого респиратора. Снижение температуры нагрева прессующего сварочного контура или времени прессования позволяет избежать пригорания наружных слоев пакета слоистого материала, но не дает возможности обеспечить требуемый прогрев прессуемого пакета, что приводит к снижению прочности получаемого соединения.
Кроме того, использование в данной известной установке при термопрессовании не точечных, а кольцевых электродов сварочного контура позволяет получить не точечное, а сплошное кольцевое соединение, расположенное по периметру собранной полумаски респиратора. Такое сплошное кольцевое соединение, выполненное по периметру полумаски вдоль полосы обтюрации, вследствие потери им в результате термопрессования гибкости и эластичных свойств не позволяет при использовании респиратора по целевому назначению обеспечить надежное прилегание обтюратора к лицу пользователя, что снижает защитные свойства респиратора. Все это приводит к недостаточно высокому качеству изготавливаемых респираторов.
Осуществление силового замыкания при прессовании заготовки респиратора между опорным столом и прижимной плитой посредством консольного рычага, установленного на главном штоке, в процессе эксплуатации установки приводит к нарушению соосности и плоскопараллельности установки прижимной плиты относительно опорного стола, что вызывает отклонение давления прессования и температуры прогрева заготовки респиратора вдоль сварочного контура от номинальных значений и поэтому приводит к снижению прочности получаемого соединения и качества сборки респиратора. Это требует периодического проведения на установке регулировочных работ и приводит к остановке технологического процесса сборки респираторов, что существенно усложняет эксплуатацию таких установок и снижает производительность процесса сборки респираторов.
Поэтому недостатками указанной известной установки для изготовления респираторов методом термоскрепления являются недостаточно высокое качество сборки респираторов, низкий уровень автоматизации и недостаточная производительность технологического процесса сборки, а также сложность эксплуатации установки.
Известен полуавтомат для сборки респираторов (RU 2203115 С1, 2003), который содержит станину, привод с электрооборудованием, установленный на станине узел главного штока, находящийся во взаимодействии с приводом, установленный на главном штоке консольный рычаг, установленную на консольном рычаге формующую головку с прижимной плитой, узлом дозирования порошкообразного полимера и штоком, закрепленным в прижимной плите и консольном рычаге, и установленное на станине формующее гнездо, содержащее опорный стол, электрический нагреватель, сварочный контур, фланец с кольцом, находящийся во взаимодействии с приводом и установленный с возможностью осевого перемещения, установленную на станине кольцевую оправу с клавишными рычагами с прижимными наконечниками, размещенными в радиальных пазах кольцевой оправы, и установленные на кольце фланца напротив клавишных рычагов подпружиненные упоры. При этом сварочный контур выполнен в виде совокупности точечных термоэлектродов и установлен на нагревателе, нагреватель установлен под опорным столом формующего гнезда, опорный стол формующего гнезда установлен на станине на пружинах и в опорном столе выполнены отверстия напротив точечных термоэлектродов сварочного контура.
Данный известный полуавтомат для сборки респираторов обеспечивает высокую производительность процесса сборки респираторов, обусловленную одновременностью выполнения как точечного термосваривания, так и размещения в изготавливаемом респираторе внутренней распорки и формирования обтюратора со шнуром и носовым зажимом. Использование в нем при термопрессовании точечных термоэлектродов, выполненных в виде усеченного конуса, позволяет получить точечные соединения листовых фильтрующих и сорбционно-фильтрующих слоев полумаски респиратора, выполненные по ее периметру с шагом 10-15 мм. Такое точечное соединение слоев, выполненное по периметру полумаски вдоль полосы обтюрации, обеспечивает сохранение у обтюратора респиратора после термопрессования гибкости и эластичных свойств и поэтому плотное прилегание полосы обтюрации к лицу пользователя при использовании респиратора по целевому назначению, что повышает защитные свойства респиратора. Кроме того, использование в полуавтомате для сборки респираторов точечных термоэлектродов, расположенных с одной стороны заготовки полумаски респиратора, и расположенных с другой ее стороны ненагреваемых металлических прижимных наконечников исключает пригорание наружных слоев заготовки полумаски респиратора со стороны прижимных наконечников и снижает вероятность пригорания их со стороны термоэлектродов, что повышает защитные фильтрующие свойства изготавливаемого респиратора.
Вместе с тем использование в конструкции полуавтомата главного штока и фланца со штоком, которые подпружинены по отношению к станине для обеспечения их опускания, приводит к тому, что из-за износа элементов, а также неточности изготовления, сборки и регулировки механизмов возможно зависание главного штока и штока с фланцем с последующим их срывом с ударом. С одной стороны, это нарушает синхронность работы основных механизмов полуавтомата и приводит к изготовлению бракованной продукции, а с другой стороны, может вызвать поломку его узлов. Кроме того, установка главного штока и штока с фланцем на пружинах при их подъеме увеличивает нагрузку на привод, что вызывает излишний расход электроэнергии и сокращает ресурс его работы.
Использование в этом полуавтомате для сборки респираторов термопрессования заготовки респиратора с помощью плоских металлических рабочих поверхностей термоэлектродов и прижимных наконечников клавишных рычагов, установленных с возможностью поворота относительно своих осей для осуществления прессования, во-первых, требует периодической регулировки полуавтомата для сборки респираторов с целью обеспечения параллельности плоскостей рабочих поверхностей термоэлектродов и прижимных наконечников во время термопрессования. Это приводит к снижению производительности процесса сборки респираторов из-за необходимости осуществления перерывов в работе полуавтомата для его регулировки, а также усложняет эксплуатацию полуавтомата для сборки респираторов и делает ее более дорогостоящей. Во-вторых, неизбежное нарушение в процессе эксплуатации полуавтомата параллельности плоскостей рабочих поверхностей термоэлектрода и прижимного наконечника во время термопрессования вызывает их перекос и поэтому приводит к уменьшению площади их соприкосновения, в результате чего уменьшается прочность получаемого соединения и снижается качество сборки респиратора. И, в-третьих, в случае попадания между рабочими поверхностями термоэлектрода и прижимного наконечника даже мельчайшей посторонней частички, например песчинки, нарушаются необходимые условия термопрессования заготовки, в результате чего также уменьшается прочность получаемого соединения и снижается качество сборки респиратора.
В целях обеспечения необходимой прочности получаемого соединения даже при нарушении параллельности плоскостей рабочих поверхностей термоэлектродов и прижимных наконечников во время термопрессования или при попадании между ними посторонних частичек авторы данного известного полуавтомата для сборки респираторов предусмотрели использование термопластичного порошкообразного полимера, засыпаемого на заготовку респиратора в местах выполнения термосоединений и заполняющего зазоры между рабочими поверхностями термоэлектродов и прижимных наконечников во время термопрессования.
