Область техники, к которой относится изобретение
Настоящее изобретение относится к науглероженному стальному элементу, например такому как шестерня, полученному при осуществлении обработки науглероживанием, и к способу его получения.
Предпосылки создания изобретения
Стальной элемент, например такой как шестерня, во многих случаях подвергается обработке науглероживанием и обработке закаливанием для увеличения твердости поверхности при сохранении ударной вязкости (здесь стальной элемент, на котором осуществлена обработка науглероживанием, будет называться науглероженным стальным элементом, когда соответствует). Обработка науглероживанием представляет собой обработку с увеличением поверхностной концентрации углерода в состоянии, в котором стальной элемент нагревается при температуре аустенизации или выше, а обработка закаливанием обычно осуществляется непосредственно после того, как осуществлена обработка науглероживанием. При осуществлении обработки науглероживанием и обработки закаливанием может быть обеспечена ударная вязкость сердцевины стального элемента и может быть увеличена поверхностная твердость стального элемента.
Материал, в который вводятся Cr и Мо, используется в качестве традиционного науглероженного стального элемента для того, чтобы улучшить свойства закаливания и стойкость к размягчению при отпуске. Кроме того, поскольку способ получения стального элемента осуществляется при осуществлении обработки закаливанием после обработки науглероживанием, предложен новый способ, который является предпочтительным для улучшения качества, вместо традиционной комбинации, в которой обработка закаливанием и обработка науглероживанием просто объединяются непрерывным образом (см. патентный документ 1).
В способе получения, описанном в патентном документе 1, используется «обработка науглероживанием, медленным охлаждением и высокочастотным закаливанием», в которой стальной элемент сразу медленно охлаждается после обработки науглероживанием и затем быстро охлаждается сразу после того, как требуемая часть обрабатывается высокой частотой для закаливания. Использование «обработки науглероживанием, медленным охлаждением и высокочастотным закаливанием» позволяет ограничить появление деформации, связанной с обработкой закаливанием при обеспечении высокой твердости части поверхностного слоя отдельной части.
Далее в описании термообработка, включающая «обработку науглероживанием» и «обработку закаливанием», может быть выражена как «обработка науглероживанием и закаливанием» в общем значении. Если явно не отмечено иное, термин «обработка науглероживанием и закаливанием» используется как термин, включающий традиционный способ, в котором обработка закаливанием осуществляется сразу после обработки науглероживанием и обработки науглероживанием, медленным охлаждением и высокочастотным закаливанием. Когда требуется различие между ними, описание будет дополняться, по мере возникновения такой необходимости.
Родственные документы-прототипы
Патентные документы
Патентный документ 1: WO 2006/118242
Раскрытие сущности изобретения
Проблема, решаемая изобретением
Теоретически, в науглероженном стальном элементе после осуществления обработки науглероживанием и закаливанием по меньшей мере, внутренняя структура вблизи поверхности имеет однородную мартенситную структуру. Однако, особенно когда нагревание на стадии закаливания после обработки науглероживанием осуществляется термообработкой в течение очень короткого времени, такой как нагревание с использованием энергии высокой плотности, было установлено, что структурная неоднородность, которая может быть вызвана карбидом сплава и т.д., остающимся в мартенсите, легко имеет место во внутренней структуре после осуществления обработки закаливанием. Такая структурная неоднородность является непредпочтительной, поскольку неоднородность влияет на долговечность и т.д. науглероженного стального элемента.
Например, в случае, когда используется обработка науглероживанием, медленного охлаждения и высокочастотным закаливанием с использованием стального материала, где степень содержания Cr, который обычно используется для получения стального элемента, имеющего высокую твердость и высокую точность, является высокой (например, 0,2% мас. или более), в науглероженном слое образуется карбид Cr, когда стальной материал медленно охлаждается после обработки науглероживанием. Когда высокочастотное нагревание следует за обработкой науглероживанием и обработка медленным охлаждением осуществляется при относительно высокой температуре (например, 950°C), карбид Cr растворяется в матрице с образованием однородного превращения в аустенит, и может быть получена однородная закаленная структура, и твердость также становится однородной. С другой стороны, когда стальной материал нагревается при относительно низкой температуре (например, ниже 950°C), карбид Cr плохо растворяется в матрице, однородное превращение в аустенит получается плохо и может иметь место неоднородность твердости. Также, когда степень содержания Мо является высокой (например, 0,1% мас. или более), получается карбид Мо, который вносит вклад в появление неоднородности твердости подобно случаю с Cr, хотя не так заметно, как в случае Cr.
Науглероженный слой обрабатываемой части нагревается энергией высокой плотности, такой как высокочастотное нагревание. В процессе такого нагревания с закаливанием части то, насколько сильно изменяется растущая температура, зависит от формы части, требуемых свойств и т.д. Например, в случае шестерни, для которой требуется высокая точность, и когда требуется, чтобы часть ее поверхностного слоя имела высокую твердость, а внутренняя часть имела низкую твердость с обеспечением высокой ударной вязкости, требуется осуществлять закаливание после того, как нагревается только часть поверхностного слоя шестерни в общих чертах, когда осуществляется высокочастотное закаливание. Для того чтобы достигнуть обработки, требуется выполнять высокочастотное нагревание с высокой энергией и в течение короткого времени. Нагревание в течение короткого времени предотвращает теплопередачу к внутренней части с обеспечением нагревания по наружному контуру. При указанном нагревании, поскольку нагревание осуществляется с высокой отдачей, часть поверхностного слоя становится относительно высокотемпературной в целом, и, в частности, часть головки зуба может нагреваться до температуры, близкой к температуре плавления. В способе нагревания, как описано выше, карбид Cr и карбид Мо легко растворяются в матрице, так что на части поверхностного слоя может быть получена закаленная структура, имеющая однородную твердость.
С другой стороны, например, в передаточной шестерне с высоким крутящим моментом, такой как дифференциальная кольцевая шестерня, когда шестерня используется, напряжение прикладывается не только к поверхностному слою, но также к внутренней части зубчатой части, так что необходимо увеличить твердость внутренней части. Поэтому когда передаточная шестерня с высоким крутящим моментом нагревается высокой частотой, необходимо, чтобы не только поверхностный слой, но также внутренняя часть шестерни нагревалась до температуры аустенитного превращения или выше. В данном случае, поскольку должна активно использоваться теплопередача к внутренней части с тем, чтобы нагреть внутреннюю часть, в противоположность первому нагреванию используется нагревание с низкой энергией и в течение относительно длительного времени. Это также сдерживает рост температуры головки зуба и обеспечивает нагревание с относительно хорошим распределением температуры. Однако благодаря аустенитному превращению при относительно низкой температуре, когда карбид Cr и карбид Мо существуют в большом количестве, особенно в зубчатой корневой части и т.д., чья температура увеличивается с трудом, карбид Cr и карбид Мо не могут полностью раствориться в аустените и остаются в ней. Это может вызвать сниженную твердость и неоднородность.
При обращении к такой проблеме важно оптимизировать каждый способ обработки в обработке науглероживанием и закаливанием. Однако требуется также строго оптимизировать сам химический состав науглероженного стального элемента с тем, чтобы сдерживать структурную неоднородность и неоднородность твердости, вызванную такой структурной неоднородностью, даже когда условия обработки являются различными.
Настоящее изобретение сделано в свете такой проблемы и предусматривает способ получения науглероженного стального элемента, в котором активно используется химический состав, который может ограничить неоднородность твердости, несмотря на условия обработки науглероживанием и закаливанием, и который предусматривает способ получения науглероженного стального элемента, включающий дополнительные предпочтительные условия получения, которые обеспечивают преимущество химического состава.
Средства решения проблем
Первым аспектом настоящего изобретения является создание науглероженного стального элемента, полученного на стадии науглероживания с формованием науглероженного слоя на поверхностном слое при нагревании стального элемента до или выше температуры аустенизации в науглероживающей атмосфере, где концентрация кислорода является более низкой, чем концентрация кислорода атмосферы; стадии охлаждения после стадии науглероживания с охлаждением стального элемента при более низкой скорости охлаждения, чем скорость охлаждения, при которой имеет место мартенситное превращение, и охлаждением стального элемента до температуры не выше, чем температура, при которой структурное превращение, вызванное охлаждением, завершается; и стадии закаливания с нагреванием требуемой части стального элемента энергией высокой плотности до аустенитной зоны и затем охлаждения стального элемента при скорости охлаждения не ниже, чем скорость охлаждения, при которой имеет место мартенситное превращение. Науглероженный стальной элемент характеризуется тем, что стальной элемент содержит в качестве базового химического состава: С: 0,1-0,40% мас.; Si: 0,35-3,0% мас.; Mn: 0,1-3,0% мас.; Cr: менее 0,2% мас.; Мо:0,1% мас. или менее; Р: 0,03% мас. или менее; S: 0,15% мас. или менее; Al: 0,05% мас. или менее; N: 0,03% мас. или менее; и Fe и неизбежные примеси: остальное. Поверхностный слой требуемой части, на которой осуществляется стадия закаливания, содержит: первый слой, имеющий концентрацию углерода выше, чем интервал базового химического состава, и имеющий мартенситную структуру, в которой на границе раздела зерен отсутствует оксидный слой, вызванный существованием Si; второй слой, расположенный внутри первого слоя, имеющий концентрацию кислорода в интервале базового химического состава и имеющий мартенситную структуру; и третий слой, расположенный внутри второго слоя, имеющий концентрацию кислорода в интервале базового химического состава и не имеющий мартенситной структуры.
Вторым аспектом настоящего изобретения является создание способа получения науглероженного стального элемента, имеющего следующие стадии: стадия науглероживания с образованием науглероженного слоя на поверхностном слое при нагревании стального элемента до или выше температуры аустенизации в науглероживающей атмосфере, где концентрация кислорода является более низкой, чем концентрация кислорода атмосферы; стадия охлаждения после стадии науглероживания с охлаждением стального элемента при более низкой скорости охлаждения, чем скорость охлаждения, при которой имеет место мартенситное превращение, и охлаждением стального элемента до температуры не выше, чем температура, при которой структурное превращение, вызванное охлаждением, завершается; и стадия закаливания с нагреванием требуемой части стального элемента энергией высокой плотности до аустенитной зоны и затем охлаждения стального элемента при скорости охлаждения не ниже, чем скорость охлаждения, при которой имеет место мартенситное превращение. В способе стальной элемент содержит в качестве базового химического состава: С: 0,1-0,40% мас.; Si: 0,35-3,0% мас.; Mn: 0,1-3,0% мас.; Cr: менее 0,2% мас.; Мо: 0,1% мас. или менее; Р: 0,03% мас. или менее; S:0,15% мас. или менее; Al: 0,05% мас. или менее; N: 0,03% мас. или менее; и Fe и неизбежные примеси: остальное.
