Область применения изобретения
Настоящее изобретение в общем имеет отношение к области резки волокон, а более конкретно, к созданию устройства и способа для рациональной и эффективной резки пряди стекловолокон на индивидуальные стекловолоконные сегменты желательной длины, которые затем быстро могут быть диспергированы упорядоченным образом.
Известный уровень техники
Способ резки непрерывных армирующих волокон на стекловолоконные сегменты конечной длины является полезным при конструкции различных типов армирующих конструкций, причем, например, сегменты конечной длины армирующих волокон могут быть использованы в армирующих матах, таких как маты, изготовленные из смешанных волокон (например, из стекловолокон, смешанных с термопластичными волокнами), или многослойные маты, изготовленные из слоев волокон.
Сегменты конечной длины армирующих волокон также могут быть использованы в армирующих заготовках, композиционных материалах конструкционного назначения и в других армированных формованных изделиях, которые обычно изготавливают за счет литьевого прессования полимера и литьевого формования конструктивного полимера. Эффективность этих процессов изготовления может быть повышена за счет формования из армирующих волокон армирующей заготовки, форма и размеры которой близки к формуемому изделию, которую затем вводят в пресс-форму..
Требуется быстрый способ изготовления заготовок для того, чтобы можно было применить его в промышленных масштабах производства. При изготовлении заготовок, обычной практикой является подача непрерывной длины армирующей пряди или волокна в распределитель или в "режущее устройство", которое режет непрерывное волокно на множество волоконных сегментов конечной длины, и укладывает волоконные сегменты на поверхность накопления. Этот способ может быть использован для изготовления заготовок автоматизированным образом, если использовать армирующий распределитель, который перемещается вдоль поверхности накопления, и запрограммировать перемещение распределителя так, чтобы он укладывал волоконные сегменты в соответствии с желательной заданной схемой.
Армирующий распределитель может быть роботизированным или автоматизированным, и такие армирующие распределители уже известны и их применяют для изготовления заготовок для больших конструкционных деталей, например, в автомобильной промышленности. (Следует иметь в виду, что распределители армирующих волокон для изготовления матов смешанных волокон или для изготовления многослойных матов также могут быть адаптированы для программируемого перемещения.) Типично, осажденные волокна посыпают порошковым связующим, и сжимают при помощи второй перфорированной пресс-формы. Горячий воздух и давление обеспечивают отверждение (схватывание) связующего, что позволяет получить заготовку армирующих волокон, которая может быть направлена на хранение и отгружена конечному потребителю, который наносит смолу на заготовку и формует пропитанную заготовку, чтобы получить армированное изделие, типично с использованием способа впрыскивания смоляной смеси.
По мере того, как повышаются технические требования к армирующим конструкциям, возникает необходимость в новых способах распределения и укладки армирующих волокон. Одним из требований является повышение скорости подачи армирующих волокон по сравнению с известными ранее способами. Другим требованием является требование раскладки армирующих волокон в заданной ориентации. Прогресс в технологии армирования привел к созданию программируемого армирующего распределителя, который позволяет получать очень сложные схемы распределения и ориентации волокон. Могут быть созданы армирующие конструкции с использованием заданных количеств и различных ориентации армирующих волокон, чтобы улучшить прочность конструкции в самом слабом или в наиболее напряженном месте армируемого изделия. В таких усовершенствованных способах часто существует требование, чтобы волокна были уложены на поверхность накопления параллельно и близко друг от друга.
В патенте США 6,038,949 раскрыто устройство для резки и способ резки, которые в настоящее время обеспечивают наилучшие характеристики. Устройство образует из пряди виток, который перемещается вдоль формы и обычно выпрямляется, до резки при помощи вращающихся ножей на индивидуальные волоконные сегменты желательной длины. Несмотря на то, что устройство и способ, раскрытые в указанном патенте, обычно обеспечивают хорошие характеристики, они имеют ряд недостатков и поэтому возникает необходимость в создании усовершенствованных устройства для резки и способа резки. Более конкретно, при обработке волокнистого материала такого типа. который содержит смешанные однонаправленные термопластичные волокна и стекловолокна, устройство, раскрытое в патенте США 6,038,949, ломает стекловолокна и режет термопластичные волокна. Твердое и абразивное стекловолокно приводит к быстрому износу вращающихся ножей, которые затупляются и затем не могут резать термопластичные волокна. Поэтому ножи приходится часто заменять, что снижает производительность. Кроме того, следует иметь в виду, что вращающиеся ножи имеют достаточно большой диаметр и должны находиться на расстоянии, равном по меньшей мере одному радиусу ножа от конца устройства для резки.
Таким образом, резаные волоконные сегменты должны перемещаться на значительное расстояние вдоль устройство, до того как они будут распределены. Резаные волокна трудно перемещать, и в случае смещения одного или нескольких волоконных сегментов, возникает вероятность распределения волокон при нежелательной ориентации или при нежелательном положении.
Настоящее изобретение имеет отношение к созданию усовершенствованных устройства для резки и способа резки, в которых используют шлифовальные круги для резки волокон. Такие шлифовальные круги имеют больший срок службы чем вращающиеся ножи, которые использовали ранее в режущих устройствах, так что настоящее изобретение позволяет снизить время простоя, связанное с заменой режущих элементов, и повысить производительность. Более того, шлифовальные круги могут быть установлены рядом с разгрузочным концом устройства для резки, так что индивидуальные резаные волоконные сегменты необходимо перемещать только на очень короткое расстояние до места их распределения. Это значительно снижает вероятность смещения волоконных сегментов и поэтому обеспечивает надлежащее, упорядоченное перемещение резаных волоконных сегментов и их распределение в желательном положении и при желательной ориентации.
Сущность изобретения
В соответствии с настоящим изобретением предлагается устройство для резки пряди волокон. Устройство содержит форму, механизм подачи пряди, который подает прядь в форму и перемещает прядь вдоль формы, и первый и второй шлифовальные круги, которые режут прядь на индивидуальные сегменты желательной длины, когда прядь перемещается вдоль формы.
Форма имеет базовый конец, имеющий в основном кольцевое поперечное сечение, и разгрузочный конец, имеющий удлиненную линейную кромку. Форма обычно идет на конус и постепенно становится более плоской и широкой при удалении от базового конца к разгрузочному концу.
В одном возможном конструктивном варианте, механизм подачи пряди содержит ротор и двигатель для привода ротора. Ротор имеет питающий канал, через который прядь поступает на форму и движется вокруг формы, когда ротор вращается. Механизм подачи пряди дополнительно содержит питатель, при помощи которого прядь движется вдоль формы от базового конца к разгрузочному концу. Питатель содержит первый и второй винты подачи. Первый винт подачи расположен вдоль первой стороны формы, в то время как второй винт подачи расположен на второй, противоположной стороне формы. Кроме того, питатель содержит третий и четвертый винты подачи. Третий и четвертый винты подачи расположены вдоль формы у разгрузочного конца. По меньшей мере участок каждого из третьего и четвертого винтов подачи расположен между первым и вторым винтами подачи.
Направляющие планки расположены над формой, рядом с третьим и четвертым винтами подачи. Направляющие планки подпружинены. За счет этого, направляющие планки помогают направлять прядь в третий и четвертый винты подачи и одновременно смещают прядь в направлении первого и второго шлифовальных кругов, что позволяет повысить эффективность процесса резки.
Первый шлифовальный круг расположен рядом с первой стороной формы, ниже по ходу от заднего конца первого винта подачи. Второй шлифовальный круг расположен рядом со второй стороной формы, ниже по ходу от заднего конца второго винта подачи. Задние концы первого и второго винтов подачи расположены ближе к разгрузочному концу формы, чем передние концы третьего и четвертого винтов подачи. Таким образом, прядь движется непосредственно в передние концы третьего и четвертого винтов подачи при помощи первого и второго винтов подачи. Следовательно, прядь без помех проходит от первого и второго винтов подачи к третьему и четвертому винтам подачи, когда прядь перемещается вдоль формы.
В соответствии с другим вариантом осуществления настоящего изобретения, предлагается способ резки пряди волокон. Способ предусматривает подачу непрерывной пряди в базовый конец формы, перемещение непрерывной пряди вдоль формы от базового конца к разгрузочному концу и резку непрерывной пряди на индивидуальные сегменты желательной длины с использованием первого и второго шлифовальных кругов. Кроме того, способ предусматривает установку первого и второго шлифовальных кругов у противоположных сторон формы. Дополнительно, способ предусматривает захват индивидуальных сегментов механизмом подачи пряди после резки пряди и распределение индивидуальных сегментов из разгрузочного конца формы после резки.
Способ дополнительно предусматривает одновременное смещение непрерывной пряди в механизм подачи пряди и в направлении первого и второго шлифовальных кругов. Первый и второй шлифовальные круги вращаются со скоростями ориентировочно от 1,000 до 100,000 об/мин. Прядь затем перемещается вдоль формы со скоростью ориентировочно от 0.01 до 0.3 м/сек. В соответствии с одним возможным вариантом, непрерывная прядь перемещается вдоль формы в первом направлении, в то время как первый и второй шлифовальные круги вращаются во втором, противоположном направлении в обеих точках контакта с непрерывной прядью. В соответствии с еще одним возможным вариантом, перемещение непрерывной пряди и вращение шлифовальных кругов происходит в одном и том же направлении в обеих точках контакта.
В последующем описании описаны со ссылкой на чертежи несколько различных вариантов осуществления настоящего изобретения, причем это сделано просто для пояснения некоторых видов наиболее подходящих вариантов осуществления изобретения. Как легко можно понять, настоящее изобретение может иметь и другие различные варианты его осуществления, причем его различные детали могут быть подвергнуты модификации в различных, очевидных аспектах, что не выходит за рамки настоящего изобретения. Таким образом, чертежи и описание следует понимать как пояснительные по природе, а не как ограничительные.
Краткое описание чертежей
Сопроводительные чертежи являются частью описания изобретения и поясняют различные аспекты настоящего изобретения, и вместе с описанием служат для пояснения принципов настоящего изобретения.
На фиг.1 показан вид в перспективе устройства для резки в соответствии с настоящим изобретением, которое закреплено на манипуляторе робота, причем устройство для резки наносит рубленые волоконные сегменты желательной длины на накопительную поверхность с использованием способа в соответствии с настоящим изобретением.
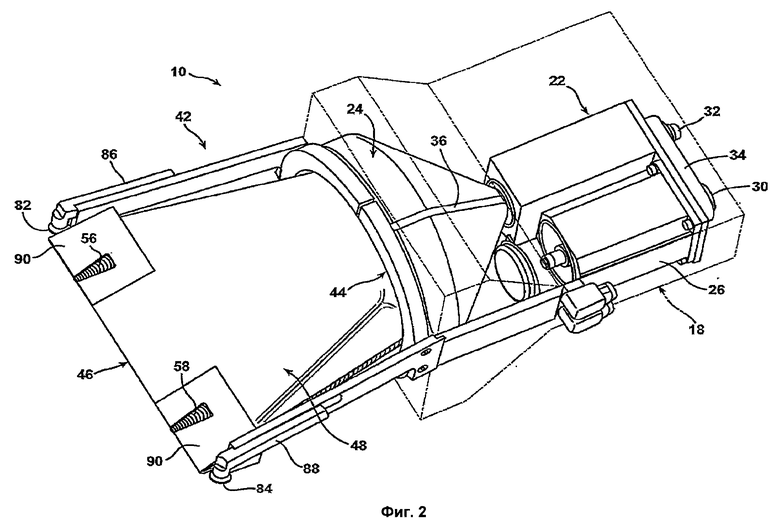
На фиг.2 показан вид в перспективе устройства для резки, показанного на фиг.1.
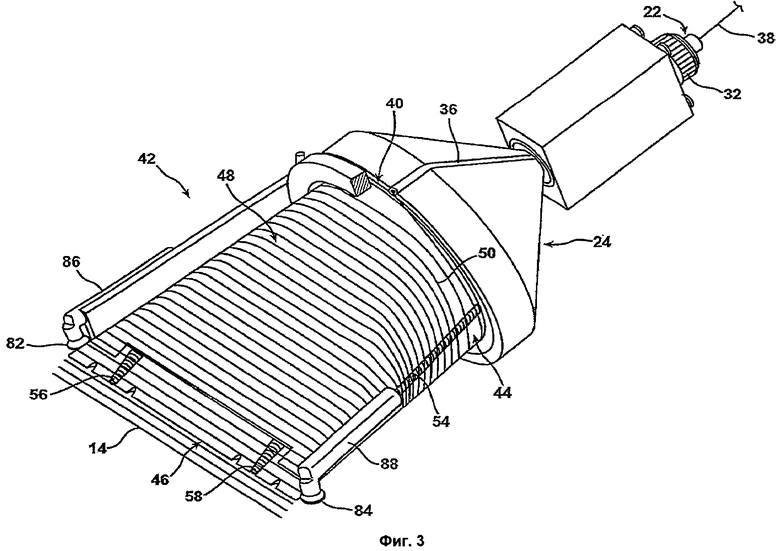
На фиг.3 показан частично фрагментарный вид в перспективе устройства для резки, показанного на фиг.2, где можно видеть подачу непрерывной пряди в форму.
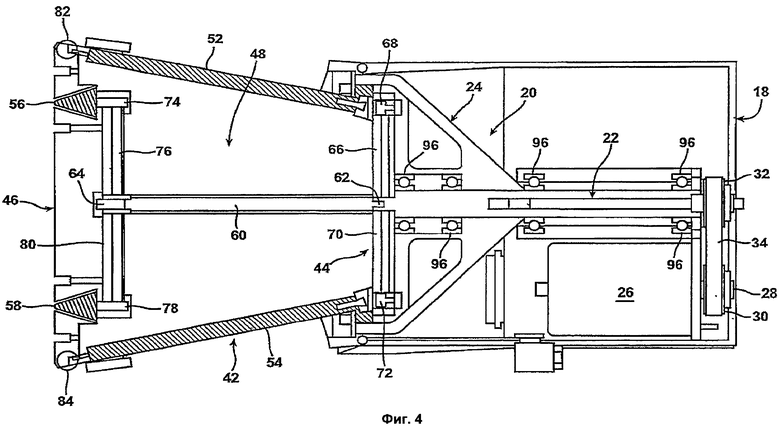
На фиг.4 схематично показано поперечное сечение, где можно видеть винты подачи механизма подачи пряди устройства для резки.
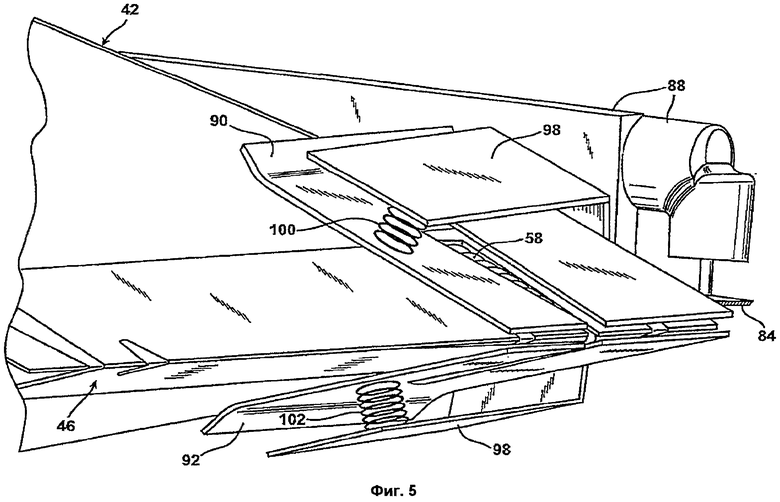
На фиг.5 схематично показаны направляющие планки на одной стороне устройства для резки.
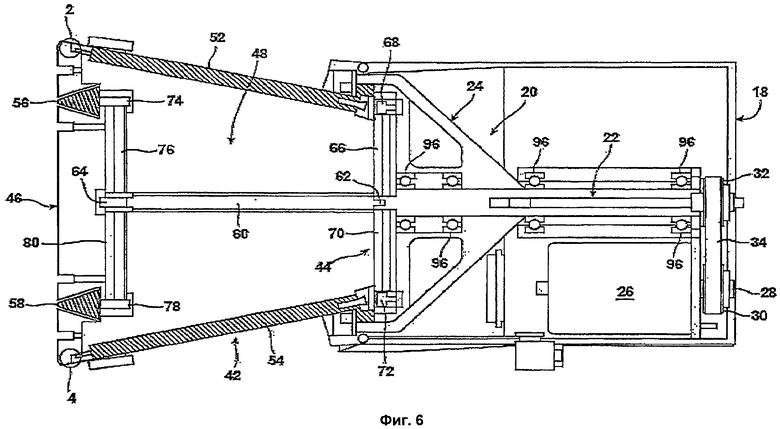
На фиг.6 схематично показано поперечное сечение, где можно видеть винты подачи механизма подачи пряди устройства для резки в соответствии с другим примерным вариантом.
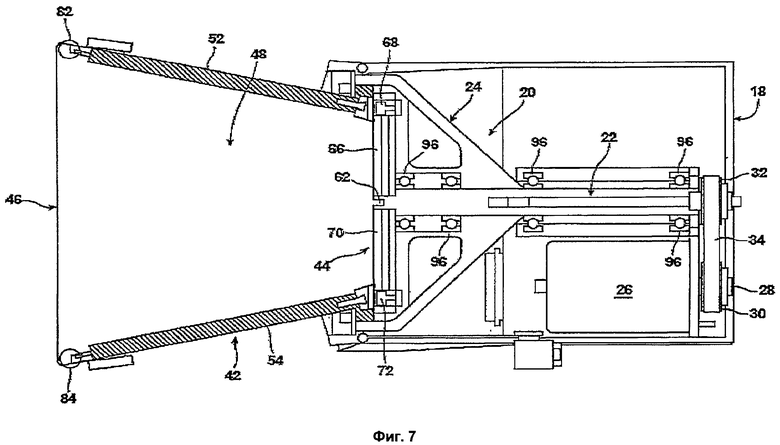
На фиг.7 схематично показано поперечное сечение, где можно видеть устройство для резки в соответствии с еще одним примерным вариантом.
Подробное описание изобретения
Обратимся теперь к рассмотрению деталей предпочтительных вариантов осуществления настоящего изобретения, пример которого показан на сопроводительных чертежах.
Как это показано на фиг.1, устройство 10 для резки закреплено на манипуляторе 12 робота, который предназначен для нанесения (укладки) волоконных сегментов 14 конечной/ желательной длины на накопительную поверхность 16, такую как поверхность формования заготовки. Типично, накопительной поверхностью является решетка (сетка). Устройство 10 для резки не обязательно должно быть роботизированным или автоматизированным, и даже может быть неподвижным, если накопительная поверхность 16 является подвижной. Вакуумный источник (не показан) обычно устанавливают под решеткой, чтобы упростить процесс изготовления заготовки. Манипулятор 12 робота может быть снабжен гидравлической системой (не показана) или другой аналогичной системой, которая позволяет устанавливать манипулятор рядом с участком накопительной поверхности 16 или над ним. Перемещением манипулятора 12 может управлять компьютер (не показан) в соответствии с заданной схемой раскладки волоконных сегментов 14 на накопительной поверхности 16.
Обратимся теперь к рассмотрению фиг.2-4, на которых устройства 10 для резки показано более подробно и поясняется его работа. Устройства 10 для резки содержит в основном цилиндрический внешний кожух 18. Вращающийся элемент или ротор 20 установлен при помощи группы подшипников 96 с возможностью вращения внутри кожуха 18. Ротор 20 имеет в основном цилиндрический входной конец 22 и в основном конический выходной конец 24. Ротор 20 может быть приведен во вращение при помощи любого подходящего средства, такого как двигатель 26. Можно видеть, что двигатель 26 имеет приводной вал 28. Ведущий шкив 30 закреплен на приводном валу 28. Второй шкив 32 закреплен на входном конце 22 ротора 20. Приводной ремень 34 соединяет ведущий шкив 30 и ведомый шкив 32 для вращения ротора 20.
Питающий канал 36 идет продольно через центр входного конца 22 и затем вдоль внешней поверхности выходного конца 24 ротора 20. Непрерывное армирующее волокно или прядь 38, такая как ровинг, подается от источника (не показан) и перемещается в устройство 10 для резки при помощи манипулятора 12 робота. Непрерывная прядь 38 проходит через питающий канал 36 ротора 20 и затем выходит через выходное отверстие 40 у расположенного ниже по ходу конца ротора 20.
Форма 42 расположена ниже по ходу от ротора 20. Форма 42 имеет базовый конец 44, имеющий в основном кольцевое поперечное сечение, и разгрузочный конец 46, имеющий в основном удлиненную линейную кромку. Термин "в основном кольцевое" обозначает, что отношение самого большого диаметра, L, к самому малому диаметру, S, составляет меньше чем 2:1. Например, идеальный круг имеет L:S отношение 1:1. Преимущественно базовый конец 44 имеет минимальный радиус (1/2 самого малого диаметра, S) по меньшей мере около 15 мм, чтобы обеспечить легкую намотку непрерывной пряди 38 вокруг базового конца 44 формы 42.
Форма 42 содержит удлиненный промежуточный участок 48 между базовым концом 44 и разгрузочным концом 46. Удлиненный промежуточный участок 48 идет на конус и постепенно становится более плоским и широким от базового конца 44 к разгрузочному концу 46. Когда ротор 20 вращается относительно формы 42, непрерывная прядь 38 поступает в базовый конец 44 формы 42, так что образуются в основном кольцевые петли или витки 50. Эти петли или витки пряди 50 затем перемещаются вдоль формы 42 в направлении разгрузочного конца 46.
Более конкретно, в дополнение к ротору 20 и двигателю 26, механизм подачи пряди содержит четыре винта 52, 54, 56, 58 подачи. Первый винт 52 подачи идет вдоль первой стороны формы 42. Второй винт 54 подачи идет вдоль второй противоположной стороны формы 42. Третий и четвертый винты 56, 58 подачи установлены вдоль формы 42 у разгрузочного конца 46 и по меньшей мере частично расположены между первым и вторым винтами 52, 54 подачи. Перекрытие между первым и вторым винтами 52, 54 подачи и третьим и четвертым винтами 56, 58 подачи обеспечивает, что петли или витки пряди 50 будут без помех и эффективно проходить от первого и второго винтов подачи к третьему и четвертому винтам подачи и обеспечивать непрерывное перемещение бесперебойным образом.
Привод каждого из винтов 52, 54, 56, 58 подачи производится при помощи ротора 20. Более конкретно, ротор 20 содержит секцию 60 приводного вала, содержащую два ведущих зубчатых колеса 62, 64. Как это лучше всего показано на фиг.4, ведущее зубчатое колесо 62 входит в зацепление с зубчатой передачей 66, которая, в свою очередь, входит в зацепление с зубчатым колесом 68, которое соединено через универсальный шарнир с первым винтом 52 подачи. Аналогично, ведущее зубчатое колесо 62 входит в зацепление с зубчатой передачей 70, которая, в свою очередь, входит в зацепление с зубчатым колесом 62, которое соединено через универсальный шарнир со вторым винтом 54 подачи.
Ведущее зубчатое колесо 64 на дистальном конце ротора 20 приводит во вращение зубчатое колесо 74, соединенное с третьим винтом 56 подачи через зубчатую передачу 76. Более того, ведущее зубчатое колесо 64 приводит во вращение зубчатое колесо 78 на четвертом винте 58 подачи через зубчатую передачу 80.
Как уже было указано здесь выше, когда ротор 20 приводится во вращение при помощи двигателя 26, непрерывная прядь 38 раскладывается в виде петель или витков 50 на базовом конце 44 формы 42. Когда подается каждая новая петля (или виток) 50, она захватывается при помощи первого и второго винтов 52, 54 подачи у переднего конца этих винтов. Каждая петля или каждый виток 50 затем продвигается при помощи первого и второго винтов 52, 54 подачи вдоль формы 42. Так как форма 42 постепенно идет на конус и постепенно становится более плоской и широкой от базового конца 44 к разгрузочному концу 46, то петли или витки 50 продвигаются с отслеживанием контура формы 42 и также постепенно становятся более плоскими и широкими. Когда петля или виток 50 приближается к задним концам первого и второго винтов 52, 54 подачи, расположенных рядом с разгрузочным концом 46 формы 42, петли захватываются передними концами третьего и четвертого винтов 56, 58 подачи, установленных между задними концами первого и второго винтов 52, 54 подачи. Третий и четвертый винты 56, 58 подачи продолжают перемещать петли 50 в направлении разгрузочного конца 46 формы 42.
Первый и второй шлифовальные круги 82, 84 предусмотрены рядом и непосредственно ниже по ходу от задних концов первого и второго винтов 52, 54 подачи у первой и второй сторон формы 42, рядом с разгрузочным концом 46. Шлифовальный круг 82 приводится во вращение при помощи двигателя 86, в то время как шлифовальный круг 84 приводится во вращение при помощи двигателя 88. Каждый из шлифовальных кругов 82, 84 имеет поверхность шлифования с шириной ориентировочно от 0.1 до 3 мм.
Группы направляющих планок 90, 92 установлены поверх формы 42 рядом с третьим и четвертым винтами 56, 58 подачи. Направляющие планки 90, 92 прикреплены к смежному корпусу двигателя 88 при помощи в основном U-образного опорного кронштейна 98. Первая пружина 100 сжатия введена между опорным кронштейном 98 и направляющей планкой 90. Вторая пружина 102 сжатия введена между опорным кронштейном 98 и направляющей планкой 92. Совместно, пружины 100, 102 сжатия смещают направляющие планки 90, 92 в направлении к ^'op^ 42. Таким образом, направляющие планки 90, 92 помогают направлять петли или витки пряди 50 в третий и четвертый винты 56, 58 подачи, одновременно смещая петли или витки пряди в направлении первого и второго шлифовальных кругов 82, 84. Когда петли или витки пряди 50 перемещаются к разгрузочному концу 46 формы 42, тогда шлифовальные круги 82, 84 режут их на индивидуальные сегменты 14 волокон желательной длины, которые почти сразу выгружаются с разгрузочного конца 46 устройства 10 для резки при помощи третьего и четвертого винтов 56, 58 подачи. Так как индивидуальные волоконные сегменты 14 выгружаются почти сразу после резки, то они выгружаются упорядоченным и параллельным образом. Это преимущественно позволяет обеспечивать диспергирование волоконных сегментов в желательное положение и при желательной ориентации.
Если вкратце описать работу устройства 10 для резки, то можно сказать, что способ резки пряди волокон предусматривает подачу непрерывной пряди 38 в базовый конец 44 формы 42, а затем перемещение непрерывной пряди 38, в виде петель или витков 50, вдоль формы 42, от базового конца 44 в направлении к разгрузочному концу 46. После этого способ предусматривает резку непрерывной пряди, в виде петель или витков 50, на индивидуальные сегменты 14 волокон желательной длины при помощи первого и второго шлифовальных кругов 82, 84. Первый и второй шлифовальные круги 82, 84 расположены у противоположных сторон формы 42. Во время процесса резки, прядь 38, 50 входит в зацепление с механизмом подачи пряди, который содержит ротор 20 и первый, второй, третий и четвертый винты 52, 54, 56, 58 подачи. Способ также включает в себя операцию одновременного смещения непрерывной пряди в механизм подачи пряди и в направлении первого и второго шлифовальных кругов 82, 84 при помощи направляющих планок 90, 92.
Типично, первый и второй шлифовальные круги 82, 84 приводятся во вращение при помощи двигателей 86, 88 со скоростью ориентировочно от 1,000 до 100,000 об/мин и имеют диаметр ориентировочно от 5 до 120 мм. Более того, непрерывная прядь, в виде петель или витков 50, типично перемещается вдоль формы 42 со скоростью ориентировочно от 0.01 до 0.3 м/сек. Шлифовальные круги 82, 84 могут быть приведены во вращение так, что они будут двигаться в том же направлении в точке контакта с прядью, что и направление перемещения пряди вдоль формы, или в направлении, противоположном направлению перемещения пряди.
В соответствии с некоторыми вариантами осуществления настоящего изобретения, некоторые признаки настоящего изобретения преимущественно могут быть использованы без соответствующего использования других признаков.
Например, в некоторых видах применения, таких как примерный вариант применения, показанный на фиг.6, пара вращающихся ножей 2, 4 может быть использована вместо шлифовальных кругов 82, 84 для резки непрерывной пряди 38. Подходящие вращающиеся ножи описаны в патенте США 6,038,949, который полностью включен в данное описание в качестве ссылки.
В соответствии с другими применениями, например, в примерном варианте применения, показанном на фиг.7, третий и четвертый винты 56, 58 подачи могут не потребоваться. В этом случае, только первый и второй винты 52, 54 подачи приводятся в движение от ротора 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНЫЙ КОЛЬЦЕВОЙ КОЖУХ КОМПРЕССОРА ДЛЯ ТУРБОМАШИНЫ | 2014 |
|
RU2672414C2 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| ЛЕНТА С АБРАЗИВНЫМ ПОКРЫТИЕМ | 1992 |
|
RU2116186C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 1997 |
|
RU2162790C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИДРОСТАТИЧЕСКОЙ ГАЙКИ (ВАРИАНТЫ), ГИДРОСТАТИЧЕСКАЯ ГАЙКА И ГИДРОСТАТИЧЕСКИЙ УЗЕЛ | 1994 |
|
RU2127384C1 |
| НАДУВНЫЕ МЕДИЦИНСКИЕ УСТРОЙСТВА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2013 |
|
RU2680958C2 |
| РОМБОВИДНОЕ ОКНО ДЛЯ КОМПОЗИТНОГО И/ИЛИ МЕТАЛЛИЧЕСКОГО КАРКАСА ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2586768C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПОЯСОМ | 2012 |
|
RU2584526C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ВОЗБУЖДЕНИЯ ЭЛЕКТРОДВИГАТЕЛЯ ИЛИ ГЕНЕРАТОРА | 1992 |
|
RU2120174C1 |
Устройство для резки и способ резки пряди стекловолокон на индивидуальные стекловолоконные сегменты желательной длины, которые потом могут быть диспергированы упорядоченным образом. Устройство для резки пряди волокон содержит: форму, которая имеет базовый конец и разгрузочный конец; механизм подачи пряди, который подает прядь в форму и перемещает прядь вдоль формы. Механизм подачи пряди содержит первый винт подачи, расположенный вдоль первой стороны формы, и второй винт подачи, расположенный вдоль второй противоположной стороны формы. Устройство для резки дополнительно содержит третий и четвертый винты подачи, и первый и второй шлифовальные круги. Третий и четвертый винты подачи расположены вдоль формы, по меньшей мере, частично между первым и вторым винтами подачи у разгрузочного конца. Способ резки пряди волокон включает в себя следующие операции: подача непрерывной пряди в базовый конец формы, перемещение непрерывной пряди вдоль формы от базового конца в направлении разгрузочного конца и резка непрерывной пряди на индивидуальные сегменты желательной длины с использованием первого и второго шлифовальных кругов. Обеспечивается повышение производительности, упорядоченное перемещение резанных волоконных сегментов и их распределение в требуемом положении и при требуемой ориентации. 4 н. и 15 з. пп. ф-лы, 7 ил.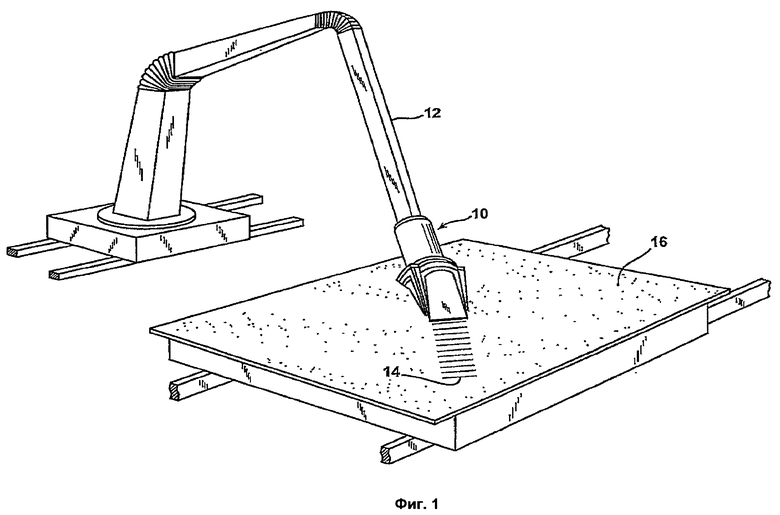
1. Устройство (10) для резки пряди волокон (38), которое содержит:
форму (42), которая имеет базовый конец (44) и разгрузочный конец (46);
механизм подачи пряди, который подает указанную прядь (38) в указанную форму (42) и перемещает указанную прядь вдоль указанной формы (42), причем указанный механизм подачи пряди содержит первый винт подачи (52), расположенный вдоль первой стороны указанной формы (42), и второй винт подачи (54), расположенный вдоль второй противоположной стороны указанной формы (42);
причем указанное устройство (10) дополнительно содержит третий (56)и четвертый (58) винты подачи, при этом указанные третий (56)и четвертый (58) винты подачи расположены вдоль указанной формы (42), по меньшей мере, частично между указанными первым (52) и вторым (54) винтами подачи у указанного разгрузочного конца (46).
2. Устройство (10) по п.1, в котором задние концы указанных первого и второго винтов подачи (52, 54) расположены ближе к указанному разгрузочному концу (46) формы (42), чем передние концы указанных третьего (56) и четвертого (58) винтов подачи, за счет чего указанная прядь (38) движется прямо в указанные передние концы указанных третьего и четвертого винтов подачи (56, 58) за счет указанных первого и второго винтов подачи (52, 54).
3. Устройство (10) по п.1, которое дополнительно содержит направляющие планки (90, 92) и пружины сжатия (100, 102), которые смещают указанные направляющие планки (90, 92) в направлении указанной формы (42), причем указанные направляющие планки (90,92) служат для направления витков (50) пряди (38) в указанные третий (56) и четвертый (58) винты подачи.
4. Устройство (10) по п.1, которое дополнительно содержит первый и второй шлифовальные круги (82, 84), которые режут указанную прядь (38) на индивидуальные волоконные сегменты желательной длины (14), когда указанная прядь (38) перемещается вдоль указанной формы (42).
5. Устройство (10) по п.4, в котором указанный первый шлифовальный круг (82) расположен рядом с указанной первой стороной указанной формы (42), ниже по ходу от заднего конца указанного первого винта подачи (52), а указанный второй шлифовальный круг (84) расположен рядом с указанной второй стороной указанной формы (42), ниже по ходу от заднего конца указанного второго винта подачи (54).
6. Устройство (10) по одному из пп.4-5, которое дополнительно содержит направляющие планки (90, 92) и пружины сжатия (100, 102) которые смещают указанные направляющие планки (90, 92) в направлении указанной формы (42), причем указанные направляющие планки (90, 92) служат для направления витков (50) пряди (38) в указанные третий (56) и четвертый (58) винты подачи и смещают указанную прядь (38) в направлении указанных первого и второго шлифовальных кругов (82, 84).
7. Устройство (10) для резки пряди волокон (38), которое содержит:
форму (42), которая имеет базовый конец (44), имеющий в основном кольцевое поперечное сечение, и разгрузочный конец (46), имеющий удлиненную линейную кромку;
механизм подачи пряди, который подает указанную прядь (38) в указанную форму (42) и перемещает указанную прядь вдоль указанной формы (42), причем указанный механизм подачи пряди содержит первый винт подачи (52), расположенный вдоль первой стороны указанной формы (42), и второй винт подачи (54), расположенный вдоль второй противоположной стороны указанной формы (42);
причем устройство (10) дополнительно содержит первый и второй шлифовальные круги (82, 84), которые режут указанную прядь (38) на индивидуальные волоконные сегменты желательной длины (14), когда указанная прядь (38) перемещается вдоль указанной формы (42).
8. Устройство по п.7, в котором указанные первый и второй шлифовальные круги (82, 84) расположены рядом с указанным разгрузочным концом (46).
9. Устройство по одному из пп.7-8, в котором указанный первый шлифовальный круг (82) расположен рядом с указанной первой стороной указанной формы (42), ниже по ходу от заднего конца указанного первого винта подачи (52), а указанный второй шлифовальный круг (84) расположен рядом с указанной второй стороной указанной формы (42), ниже по ходу от заднего конца указанного второго винта подачи (54).
10. Устройство (10) по п.7, в котором каждый из указанных первого и второго шлифовальных кругов (82, 84) имеет диаметр ориентировочно от 5 до 120 мм и выполнен с возможностью вращения со скоростью ориентировочно от 1,000 до 100,000 об/мин.
11. Устройство (10) по п.7, которое дополнительно содержит направляющие планки (90, 92) и пружины сжатия (100, 102), которые смещают указанную прядь (38) в направлении указанных первого и второго шлифовальных кругов (82, 84).
12. Способ резки пряди волокон, который включает в себя следующие операции:
подача витка (50) непрерывной пряди (38) в базовый конец (44) формы (42);
перемещение указанного витка (50) вдоль указанной формы (42) от указанного базового конца (44) в направлении разгрузочного конца (46) за счет входа в зацепление указанного витка (50) с первым и вторым винтами (52, 54) подачи;
вход в зацепление указанного витка (50) с третьим и четвертым винтами (56, 58) подачи, расположенными между указанными первым и вторым винтами (52, 54) подачи у указанного разгрузочного конца (46);
резка указанного витка (50) на индивидуальные волоконные сегменты желательной длины (14);
перемещение указанных индивидуальных волоконных сегментов (14) в направлении указанного разгрузочного конца при помощи указанных третьего и четвертого винтов (56, 58) подачи; и
выгрузка указанных индивидуальных волоконных сегментов (14).
13. Способ по п.12, в котором непрерывную прядь (38) перемещают вдоль указанной формы со скоростью ориентировочно от 0.01 до 0.3 м/сек.
14. Способ по одному из пп.12-13, в котором операция резки предусматривает использование первого и второго шлифовальных кругов (82, 84), установленных на противоположных сторонах указанной формы (42), рядом с указанным разгрузочным концом (46), для резки указанного витка (50).
15. Способ резки пряди волокон, который включает в себя следующие операции:
подача непрерывной пряди (38) в базовый конец (44) формы (42);
перемещение указанной непрерывной пряди (38) вдоль указанной формы (42) от указанного базового конца (44) в направлении разгрузочного конца (46);
резка указанной непрерывной пряди (38) на индивидуальные волоконные сегменты (14) желательной длины с использованием первого и второго шлифовальных кругов (82, 84); и
выгрузка указанных индивидуальных волоконных сегментов (14).
16. Способ по п.16, в котором операция резки предусматривает установку указанных первого и второго шлифовальных кругов (82, 84) на противоположных сторонах указанной формы (42) рядом с указанным разгрузочным концом (46).
17. Способ по одному из пп.15-16, в котором операция резки предусматривает вращение указанных первого и второго шлифовальных кругов (82, 84) со скоростью ориентировочно от 1,000 до 100,000 об/мин.
18. Способ по п.15, в котором операция перемещения предусматривает перемещение указанной непрерывной пряди (38) вдоль указанной формы (42) в первом направлении и вращение указанных первого и второго шлифовальных кругов (82, 84) во втором, противоположном направлении в обеих точках контакта с указанной непрерывной прядью (38).
19. Способ по п.15, который предусматривает перемещение указанной непрерывной пряди (38) вдоль указанной формы (42) и вращение указанных первого и второго шлифовальных кругов (82, 84) в обеих точках контакта с указанной непрерывной прядью (38) в одном и том же направлении.
| US 5819614 A1, 13.10.1998; | |||
| WO 00/15526 A2, 23.03.2000 | |||
| Устройство для разрезания нитей на отрезки | 1989 |
|
SU1694724A1 |
| Устройство для разрезания химических нитей на отрезки | 1984 |
|
SU1224363A1 |

