Изобретение относится к оправке или стержню оправки для изготовления труб, в частности, для изготовления медных труб.
При изготовлении труб оправки или стержни оправок используются внутри трубы в качестве деформирующего инструмента. Такой инструмент должен выдерживать без деформации силы, создаваемые внешними инструментами.
Из DE 489432 известны стальные сплавы, содержащие хром, никель и молибден, используемые для оправок, которые наряду с обычными, по возможности минимальными, примесями фосфора и серы имеют приблизительно следующий состав: 0,33 C, 0,16 Si, 0,20 Mn, 0,46 Cr, 1,69 Mo и 4,18 Ni.
Исходя из вышеизложенного, задачей настоящего изобретения является предложение оправки или стержня оправки, имеющих улучшенные свойства.
Эта задача решается оправкой или стержнем оправки по пунктам 1 и 5 формулы изобретения. Предпочтительные варианты осуществления приведены в зависимых пунктах формулы изобретения.
Изобретение основывается на общей идее применения для по меньшей мере части оправки или стержня оправки молибденового материала или твердого материала.
Согласно одному из предпочтительных вариантов воплощения по меньшей мере часть оправки или стержня оправки состоит из молибденового материала, в котором доля молибдена составляет 75% масс.или более, в частности, предпочтительно содержание 80% масс. или более, 85% масс. или более и наиболее предпочтительно 90% масс. или более. Упомянутый молибденовый материал предпочтителен в связи с требованиями, предъявляемыми к материалу оправки или стержня оправки.
В одном из предпочтительных вариантов воплощения по меньшей мере часть оправки или стержня оправки состоит из материала, в котором доля титана составляет 0,4% масс. или более, доля циркония - 0,07% масс. или более и доля углерода - от 0,005 до 0,05% масс. Наиболее предпочтителен молибденовый материал с количеством титана 0,5% масс. или более, циркония 0,08% масс. или более и углерода от 0,01 до 0,04% масс.
В одном из дополняющих или альтернативных вариантов воплощения по меньшей мере часть оправки или стержня оправки состоит из твердого материала. Наиболее предпочтителен вариант, когда по меньшей мере часть оправки или стержня оправки состоит из металлического твердого материала (твердого сплава), в частности, из твердого металла, у которого 70% масс. или более приходится на долю карбида вольфрама. Твердый сплав может содержать 2,5% масс. или более кобальта.
Наиболее предпочтителен твердый сплав приводимого далее состава:
В одном из предпочтительных вариантов воплощения по меньшей мере часть оправки или стержня оправки состоит из неметаллического твердого материала, например, из алмаза, кубического нитрида бора, карбида кремния, корунда или нитрида кремния.
В одном из предпочтительных вариантов воплощения деталь из твердого материала имеет покрытие. Благодаря этому возможна защита твердого материала от воздействия меди. В одном из предпочтительных вариантов воплощения покрытие содержит титан, алюминий и азот.
Оправка или стержень оправки по настоящему изобретению может полностью состоять из молибденового материала или твердого материала. В одном из предпочтительных вариантов воплощения только часть оправки или стержня оправки состоит из молибденового материала или твердого материала. Наиболее предпочтительно наличие заменяемой детали оправки или стержня оправки из молибденового материала или твердого материала.
В одном из предпочтительных вариантов воплощения деталь из молибденового материала или твердого материала выполнена в форме гильзы. Это обеспечивает простое манипулирование и простое крепление такой детали на оправке или на стержне оправки. Кроме того, деталь в форме гильзы проста в изготовлении.
В одном из предпочтительных вариантов воплощения один из концов гильзы имеет конусность. Такая конусность способствует процессу формообразования при изготовлении труб.
В одном из предпочтительных вариантов воплощения гильза надета на несущий элемент. Это обеспечивает очень простую замену гильзы и очень простое крепление на оправке или на стержне оправки.
В одном из предпочтительных вариантов воплощения несущий элемент имеет выступ, к которому прилегает конец гильзы. Наличие такого уступа обеспечивает хорошее позиционирование гильзы.