Третий аспект настоящего изобретения предусматривает цементируемую сталь для науглероженного стального элемента. Цементируемая сталь характеризуется тем, что содержит в качестве базового химического состава: С: 0,1-0,4% мас.; Si: 0,35-3,0% мас.; Mn: 0,1-3,0% мас.; Cr: менее 0,2% мас.; Мо: 0,1% мас. или менее; Р: 0,03% мас. или менее; S:0,15% мас. или менее; Al: 0,05% мас. или менее; N: 0,03% мас. или менее; и Fe и неизбежные примеси: остальное.
Эффекты изобретения
Как описано выше, настоящее изобретение относится к науглероженному стальному элементу, полученному с помощью стадии науглероживания, осуществляемой в атмосфере с низкой концентрацией кислорода, стадии охлаждения, на которой медленное охлаждение осуществляется в вышеуказанных особых условиях, и стадии закаливания, использующей нагревание энергией высокой плотности, и к способу его получения. Химический состав в указанном выше интервале используется в качестве оптимального химического состава для получения науглероженного стального элемента указанным способом получения.
Моменты, которые должны быть отмечены в отношении определенного выше химического состава, заключаются в том, что содержание Cr и Мо ограничено уровнями содержания в качестве примесей или уровнями содержания 0,2% мас. и 0,1% мас. или менее, соответственно, даже когда их добавляют, и что содержание Si увеличивается до интервала 0,35-3,0% мас.
Хром (Cr) является элементом, используемым для улучшения свойств закаливания и увеличения стойкости к размягчению при отпуске. Однако, когда Cr вводится в концентрации 0,2% мас. или более, карбид Cr легко образуется в процессе медленного охлаждения после обработки науглероживанием. Карбид Cr, когда он образовался, может с трудом растворяться в матрице, когда впоследствии осуществляется нагревание при использовании энергии высокой плотности.
Кроме того, Мо также является элементом, используемым для улучшения свойств закаливания и увеличения стойкости к размягчению при отпуске. Однако, когда Мо вводится в концентрации 0,1% мас. или более, карбид Мо легко образуется в процессе медленного охлаждения после обработки науглероживанием. Карбид Мо, когда он образуется, может с трудом растворяться в матрице, когда впоследствии осуществляется нагревание при использовании энергии высокой плотности.
То, что карбид Cr и карбид Мо остаются в структуре, вызывает структурную неоднородность, а последняя вызывает неоднородность твердости.
Поэтому, как описано выше, Cr усиленно рассматривается в качестве необязательного компонента, и его содержание ограничивается до менее 0,2% мас., даже когда Cr вводится. Аналогично Мо рассматривается в качестве необязательного компонента, и его содержание ограничивается до менее 0,1% мас., даже когда Мо вводится. Эффекты улучшения свойств закаливания и увеличения стойкости к размягчению при отпуске, когда вводятся Cr и Мо, достигаются при увеличении содержания Si, который может проявлять свои функции в интервале 0,35-3,0% мас.
Поэтому образование карбида Cr и карбида Мо ограничивается, когда осуществляется медленное охлаждение после обработки науглероживанием при обеспечении свойств закаливания и увеличения стойкости к размягчению при отпуске. Соответственно, даже когда способ нагревания, используемый на стадии науглероживания, ограничивается нагреванием с использованием энергии высокой плотности и даже когда нагревание осуществляется при относительно низкой температуре, структурная неоднородность благодаря присутствию карбида Cr и карбида Мо может быть снижена, поскольку само образование карбида Cr и карбида Мо первоначально ограничивается, и может быть получена требуемая твердость. Кроме того, стоимость материала может быть также снижена при снижении вводимого количества дорогостоящих Cr и Мо.
Кроме того, обычно увеличение содержания Si может вызвать окисление границы раздела зерен благодаря Si, когда осуществляется обработка науглероживанием. Напротив, как описано выше, появление окисления границы раздела зерен может быть ограничено и снижение структурных свойств, связанное с увеличением содержания Si, может быть предотвращено ограничением условий обработки на стадии науглероживания, так что стадия науглероживания осуществляется в науглероживающей атмосфере, где концентрация кислорода является более низкой, чем в атмосфере.
Конечный науглероженный стальной элемент, полученный таким образом, имеет: первый слой, имеющий концентрацию углерода выше, чем интервал базового химического состава, и имеющий мартенситную структуру, в которой отсутствует оксидный слой на границе раздела зерен, обусловленный Si; второй слой, расположенный внутри первого слоя, имеющий концентрацию углерода в интервале базового химического состава и имеющий мартенситную структуру; и третий слой, расположенный внутри второго слоя, имеющий концентрацию углерода в интервале базового химического состава и не имеющий мартенситной структуры, на поверхностном слое требуемой части, на которой осуществляется стадия закаливания.
Предпочтительно толщина второго слоя (размер в направлении глубины от поверхности) больше, чем толщина первого слоя. Соответственно, твердость науглероженного слоя на внутренней стороне может быть также высоко упрочнена в относительно широком интервале. Для увеличения толщины второго слоя, т.е. слоя, в котором науглероженная структура получается при сохранении концентрации углерода основного материала, который расположен внутри науглероженного слоя, необходимо, чтобы нагревание на стадии науглероживания осуществлялось при относительно низкой температуре в течение длительного времени с интенсивно развитой аустенизацией. Также в данном случае, как описано выше, образование карбида Cr и карбида Мо может быть ограничено, так что структурная неоднородность может быть снижена.
Соответственно, в полученном таким образом науглероженном стальном элементе снижается неоднородность твердости, т.к. снижается структурная неоднородность, с достижением в результате превосходной стоимостной характеристики.
Краткое описание чертежей
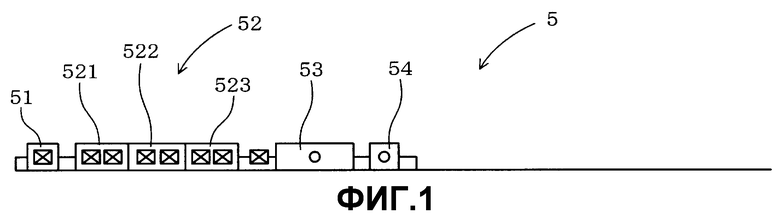
На фиг.1 представлена пояснительная схема, показывающая конфигурацию термообработывающего оборудования, используемого в варианте реализации изобретения.
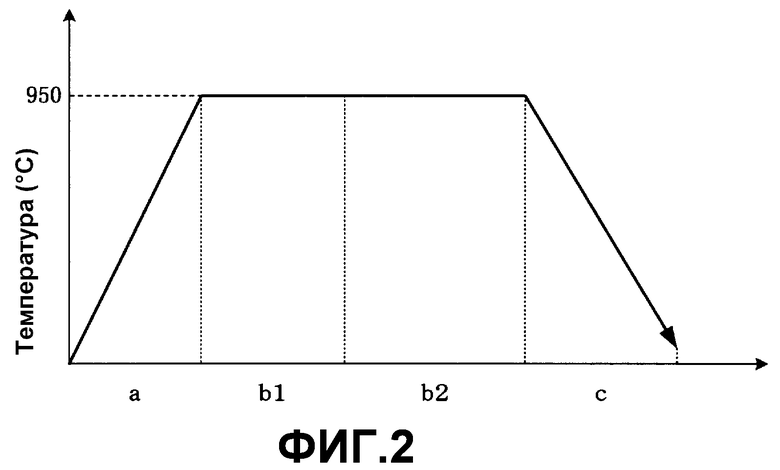
На фиг.2 представлена пояснительная схема, показывающая термограмму на стадии науглероживания и стадии охлаждения в варианте реализации изобретения.
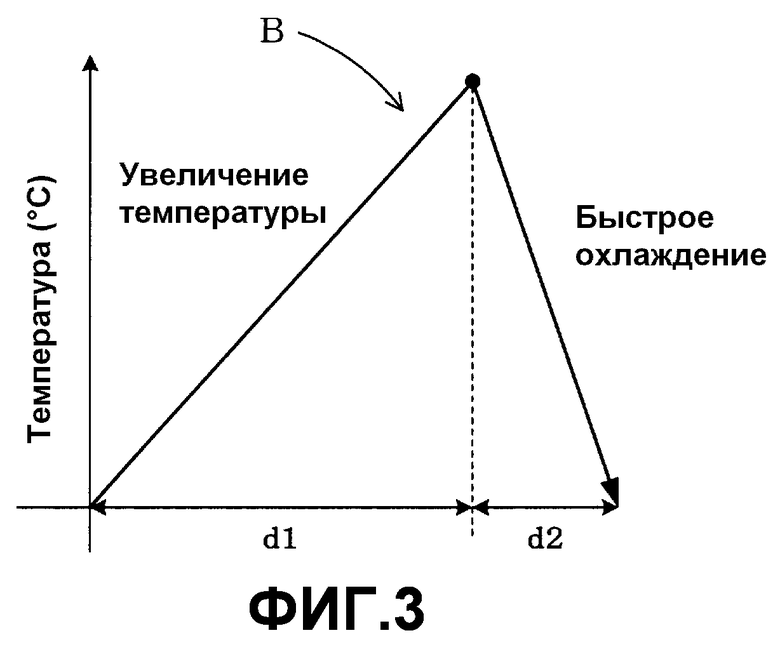
На фиг.3 представлена пояснительная схема, показывающая термограмму на стадии закаливания в варианте реализации изобретения.