Однако такой подход, во-первых, потребовал снабжения известного полуавтомата для сборки респираторов узлом дозирования порошкообразного полимера, что привело к существенному усложнению его конструкции. Во-вторых, использование при работе полуавтомата для сборки респираторов термопластичного порошкообразного полимера приводит к тому, что гранулы этого полимера неизбежно попадают в зазоры между трущимися поверхностями узлов полуавтомата для сборки респираторов, вызывая их преждевременный износ и даже поломку полуавтомата вследствие заклинивания его подвижных узлов. Кроме того, это требует более частого технического обслуживания полуавтомата, связанного с чисткой его узлов и удалением гранул термопластичного порошкообразного полимера. И, в-третьих, использование при работе полуавтомата для сборки респираторов термопластичного порошкообразного полимера приводит к тому, что некоторая часть нерасплавленных гранул этого полимера неизбежно остается внутри подмасочного пространства изготовленного респиратора. В результате этого снижается качество собранного респиратора, поскольку при его применении по назначению гранулы порошкообразного полимера попадают в органы дыхания и глаза пользователя, вызывая аллергическую реакцию и дискомфорт.
Поэтому недостатками этого известного полуавтомата для сборки респираторов являются недостаточно высокое качество изготавливаемых респираторов, а также сложность его конструкции и недостаточно высокие эксплуатационные свойства.
Наиболее близким по конструкции к настоящему изобретению следует считать известный полуавтомат для сборки респираторов (RU 47749 U1, 2005), который содержит станину, привод с электрооборудованием, установленный на станине и находящийся во взаимодействии с приводом посредством кулачка главный шток с консольным рычагом, установленную на консольном рычаге формующую головку с прижимной плитой, установленное на станине формующее гнездо, включающее электрический нагреватель со сварочным контуром в виде совокупности термоэлектродов, опорный стол с отверстиями напротив термоэлектродов, установленный над нагревателем и подпружиненный по отношению к станине, кольцевую оправу с клавишными рычагами с прижимными наконечниками и кольцо с упорами напротив клавишных рычагов, установленное на фланце со штоком, находящимся во взаимодействии с приводом с помощью кулачка и установленным с возможностью осевого перемещения. При этом кулачки главного штока и штока фланца выполнены с криволинейными пазами, а главный шток и шток фланца снабжены охватываемыми элементами, размещенными в криволинейных пазах кулачков соответственно главного штока и штока фланца с возможностью взаимодействия.
Охватываемые элементы главного штока и штока фланца выполнены в виде роликов или в виде пальцев, клавишные рычаги размещены в радиальных пазах, выполненных в кольцевой оправе, упоры на кольце напротив клавишных рычагов выполнены подпружиненными, термоэлектроды сварочного контура выполнены точечными, кольцо установлено на фланце с помощью направляющих стоек, а кольцевая оправа установлена на станине с помощью стоек. Кроме того, формующая головка снабжена установленной на штоке прижимной плиты с возможностью осевого перемещения конусной муфтой, размещенными в радиальных пазах прижимной плиты уголковыми ползунами, эластичным кольцом, охватывающим и прижимающим уголковые ползуны к конической поверхности конусной муфты, и установленным на консольном рычаге качающимся рычагом, находящимся во взаимодействии с конусной муфтой и подпружиненным по отношению к консольному рычагу пружиной растяжения, причем прижимная плита снабжена зацепами для размещения внутренней распорки респиратора, а на одной стороне каждого уголкового ползуна выполнен паз для размещения резинового шнура обтюратора респиратора.
Выполнение кулачков главного штока и штока фланца с криволинейными пазами и снабжение главного штока и штока фланца охватываемыми элементами, например в виде роликов или пальцев, размещенных в криволинейных пазах кулачков соответственно главного штока и штока фланца с возможностью взаимодействия, позволяет не использовать в конструкции полуавтомата для сборки респираторов подпружинивания главного штока и фланца со штоком по отношению к станине. В конструкции указанного ближайшего аналога опускание вниз главного штока и фланца со штоком обеспечивается в результате взаимодействия криволинейных пазов кулачка главного штока и кулачка штока фланца с охватываемыми элементами соответственно главного штока и штока фланца. Отсутствие подпружинивания по отношению к станине главного штока и фланца со штоком даже в случае износа элементов, неточности изготовления, сборки и регулировки механизмов предотвращает возможность возникновения зависания главного штока и фланца со штоком с последующим их срывом с ударом. С одной стороны, это приводит к синхронности работы основных механизмов полуавтомата и обеспечивает изготовление высококачественной продукции, а с другой стороны, препятствует поломке узлов полуавтомата. Кроме того, отсутствие подпружинивания по отношению к станине главного штока и фланца со штоком снижает нагрузку на привод при их движении вверх, что предотвращает излишний расход электроэнергии и увеличивает ресурс его работы.
Кроме того, такое улучшение конструкции полуавтомата для сборки респираторов, являющегося ближайшим аналогом, позволило без существенного ущерба для прочности получаемого соединения отказаться от использования термопластичного порошкообразного полимера, засыпаемого на заготовку респиратора в местах выполнения термосоединений, что привело, во-первых, к упрощению его конструкции. Во-вторых, такой отказ от использования порошкообразного полимера, в отличие от рассмотренного выше аналога, предотвращает преждевременный износ или поломку полуавтомата из-за попадания гранул полимера в зазоры между трущимися поверхностями узлов полуавтомата. Кроме того, это позволяет увеличить период между техническими обслуживаниями полуавтомата, связанными с чисткой его узлов и удалением гранул полимера. И, в-третьих, такой отказ от использования порошкообразного полимера приводит к повышению качества собранного респиратора, поскольку исключает возможность попадания гранул в подмасочное пространство респиратора, способных вызвать у пользователя аллергическую реакцию и дискомфорт.
Вместе с тем использование в полуавтомате для сборки респираторов являющемся ближайшим аналогом электрического нагревателя обусловливает следующие существенные недостатки этого известного технического решения.
Во-первых, это вызывает необходимость разогрева электрического нагревателя до температуры около 200°C перед началом работ и поддержания его в этом состоянии в течение всей рабочей смены, что приводит к излишнему расходу электроэнергии, к ухудшению условий труда оператора, работающего на постоянно нагретом оборудовании, и к достаточно интенсивному нагреву основных элементов полуавтомата, который вызывает изменения их взаимного положения, а также люфтов и зазоров между ними, приводя к снижению прочности получаемых соединений.
Во-вторых, использование при термопрессовании постоянно нагретого электрического нагревателя не позволяет обеспечить остывание полученных соединений до их отверждения при действии на них давления прессования. В результате этого при снятии давления прессования в полуавтомате для сборки респираторов, являющемся ближайшим аналогом, уже полученные, но еще не остывшие и поэтому не отвердевшие термосоединения собранного респиратора подвергаются механическим нагрузкам, в результате чего снижается их прочность и даже возможно разрушение полученных соединений.