В одном из предпочтительных вариантов воплощения в конце несущего элемента есть отверстие вдоль продольной оси несущего элемента, в которое введен распорный элемент. Посредством распорного элемента можно расширить несущий элемент так, чтобы гильза удерживалась на несущем элементе за счет трения. Наиболее предпочтительными являются формы внутренней поверхности гильзы и наружной поверхности несущего элемента, а также отверстие в распорном элементе, которые согласованы друг с другом так, что при введенном распорном элементе силы давления несущего элемента, тангенциально действующие на гильзу, равномерно распределяются по поверхности контакта несущего элемента и гильзы.
В одном из предпочтительных вариантов воплощения между несущим элементом и гильзой вставлена коническая гильза. Наиболее предпочтительными являются формы внутренней поверхности гильзы и наружной поверхности несущего элемента, а также конической гильзы, которые согласованы друг с другом так, что силы давления конической гильзы, действующие тангенциально на внешнюю гильзу при надвинутой гильзе, равномерно распределяются по поверхности контакта конической гильзы и внешней гильзы.
В одном из предпочтительных вариантов воплощения несущий элемент и гильза, и что особенно предпочтительно, также распорный элемент и коническая гильза имеют одинаковые коэффициенты расширения. Тем самым предотвращается разъединение гильзы и несущего элемента или чрезмерная нагрузка на гильзу вследствие большого расширения находящихся в ней конструктивных элементов.
Оправка или стержень оправки по настоящему изобретению преимущественно выполнены таким образом, что оправка или стержень оправки с деталью в форме гильзы из молибденового материала или из твердого материла, деталь в форме гильзы и несущий элемент, на который надета деталь, а также вводимый в несущий элемент распорный элемент, который может быть предусмотрен в последующем, состоят из материалов, имеющих одинаковый коэффициент расширения. За счет этого создаваемые радиальные напряжения остаются одинаковыми также и при повышении температуры.
Оправка и стержень оправки по настоящему изобретению предпочтительны для изготовления медных труб, причем особенно предпочтительны для удлинения, а также, например, для прошивки.
Далее изобретение будет описано более подробно только на одном примере воплощения, показанном на чертеже, при этом показано:
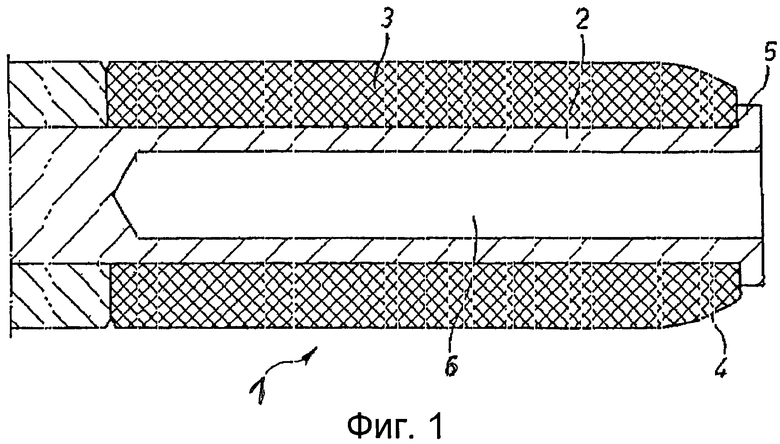
Фиг.1 - первый вариант воплощения стержня оправки по настоящему изобретению, сечение, боковая проекция;
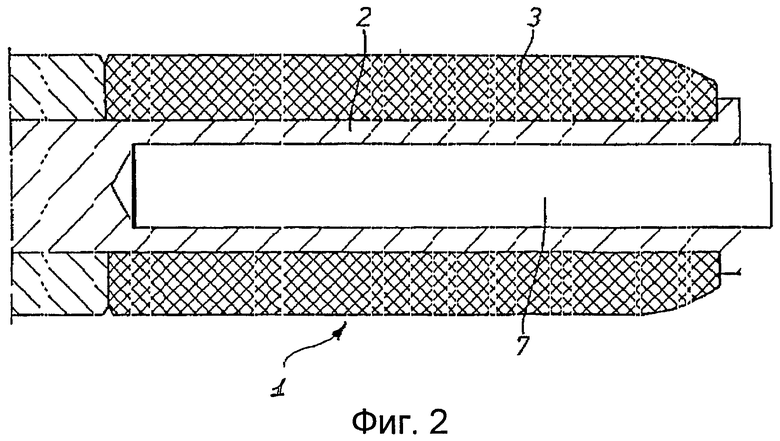
Фиг.2 - вариант воплощения в соответствии с фиг.1 с введенным распорным элементом в отверстие несущего элемента, сечение, боковая проекция;
Фиг.3 - вариант воплощения в соответствии с фиг.1 с изображением сил, действующих при вдвигании распорного элемента, сечение, боковая проекция;
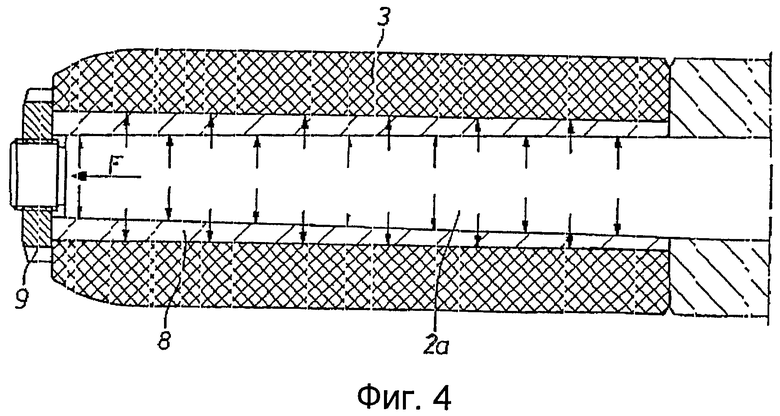
Фиг.4 - второй вариант воплощения стержня оправки по настоящему изобретению, сечение, боковая проекция.
На фиг.1 показан передний конец стержня 1 оправки 4. Стержень 1 оправки 4 имеет выполненный отчасти в виде полого внутреннего стержня несущий элемент 2, на который надета гильза 3. Гильза 3 состоит из молибденового или твердого материала. Конец гильзы 3 имеет сужение 4. Несущий элемент 2 имеет выступ 5, за счет чего формируется уступ, к которому прилегает конец гильзы 3. Через этот выступ при прокатке осевое усилие передается на несущий элемент. Несущий элемент также имеет отверстие 6, в которое может быть введен распорный элемент.
На фиг.2 показан введенный в отверстие 6 распорный элемент 7. Распорный элемент 7 обеспечивает расширение несущего элемента 2 и оказывает силу давления, действующую в направлении периферии на внутреннюю поверхность гильзы 3. За счет этого возникает соединение с фрикционным замыканием сил между гильзой 3 и несущим элементом 2.
На фиг.3 показано, что приложение осевой силы для вдвигания распорного элемента 7 приводит к пластической деформации распорного элемента, так что радиальные силы с распорного элемента 7 воздействуют на несущий элемент 2 и с несущего элемента 2 на гильзу 3. Распорный элемент 7 выполнен так, что его длина превышает длину отверстия 6 несущего элемента 2 (дельта L). При оказании штоком 9 осевого воздействия на распорный элемент 7 происходит пластическая деформация, а радиальные силы воздействуют на несущий элемент 2. Вследствие этого возникающие большие радиальные силы прикладываются без зазора на несущий элемент 2 и гильзу 3.