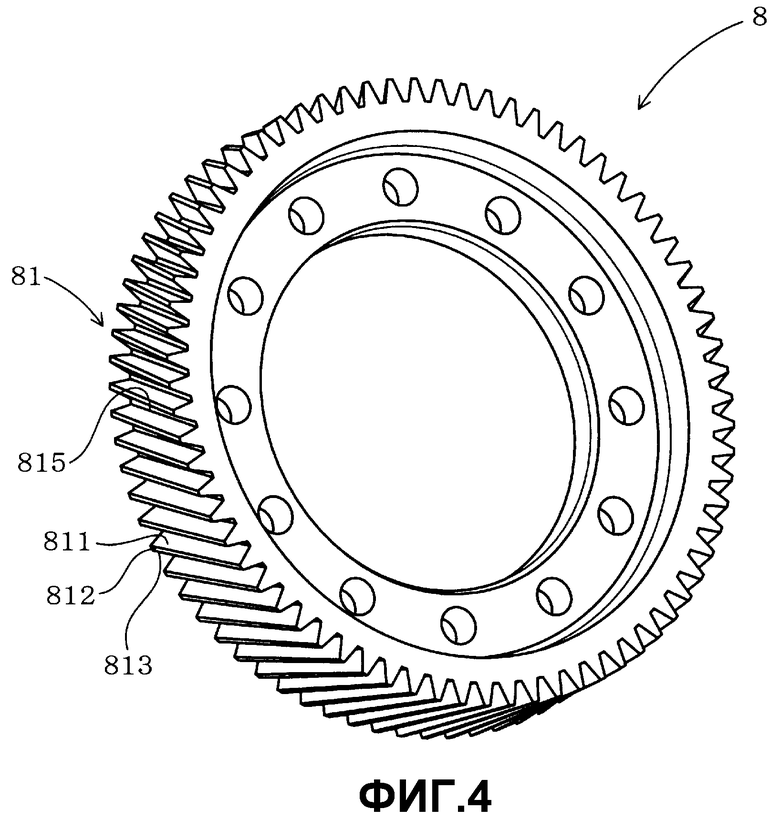
На фиг.4 представлена пояснительная схема, показывающая науглероженный стальной элемент (дифференциальную кольцевую шестерню) в варианте реализации изобретения.
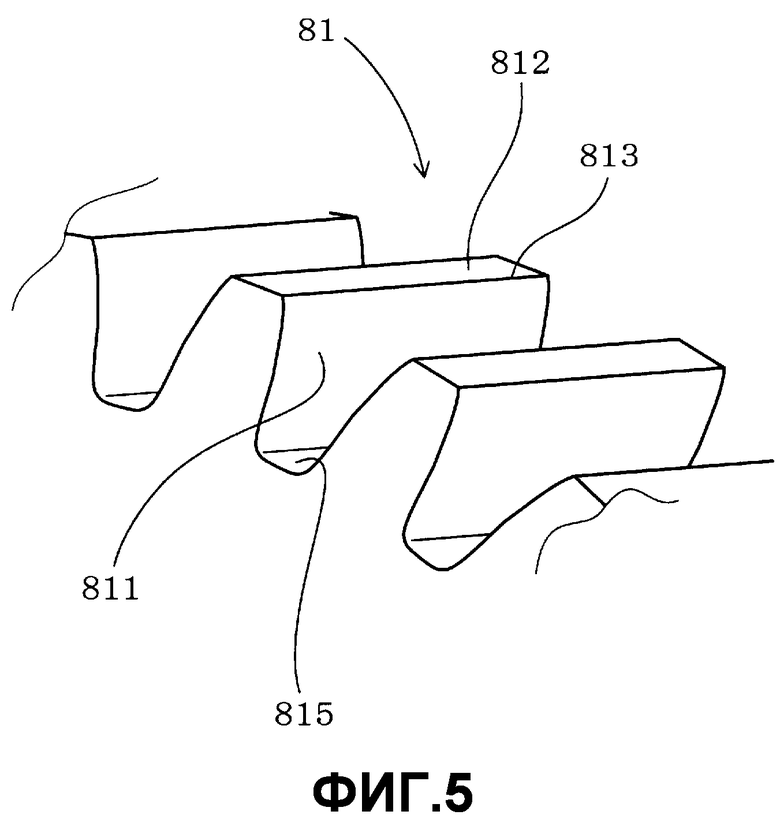
На фиг.5 представлена пояснительная схема, показывающая деталь зубчатой формованной части дифференциальной кольцевой шестерни в варианте реализации изобретения.
На фиг.6 представлена фотография, показывающая состояние металлической структуры вблизи зубчатой формованной части эксперимента №3 в варианте реализации изобретения.
На фиг.7 представлена пояснительная диаграмма, показывающая строение металлической структуры с фиг.6 в варианте реализации изобретения.
Наилучшие варианты осуществления изобретения
Сначала будет описана причина ограничения базового химического состава. Далее % мас. в составе будет просто указываться как %. В данной заявке выражение «базовый химический состав» означает базовый химический состав основного материала до того, как концентрация углерода поверхностного слоя увеличивается обработкой науглероживанием, т.е. состав самой стали.
С: 0,1-0,40%
С представляет собой элемент, который вводят для обеспечения прочности стали, в частности прочности центральной части. Поэтому прочность внутренней части обеспечивается установлением нижнего предела концентрации введения С 0,1%. Однако верхний предел устанавливается равным 0,4%, поскольку ударная вязкость снижается, и обрабатываемость материала резанием ухудшается благодаря тому, что твердость увеличивается, когда содержание С превышает 0,4%. Наиболее предпочтительное вводимое количество составляет 0,15-0,3%.
Si: 0,35-3,0%
Si является элементом, используемым для раскисления стали, и, как описано выше, элементом, используемым для обеспечения прочности и закаливаемости, необходимых для стали для улучшения стойкости к размягчению при отпуске. Разработанная в настоящем изобретении сталь имеет характеристику, состоящую в том, что содержание дорогостоящих Cr и Мо может быть значительно снижено. Однако имеется случай, в котором снижение содержания Cr и Мо становится неблагоприятным для части, для которой требуется стойкость к размягчению при отпуске, такая как стойкость к точечному выкрашиванию шестерни, по сравнению с Cr-Мо-сталью, которая является традиционной сталью. Соответственно, для того чтобы получить требуемую стойкость к размягчению при отпуске, даже когда содержание Cr и Мо снижается, Si должен содержаться в концентрации 0,35% или более. Однако, когда содержание Si превышает 3,0%, его влияние не только насыщается, но также вызывает увеличение твердости с ухудшением обрабатываемости резанием материала, так что необходимо установливать содержание Si в интервале 0,35-3,0%. Наиболее предпочтительный интервал составляет от более 0,45% до 1,5%.
Кроме того, когда материал, в который введено большое количество Si, используется в обработке газовым науглероживанием при использовании окислительного газа, имеет место окисление границы раздела зерен, и аномальный науглероженный слой получается в поверхностном слое при Si на стадии науглероживания, поскольку Si легко образует продукты окисления. Поэтому прочность науглероженного слоя снижается, приводя к снижению сопротивления усталости при изгибе и сопротивления усталости при контактном сжатии. Здесь в способе получения науглероженного стального элемента, как описано выше, используется стадия, на которой обработка науглероживанием осуществляется в науглероживающей атмосфере, в которой концентрация кислорода является сниженной. Это делает возможным положительно увеличивать содержание Si, поскольку проблема окисления границы раздела зерен может быть исключена.
Mn: 0,1-3,0%
Хотя Mn является элементом, используемым для раскисления стали, и является элементом, используемым для улучшения свойств закаливания, но, когда содержание Mn составляет менее чем 0,1%, его влияние является недостаточным. Однако, когда содержание превышает 3,0%, влияние не только насыщается, но также вызывает увеличение твердости с ухудшением обрабатываемости резанием материала, так что необходимо устанавливать содержание в интервале 0,1-3,0%. Наиболее предпочтительный интервал составляет от 0,5 до 1,5%.
Р: 0,03% или менее
Содержание Р необходимо снизить как можно больше, поскольку Р сегрегируется на границе раздела зерен со снижением ударной вязкости, так что его содержание необходимо ограничивать до 0,03% или менее, хотя трудно снизить содержание до нуля.
S: 0,15% или менее
S образует MnS в стали и является элементом, вводимым для того, чтобы улучшить обрабатываемость резанием материала благодаря такому образованию. Однако эффект, полученный при содержании S, насыщается, когда содержание серы превышает 0,15%, и в большей степени вызывает сегрегацию на границе раздела зерен, что в результате приводит к хрупкости на границе раздела зерен. Соответственно, необходимо снизить содержание S до 0,15% или менее. Когда количество S составляет менее 0,001%, эффект улучшения свойств резания является незаметным. Соответственно, содержание S должно быть 0,001% или более, когда определяется нижний предел. Более предпочтительным интервалом является интервал 0,005-0,06%.
Al: 0,05% или менее
Al осаждается и диспергируется в стали в виде нитрида. По этой причине Al рассматривается как элемент, используемый для предотвращения укрупнения аустенитной структуры, когда осуществляется обработка науглероживанием. Однако, когда содержание Al превышает 0,05%, осадок укрупняется, вызывая хрупкость стали. Поэтому верхний предел устанавливается на уровне 0,05%. Необходимо отметить, что перекристаллизация имеет место в части, к которой применяется обработка закаливанием энергией высокой плотности, и укрупненная аустенитная структура измельчается. Соответственно, когда высокая прочность требуется только в части, к которой применяется обработка закаливанием энергией высокой плотности, но не требуется в зоне, которая не нагревается энергией высокой плотности, нет необходимости в присутствии Al. Однако, когда в зоне, которая не нагревается энергией высокой плотности, также требуется высокая прочность, необходимо присутствие Al. Когда количество Al составляет менее 0,005%, эффект предотвращения укрупнения аустенитной структуры является незаметным. Соответственно, когда определяется нижний предел, количество устанавливается на уровне 0,005% или более. Более предпочтительный интервал составляет 0,02-0,04%.
N: 0,03% или менее
N образует различные нитриды и имеет эффект предотвращения укрупнения аустенитной структуры, когда осуществляется обработка науглероживанием. Однако, когда содержание N превышает 0,03%, заметно ухудшается ковкость. Поэтому верхний предел устанавливается на уровне 0,03%. Необходимо отметить, что на части, на которой осуществляется обработка закаливанием энергией высокой плотности, имеет место перекристаллизация и укрупненная аустенитная структура измельчается. Соответственно, когда высокая прочность требуется только в части, к которой применяется обработка закаливанием энергией высокой плотности, но не требуется в зоне, которая не нагревается энергией высокой плотности, нет необходимости в присутствии N. Однако, когда в зоне, которая не нагревается энергией высокой плотности, также требуется высокая прочность, необходимо присутствие N. В данном случае, когда количество N составляет менее 0,003%, эффект предотвращения укрупнения аустенитной структуры является незаметным. Соответственно, когда определяется нижний предел, необходимо количество устанавливать на уровне 0,005% или более. Более предпочтительный интервал составляет 0,02-0,04%.
Cr: менее 0,2%
Как описано выше, Cr является элементом, используемым для улучшения свойств закаливания и стойкости к размягчению при отпуске. Однако при введении 0,2% или более, карбид Cr легко образуется в процессе науглероживания и медленного охлаждения.