И, в-третьих, в случае попадания между рабочими поверхностями термоэлектрода электрического нагревателя и прижимного наконечника даже мельчайшей посторонней частички, например песчинки, нарушаются необходимые условия термопрессования заготовки, в результате чего также уменьшается прочность получаемого соединения и снижается качество сборки респиратора.
Используемое в конструкции ближайшего аналога преобразование кругового вращения вала электродвигателя в прямолинейное перемещение главного штока и кольца с упорами, установленного на фланце со штоком, при помощи кулачковых приводов сопровождается значительными боковыми усилиями, что вызывает перекосы участвующих в процессе термопрессования рабочих органов, а именно прижимных наконечников при термопрессовании и прижимной плиты формующей головки при подаче заготовки в зону термопрессования. В результате этого снижается прочность получаемых соединений и качество сборки респиратора.
Кроме того, используемые кулачковые приводы не обеспечивают возможности оперативного изменения параметров движения участвующих в процессе термопрессования рабочих органов, которое необходимо при переходе к сборке заготовок, содержащих другое количество слоев фильтрующих или сорбционно-фильтрующих материалов или другие виды фильтрующих или сорбционно-фильтрующих материалов. В итоге усложняется процесс эксплуатации ближайшего аналога и снижается производительность труда из-за необходимости перерывов в работе для осуществления необходимых настроек и регулировок приводов.
Таким образом, недостатками полуавтомата для сборки респираторов, являющегося ближайшим аналогом, являются недостаточное качество изготавливаемых респираторов, связанное с недостаточной прочностью получаемых соединений, и недостаточно высокие эксплуатационные свойства полуавтомата, которые обусловлены сложностью и высокой стоимостью его эксплуатации, некомфортными условиями труда оператора, а также недостаточно высокой производительностью труда, вызванной перерывами в работе для выполнения необходимых настроек и регулировок при переходе к сборке респираторов других типов.
Задачами настоящего изобретения являются повышение качества изготавливаемых респираторов, а также улучшение эксплуатационных свойств устройства для сборки респираторов.
Поставленные задачи решены согласно настоящему изобретению тем, что устройство для сборки респираторов, содержащее в соответствии с ближайшим аналогом станину, привод, установленный на станине узел главного штока, находящегося во взаимодействии с приводом, установленный на главном штоке консольный рычаг, установленную на консольном рычаге формующую головку с прижимной плитой и штоком, закрепленным в прижимной плите и консольном рычаге, и установленное на станине формующее гнездо, включающее установленный на станине сварочный узел, снабженный установленными по окружности сварочными наконечниками, установленный на станине на пружинах над сварочным узлом опорный стол с отверстиями, выполненными напротив сварочных наконечников сварочного узла, установленную на станине кольцевую оправу с клавишными рычагами с прижимными наконечниками, радиально размещенными на кольцевой оправе, кольцо, находящееся во взаимодействии с приводом с возможностью осевого перемещения и снабженное установленными напротив клавишных рычагов подпружиненными упорами, отличается от ближайшего аналога тем, что сварочный узел выполнен в виде совокупности ультразвуковых преобразователей, привод главного штока выполнен в виде установленного на станине цилиндра с поршнем, соединенным с главным штоком, привод кольца выполнен в виде, по меньшей мере, трех цилиндров с поршнями, установленных на станине по окружности, концентричной окружности установки сварочных наконечников, а кольцо установлено на штоках поршней.
При этом в качестве цилиндра привода главного штока использован пневматический цилиндр или гидроцилиндр.
В качестве цилиндров привода кольца использованы пневматические цилиндры или гидроцилиндры.
Цилиндры привода кольца установлены на станине по окружности регулярно.
Кольцевая оправа установлена на станине с помощью стоек.
Кольцевая оправа содержит нижнее кольцо и верхнее кольцо, а каждый клавишный рычаг снабжен установленной на нижнем кольце стойкой и установлен на стойке с возможностью поворота.
Формующая головка снабжена установленной на штоке прижимной плиты с возможностью осевого перемещения конусной муфтой, размещенными в радиальных пазах прижимной плиты уголковыми ползунами, эластичным кольцом, охватывающим и прижимающим уголковые ползуны к конической поверхности конусной муфты, и установленным на консольном рычаге качающимся рычагом, находящимся во взаимодействии с конусной муфтой и снабженным шарнирно установленным на консольном рычаге цилиндром с поршнем со штоком, шарнирно соединенным с качающимся рычагом, причем прижимная плита снабжена зацепами для размещения внутренней распорки респиратора, а на одной стороне каждого уголкового ползуна выполнен паз для размещения резинового шнура обтюратора респиратора.
При этом в качестве цилиндра качающегося рычага использован пневматический цилиндр или гидроцилиндр.
Выполнение сварочного узла в виде совокупности ультразвуковых преобразователей, выполнение привода главного штока в виде установленного на станине цилиндра с поршнем, соединенным с главным штоком, выполнение привода кольца в виде, по меньшей мере, трех цилиндров с поршнями, установленных на станине по окружности, концентричной окружности установки сварочных наконечников, а также установка кольца на штоках поршней обеспечивают повышение качества изготавливаемых респираторов, а также улучшение эксплуатационных свойств устройства для сборки респираторов. Отмеченное подтверждается следующими соображениями.
Прежде всего использование в конструкции сварочного узла не электрического нагревателя, а совокупности ультразвуковых преобразователей, с одной стороны, обеспечило возможность работы сварочного узла в импульсном режиме, когда ультразвуковые преобразователи включаются кратковременно непосредственно при выполнении сварки заготовки респиратора. В результате этого существенно снижается расход электроэнергии и уменьшается нагрев основных элементов устройства для сборки респираторов, обеспечивая улучшение условий труда оператора и повышение прочности получаемых соединений вследствие уменьшения изменений взаимного положения основных элементов устройства для сборки респираторов, а также люфтов и зазоров между ними, вызванных нагревом.
С другой стороны, при такой конструкции сварочного узла попадание между рабочими поверхностями сварочного наконечника ультразвукового преобразователя и прижимного наконечника посторонней частички, например песчинки, практически не приводит к снижению прочности получаемого соединения и поэтому не снижается качество сборки респиратора.
Однако само по себе использование в сварочном контуре устройства для сборки респираторов вместо электрического нагревателя совокупности ультразвуковых преобразователей, которое позволяет обеспечить достижение указанных выше очевидных для специалиста в данной области техники технических результатов, как оказалось на практике, не представляется возможным без изменения конструкции привода. Несмотря на неоднократные попытки регулировки приводов, аналогичных приводам ближайшего аналога, авторам настоящего изобретения не удалось обеспечить необходимую синхронность движения клавишных рычагов с прижимными наконечниками для прессования заготовки, необходимую для получения высокого качества сборки респиратора.
Поэтому авторами настоящего изобретения было предложено привод кольца выполнить в виде, по меньшей мере, трех цилиндров с поршнями, установленных на станине по окружности, концентричной окружности установки сварочных наконечников, а кольцо установить на штоках поршней. Такая конструкция привода кольца при движении поршней цилиндров обеспечивает плоскопараллельное поступательное движение кольца вверх без перекосов, в результате чего под воздействием кольца обеспечивается синхронность движения клавишных рычагов при прессовании ими заготовки к рабочим поверхностям сварочных наконечников. Это приводит к повышению прочности получаемых соединений и повышению качества сборки респиратора.
Выполнение привода главного штока в виде установленного на станине цилиндра с поршнем, соединенным с главным штоком, в отличие от кулачкового привода, используемого в ближайшем аналоге, позволяет избежать значительных боковых усилий и, как следствие, перекосов прижимной плиты формующей головки при подаче заготовки в зону термопрессования. В результате этого повышается прочность получаемых соединений и качество сборки респиратора.
Кроме того, использование в устройстве для сборки респираторов пневматических или гидравлических приводов обеспечивает снижение электропотребления, а также возможность оперативного изменения параметров движения участвующих в процессе термопрессования рабочих органов, которое необходимо при переходе к сборке заготовок, содержащих другое количество слоев фильтрующих или сорбционно-фильтрующих материалов или другие виды фильтрующих или сорбционно-фильтрующих материалов. В итоге упрощается процесс эксплуатации устройства для сборки респираторов и повышается производительность труда из-за сокращения длительности перерывов в работе для осуществления необходимых настроек.
Отмеченное свидетельствует о решении декларированных выше задач настоящего изобретения благодаря наличию у предлагаемого устройства для сборки респираторов перечисленных выше отличительных признаков.
На фиг.1 показана конструкция предлагаемого устройства для сборки респираторов, где 1 - станина, 2 - узел главного штока, 3 - цилиндр привода главного штока, 4 - консольный рычаг, 5 - формующая головка, 6 - шток формующей головки, 7 - прижимная плита, 8 - формующее гнездо, 9 - опорный стол, 10 - кольцо, 11 - цилиндр привода кольца, 12 - кольцевая оправа, 13 - ультразвуковой преобразователь, 14 - направляющая стойка опорного стола, 15 - стойка кольцевой оправы и 16 - качающийся рычаг.
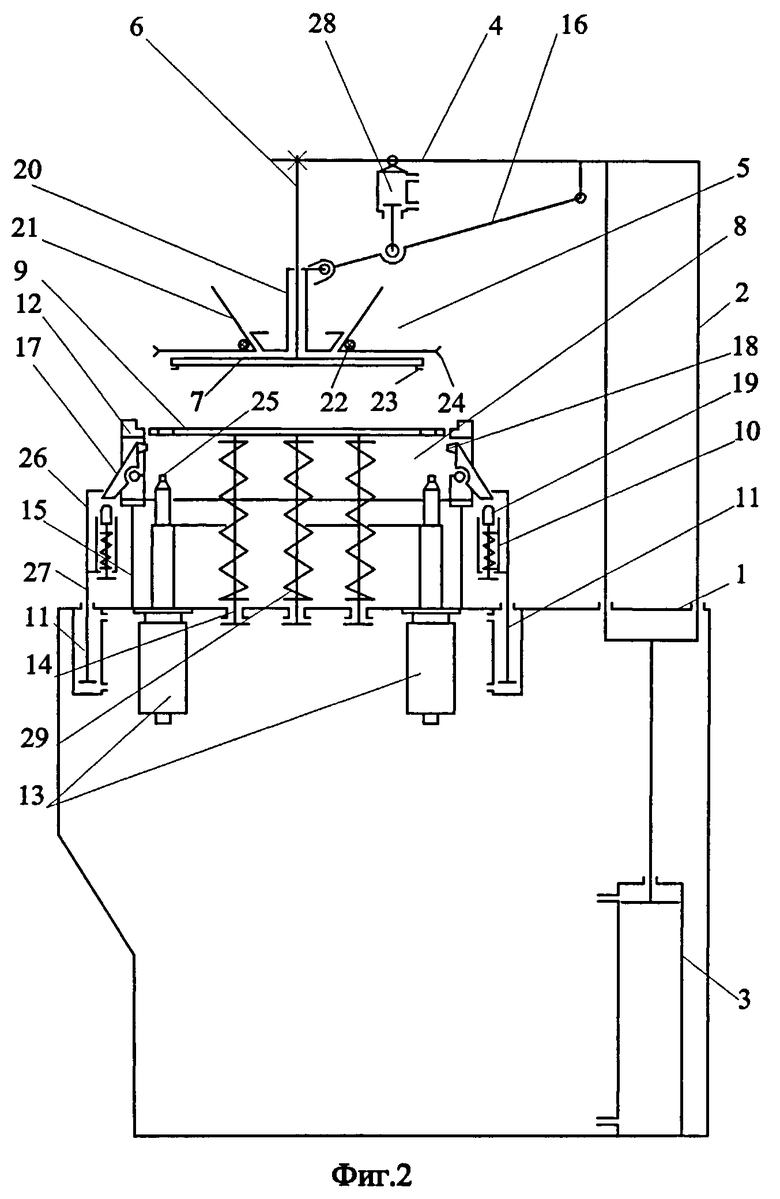
На фиг.2 приведена кинематическая схема предлагаемого устройства для сборки респираторов, где 17 - клавишный рычаг, 18 - прижимной наконечник, 19 - подпружиненный упор, 20 - конусная муфта, 21 - уголковый ползун, 22 - эластичное кольцо, 23 - зацеп прижимной плиты, 24 - паз уголкового ползуна, 25 - сварочный наконечник, 26 - отбойное кольцо, 27 - шток поршня привода кольца, 28 - цилиндр привода качающегося рычага и 29 - пружина опорного стола.
