Изобретение относится к обработке материалов давлением, в частности, к оборудованию для изготовления проволочных рамок, и может бьпъ применено на предприятиях, производящих торговое оборудование и универсальные контейнеры, а также на предприятиях, которые изготавливают арматуру для железобетонЫых Изделий и крупнопанельных домов.
Известен автомат для изготовления изделий fl 3 t содержащий смонтированные на основании механизм фиксации за/готовки перед гибкой, механизм гибки, имеющий формующие упоры, для гибки крайних и средних частей заготовки и гибочные ролики, установленные с возможностью перемещения о-гаосительно формующих упоров, мащину для сварки концов загофовки в замкнутую форму, и механизм съема готового изделия. У этого автомата ограниченные технологические возможности.
Наиболее близок к предлагаемому автомат для изготовления проволочных размок С2 3 , содержащий смонтированные на основании загрузочный лоток, роликов1 Ш механизм подачи, гибочные механизмы, сварочную мащину с механизмом ориен, тации отрезанной загчуговки, механизм зажима и механизм съема готового изделия..
У этого автомата те же недостатки. Целью изобретения $тлается расшире-
10 ние технологических возможностей автомата.V
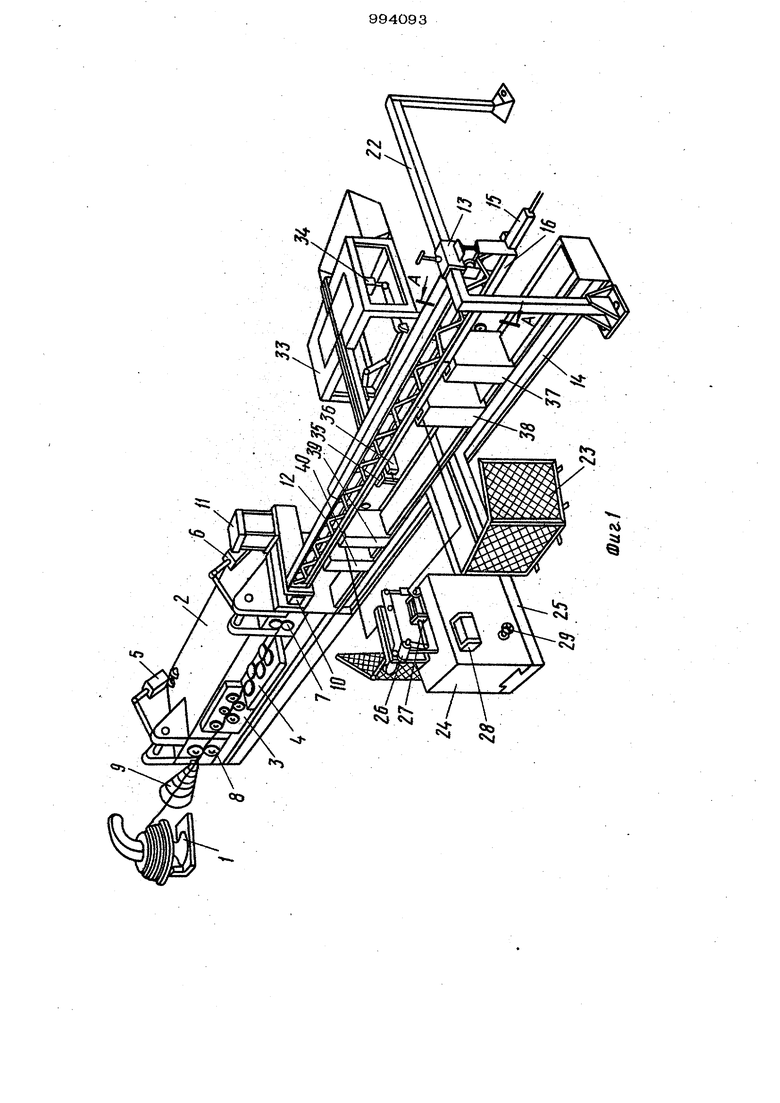
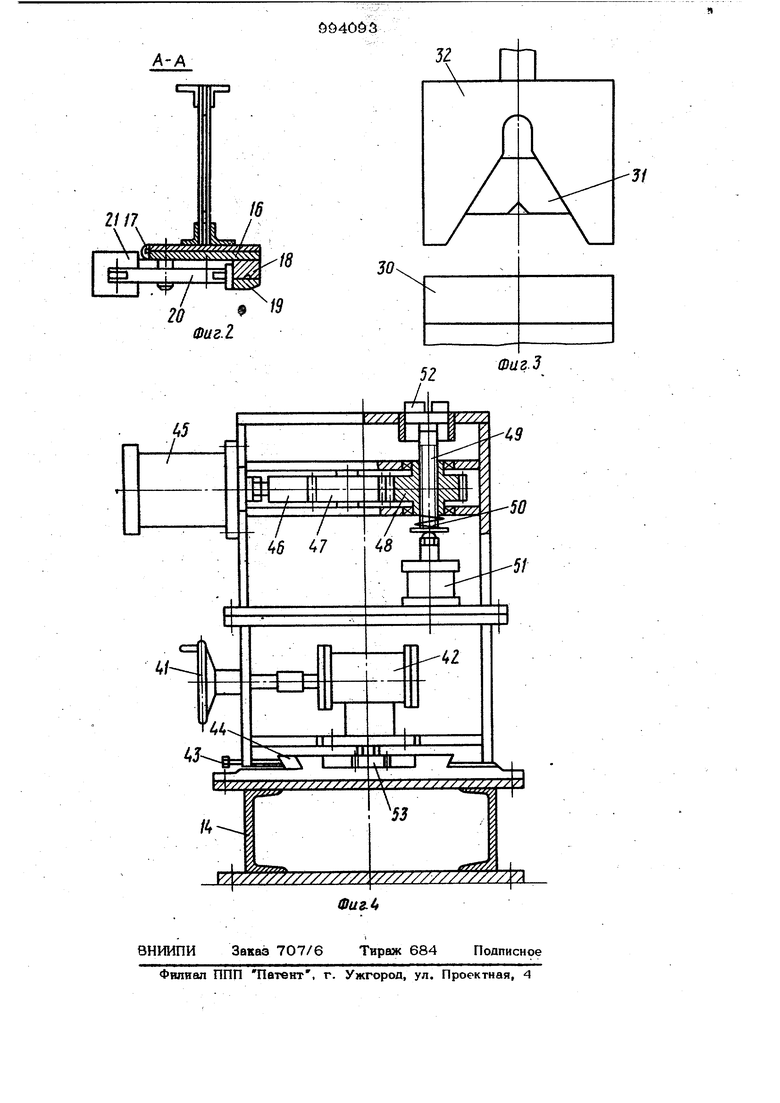
Указанная цель достигается тем, что в известном автомате для изготовлення проволочных рамок, содержащем смонти15 рованкые на основании загрузочный лоток, роликовый механизм подаче, гибочные механизмы, сварочную машину с механизмом ориентации отрезанной заготовки, механизм зажима в механизм съема гото20 вого изделия, согласно изобретению имеются разматывающее приспособление и правильно-отрезной станок, размещенные перед загрузочным лотком, стойка с опорными роликами, на которой устано& лен один конец лотка, другой конец которого связан с правильно-отрезным станком, и две взаимно перпендикулярные направляющие, расположенные на основании: при этом правильно-отрезной станок и гибочные механизмы установлены на одной направляющей, а механизмы зажима и съема готового изделия - на другой направляющей, причем каждый гибочный механизм имеет средство для его устано вочного перемещения по направляющей, а загрузочный лоток выполнен секционным. Каждый гибочный механизм состоит из подпружиненного шлицевого