В частности, когда температура нагревания на стадии закаливания после науглероживания и медленного охлаждения является относительно низкой, растворение полученного карбида Cr в матрице становится трудным, так что легко имеют место структурная неоднородность и неоднородность твердости благодаря структурной неоднородности.
Само образование карбида Cr может быть ограничено установлением количества Cr на требуемом минимуме, так что можно предотвратить эффект ухудшения структуры, обусловленный карбидом Cr, даже когда условия последующего нагревания энергией высокой плотности различно изменяются.
Даже когда содержание Cr составляет 0,2% или более, образование карбида Cr может быть значительно ограничено при использовании химического состава, удовлетворяющего условию
[Si%]+[Ni%]+[Cu%]-[Cr%]>0,5
Однако неоднородность твердости ограничивается не полностью. Наиболее предпочтительный интервал содержания Cr составляет 0,1% или менее.
Мо: 0,1% или менее
Хотя одной из целей настоящего изобретения является снижение содержания Мо, который является редким металлом и относительно дорогостоящим среди редких металлов, Мо может вводиться в очень небольшом количестве. Мо является элементом, используемым для улучшения свойств закаливания и стойкости к размягчению при отпуске. Однако содержание большого количества Мо не только увеличивает стоимость, но также может вызвать проблему неоднородности твердости, как описано выше, так что верхний предел необходимо устанавливать при 0,1%. Предпочтительно не вводить Мо, когда требуемые свойства закаливания могут быть обеспечены другими элементами. В таком случае предпочтительно, чтобы его содержание составляло менее 0,01%, что представляет собой условие, что Мо активно не вводится.
Кроме того, предпочтительно базовый химический состав дополнительно содержит 0,005-0,2% Ti и 0,0006-0,0005% В.
Ti: 0,005-0,2%
Ti представляет собой элемент, который легко сочетается с N. Поэтому Ti обеспечивает эффект предотвращения участия В в образовании BN с потерей эффекта улучшения закаливаемости и является элементом, используемым для предотвращения укрупнения аустенитной структуры, когда осуществляются обработка науглероживанием и обработка высокочастотным закаливанием при осаждении и диспергировании в виде карбонитрида в стали, однако, когда содержание Ti составляет менее 0,005%, его влияние является недостаточным. Однако, когда содержание Ti превышает 0,2%, осадок укрупняется, делая сталь хрупкой, так что верхний предел устанавливается равным 0,2%. Наиболее предпочтительный интервал введения Ti составляет от 0,01% до 0,03%.
В: 0,0006-0,005%
В является элементом, используемым для обеспечения свойств закаливания и упрочнения границ раздела зерен. Однако, когда содержание В составляет менее 0,0006%, его влияние является недостаточным. Однако, когда содержание превышает 0,005%, влияние насыщается, так что необходимо устанавливать содержание в интервале от 0,0006% до 0,005%. Наиболее предпочтительный интервал составляет от 0,001% до 0,003%.
Кроме того, предпочтительно базовый химический состав дополнительно содержит либо один, либо оба компонента из 0,01-0,3% Nb и 0,01-0,2% V.
0,01-0,3% Nb и 0,01-0,2% V
Хотя Nb и V являются элементами, используемыми для предотвращения укрупнения аустенитной структуры, когда осуществляются обработка науглероживанием и обработка высокочастотным закаливанием, при осаждении и диспергировании в стали в виде карбонитрида, когда содержание каждого из Nb и V составляет менее 0,01%, эффект является незначительным. Однако, когда вводимое количество является слишком большим, осадок укрупняется, делая сталь хрупкой, так что верхние пределы определяются равными 0,3% для Nb и 0,2% для V, соответственно. Наиболее предпочтительными интервалами введения являются 0,01-0,02% для Nb и 0,01-0,05% для V.
Кроме того, базовый химический состав может дополнительно содержать 0,1-3,0% Ni.
Ni: 0,1-3,0%
Ni является элементом, используемым для улучшения ударной вязкости, однако, когда содержание Ni составляет менее 0,1%, его эффект является недостаточным. Однако, когда содержание превышает 3,0%, его влияние не только насыщается, но также вызывает увеличение твердости с ухудшением обрабатываемости резанием материала, так что необходимо устанавливать интервал 0,1-3,0%. Наиболее предпочтительный интервал составляет от 0,5% до 1,5%.
Далее, является предпочтительным осуществлять каждую стадию способа получения, как описано ниже.
В частности, во-первых, стадия науглероживания осуществляется в науглероживающей атмосфере, где концентрация кислорода является более низкой, чем в атмосфере. Отдельные примеры содержат способ, который осуществляется в науглероживающем газе сниженного давления, давление которого ниже атмосферного давления. Другими словами, он осуществляется с использованием стадии науглероживания при сниженном давлении. На стадии науглероживания при сниженном давлении обработка науглероживанием может быть осуществлена более эффективно, чем традиционный способ, поскольку обработка науглероживанием может быть осуществлена при относительно небольшом количестве науглероживающего газа, когда высокотемпературная внутренняя часть науглероживающей печи поддерживается в состоянии сниженного давления. Кроме того, может быть снижено время обработки, может быть снижено энергопотребление, и само науглероживающее-закаливающее оборудование может быть уменьшено в размерах, поскольку традиционная обработка длительного нагревания, использующая крупногабаритную термообрабатывающую печь, больше не требуется.
Затем, когда применяется стадия науглероживания при сниженном давлении, Cr активно рассматривается в качестве необязательного компонента, а его влияние, достигаемое ограничением верхнего предела, проявляется особенно эффективно. Другими словами, установка условий может быть выполнена при предварительном расчете углеродного потенциала, поскольку науглероживание осуществляется равновесной реакцией в случае обычного газового науглероживания. Однако установка условий указанным выше расчетом является трудной, поскольку обработка науглероживанием при сниженном давлении является неравновесной реакцией. Кроме того, когда стальной элемент, имеющий части с неоднородностью, такой как шестерня, подвергается обработке науглероживанием при сниженном давлении, например имеется различие в скорости диффузии поступающего углерода в зависимости от частей получаемая концентрация науглероживания поверхности варьируется в зависимости от частей, и заданный модифицирующий эффект может быть не получен в тех частях, чья поверхность должна модифицироваться обработкой науглероживанием. Когда варьирование уровня науглероживания становится больше, чем в случае обычного газового науглероживания, содержание большого количества Cr может заметно улучшить образование карбида Cr. Соответственно, ограничение содержания Cr является особенно эффективным, когда используется стадия науглероживания при сниженном давлении.
Кроме того, использование науглероживания при сниженном давлении позволяет ограничить количество кислорода в атмосфере до низкого уровня снижением давления науглероживающей атмосферы по отношению к атмосферному давлению на стадии науглероживания. Это делает возможным предотвратить появление в науглероженном слое окисления границы раздела зерен.
Кроме того, способ науглероживания, осуществляемый в науглероживающей атмосфере, где концентрация кислорода является более низкой, чем в атмосфере, не ограничивается способом науглероживания при сниженном давлении. Например, может быть использован способ, в котором окисление границы раздела зерен науглероженного слоя предотвращается ограничением количества кислорода в атмосфере до низкого уровня за счет заполнения газообразным азотом или нейтральным газом без снижения давления атмосферы.
Науглероживание при сниженном давлении также называется вакуумным науглероживанием и является обработкой науглероживанием, которая осуществляется при снижении давления атмосферы в печи и прямом введении газа углеводородной системы (например, метана, пропана, этилена и ацетилена) в качестве науглероживающего газа в печь. Обработка науглероживанием при сниженном давлении обычно содержит стадию науглероживания и стадию диффузии. На стадии науглероживания активный углерод, который образуется при разложении, когда науглероживающий газ взаимодействует с поверхностью стали и становится карбидом на поверхности стали, накапливается в стали. На стадии диффузии карбид разлагается, и накопленный углерод растворяется в матрице и диффундирует во внутреннюю часть. Должно быть отмечено, что путь подачи углерода не ограничивается путем через карбид, и утверждается, что существует путь, через который углерод прямо растворяется в матрице.
Кроме того, предпочтительно стадия науглероживания осуществляется в условиях сниженного давления 1-100 гПа. Когда сниженное давление в процессе науглероживания на стадии науглероживания при сниженном давлении составляет ниже 1 гПа, может существовать возможность того, что имеет место такая проблема, что требуется дорогостоящее оборудование для поддержания степени вакуума. С другой стороны, когда сниженное давление превышает 100 гПа, может иметь место проблема, что сажа образуется в процессе науглероживания, вызывая неоднородность концентрации науглероживания.
Кроме того, газ углеводородного ряда, такой как ацетилен, пропан, бутан, метан, этилен и этан, может применяться в качестве науглероживающего газа.
Кроме того, предпочтительно стадия науглероживания осуществляется при условии, что концентрация науглероживания поверхности стального элемента после диффузии составляет 0,8% или менее. В данном случае количество углерода в науглероженном слое устанавливается не более, чем эвтектоидной стали, аустенитное превращение может быть обеспечено нагреванием в процессе закаливания, и, таким образом, мартенситная структура может быть получена без появления осаждения цементита при последующем быстром охлаждении.
Кроме того, предпочтительно стальной элемент, на котором осуществляется стадия науглероживания, имеет первую часть и вторую часть, в которой скорость диффузии поступающего углерода при осуществлении обработки науглероживанием отличается от первой части из-за форм, скорость диффузии углерода, поступающего во вторую часть, является более низкой, чем в первой части, и стадия науглероживания осуществляется при условии, что концентрация науглероживания поверхности первой части находится в интервале 0,65±0,1% мас.
Как описано выше, поскольку обработка науглероживанием при сниженном давлении является неравновесной реакцией, было установлено, что когда стальной элемент, имеющий части с неоднородностью, такой как шестерня, подвергается обработке науглероживанием при сниженном давлении, например, скорость диффузии поступающего углерода различается в зависимости от частей, получаемая концентрация науглероживания поверхности варьируется в зависимости от частей, и заданный модифицирующий эффект может быть не получен на той части, поверхность которой должна модифицироваться обработкой науглероживанием.
Получаемая концентрация науглероживания поверхности изменяется между моментом времени сразу после стадии науглероживания, на которой развивается науглероживание, и моментом времени после стадии диффузии, на которой развивается диффузия углерода, поступающего затем во внутреннюю часть, поскольку обработка науглероживанием при сниженном давлении является неравновесной реакцией. Концентрация науглероживания выражается как значение после того, как прошла стадия диффузии. Соответственно, каждая концентрация науглероживания в настоящем описании не является значением, полученным в момент времени сразу после стадии науглероживания, но является значением, полученным после того, как прошла стадия диффузии (далее выражена таким же образом).