Представленный на фиг.4 вариант воплощения не предусматривает отверстия в несущем элементе 2. В этом варианте воплощения коническая гильза 8 размещена между внешней гильзой 3 и несущим элементом 2a. На конце несущего элемента 2a навинчена гайка 9. Форма внутренней поверхности гильзы 3 и наружной поверхности несущего элемента 2a, а также конической гильзы 8 согласованы друг с другом таким образом, что при вдвинутом в коническую гильзу 8 коническом несущем элементе 2a силы давления, воздействующие с конической гильзы 8 на внешнюю гильзу 3 по поверхности контакта, равномерно распределены между конической гильзой 8 и внешней гильзой 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ ЦЕМЕНТИРОВАННЫЙ КАРБИД-МЕТАЛЛИЧЕСКИЙ СПЛАВ | 2009 |
|
RU2499069C2 |
| МНОГОЭЛЕМЕНТНАЯ РАЗЖИМНАЯ ОПРАВКА ДЛЯ РАЗЖАТИЯ ПЛАСТМАССОВОГО ДЮБЕЛЯ И ВКЛЮЧАЮЩЕЕ ЕЕ В СЕБЯ КРЕПЕЖНОЕ УСТРОЙСТВО | 2015 |
|
RU2605890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОЙ МИШЕНИ И ЕЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2353473C2 |
| СПОСОБ ЗАЩИТЫ ОТ ЭРОЗИИ, ОКИСЛЕНИЯ И КОРРОЗИИ ПОВЕРХНОСТИ, УСТРОЙСТВО ДЛЯ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА, ВРАЩАЮЩАЯСЯ МЕШАЛКА УСТРОЙСТВА ДЛЯ ОЧИСТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА И СПОСОБ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2000 |
|
RU2247289C2 |
| Металлокерамический сплав на основе урана | 2021 |
|
RU2763048C1 |
| ТВЕРДЫЙ СПЛАВ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2004 |
|
RU2255998C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ КОМПЕНСАЦИИ КОСТНЫХ ДЕФЕКТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2601371C1 |
| ЗАГЛУШКА В СБОРЕ С КРЕПЛЕНИЕМ ГОЛОВКИ | 2009 |
|
RU2481520C2 |
| ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2003 |
|
RU2250272C1 |
| ЗАГЛУШКА В СБОРЕ С КРЕПЛЕНИЕМ ГОЛОВКИ | 2009 |
|
RU2578245C2 |
Изобретение предназначено для улучшения качества труб за счет повышения стойкости оправок и стержней оправок для изготовления труб. По меньшей мере часть оправки или стержня оправки состоит из молибденового материала, содержание молибдена в котором составляет 75 мас.% или более. Повышение воспринимаемых оправкой или стержнем нагрузок без их деформации обеспечивается за счет того, что они содержит заменяемую деталь, имеющую форму гильзы и выполненную из молибденового материала или твердого материала, содержание молибдена в котором составляет 80 мас.%, предпочтительно 85 мас.% или более и наиболее предпочтительно 90 мас.% или более, а содержание титана может составлять 0,4 мас.% или более, циркония - 0,07 мас.% или более и углерода - от 0,005 до 0,05 мас.%. 4 н. и 26 з.п. ф-лы, 4 ил., 1 табл.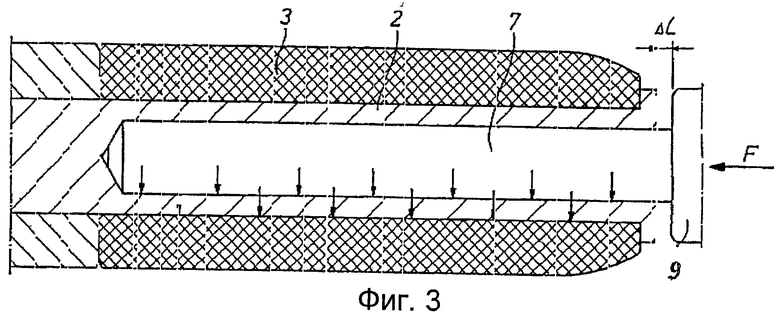
1. Оправка для изготовления труб, по меньшей мере часть которой состоит из молибденового материала с содержанием молибдена 75 мас.% или более, отличающаяся тем, что она содержит заменяемую деталь, имеющую форму гильзы и выполненную из молибденового материала или из твердого металлического материала, в частности твердого сплава, или из твердого неметаллического материала, в частности алмаза, кубического нитрида бора, карбида кремния, корунда или нитрида кремния.
2. Оправка по п.1, отличающаяся тем, что по меньшей мере ее часть состоит из материала, содержание молибдена в котором составляет 80 мас.% или более, предпочтительно 85 мас.% или более и наиболее предпочтительно 90 мас.% или более.
3. Оправка по любому из пп.1 или 2, отличающаяся тем, что по меньшей мере ее часть состоит из материала, в котором содержание титана составляет 0,4 мас.% или более, циркония - 0,07 мас.% или более и углерода - от 0,005 до 0,05 мас.%.
4. Оправка по п.3, отличающаяся тем, что по меньшей мере ее часть состоит из материала, в котором содержание титана составляет 0,5 мас.% или более, циркония - 0,08 мас.% или более и углерода - от 0,01 до 0,04 мас.%.
5. Оправка по п.1, отличающаяся тем, что на конце гильзы выполнено сужение.
6. Оправка по п.5, отличающаяся тем, что гильза размещена на несущем элементе.
7. Оправка по п.6, отличающаяся тем, что несущий элемент имеет уступ, к которому прилегает конец гильзы.
8. Оправка по п.7, отличающаяся тем, что в конце несущего элемента выполнено отверстие, проходящее вдоль продольной оси несущего элемента, в которое введен распорный элемент.
9. Оправка по п.6, отличающаяся тем, что между несущим элементом и гильзой размещена коническая гильза.
10. Оправка по п.1, отличающаяся тем, что твердый металлический материал имеет долю карбида вольфрама 70 мас.% или более.
11. Оправка по п.10, отличающаяся тем, что доля кобальта в твердом металлическом материале составляет 2,5 мас.% или более.
12. Оправка по любому из пп.10-11, отличающаяся тем, что доля карбида вольфрама в твердом металлическом материале составляет от 85 до 93 мас.%, а доля кобальта - от 7 до 15 мас.%.
13. Оправка по п.1, отличающаяся тем, что упомянутая заменяемая деталь имеет покрытие.
14. Оправка по п.13, отличающаяся тем, что покрытие содержит титан, алюминий и азот.
15. Стержень оправки для изготовления труб, по меньшей мере часть которого состоит из молибденового материала с содержанием молибдена 75 мас.% или более, отличающийся тем, что он содержит заменяемую деталь, имеющую форму гильзы и выполненную из молибденового материала или из твердого металлического материала, в частности твердого сплава, или из твердого неметаллического материала, в частности алмаза, кубического нитрида бора, карбида кремния, корунда или нитрида кремния.
16. Стержень оправки по п.15, отличающийся тем, что по меньшей мере его часть состоит из материала, содержание молибдена в котором составляет 80 мас.% или более, предпочтительно 85 мас.% или более и наиболее предпочтительно 90 мас.% или более.
17. Стержень оправки по любому из пп.15 или 16, отличающийся тем, что по меньшей мере его часть состоит из материала, в котором содержание титана составляет 0,4 мас.% или более, циркония - 0,07 мас.% или более и углерода - от 0,005 до 0,05 мас.%.
18. Стержень оправки по п.17, отличающийся тем, что по меньшей мере его часть состоит из материала, в котором содержание титана составляет 0,5 мас.% или более, циркония - 0,08 мас.% или более и углерода - от 0,01 до 0,04 мас.%.
19. Стержень оправки по п.15, отличающийся тем, что на конце гильзы выполнено сужение.
20. Стержень оправки по п.19, отличающийся тем, что гильза размещена на несущем элементе.
21. Стержень оправки по п.20, отличающийся тем, что несущий элемент имеет уступ, к которому прилегает конец гильзы.
22. Стержень оправки по п.21, отличающийся тем, что в конце несущего элемента выполнено отверстие, проходящее вдоль продольной оси несущего элемента, в которое введен распорный элемент.
23. Стержень оправки по п.20, отличающийся тем, что между несущим элементом и гильзой размещена коническая гильза.
24. Стержень оправки по п.15, отличающийся тем, что твердый металлический материал имеет долю карбида вольфрама 70 мас.% или более.
25. Стержень оправки по п.24, отличающийся тем, что доля кобальта в твердом металлическом материале составляет 2,5 мас.% или более.
26. Стержень оправки по любому из пп.24-25, отличающийся тем, что доля карбида вольфрама в твердом металлическом материале составляет от 85 до 93 мас.%, а доля кобальта - от 7 до 15 мас.%.
27. Стержень оправки по п.15, отличающийся тем, что упомянутая заменяемая деталь имеет покрытие.
28. Стержень оправки по п.27, отличающийся тем, что покрытие содержит титан, алюминий и азот.
29. Применение оправки по любому из пп.1-14 для изготовления медных труб, в частности для удлинения и прошивки.
30. Применение стержня оправки по любому из пп.15-28 для изготовления медных труб, в частности для удлинения и прошивки.
| и йШЕРТИ | 0 |
|
SU385439A1 |
| Приспособление против угона путевых рельсов | 1928 |
|
SU10796A1 |
| Оправка для периодической прокатки труб | 1978 |
|
SU768501A1 |
| Упорный стержень стана винтовой прокатки | 1978 |
|
SU747544A1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |

