Изобретение относится к устройствам для навивки проволоки, в частности к оборудованию для изготовления спиральных элементов арматурных каркасов особого профиля.
Известно устройство для изготовления спиралей многоугольного профиля, содержащее навивочный блок с оправками для навивки, прижимной механизм и привод (см. а.с. СССР № 1650309, МПК5 B21F 3/04, опубл. 23.05.1991 г.).
Недостатком данного устройства является то, что прижимной механизм создает усилие недостаточное для обжатия витка наматываемой спирали, что не позволяет получить заданный профиль элемента арматурного каркаса. Кроме того, оправки жестко закреплены на навивочном блоке, что приводит к снижению функциональных возможностей устройства.
Наиболее близким по технической сущности к заявляемому изобретению является устройство для формирования заготовки арматурного каркаса, содержащее навивочный блок со съемными оправками для навивки, пеналом, прижимным механизмом, станину и привод (см. патент РФ № 2198272, МПК7 Е04C 5/00, 5/06, опубл. 10.02.2003 г.).
Недостатками прототипа являются низкая производительность, связанная с необходимостью остановки устройства для съема намотанного на оправки арматурного каркаса и установки новой заготовки, следовательно, высокие трудозатраты, так как для работы устройства требуется постоянное присутствие и непосредственное участие обслуживающего персонала. Кроме того, прототип имеет, низкие эксплуатационные характеристики, связанные с наличием возвратно-поступательного движения вкладыша с оправками вдоль пенала, что приводит к дополнительным энергетическим затратам.
Задачей предлагаемого технического решения является повышение производительности, расширение технологических возможностей, снижение трудо- и энергозатрат, улучшение эксплуатационных характеристик.
Решение технической задачи достигается тем, что известный станок для изготовления элемента арматурного каркаса заданного профиля, содержащий навивочный блок со съемными оправками для навивки, пеналом, прижимным механизмом, станину и привод, согласно изобретению, он дополнительно снабжен неподвижным полым цилиндром с криволинейными торообразными направляющими, установленным на станине, при этом внутри пенала размещены рейки, выполненные с возможностью возвратно-поступательного перемещения от направляющих цилиндра параллельно корпусу пенала, а на концах реек закреплены упорные ролики, причем прижимной механизм снабжен блоками шестеренок, соединенными зубчатой передачей с рейками пенала и прижимными суппортами.
Навивочный блок жестко закреплен на ступице, установленной на приводе.
На цилиндре установлены устройство счета оборотов и отрезной механизм.
Станина снабжена рукавом для съема элементов арматурного каркаса и натяжным механизмом.
Привод снабжен вариатором для регулирования скорости вращения.
Данная конструкция позволит повысить производительность и эксплуатационные характеристики за счет работы станка в непрерывном цикле до завершения подачи расходного материала или переналадки; снизить трудо- и энергозатраты, расширить технологические возможности за счет быстрой переналадки станка на различные типоразмеры изготавливаемых элементов арматурного каркаса.