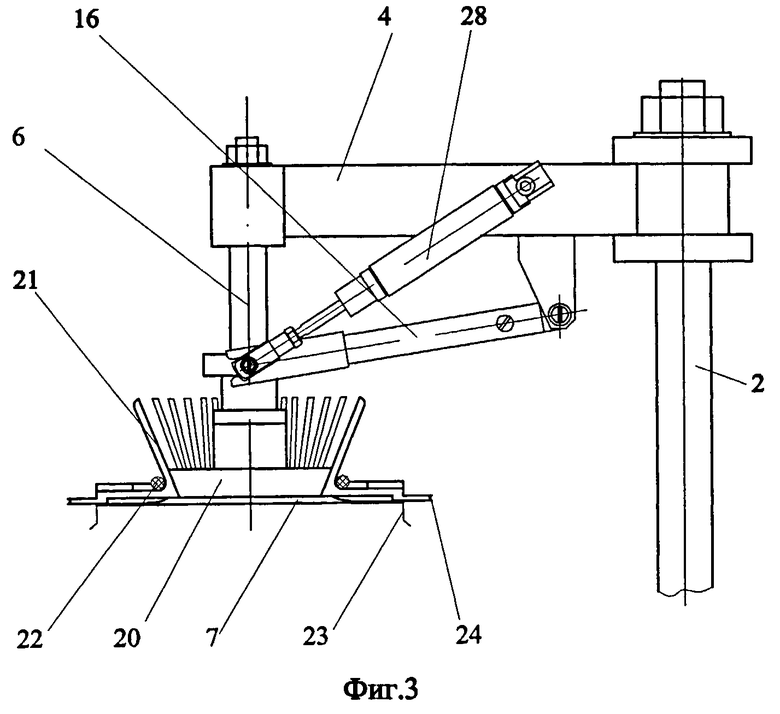
На фиг.3 показана конструкция формующей головки 5 с консольным рычагом 4.
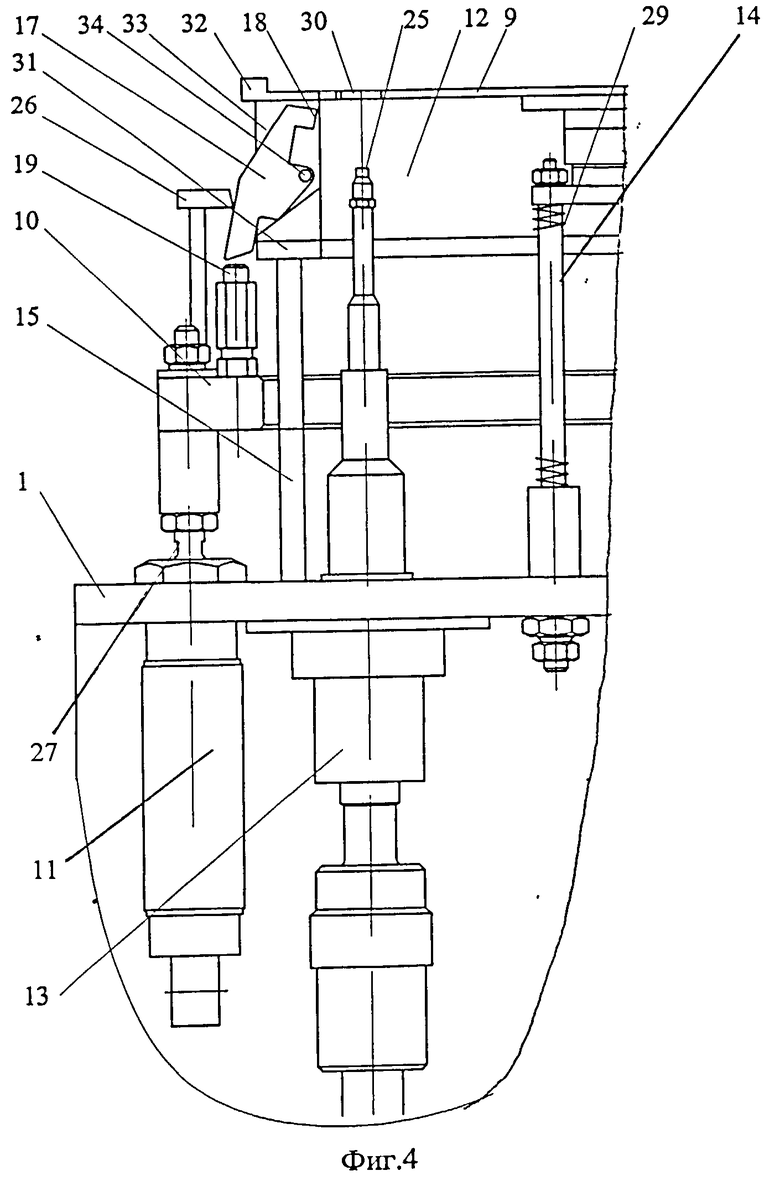
На фиг.4 показана конструкция формующего гнезда 8, где 30 - отверстие опорного стола, 31 - нижнее кольцо, 32 - верхнее кольцо, 33 - стойка клавишного рычага и 34 - ось клавишного рычага.
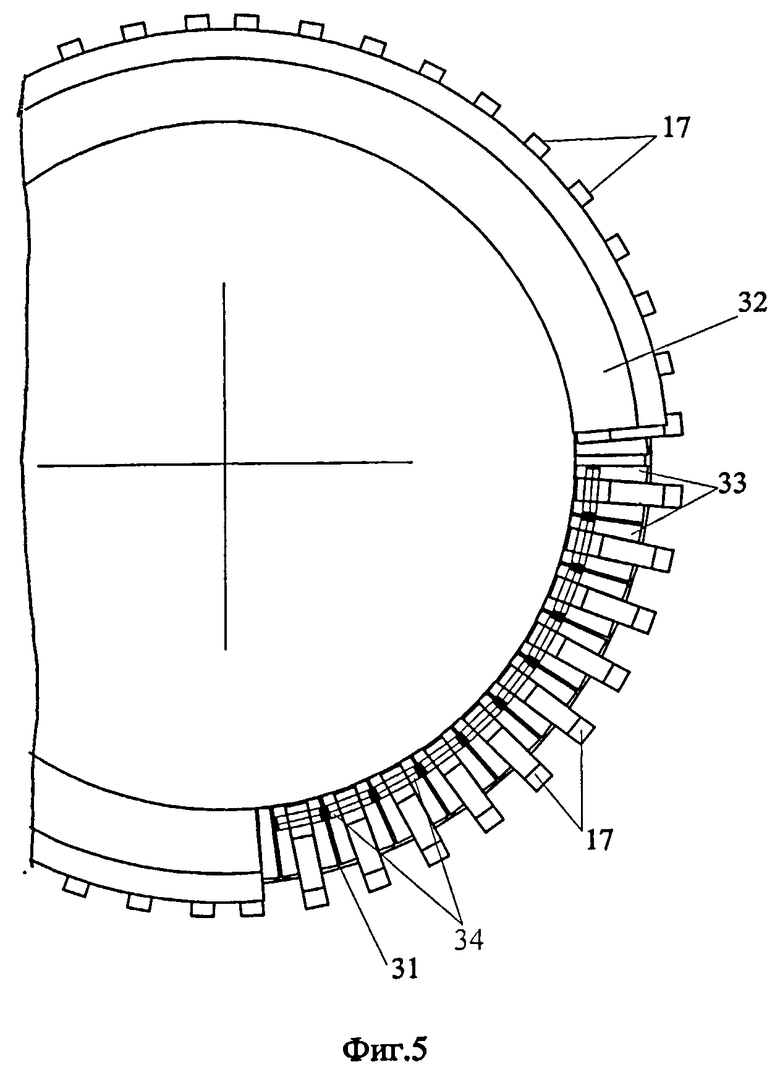
На фиг.5 показан вид сверху кольцевой оправы 12 с частичным горизонтальным разрезом.
Устройство для сборки респираторов содержит станину 1, на которой установлены узел 2 главного штока, цилиндр 3 привода главного штока, выполненный в виде пневматического цилиндра или гидроцилиндра двухстороннего действия, и формующее гнездо 8. Узел 2 главного штока выполнен в виде двух направляющих и смонтирован с ходовой посадкой на верхней плите станины 1, а цилиндр 3 привода главного штока размещен в нижней части станины 1 и шток его поршня соединен с направляющими узла 2 главного штока.
На верхней части узла 2 главного штока закреплен консольный рычаг 4, на котором посредством штока 6 формующей головки установлена формующая головка 5, содержащая закрепленную на штоке 6 формующей головки прижимную плиту 7 и установленную на штоке 6 формующей головки с возможностью осевого перемещения конусную муфту 20. На нижней стороне прижимной плиты 7 установлены диаметрально противоположно два зацепа 23 прижимной плиты для размещения внутренней распорки респиратора, а в ее радиальных пазах размещены уголковые ползуны 21, охваченные и прижатые к внешней конической поверхности конусной муфты 20 эластичным кольцом 22. На горизонтально расположенной стороне каждого уголкового ползуна 21 выполнен паз 24 уголкового ползуна для размещения резинового шнура обтюратора респиратора.
На консольном рычаге 4 установлен с использованием шарнирного соединения качающийся рычаг 16, который находится во взаимодействии с конусной муфтой 20 посредством вилки и снабжен шарнирно установленным на консольном рычаге 4 цилиндром 28 привода качающегося рычага, который выполнен в виде пневматического цилиндра или гидроцилиндра двухстороннего действия и шток поршня которого шарнирно присоединен к качающемуся рычагу 16.
Формующее гнездо 8 смонтировано на верхней плите станины 1 и содержит опорный стол 9, который установлен на верхней плите станины 1 посредством направляющих стоек 14 опорного стола с возможностью вертикального перемещения и подпружинен по отношению к станине 1 пружинами 29 опорного стола, и кольцевую оправу 12, которая установлена на верхней плите станины 1 концентрично опорному столу 9 с помощью стоек 15 кольцевой оправы. Формующее гнездо 8 содержит установленный на верхней плите станины 1 сварочный узел, который выполнен в виде совокупности ультразвуковых преобразователей 13 со сварочными наконечниками 25, например, в виде усеченного конуса с плоской рабочей поверхностью, выполненной из неокисляющегося металла, например из нержавеющей стали, в форме круга диаметром 3-6 мм. В конструкции устройства используется 44 сварочных наконечника 25, которые установлены по окружности, концентричной опорному столу 9 и кольцевой оправе 12, с шагом от 10 до 15 мм. В опорном столе 9 напротив сварочных наконечников 25 выполнены отверстия 30 опорного стола. Формующее гнездо 9 также содержит кольцо 10 с приводом кольца 10, который выполнен в виде, по меньшей мере, трех установленных на верхней плите станины 1 цилиндров 11 привода кольца с поршнями, на штоках 27 которых над верхней плитой станины 1 установлено кольцо 10. В качестве цилиндров 11 привода кольца использованы пневматические цилиндры или гидроцилиндры двухстороннего действия. По мнению авторов, при наилучшем осуществлении настоящего изобретения используются четыре цилиндра 11 привода кольца. Цилиндры 11 привода кольца установлены на станине 1 по окружности, которая концентрична окружности, вдоль которой установлены сварочные наконечники 25. При наилучшем осуществлении настоящего изобретения цилиндры 11 привода кольца установлены на станине 1 по окружности регулярно.
Кольцевая оправа 12 содержит нижнее кольцо 31 и верхнее кольцо 32, а также смонтированные радиально между нижним кольцом 31 и верхним кольцом 32 клавишные рычаги 17 с прижимными наконечниками 18. Количество клавишных рычагов 17 равно количеству сварочных наконечников 25 сварочного узла, а их расположение выбрано таким образом, чтобы при повороте клавишных рычагов 17 их прижимные наконечники 18 взаимодействовали со сварочными наконечниками 25, обеспечивая необходимое для термопрессования давление.
При этом каждый клавишный рычаг 17 снабжен стойкой 33 клавишного рычага и установлен на ней с возможностью поворота на оси 34 клавишного рычага. Стойки 33 клавишного рычага установлены на нижнем кольце 31 кольцевой оправы 12 с помощью болтов (на чертежах не показаны). В ближайшем аналоге оси клавишных рычагов размещены в выполненном в нижнем кольце кольцевой оправы кольцевом пазу, закрытом верхним кольцом, что в процессе эксплуатации приводит к износу как поверхностей осей клавишных рычагов, так и внутренних поверхностей кольцевого паза, в котором эти оси размещены. Такой износ поверхностей приводит к возникновению люфтов, вызывающих нарушение синхронности движения клавишных рычагов и изменение создаваемого ими давления прессования заготовки респиратора. В результате этого снижается качество сборки респиратора. В отличие от ближайшего аналога предлагаемая конструкция устройства для сборки респираторов предусматривает размещение клавишных рычагов 17 на осях 34 клавишных рычагов, установленных в выполненных в стойках 33 клавишных рычагов прямолинейных отверстиях, что способствует меньшему износу поверхностей осей 34 клавишных рычагов и отверстий в стойках 33 клавишных рычагов и препятствует нарушению синхронности движения клавишных рычагов и изменению создаваемого ими давления прессования заготовки респиратора.
Кольцо 10 снабжено установленными на нем напротив клавишных рычагов 17 подпружиненными упорами 19 (по числу клавишных рычагов 17) и отбойным кольцом 26, находящимся во взаимодействии с плечами клавишных рычагов 17, противоположными их прижимным наконечникам 18. Необходимое давление прессования заготовки, равное 1,0-9,8 МПа, в устройстве задается жесткостью пружин подпружиненных упоров 19.
Кроме того, предлагаемое устройство для сборки респираторов снабжено не показанными на чертежах пневмомагистралями или гидромагистралями с управляемыми клапанами, присоединенными к цилиндру 3 привода главного штока, цилиндрам 11 привода кольца и цилиндру 28 привода качающегося рычага, концевыми выключателями, блоком управления и индикации с таймером и блоком питания ультразвуковых преобразователей 13.