В свете таких обстоятельств для того, чтобы оптимизировать условие, когда стадия науглероживания при сниженном давлении осуществляется на стальном элементе, имеющем первую часть (часть легкой диффузии углерода) и вторую часть (часть затрудненной диффузии углерода), в которой скорость диффузии углерода, поступающего при осуществлении обработки науглероживанием, отличается от первой части из-за форм, было установлено, что является эффективным осуществлять стадию науглероживания сниженного давления при условии, что концентрация науглероживания поверхности первой части находится в интервале 0,65±0,1% мас.
Многими экспериментальными результатами в первое время было установлено, что получаемая концентрация науглероживания поверхности второй части стального элемента, т.е. части, где скорость диффузии является более низкой, чем в первой части, а концентрация науглероживания поверхности после обработки науглероживанием является более высокой, чем первой части, может быть ограничена в интервале 0,85% мас. или ниже при осуществлении обработки науглероживанием при сниженном давлении в вышеуказанных условиях. Соответственно, концентрация науглероживания поверхности почти всей поверхности части, поверхность которой модифицируется обработкой науглероживанием стального элемента, может быть установлена в интервале 0,55-0,85% мас. При концентрации науглероживания поверхности, установленной в указанном интервале, эффект закаливания может быть в достаточной степени получен также на части, у которой концентрация науглероживания поверхности близка к нижнему пределу (первая часть), неблагоприятный исход из-за избыточного углерода может быть ограничен той частью, в которой концентрация науглероживания поверхности близка к верхнему пределу (вторая часть), и превосходная модифицированная поверхность может быть получена после закаливания при обработке стального элемента специальной стадией закаливания, на которой стальной элемент последовательно нагревается с использованием высокочастотной энергии и затем быстро охлаждается.
Для условия науглероживания необходимо осуществлять множество раз предварительные эксперименты, в которых температура, тип науглероживающего газа, давление, время обработки и т.д. на стадии науглероживания сниженного давления изменяются для определения условий, при которых концентрация науглероживания поверхности оказывается в вышеуказанном определенном интервале. Должно быть отмечено, что, когда стальные элементы, которые является обрабатываемыми элементами, имеют одинаковую форму, число предварительных экспериментов может быть, необязательно, снижено при накоплении данных. Кроме того, определение первой части и второй части стального элемента может быть сделано при измерении концентрации науглероживания во множестве частей практически в предварительных экспериментах. Альтернативно, определение может быть сделано при исследовании формы, поскольку определение может быть выполнено относительно легко на основе формы.
Кроме того, стадия охлаждения осуществляется в условиях, по меньшей мере, медленного охлаждения, на которой скорость охлаждения является более медленной, чем скорость охлаждения, при которой имеет место мартенситное превращение в стальном элементе в процессе охлаждения. Соответственно, появление деформации благодаря мартенситному превращению может быть ограничено, и обработка науглероживанием может быть закончена в превосходном состоянии при точности формы.
Более конкретно, предпочтительно осуществлять стадию охлаждения в условиях медленного охлаждения, при котором скорость охлаждения в то время, когда, по меньшей мере, температура стального элемента представляет собой температуру точки превращения А1 или выше, составляет 0,1-3,0°C/с. Когда скорость охлаждения стадии охлаждения превышает 3,0°C/с, в то время когда температура стального элемента имеет значение не ниже температуры точки превращения А1, не может быть получен достаточный эффект ограничения появления деформации в процессе охлаждения. С другой стороны, когда скорость охлаждения на стадии охлаждения устанавливается менее 0,1°C/с, тогда как температура имеет значение не ниже температуры точки превращения А1, требуется время прежде, чем температура достигает температуры точки превращения А1, и в стальном элементе развивается диффузия введенного углерода с течением времени. Диффузия в процессе охлаждения может вызвать неравномерность скорости диффузии благодаря различию температуры в зависимости от частей. В результате может варьироваться количество углерода.
Кроме того, предпочтительно осуществлять стадию охлаждения в охлаждающем газе в состоянии, когда давление охлаждающего газа является более низким, чем атмосферное давление, т.е. стадия охлаждения является стадией охлаждения при сниженном давлении. Это делает возможным дополнительно ограничить появление деформации в процессе охлаждения.
Другими словами, когда охлаждающий газ перемешивается в процессе охлаждения, снижение давления охлаждающего газа обеспечивает снижение разницы в скорости охлаждения циркулирующего охлаждающего газа между стороной против потока и стороной по потоку по сравнению с состоянием атмосферного давления. Другими словами, когда охлаждение осуществляется при атмосферном давлении, теплообмен происходит, только когда охлаждаемый элемент вступает в контакт с охлаждающим газом при атмосферном давлении, и начинается охлаждение элемента. В данном случае конвекционный поток газа образует сторону против потока и сторону по потоку благодаря активному перемешиванию газа или теплу, вызывая поэтому различие в скорости охлаждения. Различие в скорости охлаждения обуславливает температурное различие в охлаждаемом элементе, поэтому появляется деформация термообработки. С другой стороны, скорость теплообмена является обычно медленной на любой из сторон против потока и стороны по потоку при снижении давления охлаждающего газа, так что появление различия в скорости охлаждения затруднено. Соответственно, когда используется охлаждение при сниженном давлении, в котором давление охлаждающего газа снижается, появление деформации термообработки является редким, поскольку охлаждение проходит относительно равномерно. Кроме того, даже когда перемешивание не осуществляется совсем, в случае состояния сниженного давления различие скорости охлаждения благодаря неперемешиваемому потоку охлаждающего газа при различных температурах может быть снижено по сравнению со случаем атмосферного давления.
При использовании эффекта, получаемого при снижении давления охлаждающего газа, появление деформации стального элемента, на котором осуществляется стадия охлаждения при сниженном давлении, может быть ограничено и стальной элемент может быть передан на стадию закаливания при сохранении размерной точности с высокой точностью. Эффект становится наиболее заметным, когда в качестве стадии медленного охлаждения при сниженном давлении используется медленное охлаждение, в котором скорость охлаждения является сниженной. Соответственно, стальной элемент может быть менее деформированным и формованным с высокой точностью даже после осуществления закаливания при использовании преимуществ, полученных вышеуказанной стадией закаливания, использующей энергию высокой плотности.
Кроме того, при использовании стадии науглероживания при сниженном давлении в качестве стадии науглероживания и стадии охлаждения при сниженном давлении в качестве стадии охлаждения и осуществлении указанных стадий непрерывно, камера науглероживания при сниженном давлении и камера медленного охлаждения могут быть соединены непосредственно, и нет необходимости предусматривать дополнительную камеру и т.д. для регулирования уровня сниженного давления между камерами в практическом оборудовании. Другими словами, разность давления между камерами может быть снижена, поскольку как стадия науглероживания при сниженном давлении, так и стадия медленного охлаждения осуществляются в состоянии сниженного давления. Соответственно, обработка медленного охлаждения при сниженном давлении может осуществляться без выдержки продукта, прошедшего обработку медленным охлаждением при сниженном давлении, в состоянии нормального давления, что делает возможным осуществление эффективной обработки, в которой появление деформации ограничивается.
Кроме того, предпочтительно условие сниженного давления охлаждающего газа на стадии охлаждения составляет более конкретно 100-650 гПа. В обработке охлаждения сниженного давления, когда давление имеет значение выше интервала 100-650 гПа, эффект сниженного давления не может быть получен полностью, и, с другой стороны, может быть трудно снизить давление ниже интервала из-за структуры оборудования.
Поэтому более предпочтительно состояние сниженного давления на стадии медленного охлаждения устанавливается в интервале 100-300 гПа.
Кроме того, важно, что стадия закаливания осуществляется при нагревании требуемой части стального элемента до температуры аустенизации или выше при использовании энергии высокой плотности и затем при быстром охлаждении стального элемента не медленнее, чем критическая скорость быстрого охлаждения, при которой имеет место мартенситное превращение, по меньшей мере, в науглероженном слое. Энергия высокой плотности включает в себя, например, луч энергии высокой плотности, такой как электронный луч или лазерный луч, и энергию высокой плотности, такую как высокочастотное нагревание, которое не является лучом. При использовании энергии высокой плотности становится возможным снизить время нагревания, и достаточные эффекты твердости могут быть надежно получены, поскольку состав регулируется так, чтобы легко аустенизироваться при снижении количества Cr.
Кроме того, предпочтительно осуществлять нагревание на стадии закаливания высокочастотным нагревом. В данном случае при использовании высокочастотного нагревания неконтактное нагревание может быть точно осуществлено индукционным нагреванием, и, таким образом, может быть получена высокая эффективность. Кроме того, в качестве высокочастотного нагревания может быть применен известный способ.
Кроме того, предпочтительно осуществлять быстрое охлаждение водяным охлаждением. Другими словами, частичное нагревание частей вместо общего нагревания может быть точно осуществлено при использовании энергии высокой плотности, так что даже когда затем осуществляется водяное закаливание при использовании воды, имеющей очень высокий охлаждающий эффект, появление деформации закаливания может быть по существу ограничено по сравнению со случаем традиционного газового нагревания. Кроме того, свойства закаливания могут быть улучшены, и прочность закаленной части может быть дополнительно увеличена при превосходном эффекте быстрого охлаждения, достигаемом водяным охлаждением. Кроме того, при использовании указанной увеличенной прочности может быть достигнуто упрощение обработки науглероживанием (сокращение времени обработки), т.е. требуемая прочность может быть реализована, даже когда толщина науглероженного слоя снижается. В данном случае время полной стадии термообработки может быть дополнительно снижено.
Кроме того, предпочтительно осуществлять нагревание высокочастотным нагревом на стальных элементах поодиночке и охлаждать стальной элемент распылением охлаждающей воды на стальной элемент с периферии при вращении стального элемента в процессе охлаждения после нагревания. В данном случае стальной элемент может быть достаточно охлажден при осуществлении охлаждения, и появление деформации может быть дополнительно ограничено.