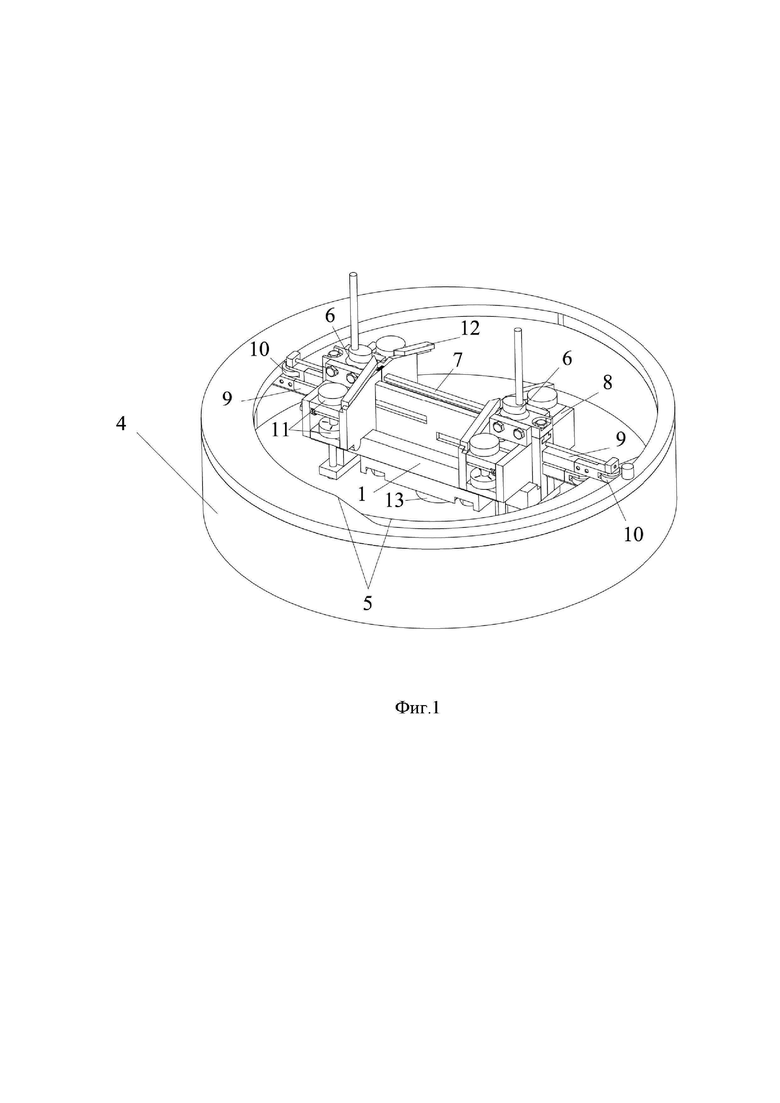
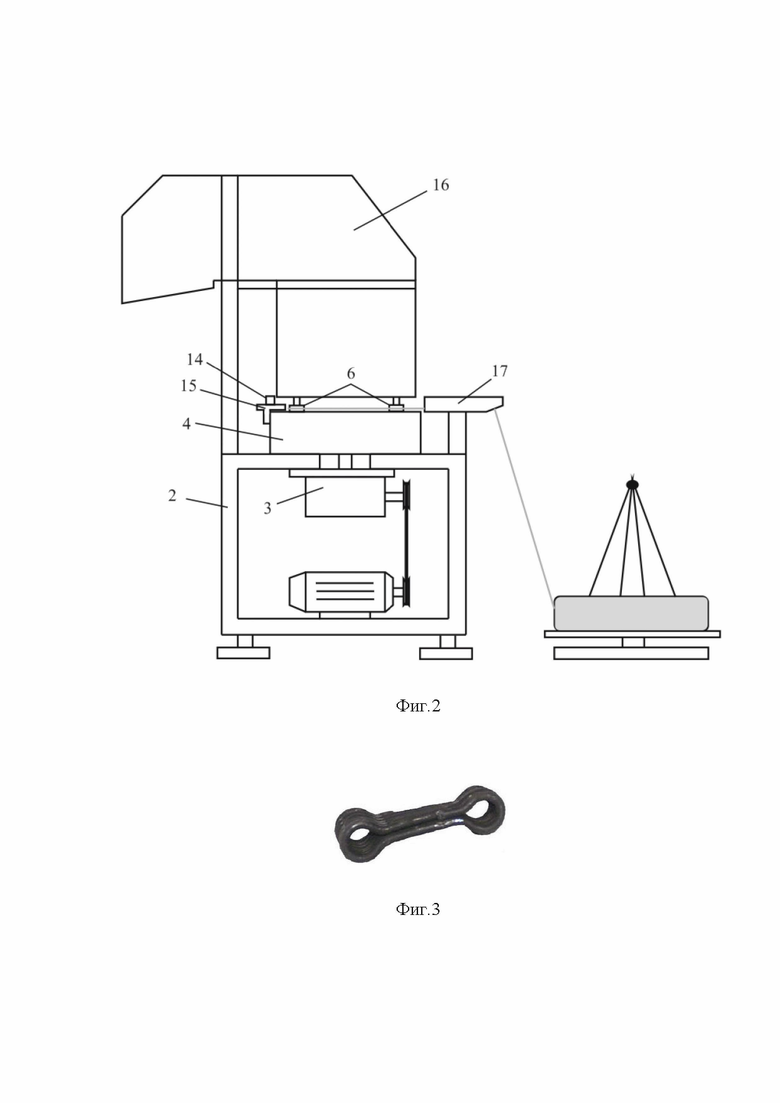
Сущность изобретения поясняется фигурами, где на фиг.1 изображен навивочный блок, установленный в цилиндре, на фиг.2 – общий вид станка, на фиг.3 – профиль изготавливаемого арматурного каркаса.
Станок для изготовления элемента арматурного каркаса заданного профиля содержит навивочный блок 1, станину 2, привод 3 и неподвижный полый цилиндр 4 с криволинейными торообразными направляющими 5, установленный на станине 2. На навивочном блоке 1 закреплены съемные оправки для навивки 6, пенал 7 и прижимной механизм 8. Внутри пенала 7 размещены рейки 9, установленные с возможностью возвратно-поступательного перемещения от направляющих 5 цилиндра 4 параллельно корпусу пенала 7. На концах реек 9 закреплены упорные ролики 10. Прижимной механизм 8 снабжен блоками шестеренок 11, соединенными зубчатой передачей с рейками 9 пенала 7 и прижимными суппортами 12. Навивочный блок 1 жестко закреплен на ступице 13, установленной на приводе 3. На цилиндре 4 установлены устройство счета оборотов 14 и отрезной механизм 15. На станине 2 закреплен рукав 16 для съема элементов арматурного каркаса и натяжной механизм 17. Привод 3 снабжен вариатором (на фиг. 1 и 2 не показан) для регулирования скорости вращения.
Станок работает следующим образом.
Проволоку подают через натяжной механизм 17, укладывают между оправкой 6 и прижимным суппортом 12 и включают привод 3. Навивочный блок 1 начинает вращаться в непрерывном режиме, при этом проволока наматывается на оправки 6. При вращении навивочного блока 1 внутри цилиндра 4 упорные ролики 10 движутся по направляющим 5. При этом через рейки 9 и блок шестеренок 11 с помощью зубчатой передачи движение передается прижимным суппортам 12, которые в свою очередь обжимают, натягивают, изгибают проволоку, придавая ей заданный профиль (см. фиг.3) и продвигают снизу вверх. Количество витков определяют необходимой длиной элемента арматурного каркаса, отсчитывают их с помощью устройства счета оборотов 14 и обрезают проволоку отрезным механизмом 15, а навивочный блок 1 продолжает вращаться, наматывая на оправки 6 последующую партию проволоки. Готовый элемент перемещается по рукаву 16 к месту складирования. Наличие рукава 16 позволит повысить безопасность при эксплуатации, так как обрезку проволоки и транспортировку готового элемента арматурного каркаса осуществляют в закрытом пространстве. Остановку станка производят только при переналадке, связанную с заменой оправок 6 для изготовления элементов арматурного каркаса другого типаразмера, или в связи со сменой проволочной бухты.
Использование предлагаемого станка по сравнению с прототипом позволит повысить производительность, расширить технологические возможности, снизить трудо- и энергозатраты и улучшить эксплуатационные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Устройство для навивки изделий типапРужиННыХ ОплЕТОК | 1977 |
|
SU844111A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| АРМАТУРНЫЙ КАРКАС, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВКИ АРМАТУРНОГО КАРКАСА | 2000 |
|
RU2198272C2 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Станок для горячей навивки пружин | 1990 |
|
SU1726098A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КАРТОННЫХ НАВИВНЫХ БАРАБАНОВ | 1998 |
|
RU2175605C2 |
Изобретение относится к устройствам для навивки проволоки, в частности к оборудованию для изготовления спиральных элементов арматурных каркасов особого профиля. Станок для изготовления элемента арматурного каркаса заданного профиля содержит навивочный блок, станину, привод и неподвижный полый цилиндр с криволинейными торообразными направляющими, установленный на станине. На навивочном блоке закреплены съемные оправки для навивки, пенал и прижимной механизм. Внутри пенала размещены рейки, выполненные с возможностью возвратно-поступательного перемещения от направляющих цилиндра параллельно корпусу пенала. На концах реек закреплены упорные ролики. Прижимной механизм снабжен блоками шестеренок, соединенными зубчатой передачей с рейками пенала и прижимными суппортами. Повышается производительность навивки, расширяются технологические возможности, снижаются трудо- и энергозатраты и улучшаются эксплуатационные характеристики. 4 з.п. ф-лы, 3 ил.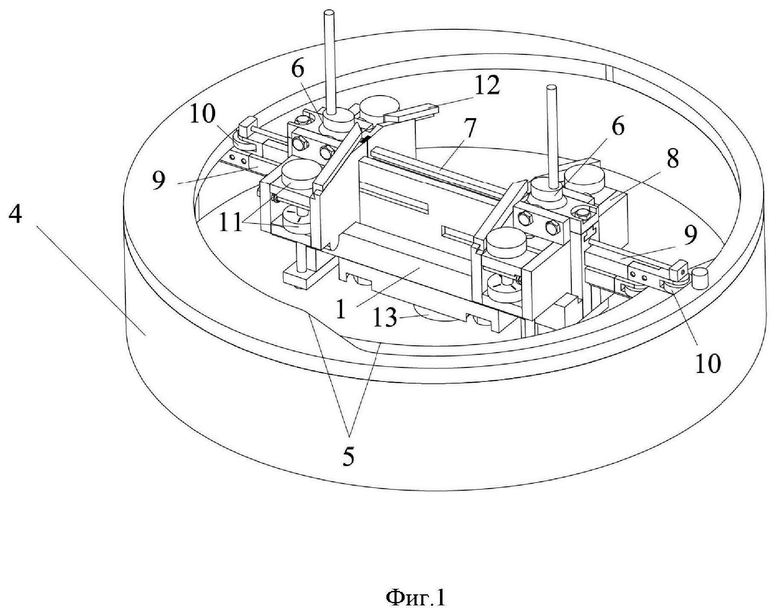
1. Станок для изготовления элемента арматурного каркаса заданного профиля, содержащий навивочный блок со съемными оправками для навивки, пеналом и прижимным механизмом, станину и привод, отличающийся тем, что он снабжен неподвижным полым цилиндром с криволинейными торообразными направляющими, установленным на станине, при этом внутри пенала размещены рейки, выполненные с возможностью возвратно-поступательного перемещения от направляющих цилиндра параллельно корпусу пенала, а на концах реек закреплены упорные ролики, причем прижимной механизм снабжен блоками шестеренок, соединенными зубчатой передачей с рейками пенала и прижимными суппортами.
2. Станок по п.1, отличающийся тем, что навивочный блок жестко закреплен на ступице, установленной на приводе.
3. Станок по п.1, отличающийся тем, что на цилиндре установлены устройство счета оборотов и отрезной механизм.
4. Станок по п.1, отличающийся тем, что на станине закреплен рукав для съема элементов арматурного каркаса.
5. Станок по п.1, отличающийся тем, что привод выполнен с вариатором для регулирования скорости вращения.
| АРМАТУРНЫЙ КАРКАС, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВКИ АРМАТУРНОГО КАРКАСА | 2000 |
|
RU2198272C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА АРМАТУРНОГО КАРКАСА ЗАДАННОГО ПРОФИЛЯ | 2010 |
|
RU2445184C1 |
| Способ изготовления арматурного каркаса для трубчатого анкера | 1987 |
|
SU1467204A1 |
| RU 2001709 C1, 30.10.1993 | |||
| УСТРОЙСТВО ГРАНАТОМЕТА РЕВОЛЬВЕРНОГО АВТОМАТИЧЕСКОГО БЕСПРЕРЫВНОГО (ГРАБ) | 2010 |
|
RU2473859C2 |