вала, установленного с возможностью вертикального перемещения посредством силового цилиндра, размещенной, на шлицевом валу приводной шестерни и закрепленного на конце шлицевого вала гибочного кулач ка; при этом средство для установочного перемещения гибочного механизма вьшолнено в виде зубчато-реечной передачи. На фиг, 1 изображен общий вид автом та в аксонометрии; на фиг. 2 - сечение А-А фиг. 1 (загрузоовый лоток); на фиг. 3 - механизм ориентации изделия на губках сварочной машины; на фиг. 4 гибочный механизм (вид c6oiiy). Автомат для изготовления проволочны рамок юлеет размоточное приспособление 1, которое закреплено на железобетонном основании и служит для размещения бухты материала, а правильно-отрезной станок 2 имеет механизмы правки 3 и 4 с правильными роликами; пневмоцилиндры 5 и 6, включающие в механизме подачи ролики 7 и 8 для перемещения материала от Привода, находящегося внутри станка, ограждение 9, которое закреплено на станине для предотвращения травм. На станине станка 2 закреплено отрезное устройство 10с приводом от пневмоцилиндра 11. К правильно-отрезному сссанку 2 прикреплен одним концом загрузочный лоток 12, другим концом установленный на опорные ролики 13. Правильно-отрезной станок 2 и загрузочный лоток 12 имеют возможность перемещения по направляющей типа ласточкин хвост 14 и направ Л5аощим. роликам 13 при переналадке на соответствующий типоразмер изготавливаемой рамки. На конце загрузочного лотка 12 закреплен конечный выключатель 15. Загрузочный лоток имеет три секции. 16, имеющие возможность, благодаря оси 17, откидьгоатъся в вертикальное положение для переноса конечного выключателя 15 при переналадке. Секции ;16 имеют ограждение 18, заслонку 19, механизм 20 открытия заслонки с помощью привода от пневмоцияшадра 21, Направляющие ролики ГЗ закреплены на стойке; 22. Два складных ограждения 23 расположены возле устройства для предотвращения травматизма. Сварочная машина 24 размещена на направляющей 25 типа ласточкин хвост, размещенной перпендикулярно к направляющей 14. На ней закреплены механизм 26 зажима изделия посредством двух пневмоцилиндров 27 и механизм осадки при сварке, работающий от пневмоцилшадpa 28. Сварочная машина перемещается с помощью маховика 29 при переналадке. Возле губок 30 и 31 зажимного механизма 26 размещен механизм 32 ориентации отрезанной заготовки перед зажимом. Механизм съема готового изделия транспортного устройства 33 расположен на направляющей 25 с противоположной стороны от сварочной машины 24 и имеет пневмоцилшзд) 34 для перемещения механизма зажима 35. с приводом от пневмоцилиндра 36. На направляющей 14 расположены четыре гибочных механизма 37-4О, которые имеют средства 41 для установочного перемещения по направляющей посредством Маховика с червячным редуктором 42, а точное положение гибочного механизма фиксируется зажимным винтом 43 и планкой 44. Каждый гибочный механизм состоит из силового цилиндра 45, рейки 46, паразитного зубчатого колеса 47, зубчатой шестерни 48, шлицевого вала 49 с возвратной пружиной 5О и силового цилиндра 51, гибочные кулачки 52 прикреплены к концу шлицевого вала 49. Имеется зубчато-реечная передача 53. Автомат работает следующим образом. Материал, расположенный на размоточном приспособлении 1 3 аправляют в правильные ролики правильных механизмов 3 и 4 включением ведущих роликов 7 и 8 с помощью пневмоцилиндров 5 и 11. Заправленное изделие подается в загрузочный лоток 12 до упора в конечный вьжлючатель 15, который дает сигнал на пневмрцилшадр 11 отрезного механизма 1О, и последний отрезает проволочную заготовку. Подающие тянущие ролики 7 и 8 в момент отрезки разжаты, и материал остановлен. Заготовка после открытия заслонки 19 с помоищью пневмоципиндра 21 подается на кулачка 52 гибочных механизмов По сигналу от конечного выключателя пневмоцилиндра 21 устройство 33 подае зажимные губки 35 к заготовке и зажи- нает ее, предотвращая повррот и сдвиг, Включаются крайние 37 И 40 гибочные механизмы, которые согнув проволочную заготовку, возвращаются в исходное положение и утапливаются, подав сигнал соседним, внутренним, гибочным механжз мам 38 и 39. Механизмы 38 и 39 доформовьшают рамку и возвращаются в ис ходное положение, но не утапливаются. От сигнала гибочных механизмов 38 и 39 зажимы-губки 30 и 31 сварочной машины 24 зажимают рамку, включают сварочный ток, с помощью пневмоцилшщ- ра 28 производят осадку при сварке и в вращают все зажимы в исходное положение, подают сигнал на механизм съема готового изделия транспортного устройства 3 который уносит рамку на свой стол посл уташгавания гибочных кулачков, и цикл ттовторяетЬя. При изготовлений полурамки отключаются сварочная