Кроме того, предпочтительно осуществлять нагревание на стадии закаливания при условии, что весь интервал не менее 1 мм глубины от поверхности аустенизируется без плавления поверхности. Нагревание высокочастотной энергией позволяет нагревать только самую верхнюю поверхность стального элемента при применении энергии очень высокой плотности в очень короткое время, например 10 с или менее. Соответственно, только зона глубиной менее 1 мм от поверхности может быть нагрета до требуемой высокой температуры. Однако при выборе относительно низкого интервала температуры (например, 750-950°C) в качестве температуры аустенизации стали и при задании потребляемой энергии высокой плотности относительно низкой с тем, чтобы удлинить время нагрева до относительно длительного времени (например, примерно более 10 с), нагревание может быть осуществлено на части не менее 1 мм в глубину от поверхности теплопередачей. Было установлено, что при осуществлении низкотемпературного и длительного нагревания энергией высокой плотности эффект закаливания может быть обеспечен не только в зоне науглероженного слоя, но также в глубокой зоне не менее 1 мм в глубину и что эффект ограничения деформации на стадии закаливания увеличивается, когда температура аустенизации снижается.
Принимая во внимание, что структурная неоднородность может иметь место, если содержание С не ограничивается вышеуказанным определенным интервалом, эффект, получаемый при снижении содержания С, является значительным также в данном случае.
Кроме того, когда науглероженный стальной элемент представляет собой шестеренчатую часть, имеющую ряд выступающих зубчатых частей, предпочтительно осуществлять нагревание в условиях, в которых поверхностная и все внутренние части зубчатой части аустенизируются. Для шестеренчатого элемента требуется увеличить поверхностную твердость зубчатой части, увеличить ударную вязкость внутренней части и иметь превосходную точность формы зубчатой части. Соответственно, как описано выше, при выборе относительно низкого интервала температуры (например, 750-950°C) в качестве температуры аустенизации стали и при задании потребляемой энергии высокой плотности относительно низкой, с тем чтобы удлинить время нагрева до относительно длительного времени, эффект закаливания может быть обеспечен не только в зоне науглероженного слоя, но также в глубокой зоне, и эффект ограничения деформации увеличивается, что является очень предпочтительным.
Кроме того, науглероженные стальные элементы включают в себя части приводной системы транспортных средств. Имеются серьезные требования к частям приводной системы транспортных средств с точки зрения прочности и точности размеров формы в дополнение к снижению стоимости. Приведенный выше способ получения является очень подходящим для удовлетворения указанных требований.
Части приводной системы транспортных средств включают в себя, например, шестерню для автоматической трансмиссии, кольцевой элемент и другие части.
Кроме того, как описано выше, термообработка, включающая стадию науглероживания, стадию охлаждения и стадию закаливания, представляет собой способ обработки, способный ограничить появление деформации. Другими словами, на стадии охлаждения после науглероживания охлаждение осуществляется с более низкой скоростью, чем скорость, при которой имеет место мартенситное превращение. Соответственно, в науглероженном слое или в сердцевинной части мартенситная структура не образуется, а образуется любая одна из ферритной, перлитной и бейнитной или смешанной структуры. Соответственно, может быть предотвращено ухудшение точности продукта в результате деформации при термообработке, поскольку мартенситное превращение не имеет место, и деформация в результате мартенситного превращения не возникает при охлаждении на стадии охлаждения.
Закаливание, использующее энергию высокой плотности, такое как высокочастотное закаливание, осуществляется после стадии охлаждения. Нагревание, использующее энергию высокой плотности, такое как высокочастотное закаливание, обеспечивает нагрев только зоны, расположенной на определенной глубине от поверхности, и только части, так что часть объема продукта может быть нагрета. Соответственно, может быть снижена зона, которая закаливается при мартенситном превращении, которое обусловлено последующим быстрым охлаждением, может быть снижено появление деформации в результате мартенситного превращения, и может быть предотвращено ухудшение точности продукта.
Примеры
Далее будут специально описаны примеры способа получения науглероженного стального элемента. Должно быть отмечено, что указанные примеры изобретения предусматриваются с целью иллюстрации настоящего изобретения и не предназначены ограничивать объем настоящего изобретения.
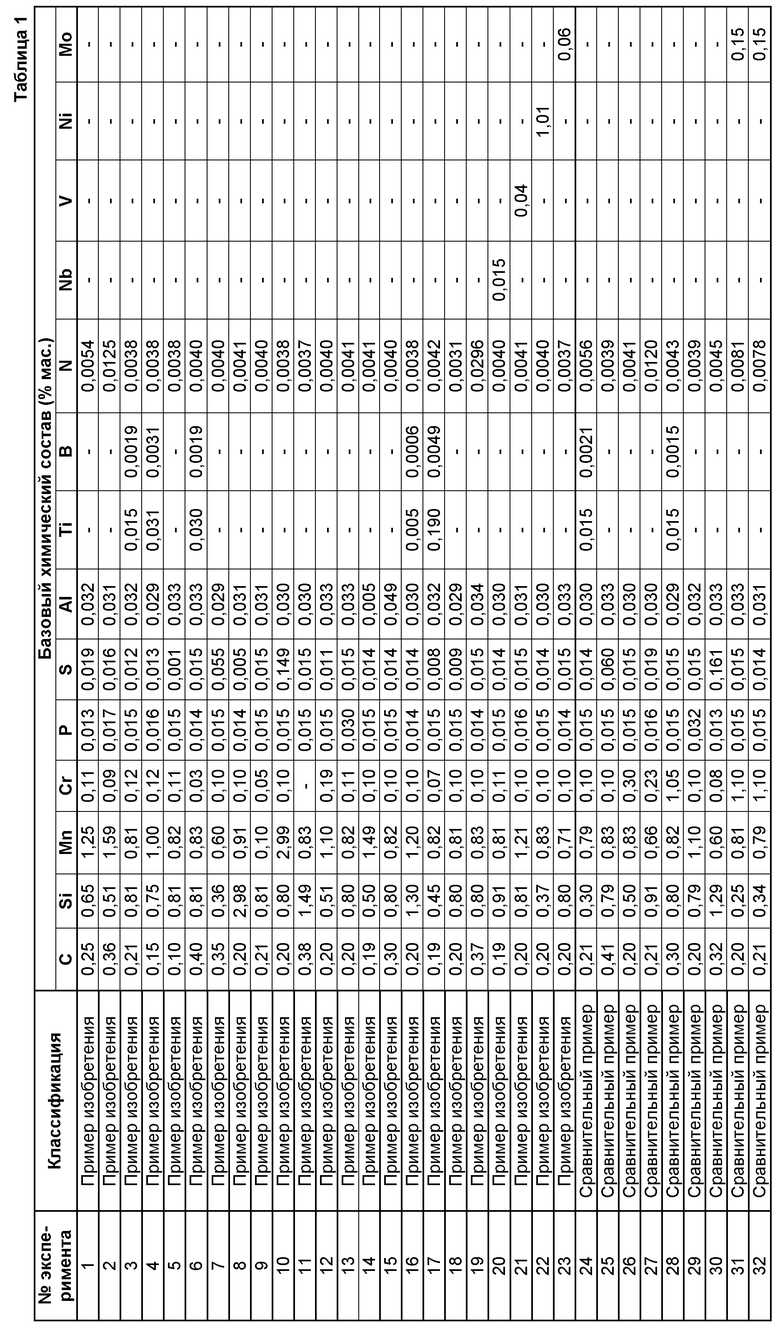
В указанных примерах были получены горячекатаные материалы, имеющие базовый химический состав, указанный в таблице 1 (эксперименты №№1-32), и после обработки отжига после горячей ковки стальной элемент 8 (дифференциальная кольцевая шестерня) был получен механической обработкой, как показано на фиг.8. Механическая обработка была использована в качестве эксперимента (эксперимента резания) для определения обрабатываемости резанием стального элемента.
Как понятно из таблицы 1, эксперименты №№1-23 являются примерами, а эксперименты №№24-32 являются сравнительными примерами базового химического состава материалов. Среди сравнительных примеров эксперименты №№32 и 33 являются примерами, в которых в качестве материала используется SCM420, которая является традиционной сталью.
Затем после механической обработки стальной элемент 8 подвергается стадии науглероживания с нагреванием стального элемента 8 в науглероживающей атмосфере с образованием науглероженного слоя на поверхности. Затем после стадии науглероживания стальной элемент 8, по меньшей мере, подвергается стадии охлаждения стального элемента 8 до температуры, не выше которой завершается структурное превращение, вызванное охлаждением, и стадии закаливания с быстрым охлаждением стального элемента 8 после того, как требуемая часть нагревается до аустенитной зоны энергией высокой плотности. На полученном стальном элементе (науглероженный стальной элемент) 8 проводятся исследование материала и испытание на усталость.
Сначала будет просто описано термообрабатывающее оборудование 5 для осуществления стадии науглероживания - стадии закаливания.
Как показано на фиг.1, термообрабатывающее оборудование 5 имеет ванну 51 предварительной промывки стального элемента перед обработкой науглероживанием и закаливанием, устройство 52 медленного охлаждения науглероживания при сниженном давлении, оборудованное камерой 521 нагревания, камерой 522 науглероживания при сниженном давлении и камерой 523 медленного охлаждения при сниженном давлении, установку 53 высокочастотного закаливания и магнитное устройство 54 обнаружения дефектов.
Далее дается описание стадии науглероживания и стадии охлаждения, которые осуществляются при использовании термообрабатывающего оборудования 5.
Стадия науглероживания данного примера представляет собой стадию науглероживания при сниженном давлении, осуществляемую в науглероживающем газе при сниженном давлении ниже атмосферного давления. Термограмма А на стадии показана на фиг.2. На чертеже горизонтальная ось обозначает время, а вертикальная ось обозначает температуру.
Как понятно из чертежа, на термограмме А на стадии науглероживания температура возрастает до температуры науглероживания в зоне а температурного роста, затем температура поддерживается постоянной в зонах выдержки b1 и b2. Температура выдерживается постоянной при 950°C, которая является температурой не ниже температуры аустенизации. Вводная зона b1 зоны выдержки является зоной для стадии науглероживания при обработке науглероживанием, а последующая зона b2 является зоной для стадии диффузии при обработке науглероживанием.
В примере условие сниженного давления обработки науглероживанием сниженного давления составляет 1-3,5 гПа, и ацетилен используется в качестве науглероживающего газа в зоне b1 стадии науглероживания. Кроме того, условия, которые были предварительно подтверждены предварительными экспериментами, используются для условий науглероживания и осуществляются, как описано ниже.
В частности, стальной элемент 8 примера представляет собой дифференциальную кольцевую шестерню и имеет первую часть (часть легкой диффузии углерода) и вторую часть (часть затрудненной диффузии углерода), в которой скорость диффузии углерода, поступающего в процессе обработки науглероживанием, отличается от первой части из-за формы. Как показано на фиг.5, первой частью является зубчатая корневая часть 815 и зубчатая поверхность 811, а второй частью, в которой скорость диффузии поступающего углерода является более низкой, чем в первой части, является угловая часть 813 головки зуба (угловая часть между зубчатой поверхностью 811 и головкой зуба 812). В настоящем примере используются условия, в которых поверхностная концентрация науглероживания поверхностного слоя зубчатой корневой части 815, которая является первой частью, становится равной интервалу 0,65%±0,05%.
Далее после окончания стадии диффузии обработки науглероживанием сниженного давления обработка зоны охлаждения осуществляется как стадия охлаждения. В настоящем примере используется стадия медленного охлаждения при сниженном давлении, и условие сниженного давления устанавливается при 600 гПа. Кроме того, газом охлаждающей атмосферы является азот (N2). Кроме того, скорость охлаждения на стадии медленного охлаждения при сниженном давлении устанавливается в интервале 0,1-3,0°C/с до тех пор, пока температура не снизится до 150°C, т.е. ниже точки превращения А1, от температуры аустенизации или выше сразу после обработки науглероживанием.
Термограмма А и другие условия, показанные здесь, являются только примером и могут быть изменены до оптимальных условий для обрабатываемого стального элемента предварительными экспериментами и т.д.
Далее дается описание стадии закаливания, осуществляемой при использовании термообработывающего оборудования 5.
На стадии закаливания настоящего примера высокочастотное нагревание используют в качестве средства нагревания и водяное охлаждение используют в качестве средства быстрого охлаждения. На фиг.3 представлена термограмма В способа закаливания настоящего примера. На фиг.3 на горизонтальной оси представлено время, а на вертикальной оси представлена температура.
Как показано на чертеже, стадия закаливания примера имеет зону d1 повышения температуры, в которой зубчатая профильная часть 81, которая является наружной периферийной частью стального элемента 8, нагревается до температуры аустенизации или выше высокочастотным нагреванием, и зону быстрого охлаждения d2, в которой вода распыляется для водяного охлаждения, так что может быть легко получена скорость охлаждения не ниже критической скорости охлаждения, при которой имеет место мартенситное превращение в науглероженном слое.
В зоне роста температуры d1 количество потребляемой энергии устанавливается меньше количества в условиях, при которых осуществляется обычное высокочастотное нагревание, и термообработка осуществляется в течение 26,8 с, что является относительно длительным временем, так что вся внутренняя часть зубчатой профильной части 81 приобретает температуру в интервале 750-960°C.
Обработка для зоны быстрого охлаждения d2 осуществляется приблизительно в течение 13 с, и скорость охлаждения составляет 50-65°C/с. Способ, который может подавлять наиболее эффективно появление деформации, используется для нагревания высокочастотным нагреванием. В способе стальные элементы 8 перемещаются (транспортируются) поодиночке и подвергаются термообработке поодиночке, и в процессе охлаждения после нагревания охлаждающая вода распыляется на стальной элемент 8 с периферии при вращении стального элемента 8.
Термограмма В и другие условия, показанные здесь, являются только примером и могут быть изменены до оптимальных условий для обрабатываемого стального элемента предварительными экспериментами и т.д.
Далее будут описаны условия каждого испытания, проведенного на стальных элементах.
Определение обрабатываемости резанием
Как описано выше, эксперименты по определению обрабатываемости резанием были проведены, когда шестерни 8 были получены нарезанием в желаемую форму механической обработкой, как описано выше.
В испытании по определению обрабатываемости резанием были следующими: обработка на токарном станке осуществляется в сухих условиях при использовании карбидного инструмента при окружной скорости 250 м/мин, скорости подачи 0,3 мм/с и глубине 1,5 мм. В указанных условиях получают десяток стальных элементов 8, и каждый из десятка стальных элементов 8 оценивается как хороший, если нет трещин в карбидном инструменте, и оценивается как дефектный, когда в карбидном инструменте имеется трещина.
Исследование качества материала
Исследование качества материала проводят на образце, взятом из зубчатой поверхности 811 стального элемента 8, который не подвергался испытанию на усталость.
Определяют твердость по Виккерсу при нагрузке 2,9 Н при увеличении каждой из глубин с интервалами 0,05 мм от поверхности образца и измеряют эффективную глубину закаленного слоя, определенную в JIS G0557.
Размер кристаллического зерна оценивают при получении номера размера аустенитного зерна, определенного в JIS G0551, в глубокой части на 0,4 мм от поверхности образца.
При определении оценки материал оценивается как «хороший», если обеспечивается эффективная глубина закаленного слоя 0,8 мм или более, если различие твердости по Виккерсу составляет менее HV50 между каждой смежной парой точек измерения и отсутствует неоднородность твердости и если номер размера аустенитного зерна составляет 6 или более, что означает мелкие зерна.
Однако для материала, имеющего низкую прочность в испытании на усталость, поверхность его излома исследуется с помощью СЭМ с контролем, образуется ли поверхность излома при хрупком разрушении границы раздела зерен.
Испытание на усталость
Испытание на усталость осуществляют с помощью прибора для испытания шестерен типа с циркулирующей мощностью. Испытываемые шестерни имеют следующие размеры: модуль 2,03, угол сжатия 18° и угол винтовой линии 27°.
Сопротивление усталости при изгибе (Nm) зубчатых корневых частей оценивается по входному крутящему моменту, который обеспечивает срок долговечности 10 млн циклов при условии, что температура смазочного масла составляет 80°C и скорость вращения составляет 2000 об/мин. В качестве смазочного масла используют АТЖ (ATF) (автоматическую трансмиссионную жидкость).
Сопротивление выкрашиванию (Nm) оценивается по входному крутящему моменту, при котором площадь точечного выкрашивания составляет 3% или менее всей несущей площади зубьев после 50 млн циклов испытания при условии, что температура смазочного масла составляет 120°C и скорость вращения составляет 4000 об/мин. В качестве смазочного масла используют АТЖ.
Результаты вышеуказанных испытаний представлены в таблице 2.
испытания на обрабатываемость резанием
Как показано в таблице 2, видно, что кольцевые шестерни экспериментов №№1-23 в примере имеют хорошие свойства обрабатываемости резанием материала и имеют превосходные свойства материала и сопротивление усталости. В частности, по сравнению с традиционной сталью SCM420 (эксперименты №№31 и 32) в каждом примере сопротивление усталости корневой части зуба является достаточно большим, и сопротивление точечному выкрашиванию является также равным или большим.
С другой стороны, сопротивление усталости эксперимента №24 сравнительного примера является низким. Это имеет место из-за того, что свойства закаливания являются низкими и улучшение сопротивления размягчению при отпуске не могло быть полностью получено из-за стального материала, содержание Si в котором составляет менее 0,35%.
Свойства обрабатываемости резанием материала являются плохими в эксперименте №25 сравнительного примера. Это имеет место из-за того, что материал был закален слишком много из-за стального материала, содержание С которого превышает 0,4%.
В экспериментах №№26-28 сравнительных примеров сопротивление усталости в каждом является низким. Это имеет место из-за того, что при исследовании материала было установлено наличие карбида Cr из-за стального материала, содержание Cr которого превышает 0,2%, и имеет место неоднородность твердости.
В эксперименте №29 сравнительного примера сопротивление усталости является низким. Причина низкого сопротивления усталости состоит в том, что наблюдается поверхность хрупкого излома на границе раздела зерен из-за стального материала, содержание Р которого превышает 0,03%.
В эксперименте №30 сравнительного примера сопротивление усталости является низким. Причина низкого сопротивления усталости состоит в том, что наблюдается поверхность хрупкого излома на границе раздела зерен из-за стального материала, содержание S которого превышает 0,15%.
Эксперименты №№31 и 32 сравнительных примеров являются примерами, в которых подобная обработка осуществляется на JIS SCM420, которая является традиционной сталью. В сравнительных примерах имеется неоднородность твердости, поскольку содержится как Cr, так и Мо, и составы не были оптимизированы. Кроме того, из сравнения между примерами и сравнительными примерами видно, что науглероженные стальные элементы имеют превосходное сопротивление усталости зубчатой корневой части и другие свойства, эквивалентные или лучше, чем у традиционного Cr-Мо стального сплава, даже когда содержание Cr и Мо снижают со снижением стоимости материала.
Исследование первого-третьего слоев
Измеряют толщину первого-третьего слоев при исследовании структуры металла на поперечном сечении стального элемента эксперимента №3. Стальной элемент корродируют воздействием спиртового раствора, содержащего 3-5% азотной кислоты, и структуру металла исследуют под оптическим микроскопом. Фотография структуры металла представлена на фиг.6, и пояснительная схема, выполненная для упрощения показа структуры каждого слоя, представлена на фиг.7. На чертеже ссылочный номер S1 обозначает первый слой, ссылочный номер S2 обозначает второй слой и ссылочный номер S3 обозначает третий слой соответственно.
Первый слой S1 представляет собой часть самого наружного слоя, на котором осуществляется стадия закаливания, представляет собой часть, концентрация углерода у поверхности, в которой составляет 0,60-0,85% мас. и в которой концентрация углерода постепенно снижается до концентрации базового материала (в интервале базового химического состава) к внутренней части, и является слоем, имеющим мартенситную структуру, где отсутствует оксидный слой на границе раздела зерен, обусловленный наличием Si. Наблюдается, что первый слой S1 существует, и было установлено, что толщина слоя находится в интервале 0,7-1,3 мм.
Второй слой S2 расположен внутри первого слоя S1, и концентрация углерода составляет 0,1-0,4% мас., т.е. соответствует концентрации базового материала (в интервале базового химического состава), и является слоем, имеющим мартенситную структуру. Наблюдается, что второй слой S2 существует, и было установлено, что толщина слоя находится в интервале 2-5 мм.
Третий слой S3 расположен внутри второго слоя S2, и концентрация углерода составляет 0,1-0,4% мас., т.е. соответствует концентрации базового материала (в интервале базового химического состава) к внутренней части, и является слоем, не имеющим мартенситную структуру. Было подтверждено, что третий слой S3 существует.
В результате структурных исследований видно, что толщина второго слоя S2 больше толщины первого слоя S1 в стальном элементе эксперимента №3.
В любом из первого-третьего слоев графитовое зерно не было получено. Известно, что графитовое зерно получается при выдержке стального элемента в течение некоторого времени в температурном интервале, например, 650-720°C после обработки науглероживанием. Однако, как описано выше, когда, по меньшей мере, медленное охлаждение осуществляется сразу после обработки науглероживанием, получение графитового зерна может быть предотвращено.


Изобретение относится к науглероженному стальному элементу, способу его получения и цементируемой стали для него. Науглероженный стальной элемент получают с помощью специальных стадий науглероживания, охлаждения и закаливания. Стальной элемент содержит: С: 0,1-0,40 мас.%; Si: 0,35-3,0 мас.%; Mn: 0,1-3, мас.0%; Р: 0,03 мас.% или менее; S: 0,15 мас.% или менее; Al: 0,05 мас.% или менее; N: 0,03 мас.% или менее; и содержание Cr: менее 0,2 мас.% и содержание Мо: 0,1 мас.% или менее; и Fe и неизбежные примеси: остальное. Его поверхностный слой имеет первый слой, имеющий концентрацию углерода 0,60-0,85 мас.% и мартенситную структуру, в которой на границе раздела зерен отсутствует оксидный слой, обусловленный существованием Si. Второй слой имеет концентрацию углерода 0,1-0,4 мас.% и мартенситную структуру. Третий слой имеет концентрацию углерода 0,1-0,4 мас.% и не имеет мартенситной структуры. В результате полученный науглероженный стальной элемент обладает высокой твердостью и однородностью структуры. 3 н. и 22 з.п. ф-лы, 7 ил., 2 табл.
1. Науглероженный стальной элемент, полученный с помощью стадии науглероживания с образованием науглероженного слоя на поверхностном слое при нагревании стального элемента до или выше температуры аустенизации в науглероживающей атмосфере, в которой концентрация кислорода является более низкой, чем концентрация кислорода атмосферы, стадии охлаждения, осуществляемой после стадии науглероживания, с охлаждением стального элемента при более низкой скорости охлаждения, чем скорость охлаждения, при которой имеет место мартенситное превращение, и охлаждением стального элемента до температуры не выше, чем температура завершения вызванного охлаждением структурного превращения, и стадии закаливания с нагревом части стального элемента энергией высокой плотности до аустенитной зоны и затем охлаждения стального элемента при скорости охлаждения, не меньшей, чем скорость охлаждения, при которой имеет место мартенситное превращение, отличающийся тем, что
стальной элемент выполнен из стали базового химического состава: С: 0,1-0,40 мас. %; Si: 0,35-3,0 мас. %; Mn: 0,1-3,0 мас. %; Р: 0,03 мас. % , или менее; S: 0,15 мас. % или менее; Al:0,05 мас. % или менее; N: 0,03 мас. % или менее; содержание Cr составляет менее чем 0,2%, содержание Mo составляет 0,1% или менее ; и Fe и неизбежные примеси составляют остальное, при этом
поверхностный слой части стального элемента, на которой осуществляется стадия закаливания, содержит:
первый слой с концентрацией углерода выше, чем в интервале базового химического состава, и включающий мартенситную структуру, в которой на границе раздела зерен отсутствует оксидный слой, обусловленный наличием Si ;
второй слой, расположенный внутри первого слоя, с концентрацией углерода, соответствующей интервалу базового химического состава, и имеющий мартенситную структуру; и
третий слой, расположенный внутри второго слоя, с концентрацией углерода, соответствующей интервалу базового химического состава, и не имеющий мартенситной структуры.
2. Науглероженный стальной элемент по п.1, отличающийся тем, что концентрация углерода в поверхностной части первого слоя находится в интервале от 0,6 мас. % до 0,85 мас. % и постепенно снижается с приближением к интервалу базового химического состава к границе со вторым слоем.
3. Науглероженный стальной элемент по п.1 или п.2, отличающийся тем, что второй слой имеет большую толщину, чем первый слой.
4. Науглероженный стальной элемент по п.1, отличающийся тем, что базовый химический состав дополнительно содержит 0,005-0,2 мас. % Ti и 0,0006-0,005 мас. % В.
5. Науглероженный стальной элемент по п.1, отличающийся тем, что базовый химический состав содержит менее 0,01 мас. % Мо.
6. Науглероженный стальной элемент по п.1, отличающийся тем, что базовый химический состав дополнительно содержит либо один, либо оба компонента из 0,01-0,3 мас. % Nb и 0,01-0,2 мас. % V.
7. Науглероженный стальной элемент по по п.1, отличающийся тем, что базовый химический состав дополнительно содержит 0,1-3,0 мас. % Ni.
8. Способ получения науглероженного стального элемента, отличающийся тем, что он включает:
стадию науглероживания с образованием науглероженного поверхностного слоя посредством нагрева стального элемента до температуры аустенизации или выше в науглероживающей атмосфере с концентрацией кислорода более низкой, чем в атмосфере;
стадию охлаждения, осуществляемую после стадии науглероживания, с охлаждением стального элемента со скоростью охлаждения ниже скорости охлаждения мартенситного превращения и до температуры не выше температуры завершения структурного превращения, вызванного охлаждением; и
стадию закаливания с нагревом части стального элемента энергией высокой плотности до получения аустенитной зоны и затем охлаждения стального элемента при скорости охлаждения не ниже, чем скорость охлаждения мартенситного превращения,
при этом стальной элемент выполнен из стали базового химического состава: С: 0,1-0,40 мас. %; Si: 0,35-3,0 мас. %; Mn: 0,1-3,0 мас. %; Р: 0,03 мас. % или менее; S: 0,15 мас. % или менее; Al: 0,05 мас. % или менее; N: мас. % или менее; содержание Cr составляет менее чем 0,2%, содержание Mo составляет 0,1% или менее ; и Fe и неизбежные примеси составляют остальное.
9. Способ получения науглероженного стального элемента по п.8, отличающийся тем, что стадию охлаждения начинают непосредственно после стадии науглероживания для исключения осаждения твердого раствора углерода в аустените, созданного на стадии науглероживания, в виде зерна графита.
10. Способ получения науглероженного стального элемента по п.8 или 9, отличающийся тем, что стадию науглероживания осуществляют в таких условиях, что поверхностная концентрация науглероживания стального элемента после диффузии составляет 0,8 мас. % или менее.
11. Способ получения науглероженного стального элемента по п.8, отличающийся тем, что
стальной элемент, на котором осуществляют стадию науглероживания, выполняют с первой частью и второй частью, в которых скорости диффузии углерода при осуществлении обработки науглероживанием отличаются друг от друга из-за разницы их форм, причем поступающий углерод во второй части имеет более низкую скорость диффузии, чем в первой части, и
стадию науглероживания осуществляют в таких условиях, что поверхностная концентрация науглероживания в первой части находится в интервале 0,65±0,1 мас.%.
12. Способ получения науглероженного стального элемента по п.9, отличающийся тем, что
стальной элемент, на котором осуществляется стадия науглероживания, выполняют с первой частью и второй частью, в которых скорости диффузии углерода при осуществлении обработки науглероживанием отличаются друг от друга из-за разницы их форм, причем поступающий углерод во второй части имеет более низкую скорость диффузии, чем в первой части, и
стадию науглероживания осуществляют в таких условиях, что поверхностная концентрация науглероживания в первой части находится в интервале 0,65±0,1 мас.%.
13. Способ получения науглероженного стального элемента по п.10, отличающийся тем, что
стальной элемент, на котором осуществляется стадия науглероживания, выполняют с первой частью и второй частью, в которых скорости диффузии углерода при осуществлении обработки науглероживанием отличаются друг от друга из-за разницы их форм, причем поступающий углерод во второй части имеет более низкую скорость диффузии, чем в первой части, и
стадию науглероживания осуществляют в таких условиях, что поверхностная концентрация науглероживания в первой части находится в интервале 0,65±0,1% мас.
14. Цементируемая сталь для науглероженного стального элемента по п.1, имеющая базовый химический состав: С: 0,1-0,40 мас. %; Si: 0,35-3,0 мас. %; Mn: 0,1-3,0 мас. % ; Р: 0,03 мас. % или менее; S: 0,15 мас. % или менее; Al:0,05 мас. % или менее; N: 0,03 мас. % или менее; и
содержание Cr: составляет менее 0,2 мас. % и содержание Мо составляет 0,1 мас. % или менее; и Fe и неизбежные примеси составляют остальное.
15. Цементируемая сталь по п.14, отличающаяся тем, что базовый химический состав дополнительно содержит Ti: 0,005-0,2 мас. % и В: 0,0006-0,005 мас. %.
16. Цементируемая сталь по п.14 или 15, отличающаяся тем, что базовый химический состав содержит менее 0,01 мас. % Мо.
17. Цементируемая сталь по п.14, отличающаяся тем, что базовый химический состав дополнительно содержит один или оба компонента из Nb: 0,01-0,3 мас. % и V: 0,01-0,2 мас. %.
18. Цементируемая сталь по п.15, отличающаяся тем, что базовый химический состав дополнительно содержит один, или оба компонента из Nb: 0,01-0,3 мас. % и V: 0,01-0,2 мас. %.
19. Цементируемая сталь по п.16, отличающаяся тем, что базовый химический состав дополнительно содержит один, или оба компонента из Nb: 0,01-0,3 и V: 0,01-0,2 мас. %.
20. Цементируемая сталь по п.14, отличающаяся тем, что базовый химический состав дополнительно содержит Ni: 0,1-3,0 мас. %.
21. Цементируемая сталь по п.15, отличающаяся тем, что базовый химический состав дополнительно содержит Ni: 0,1-3,0 мас. %.
22. Цементируемая сталь по п.16, отличающаяся тем, что базовый химический состав дополнительно содержит Ni: 0,1-3,0 мас. %.
23. Цементируемая сталь по п.17, отличающаяся тем, что базовый химический состав дополнительно содержит Ni: 0,1-3,0 мас. %.
24. Цементируемая сталь по п.18, отличающаяся тем, что базовый химический состав дополнительно содержит Ni: 0,1-3,0 мас. %.
25. Цементируемая сталь по п.19, отличающаяся тем, что базовый химический состав дополнительно содержит Ni: 0,1-3,0 мас. %.
| WO 2006118242 A1 (AISIN AW CO.), 09.11.2006; | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ИЛИ ТЕРМОХИМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ОБОГАЩЕНИЯ УГЛЕРОДОМ ПОВЕРХНОСТНЫХ УЧАСТКОВ СТАЛЬНЫХ ДЕТАЛЕЙ | 1990 |
|
RU2036976C1 |
| СТАЛЬНОЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2374335C1 |
| WO 2006118243 A1 (AISIN AW CO.), 09.11.2006; | |||
| WO 2007034911 A1 (AISIN AW CO.), 29.03.2007 | |||
| . | |||