Предлагаемое устройство для сборки респираторов в случае использования в его конструкции приводов на основе пневматических цилиндров работает следующим образом.
После включения питания устройства для сборки респираторов оператор с помощью блока управления и индикации устанавливает необходимые параметры режима сварки заготовки респиратора, в частности значение суммарной выходной мощности ультразвуковых преобразователей 13 в диапазоне 800-1200 Вт, время сварки, которое может составлять 0,3-2,0 с, и время выдержки до отверждения полученных соединений, которое может составлять 0,5-3,0 с. Затем оператор натягивает резиновый шнур обтюратора респиратора на уголковые ползуны 21, размещая его в пазах 24 уголковых ползунов, устанавливает внутреннюю распорку респиратора на зацепы 23 прижимной плиты 7 и укладывает на опорный стол 9 заготовку респиратора в виде сложенных в пакет вырезанных по размеру от 2 до 5 слоев фильтрующих и сорбционно-фильтрующих материалов на основе, например, перхлорвиниловых, полистирольных, полипропиленовых или полиэфирных волокон, после чего нажатием пусковой кнопки включает привод главного штока, в результате чего сжатый воздух через открывшийся клапан по пневмомагистрали поступает в верхнюю (по расположению на чертежах) полость цилиндра 3 привода главного штока.
Под действием давления сжатого воздуха узел 2 главного штока, консольный рычаг 4 и формующая головка 5 двигаются вниз. По мере движения формующей головки 5 вниз ее прижимная плита 7 входит в соприкосновение с опорным столом 9 и находящейся на нем заготовкой респиратора, в результате чего опорный стол 9 под действием формующей головки 5 также начинает двигаться вниз, сжимая пружины 29 опорного стола. При движении вниз опорного стола 9 происходит загиб вверх кромок заготовки респиратора краями верхнего кольца 32 кольцевой оправы 12 для формирования обтюратора. После окончания вертикального загиба кромок заготовки респиратора формующая головка 5 с прижимной плитой 7 и опорным столом 9 останавливаются в крайнем нижнем положении, когда сварочные наконечники 25 сварочного узла войдут в отверстия 30 опорного стола 9 и, возвышаясь над его поверхностью, будут соприкасаться с заготовкой респиратора.
После этого сигналом с концевого выключателя включается привод кольца 10, в результате чего сжатый воздух через открывшийся клапан по пневмомагистрали поступает в нижние (по расположению на чертежах) полости цилиндров 11 привода кольца. Кольцо 10, установленное на штоках 27 поршней привода кольца, вместе с подпружиненными упорами 19 начинает двигаться вверх, в результате чего последние воздействуют на клавишные рычаги 17, которые, поворачиваясь на осях 34 клавишных рычагов, осуществляют окончательный загиб кромки заготовки респиратора в горизонтальное положение с образованием обтюратора, внутрь которого попадает натянутый на уголковые ползуны 21 и размещенный в пазах 24 уголковых ползунов резиновый шнур обтюратора.
Одновременно в результате поворота клавишные рычаги 17 прижимают своими прижимными наконечниками 18, проходящими между уголковыми ползунами 21, заготовку респиратора в точках сварки к сварочным наконечникам 25, создавая необходимое давление прессования в пределах 1,0-9,8 МПа, определяемое жесткостью пружин подпружиненных упоров 19. Затем по сигналу с концевого выключателя блок управления и индикации подключает ультразвуковые преобразователи 13 на заданное время сварки, равное 0,3-2,0 с и устанавливаемое его таймером, к их блоку питания, обеспечивающему необходимую выходную мощность ультразвуковых преобразователей 13. В местах контакта со сварочными наконечниками 25 термопластичные слои заготовки респиратора частично расплавляются и под действием давления прессования, создаваемого прижимными наконечниками 18 клавишных рычагов 17, свариваются.
После окончания процесса сварки в течение заданного времени по сигналу с таймера блока управления и индикации ультразвуковые преобразователи 13 отключаются от их блока питания и респиратор выдерживается под действием давления прессования, создаваемого прижимными наконечниками 18 клавишных рычагов 17, в течение 0,5-3,0 с для охлаждения и отверждения полученных соединений. По истечении указанного интервала времени по сигналу с таймера блока управления и индикации включается реверс привода кольца 10, в результате чего сжатый воздух через открывшийся клапан по пневмомагистрали поступает в верхние (по расположению на чертежах) полости цилиндров 11 привода кольца. Под действием давления сжатого воздуха кольцо 10, установленное на штоках 27 поршней привода кольца, вместе с подпружиненными упорами 19 начинает двигаться вниз и отбойное кольцо 26 разворачивает клавишные рычаги 17 на осях 34 клавишных рычагов в исходное положение, прекращая прессование.
Когда кольцо 10 достигнет крайнего нижнего положения, по сигналу концевого выключателя включается реверс привода главного штока, в результате чего сжатый воздух через открывшийся клапан по пневмомагистрали поступает в нижнюю (по расположению на чертежах) полость цилиндра 3 привода главного штока. Под действием давления сжатого воздуха узел 2 главного штока, консольный рычаг 4 и формующая головка 5 двигаются вверх. При движении узла 2 главного штока с консольным рычагом 4 и формующей головкой 5 вверх освобождающийся от воздействия прижимной плиты 7 опорный стол 9 под действием разжимающихся пружин 29 опорного стола поднимется в свое исходное положение, а при дальнейшем движении формующей головки 5 вверх собранный респиратор останется подвешенным на прижимной плите 7 к зацепам 23 прижимной плиты за внутреннюю распорку респиратора и к уголковым ползунам 21 за резиновый шнур, находящийся в пазах 24 уголковых ползунов, и обтюратор.
При подходе консольного рычага 4 к крайнему верхнему положению по сигналу с соответствующего концевого выключателя включается привод качающегося рычага 16, вследствие чего сжатый воздух через открывшийся клапан по пневмомагистрали поступает в нижнюю (по расположению на чертежах) полость цилиндра 28 привода качающегося рычага и качающийся рычаг 16 поднимется и переместит конусную муфту 20 вверх. Вследствие подъема конусной муфты 20 прижимаемые к ее конической поверхности эластичным кольцом 22 уголковые ползуны 21 под действием последнего сойдутся, освобождая с горизонтальных концов уголковых ползунов 21 обтюратор собранного респиратора и с пазов 24 уголковых ползунов находящийся внутри его резиновый шнур и позволяя оператору аккуратно снять с зацепов 23 прижимной плиты внутреннюю распорку вместе с собранным респиратором без повреждения его обтюратора и фильтрующих слоев полумаски.
При достижении консольным рычагом 4 крайнего верхнего положения по сигналу концевого выключателя включается реверс привода качающегося рычага 16, вследствие чего сжатый воздух через открывшийся клапан по пневмомагистрали поступает в верхнюю (по расположению на чертежах) полость цилиндра 28 привода качающегося рычага и качающийся рычаг 16 опустится и переместит конусную муфту 20 вниз, возвращая ее в крайнее нижнее положение на штоке 6 формующей головки и раздвигая ее конической поверхностью уголковые ползуны 21. После этого устройство готово к сборке очередного респиратора, которая происходит аналогичным образом.
Заявителем был изготовлен опытный образец предлагаемого устройства для сборки респираторов, который на производственной базе заявителя прошел испытания по сборке облегченных респираторов типа «Алина» и показал высокую производительность процесса сборки и высокое качество изготовленных респираторов.
Таким образом, применение предлагаемого устройства для сборки респираторов обеспечивает повышение качества изготавливаемых респираторов, а также улучшение эксплуатационных свойств устройства для сборки респираторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ РЕСПИРАТОРОВ | 2002 |
|
RU2203115C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РЕСПИРАТОРОВ МЕТОДОМ ТЕРМОСКРЕПЛЕНИЯ | 1995 |
|
RU2106161C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| Устройство для сборки под сварку продольных швов | 1987 |
|
SU1691036A1 |
| Устройство растяжки рукавов для образования дна мешков | 1986 |
|
SU1482512A3 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2202387C2 |
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Полуавтомат для нанесения клеевой пленки на детали обуви | 1961 |
|
SU150037A1 |
Изобретение относится к технологии и оборудованию для изготовления слоистых изделий из разнородных листовых термопластичных материалов и преимущественно может быть использовано для полуавтоматической сборки в пакет методом одномоментного точечного термического сваривания тканых и волокнистых слоев фильтрующих и сорбционно-фильтрующих материалов в технологическом цикле изготовления средств индивидуальной защиты органов дыхания, прежде всего легких респираторов. Устройство для сборки респираторов содержит станину, привод, установленный на станине узел главного штока, находящегося во взаимодействии с приводом. На главном штоке установлен консольный рычаг, с установленной на нем формующей головкой с прижимной плитой и штоком, закрепленным в прижимной плите и консольном рычаге. На станине установлено формующее гнездо, включающее установленный на станине сварочный узел, снабженный установленными по окружности сварочными наконечниками. На станине установлен на пружинах над сварочным узлом опорный стол с отверстиями, выполненными напротив сварочных наконечников сварочного узла. На станине установлена кольцевая оправа с клавишными рычагами с прижимными наконечниками, радиально размещенными на кольцевой оправе, кольцо, находящееся во взаимодействии с приводом с возможностью осевого перемещения и снабженное установленными напротив клавишных рычагов подпружиненными упорами. Согласно изобретению сварочный узел выполнен в виде совокупности ультразвуковых преобразователей, привод главного штока выполнен в виде установленного на станине цилиндра с поршнем, соединенным с главным штоком, привод кольца выполнен в виде, по меньшей мере, трех цилиндров с поршнями, установленных на станине по окружности, концентричной окружности установки сварочных наконечников, а кольцо установлено на штоках поршней. Изобретение обеспечивает повышение качества изготавливаемых респираторов, а также улучшение эксплуатационных свойств устройства для сборки респираторов. 10 з.п. ф-лы, 5 ил.
1. Устройство для сборки респираторов, содержащее станину, привод, установленный на станине узел главного штока, находящегося во взаимодействии с приводом, установленный на главном штоке консольный рычаг, установленную на консольном рычаге формующую головку с прижимной плитой и штоком, закрепленным в прижимной плите и консольном рычаге, и установленное на станине формующее гнездо, включающее установленный на станине сварочный узел, снабженный установленными по окружности сварочными наконечниками, установленный на станине на пружинах над сварочным узлом опорный стол с отверстиями, выполненными напротив сварочных наконечников сварочного узла, установленную на станине кольцевую оправу с клавишными рычагами с прижимными наконечниками, радиально размещенными на кольцевой оправе, кольцо, находящееся во взаимодействии с приводом с возможностью осевого перемещения и снабженное установленными напротив клавишных рычагов подпружиненными упорами, отличающееся тем, что сварочный узел выполнен в виде совокупности ультразвуковых преобразователей, привод главного штока выполнен в виде установленного на станине цилиндра с поршнем, соединенным с главным штоком, привод кольца выполнен в виде, по меньшей мере, трех цилиндров с поршнями, установленных на станине по окружности, концентричной окружности установки сварочных наконечников, а кольцо установлено на штоках поршней.
2. Устройство по п.1, отличающееся тем, что в качестве цилиндра привода главного штока использован пневматический цилиндр.
3. Устройство по п.1, отличающееся тем, что в качестве цилиндра привода главного штока использован гидроцилиндр.
4. Устройство по п.1, отличающееся тем, что в качестве цилиндров привода кольца использованы пневматические цилиндры.
5. Устройство по п.1, отличающееся тем, что в качестве цилиндров привода кольца использованы гидроцилиндры.
6. Устройство по п.1, отличающееся тем, что цилиндры привода кольца установлены на станине по окружности регулярно.
7. Устройство по п.1, отличающееся тем, что кольцевая оправа установлена на станине с помощью стоек.
8. Устройство по п.1, отличающееся тем, что кольцевая оправа содержит нижнее кольцо и верхнее кольцо, а каждый клавишный рычаг снабжен установленной на нижнем кольце стойкой и установлен на стойке с возможностью поворота.
9. Устройство по п.1, отличающееся тем, что формующая головка снабжена установленной на штоке прижимной плиты с возможностью осевого перемещения конусной муфтой, размещенными в радиальных пазах прижимной плиты уголковыми ползунами, эластичным кольцом, охватывающим и прижимающим уголковые ползуны к конической поверхности конусной муфты, и установленным на консольном рычаге качающимся рычагом, находящимся во взаимодействии с конусной муфтой и снабженным шарнирно установленным на консольном рычаге цилиндром с поршнем со штоком, шарнирно соединенным с качающимся рычагом, причем прижимная плита снабжена зацепами для размещения внутренней распорки респиратора, а на одной стороне каждого уголкового ползуна выполнен паз для размещения резинового шнура обтюратора респиратора.
10. Устройство по п.1 или 9, отличающееся тем, что в качестве цилиндра качающегося рычага использован пневматический цилиндр.
11. Устройство по п.1 или 9, отличающееся тем, что в качестве цилиндра качающегося рычага использован гидроцилиндр.
| КНОПОЧНЫЙ ВЫКЛЮЧАТЕЛЬ | 1934 |
|
SU41055A1 |
| Комбинированный штамп | 1926 |
|
SU8896A1 |
| WO 2008030142 A3,13.03.2008 | |||
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2202387C2 |
| CN 202241992 U, 30.05.2012 | |||
| . | |||