мащина 24 и крайние гибочные механизмы 37 и 39. Остальны операции сохраняются; при этом настройка этих гибочных механизмов осуществляетсяпоср едством зубчато-реечной передачи 53, а фиксация на нужный разме полурамки - посредством вИнта 43 и планки 44. Такое выполнение автомата существен но расширяет его технологические возможности, так как быстро производится переналадка на различные типораз деры изготавливаемых из проволоки рамок и полурамок. Формула изобретений 1. Автомат для изготовления проволо ных рамок, содержащий смонтированные на основании загрузочный лоток, роликовый механизм подачи, гибочные механизмы, сварочную машину с механизмом ориентации отрезанной заготовки, jyfexaнизм зажима и механизм сЪема готового изделия, отличающийся тем, что, с целью расширения технологических возможностей, он имеет разматывающее приспособление и правильно-отрезной станок, размещенные перед загрузочным лотком, стойку с опорными роликами, на которой установлен один конец лотка, другой конец которого св51зан с правильно-отрезным станком, и две взаимно перпендикулярные направляющие, расположенные на основании, при этом прёвилыно-отрезной станок и гибочные механизмы установлены на одной направлякщей, а механизмы зажюуга и съема готового изделия - на другой направляющей, причем каждый гибочный механизм имеет средство для его установочного перемещения по направляющей, а загрузочный лоток вьшолнен секционным. 2. Автомат по и. 1, о т л и ч а ю щ и и с я тем, что каждый гибочный механизм состоит из подпружиненного шлипевого вала, установленного с воз- можностью вертикального перемещения посредством силового цилиндра, разме- щенной на шлицевом валу приводной шестерни и закрепленного на конце щлицевого вала гибочного кулачка, при этом средство для установочиого перемещения гибочного механизма выполнено в виде зубчато-реечной передачи. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 742008, кл. В 21 F 1/ОО, 1977. 2.Авторское свидетельство СССР 529878, кл, В 21 F 45/ОО, 1971. S5 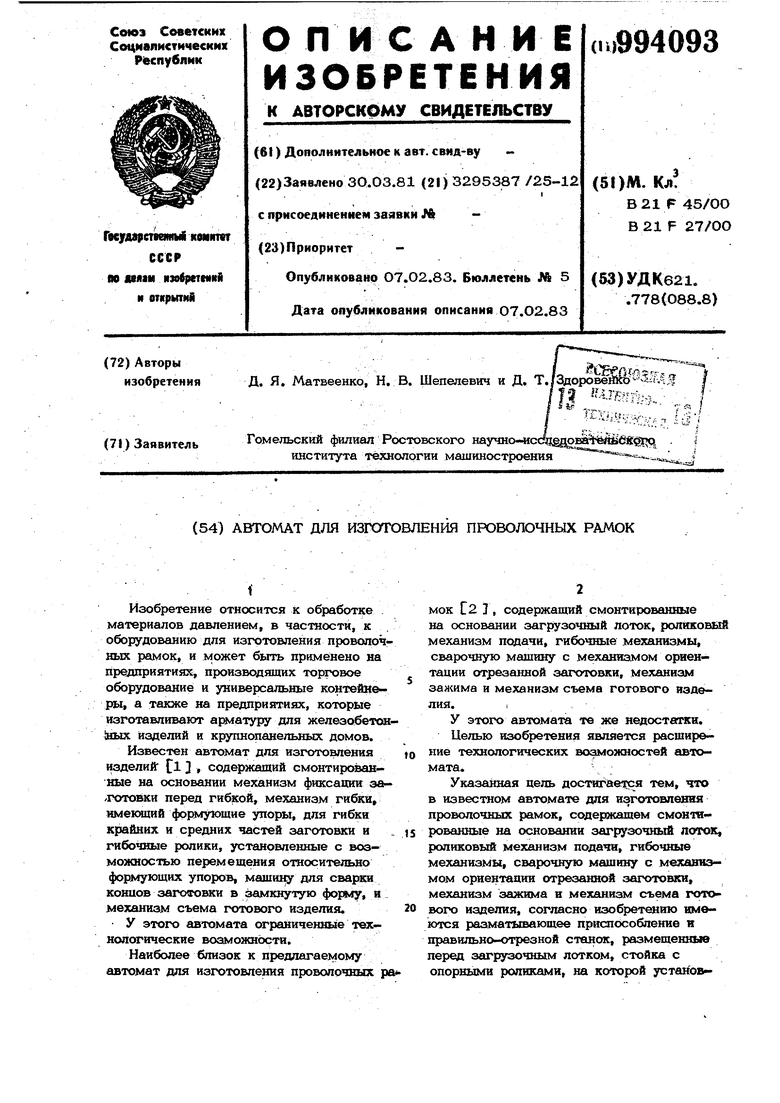
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Устройство для гибки фигурных изделий | 1981 |
|
SU1044394A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Устройство для автоматической сварки | 1982 |
|
SU1058753A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |