Область техники, к которой относится изобретение
Настоящее изобретение относится к дискам, используемым для дисковых тормозов для мотоциклов, легковых автомобилей, велосипедов и тому подобного. Настоящее изобретение особенно применимо к тормозному диску, в котором имеется фрикционная часть, приработанная с тормозными колодками, имеющему соответствующую твердость после закаливания, отличное сопротивление смягчающему отпуску и ударную вязкость. Используемый здесь термин "отличное сопротивление смягчающему отпуску" означает высокое сопротивление смягчающему отпуску, а также означает, что уменьшение твердости вследствие высокой температуры, вызванной теплом трения при торможении, является незначительным, и практически может быть сохранена соответствующая твердость.
Уровень техники
Функция дисковых тормозов для мотоциклов, легковых автомобилей и тому подобного заключается в замедлении вращения колес под действием трения между тормозными дисками и тормозными колодками для того, чтобы регулировать скорость транспортного средства. Следовательно, необходимо, чтобы тормозные диски обладали соответствующей твердостью. Проблема заключается в том, что при низкой твердости тормозных дисков ухудшаются характеристики торможения и ускоряется истирание дисков, по причине трения с тормозными колодками, а чрезмерная твердость дисков вызывает визг тормозов. Поэтому рекомендуется, чтобы соответствующая твердость тормозных дисков находилась в диапазоне от 32 до 38 единиц HRC. Используемый здесь термин «HRC» означает твердость по Роквеллу С, как указано в документе JIS Z 2245.
С учетом твердости и сопротивления коррозии, традиционно используемым материалом для тормозных дисков, является мартенситная нержавеющая сталь. В прошлом для дисков использовалась мартенситная нержавеющая сталь, такая как SUS 420J2 (JIS Z 4304), имеющая высокое содержание углерода, после обработки закаливанием и отпуском. В связи с большой загруженностью операции отпуска термообработкой недавно для тормозных дисков стали использовать низкоуглеродистую мартенситную нержавеющую сталь, как описано в публикации не прошедших экспертизу заявок на патент Японии №№57-198249 или 60-106951, поскольку эта сталь может быть использована непосредственно после закалочной обработки.
Для охраны окружающей среды необходимо, чтобы мотоциклы и легковые автомобили обладали высокой эффективностью использования топлива. Для достижения высокой эффективности использования топлива действенным является уменьшение массы транспортного средства; следовательно, требуются легковесные транспортные средства. Даже дисковые тормоза, которые представляют собой часть тормозного механизма (или тормозной системы), не являются исключением. С целью снижения массы транспортных средств в опытном масштабе были получены компактные или тонкие (малой толщины) тормозные диски.
Эти компактные или тонкие тормозные диски обладают низкой теплоемкостью; поэтому температура дисков сильно возрастает за счет тепла трения при торможении. Иными словами, компактные или тонкие тормозные диски нагреваются при торможении до 600°C или выше. Срок службы тормозных дисков, выполненных из традиционных материалов, вероятно, снижается за счет смягчающего отпуска. Следовательно, требуются тормозные диски, которые обладают высоким или отличным сопротивлением смягчающему отпуску.
С целью удовлетворения такого спроса был предложен лист, который описан в публикации не прошедшей экспертизу заявки на патент Японии №2002-146489. Лист выполнен из низкоуглеродистой мартенситной нержавеющей стали, которая содержит соответствующее количество одного или нескольких металлов Ti, Nb, V и Zr, и размягчение дисковых тормозов из указанного листа может быть эффективно предотвращено за счет нагрева при эксплуатации.
В патенте Японии 3315974 (публикация не прошедшей экспертизу заявки на патент Японии №2001-220654) описана нержавеющая сталь для дисковых тормозов. Эта нержавеющая сталь содержит соответствующее количество Nb или соответствующее количество Nb и Ti, V и B, таким образом может быть предотвращено размягчение за счет отпуска.
В публикации не прошедшей экспертизу заявки на патент Японии №2002-121656 описана недорогая сталь для роторов дисковых тормозов. Для этой стали значение GP (процент фазы аустенита) регулируется на уровне 50% или выше, и эта сталь содержит соответствующее количество Nb и/или V, причем значение GP определяется в зависимости от содержания C, N, Ni, Cu, Mn, Cr, Si, Mo, V, Ti и Al в этой стали. Характеристики этой стали практически не ухудшаются за счет нагревания при эксплуатации.
В способе, описанном в публикации не прошедшей экспертизу заявки на патент Японии №2002-146489, в патенте Японии 3315974 или публикации не прошедшей экспертизу заявки на патент Японии №2002-121656, имеется недостаток, заключающийся в том, что требуется использовать относительно большое количество дорогостоящих легирующих элементов, что приводит к высокой стоимости производства тормозных дисков. Кроме того, существует проблема значительного снижения твердости стального листа или стали после длительного выдерживания при температуре 600°C (около 1 часа). Дисковые тормоза являются ответственным компонентом, обеспечивающим безопасность вождения, и поэтому они должны обладать высокой ударной вязкостью, достаточной для предотвращения хрупкого растрескивания.
Целью настоящего изобретения является разработка тормозного диска, в котором эффективно разрешаются проблемы, вызванные традиционными способами, который обладает соответствующей твердостью после закаливания и отличным сопротивлением смягчающему отпуску и ударной вязкостью.
Раскрытие изобретения
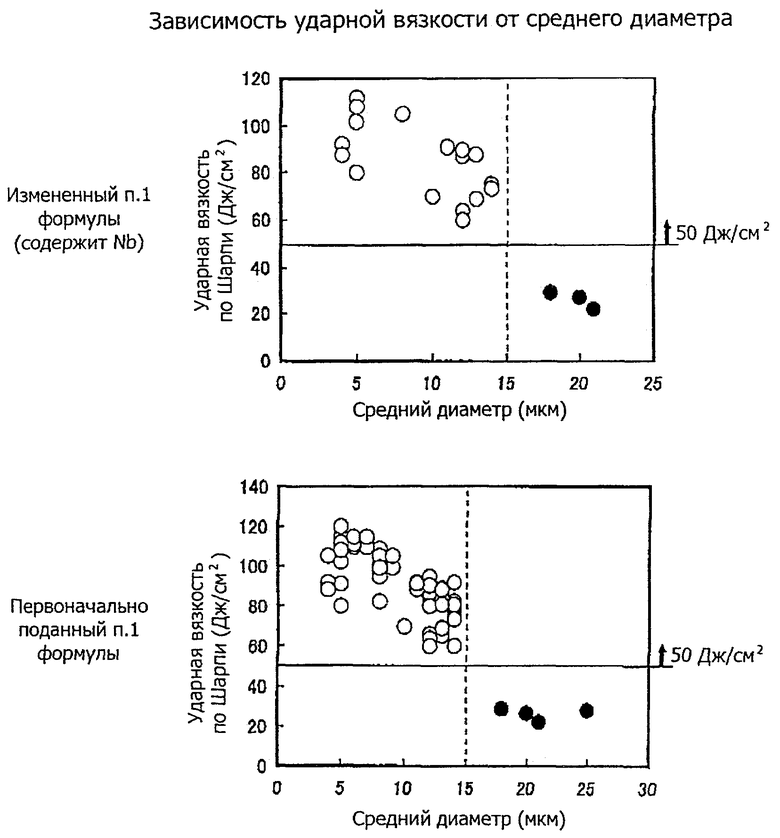
Для решения указанных выше проблем авторы изобретения интенсивно исследовали факторы, влияющие на сопротивление смягчающему отпуску тормозных дисков, выполненных из листов мартенситной нержавеющей стали. В результате авторы изобретения установили, что соответствующей твердостью после закаливания и существенно улучшенным сопротивлением смягчающему отпуску обладает тормозной диск, который получается из низкоуглеродистой мартенситной нержавеющей стали конкретного состава имеющей средний диаметр зерен предшествующего аустенита, равный 8 мкм или больше. На фиг.1 показано влияние среднего диаметра зерна фазы, предшествующей аустениту, на сопротивление смягчающему отпуску низкоуглеродистой мартенситной нержавеющей стали, содержащей, по массе, 0,055% C, 0,1% Si, 12% Cr, 1,5% Mn и 0,01% N, остальное Fe. Отбираемые из этой стали пробы закаливают путем выдерживания при температуре в течение одной минуты и затем охлаждения на воздухе (охлаждают до 200°C со средней скоростью 10°C/сек). Для закаленных проб исследуют микроструктуру металла, определяя средний диаметр зерен, предшествующих аустениту (в дальнейшем именуемые зернами предшествующей γ-фазы) в пробах. Зерна в пробах, закаленных при 1000°C, 1050°C или 1100°C, имеют средний диаметр 6, 8 или 12 мкм, соответственно. Для проб, закаленных при трех уровнях температуры в диапазоне 1000°C-1100°C, оценивают сопротивление смягчающему отпуску путем выдерживания закаленных проб при температуре 600°C в течение одного часа и затем охлаждения на воздухе, из полученных проб удаляют поверхностные слои оксидов (окалина) и затем определяют HRC твердость полученных проб. На фиг.1 продемонстрировано, что пробы, содержащие зерна, предшествующие аустениту, со средним диаметром 8 мкм или больше, имеют высокую твердость 27 HRC или больше после выдерживания при 600°C в течение 1 часа, хотя количество легирующих элементов в пробах является небольшим.
Механизм этого явления не вполне ясен. Авторы изобретения предлагают следующий механизм, который описан ниже.
Легирующий элемент, такой как Cr, в процессе отпуска достигает границ зерен путем диффузии и образует грубодисперсные осадки, поскольку такой легирующий элемент легко осаждается. В микроструктуре металла, содержащей мелкие зерна предшествующей γ-фазы, расстояние от легирующего элемента, такого как Cr, до границ зерен предшествующей γ-фазы, является незначительным; поэтому легирующий элемент, такой как Cr, при отпуске легко достигает границ зерен предшествующей γ-фазы и образует грубодисперсные осадки (карбиды хрома). Вследствие этого в зернах имеется только небольшое количество высокодисперсных осадков. Грубодисперсные осадки вносят малый вклад в дисперсионное твердение и, следовательно, не являются эффективными для повышения сопротивления смягчающему отпуску.
В микроструктуре металла, содержащей крупные зерна предшествующей γ-фазы, расстояние от легирующих элементов, таких как Cr и Nb, до границ зерен предшествующей γ-фазы, является значительным; поэтому легирующие элементы, такие как Cr и Nb, с трудом достигают границ зерен предшествующей γ-фазы при отпуске. В результате высокодисперсные осадки (карбиды хрома, карбиды ниобия и/или тому подобное) образуются в зернах предшествующей γ-фазы. Эти высокодисперсные осадки препятствуют передвижению дислокаций и предотвращают уменьшение твердости после отпуска. Поэтому предполагается, что микроструктура металла, содержащая крупные зерна предшествующей γ-фазы, имеет высокое сопротивление смягчающему отпуску.
Кроме того, авторы изобретения установили, что зерна предшествующей γ-фазы должны иметь средний диаметр меньше чем 15 мкм, поскольку чрезмерное увеличение диаметра зерен предшествующей 7-фазы приводит к хрупкости.
Настоящее изобретение разработано на основе этих данных и дополнительных исследований. Объем защиты настоящего изобретения описан ниже.
(1) Тормозной диск содержит, по массе, 0,1% или меньше C, 1,0% или меньше Si, 2,0% или меньше Mn, от 10,5% до 15,0% Cr и 0,1% или меньше N, остальное Fe и неизбежные примеси, при этом выполняются следующие неравенства:


где содержание каждого из Cr, Si, Mo, Nb, Ni, Mn, Cu, N и C приведено в процентах по массе. Тормозной диск обладает мартенситной структурой, имеющей средний диаметр зерен, предшествующих аустениту, от 8 мкм до меньше чем 15 мкм, и обладает весьма высокими показателями сопротивления смягчающему отпуску и ударной вязкости.
(2) Тормозной диск, указанный в пункте (1), дополнительно содержит от 0,01% до менее чем 1,0% Cu в расчете на массу.
(3) Тормозной диск, указанный в пунктах (1) или (2), после отпуска при 600°C в течение одного часа, имеет твердость 27 HRC или больше.
(4) Тормозной диск, указанный в пункте (1), дополнительно содержит от 1,0% до 3,0% Cu в расчете на массу.
(5) Тормозной диск, указанный в пункте (1), дополнительно содержит от 0,02% до 0,6% Nb в расчете на массу.
(6) Для тормозного диска, указанного в пункте (5), выполняется следующее неравенство:

где осажденный Nb и общий Nb означают соответственно количество Nb, осажденного в виде осадка, и общее количество Nb, содержащееся в диске, в процентах по массе.
(7) Тормозной диск, указанный в пунктах (5) или (6), дополнительно содержит от 0,01% до 0,5% Cu в расчете на массу.
(8) Тормозной диск, указанный в любом одном из пунктов (4)-(7), после отпуска при 600°C в течение одного часа имеет твердость 30 HRC или больше.
(9) Тормозной диск, указанный в любом из пунктов (1)-(8), дополнительно содержит от 0,01% до 2,0% Mo и/или от 0,10% до 2,0% Ni, в расчете на массу.
(10) Тормозной диск, указанный в любом одном из пунктов (1)-(9), дополнительно содержит от 0,01% до 1,0% Co в расчете на массу.
(11) Тормозной диск, указанный в любом из пунктов (1)-(10), дополнительно содержит один или несколько металлов, выбранных из 0,02%-0,3% Ti, 0,02%-0,3% V, 0,02%-0,3% Zr и 0,02%-0,3% Ta в расчете на массу.
(12) Тормозной диск, указанный в любом из пунктов (1)-(10), дополнительно содержит от 0,0005% до 0,0050% B и/или от 0,0005% до 0,0050% Ca в расчете на массу.
Согласно настоящему изобретению путем регулирования диаметра предшествующих аустениту зерен в соответствующем диапазоне, с низкими затратами может быть получен тормозной диск, который имеет твердость после закаливания от 32 до 38 HRC, высокое или превосходное сопротивление смягчающему отпуску и отличную ударную вязкость. Этот диск имеет промышленное значение.
Краткое описание чертежей
Чертеж представляет собой график, демонстрирующий влияние среднего диаметра предшествующих аустениту зерен на сопротивление смягчающему отпуску.
Осуществление изобретения
Ниже описан обычный способ получения тормозных дисков. Из листа мартенситной нержавеющей стали штампуют диск заданного размера. После обработки диска на станке, чтобы получить отверстия для рассеивания тепла, выделяющегося при торможении, определенную зону, то есть фрикционную часть диска, которая соответствует тормозным колодкам, закаливают таким образом: фрикционную часть нагревают до заданной температуры закаливания с помощью высокочастотного индукционного нагрева и затем охлаждают, в результате чего эта определенная зона (фрикционная часть) превращается в мартенситную структуру, обеспечивая желательную твердость. Поверхности диска и/или поверхности среза подвергают предписанному покрытию, и слои оксидов (окалина), образовавшиеся при закалочной обработке, удаляют с фрикционной части путем шлифования или тому подобного, и таким образом, получают готовое изделие (тормозной диск).
В качестве базового материала здесь используется лист из низкоуглеродистой мартенситной нержавеющей стали, соответствующий условиям спецификации. Предпочтительно лист из низкоуглеродистой мартенситной нержавеющей стали содержит, по массе, 0,1% или меньше C, 1,0% или меньше Si, 2,0% или меньше Mn, от 10,5% до 15,0% Cr, и 0,1% или меньше азота, и содержит легирующие элементы, так что выполняются следующие неравенства:


где содержание каждого из Cr, Si, Mo, Nb, Ni, Mn, Cu, N и C приведено в процентах по массе. Используемый здесь термин «стальной лист» включает в себя стальную полосу. Используемый здесь стальной лист может быть горячекатаным или холоднокатаным листом.
Ниже рассмотрены причины ограничения содержания компонентов используемого здесь базового материала. В последующем единицы "процент по массе", используемые для описания состава, указаны просто как "%".
C: 0,1% или меньше
Углерод, также как азот, представляет собой элемент, определяющий твердость тормозного диска после закаливания. Предпочтительно содержание C составляет 0,01% или больше и более предпочтительно 0,03% или больше. Когда содержание C больше чем 0,1%, образуются грубые зерна карбидов хрома, таким образом, появляется ржавчина, уменьшается сопротивление коррозии и ударная вязкость. C учетом ударной вязкости и сопротивления коррозии содержание C ограничено до 0,1% или меньше. C учетом сопротивления коррозии предпочтительно содержание C составляет меньше чем 0,05%.
N: 0.1% или меньше
Азот, также как углерод, является элементом, определяющим твердость тормозного диска после закаливания. Азот образует мелкие зерна нитрида хрома (Cr2N) при температуре от 500°C до 700°C и является эффективным для повышения сопротивления смягчающему отпуску, благодаря влиянию азота на дисперсионное твердение. Для достижения такого эффекта содержание N предпочтительно составляет больше чем 0,03%. При содержании N, превышающем 0,1%, происходит уменьшение ударной вязкости. Следовательно, содержание азота согласно изобретению ограничено до 0,1% или меньше.
Cr: от 10,5% до 15,0%
Хром является полезным элементом для улучшения сопротивления коррозии нержавеющей стали. С целью обеспечения достаточного сопротивления коррозии необходимо, чтобы содержание хрома составляло 10,5% или больше. Однако избыточное содержание Cr более 15,0% вызывает уменьшение обрабатываемости и ударной вязкости. Поэтому содержание Cr ограничено в диапазоне от 10,5% до 15,0%. С учетом сопротивления коррозии и ударной вязкости, содержание Cr предпочтительно составляет больше чем 11,5% и 13,5% или меньше соответственно.
Si: 1,0% или меньше
Кремний представляет собой элемент, используемый в качестве раскислителя, и поэтому содержание Si предпочтительно составляет 0,05% или больше. Поскольку Si стабилизирует ферритную фазу, избыточное содержание Si, превышающее 1,0%, вызывает уменьшение способности упрочняться, снижение твердости после закаливания и ударной вязкости. Поэтому содержание Si ограничивается до 1,0% или меньше. С учетом ударной вязкости, содержание Si предпочтительно составляет 0,5% или меньше.
Mn: 2,0% или меньше
Марганец является элементом, который полезен для обеспечения постоянной твердости после закаливания, поскольку Mn предотвращает образование фазы δ-феррита при высокой температуре, что усиливает способность упрочняться. Предпочтительно содержание Mn в базовом материале составляет 0,3% или больше. Однако избыточное содержание Mn, превышающее 2,0%, вызывает снижение сопротивления коррозии. Поэтому содержание Mn ограничено до 2,0% или меньше. С учетом увеличения способности упрочняться, предпочтительно содержание Mn составляет 1,0% или больше, и более предпочтительно 1,5% или больше.
Согласно настоящему изобретению вышеупомянутые основные компоненты содержатся в упомянутых выше диапазонах, так что выполняются следующие неравенства:

где содержание каждого из Cr, Si, Mo, Nb, Ni, Mn, Cu, N и C приведено в процентах по массе. Значение левой части неравенства (1) и значение средней части неравенства (2) рассчитывают исходя из условия, что содержание Cu, Nb, Mo или Ni равно нулю, если содержание Cu, Nb, Mo или Ni меньше чем 0,01%, меньше чем 0,02%, меньше чем 0,01% и меньше чем 0,10% соответственно.
Неравенство (1) определяет условие для обеспечения отличной стабильности закаливания. Используемый здесь термин "отличная стабильность закаливания" означает, что диапазон температур закаливания, обеспечивающий желательную твердость после закаливания, является широким. Этот широкий диапазон возникает, когда количество аустенитной (γ) фазы, образовавшейся в ходе закаливания, составляет 75% по объему или больше, причем аустенитная фаза превращается в мартенситную фазу при закаливании под действием воздушного охлаждения или охлаждения с более высокой скоростью, чем при воздушном охлаждении. Когда значение левой части неравенства (1) составляет 45 или больше, не может быть достигнуто постоянное значение твердости при закаливании, поскольку количество аустенитной фазы, образовавшейся в ходе закаливания, не превышает 75% (по объему), или температурный диапазон формирования такого количества аустенитной фазы является очень узким. Поэтому необходимо ограничивать значение левой части неравенства (1) до менее чем 45.
Неравенство (2) определяет условие для регулирования твердости после закаливания внутри заданного соответствующего диапазона. Твердость после закаливания сильно коррелировала с содержанием C или N. Однако C или N не дают вклада в твердость после закаливания, когда C или N связываются с ниобием, образуя карбид или нитрид Nb. Следовательно, твердость после закаливания необходимо оценивать с использованием количеств C или N, полученных путем вычитания количеств C и N, которые расходуются на образование осадков, из соответствующих количеств C и N в стали. Когда значение средней части неравенства (2) меньше чем 0,03, значение твердости после закаливания тормозного диска меньше, чем нижний предел твердости (32 HRC). Когда значение средней части неравенства больше чем 0,09, величина твердости больше чем верхний предел твердости (38 HRC). Следовательно, значение средней части неравенства (2) ограничивается в диапазоне от 0,03 до 0,09.
В используемом согласно изобретению базовом материале содержание P, S и содержание Al предпочтительно регулируется на уровне 0,04% или меньше, 0,010% или меньше, и 0,2% или меньше, соответственно, в дополнение к требованию, что содержание каждого основного компонента регулируется в вышеупомянутом диапазоне.
P: 0,04% или меньше
Фосфор является элементом, вызывающим ухудшение горячей обрабатываемости; поэтому содержание P предпочтительно является незначительным. Избыточное уменьшение содержания P приводит к значительному повышению стоимости производства. Поэтому верхний предел содержания фосфора предпочтительно составляет 0,04%. С учетом производительности содержание P более предпочтительно составляет 0,03% или меньше.
S: 0,010% или меньше
Сера, также как P, является элементом, вызывающим ухудшение горячей обрабатываемости; поэтому содержание S предпочтительно является незначительным. Избыточное уменьшение содержания S приводит к значительному повышению стоимости производства. Поэтому верхний предел содержания серы предпочтительно составляет 0,010%. С учетом требований производства содержание S более предпочтительно составляет 0,005% или меньше.
Al: 0,2% или меньше
Алюминий является элементом, выполняющим функцию раскислителя, и в производстве стали используется для раскисления. Избыточное количество Al, оставшегося в стали в качестве неизбежной примеси, вызывает уменьшение сопротивления коррозии и ударной вязкости. Поэтому содержание Al предпочтительно ограничено до 0,2% или меньше. С учетом сопротивления коррозии содержание Al более предпочтительно составляет 0,05% или меньше.
С учетом сопротивления коррозии, базовый материал может дополнительно содержать, кроме вышеупомянутых основных компонентов, от 0,01% до менее чем 1,0% Cu, так чтобы выполнялись неравенства (1) и (2).
Cu: от 0,01% до менее чем 1,0%
Медь является элементом, который оказывает влияние на улучшение сопротивления коррозии; поэтому содержание меди для возможного достижения такого эффекта предпочтительно составляет от 0,01% до менее чем 1,0%. С учетом ударной вязкости содержание меди более предпочтительно меньше чем 0,5%. Когда в стали содержатся и Cu, и Nb, предпочтительно содержание Cu ограничено в диапазоне от 0,01% до 0,5%, поскольку при содержании Cu, превышающем 0,5%, происходит уменьшение ударной вязкости.
Тормозной диск, имеющий высокое сопротивление смягчающему отпуску, может быть получен таким образом, что базовый материал имеет состав в конкретном диапазоне за счет добавления выбранных компонентов, кроме вышеупомянутых основных компонентов, фрикционную часть, приработанную с тормозными колодками, закаливают, как описано ниже, таким образом, чтобы получить мартенситную структуру, имеющую средний диаметр зерен предшествующей γ-фазы от 8 мкм до меньше чем 15 мкм. Тормозной диск имеет твердость 27 HRC или больше после отпуска при 600°C в течение одного часа.
Средний диаметр зерен предшествующей γ-фазы: от 8 до меньше чем 15 мкм
Для того чтобы получить тормозной диск, отпущенный в течение одного часа при 600°C или выше, который согласно настоящему изобретению имеет твердость 27 HRC или больше, необходимо, чтобы зерна предшествующей γ-фазы имели средний диаметр 8 мкм или больше. Когда зерна предшествующей γ-фазы имеют средний диаметр меньше чем 8 мкм, количество высокодисперсных осадков в зернах предшествующей γ-фазы является незначительным, и поэтому увеличение сопротивления смягчающему отпуску является небольшим. Когда зерна предшествующей γ-фазы имеют средний диаметр 15 мкм или больше, размер граней поверхностей хрупкого излома становится большим. Это вызывает уменьшение ударной вязкости.
Кроме вышеупомянутых основных компонентов, диск может содержать от 1,0% до 3,0% Cu и/или от 0,02% до 0,6% Nb, так чтобы выполнялись неравенства (1) и (2). Это дает эффект при получении тормозного диска, который имеет твердость после отпуска 30 HRC или больше.
Cu: от 1,0% до 3,0%
Когда содержание Cu составляет 1,0% или больше, при отпуске образуется мелкий осадок фазы ε-Cu; поэтому Cu повышает сопротивление смягчающему отпуску. Следовательно, Cu может содержаться в указанном диапазоне. При содержании Cu, превышающем 3,0%, происходит уменьшение ударной вязкости. Следовательно, с целью увеличения сопротивления смягчающему отпуску содержание Cu предпочтительно ограничено в диапазоне от 1,0% до 3,0%.
Nb: от 0.02% до 0,6%
Ниобий представляет собой элемент, который предотвращает влияние высокотемпературного нагревания на снижение твердости, то есть дает эффект улучшения сопротивления смягчающему отпуску, поскольку Nb образует карбонитрид в ходе нагревания приблизительно при 600°C после закаливания и вызывает дисперсионное твердение. Следовательно, Nb может содержаться, как в указанном диапазоне. Для достижения такого эффекта содержание Nb предпочтительно составляет 0,02% или больше. Однако при содержании Nb, превышающем 0,6%, происходит уменьшение ударной вязкости. Поэтому содержание Nb предпочтительно ограничено в диапазоне от 0,02% до 0,6%. С учетом увеличения сопротивления смягчающему отпуску содержание Nb предпочтительно составляет больше чем 0,08%. С учетом ударной вязкости содержание Nb предпочтительно составляет меньше чем 0,3%.
Согласно настоящему изобретению, количество Nb в виде осадков и общее количество Nb, содержащегося в стали, предпочтительно регулируется таким образом, что выполняется следующее неравенство:

где осажденный Nb и общий Nb означают количество Nb, осажденного в виде осадка, и общее количество Nb, содержащегося в стали, соответственно, в процентах по массе. В незакаленном стальном листе (после отжига), отношение (осажденный Nb/общий Nb) равно 0,9 или больше. Часть осажденного Nb образует твердый раствор после закаливания. Растворенный Nb образует высокодисперсные осадки в процессе отпуска. Это приводит к дисперсионному твердению. Когда неравенство (3) не выполняется, то есть когда отношение (осажденный Nb/общий Nb) больше чем 0,7, количество растворенного Nb является незначительным и, следовательно, количество мелких осадков Nb, образовавшихся в процессе отпуска, является незначительным. Это приводит к уменьшению сопротивления смягчающему отпуску. Для того чтобы обеспечить величину отношения (осажденный Nb/общий Nb) равной 0,7 или меньше, высокотемпературное закаливание предпочтительно осуществляют при температуре выше чем 1000°С, более предпочтительно выше чем 1050°C, и еще более предпочтительно выше чем 1100°C.
Когда отношение (осажденный Nb/общий Nb) меньше чем 0,5, количество растворенного Nb чрезмерно велико и, следовательно, количество мелких осадков Nb, образовавшихся в процессе отпуска, является чрезмерно большим. Это приводит к увеличению сопротивления смягчающему отпуску. Кроме того, количество осадков, которые вызывают хрупкость, весьма велико. Это приводит к существенному снижению ударной вязкости. Количество осажденного Nb определяется с помощью химического анализа остатка после электролитического извлечения из пробы тормозного диска. Общее количество Nb определяется стандартным химическим анализом.
Согласно настоящему изобретению могут содержаться от 0,01% до 2,0% Mo и/или от 0,10% до 2,0% Ni, в дополнение к основным компонентам и выбранным компонентам, так что выполняются неравенства (1) и (2).
Один или оба металла: от 0,01% до 2,0% Мо и от 0,10% до 2,0% Ni
Элементы Mo и Ni улучшают сопротивление коррозии и поэтому могут содержаться по выбору. Никель замедляет осаждение карбидов хрома при температуре 600°C или выше, что предотвращает снижение твердости мартенситной структуры и дает вклад в увеличение сопротивления смягчающему отпуску. Молибден, также как и Ni, замедляет осаждение карбонитридов и дает вклад в увеличение сопротивления смягчающему отпуску. Такие эффекты достигаются, когда содержание Mo предпочтительно составляет 0,01 мас.% или больше или содержание Ni равно 0,10% или больше. С учетом сопротивления смягчающему отпуску содержание Мо предпочтительно составляет 0,02% или больше. Даже если содержание Мо или Ni превышает 2,0%, преимущество, соответствующее содержанию Мо или Ni, не может быть реализовано, поскольку увеличение сопротивления смягчающему отпуску насыщается. Это экономически невыгодно. Поэтому содержание Мо предпочтительно ограничено в диапазоне от 0,10% до 2,0%, и содержание Ni предпочтительно ограничено в диапазоне от 0,10% до 2,0%. Даже если содержание Мо меньше чем 0,05%, может быть достигнут эффект увеличения сопротивления смягчающему отпуску. Если содержание Ni составляет 0,5% или больше, сопротивление смягчающему отпуску увеличивается.
Согласно настоящему изобретению, помимо основных и выбранных компонентов могут содержаться Co, один или несколько элементов, выбранных из Ti, V, Zr и Ta, и один или оба B и Ca в указанных диапазонах.
Co: от 0,01% до 1,0%
Кобальт является элементом, эффективно повышающим сопротивление коррозии. Содержание Co предпочтительно составляет 0,01% или больше. При содержании Co, превышающем 1,0%, происходит уменьшение ударной вязкости. Поэтому содержание Co предпочтительно ограничено в диапазоне от 0,01% до 1,0%. С учетом ударной вязкости содержание Co предпочтительно составляет 0,3% или меньше.
Один или несколько элементов, выбранных из Ti от 0,02% до 0,3%,
V от 0,02% до 0,3%, Zr от 0,02% до 0,3%, и Та от 0,02% до 0,3%
Титан, V, Zr и Ta являются элементами, которые образуют карбонитриды и которые оказывают влияние на увеличение сопротивления смягчающему отпуску за счет дисперсионного твердения. Один или несколько из этих элементов могут содержаться в указанных диапазонах. Такой эффект является заметным, когда содержание Ti, V, Zr или Ta составляет 0,02% или больше, соответственно. В частности, V оказывает значительный эффект на увеличение сопротивления смягчающему отпуску; поэтому содержание V предпочтительно составляет 0,05% или больше и более предпочтительно 0,10% или больше. При содержании Ti, V, Zr или Ta, превышающем 0,3%, происходит значительное снижение ударной вязкости. Поэтому содержание Ti, V, Zr или Ta предпочтительно ограничено в диапазоне от 0,02% до 0,3% соответственно.
Один или оба B и Ca: от 0,0005% до 0,0050% B и от 0,0005% до 0,0050% Ca
Элементы бор и Ca оказывают влияние на повышение способности стали упрочняться, даже при незначительном содержании B и Ca. Следовательно, в диске могут выборочно содержаться B и Ca в указанных диапазонах. Такой эффект может быть достигнут, когда содержание B или Ca составляет 0,0005% или больше соответственно. Однако при содержании B или Ca, превышающем 0,0050 мас.%, происходит снижение сопротивления коррозии. Поэтому содержание B и Ca предпочтительно ограничивается в диапазоне от 0,0005% до 0,0050 мас.% соответственно.
Остальные компоненты, помимо вышеуказанных, составляют Fe и неизбежные примеси. Примеры неизбежных примесей включают щелочные металлы, такие как Na, щелочноземельные металлы, такие как Mg и Ba, редкоземельные элементы, такие как Y и La, и переходные элементы, такие как Hf. Преимущества настоящего изобретения не уменьшаются, даже если содержание каждой из неизбежных примесей составляет соответственно 0,05% или меньше.
Способ получения материала тормозного диска, который имеет вышеупомянутый состав, не ограничен. Материал тормозного диска может быть получен известным способом. Например, расплавленную сталь, имеющую вышеупомянутый состав, расплавляют в стальном конвертере, электрической печи или тому подобном; подвергают вторичной очистке, в таком процессе как VOD (вакуумное кислородное обезуглероживание) или AOD (аргонокислородное обезуглероживание); и затем отливают в виде стальной заготовки или сляба с использованием известного способа литья. С учетом показателей производительности и качества, предпочтительно используется способ непрерывной разливки.
Предпочтительно сталь нагревают до температуры от 1100°C до 1250°C и затем подвергают горячей прокатке в лист, имеющий заданную толщину. Для использования в производстве тормозных дисков предпочтительно горячекатаный стальной лист имеет толщину от 3 до 8 мм. Горячекатаный стальной лист подвергают отжигу и затем удаляют окалину путем дробеструйной очистки или травления и, таким образом, получают стальной лист, который используется для тормозных дисков. Предпочтительно горячекатаный стальной лист выдерживают в камерной печи с периодической загрузкой при температуре выше чем 750°C до 900°C, приблизительно в течение 10 часов. После отжига стальной лист имеет твердость от 75 до 88 HRB (твердость по Роквеллу В), которая подходит для тормозных дисков.
Стальной лист обрабатывают на станке, получая перфорированный или тому подобный диск. Заданную зону (фрикционную часть, приработанную с тормозными колодками) диска закаливают для того, чтобы получить тормозной диск. Согласно настоящему изобретению, закалочную обработку проводят таким образом, что температура закаливания составляет выше чем 1000°C и находится в γ-области, причем скорость охлаждения равна 1°C/сек или больше.
Предпочтительно температура закаливания находится в области γ-фазы, особенно при температуре, превышающей 1000°C. Используемый здесь термин "область γ-фазы" означает область температур, в которой объемная доля аустенитной γ-фазы в стали составляет 75% или больше. Когда температура закаливания выше чем 1000°C, тормозной диск обладает соответствующей твердостью после закаливания и имеет мартенситную структуру, в которой средний диаметр зерен предшествующей γ-фазы равен 8 мкм или больше; поэтому снижение твердости тормозного диска после выдерживания при высокой температуре, как описано выше, может быть предотвращено, то есть сопротивление тормозного диска смягчающему отпуску существенно улучшается. Когда температура закаливания составляет 1000°C или меньше, твердость заданной зоны существенно снижается после выдерживания при высокой температуре. С учетом сопротивления смягчающему отпуску предпочтительная температура закаливания выше чем 1050°C и более предпочтительно выше чем 1100°C.
Когда температура закаливания выше чем 1200°C, образуется большое количество фазы δ-феррита, и поэтому в некоторых случаях объемная доля аустенитной фазы не достигает 75% или больше; и зерна предшествующей γ-фазы могут иметь средний диаметр 15 мкм или больше, поскольку повышение температуры ускоряет рост зерен. Следовательно, температура закаливания предпочтительно составляет 1200°C или меньше. С учетом способности упрочняться, температура закаливания предпочтительно составляет 1150°C или меньше.
Для того чтобы ферритная фаза в достаточной степени превратилась в аустенит, время выдержки при обработке путем закаливания предпочтительно составляет 30 секунд или больше.
После нагрева диск охлаждают до точки Ms (температура начала мартенситного превращения) или меньше, и предпочтительно до 200°C или меньше, со скоростью 1°C/сек или больше. Когда скорость охлаждения диска меньше чем 1°C/сек, часть аустенитной фазы, полученной при температуре закаливания, превращается в ферритную фазу, и таким образом, уменьшается количество мартенситной фазы; поэтому диск не будет иметь соответствующую твердость после закалки. Предпочтительно скорость охлаждения диска составляет от 5 до 500°C/сек. Для достижения постоянной твердости при закаливании предпочтительно скорость охлаждения составляет 100°C/сек или больше.
Тормозной диск, полученный, как описано выше, обладает отличным сопротивлением смягчающему отпуску и ударной вязкостью. Он имеет состав низкоуглеродистой мартенситной нержавеющей стали. Фрикционная часть, приработанная с тормозными колодками, имеет мартенситную структуру, в которой средний диаметр зерен предшествующей γ-фазы составляет от 8 мкм до меньше чем 15 мкм. Тормозной диск обладает отличным сопротивлением смягчающему отпуску и ударной вязкостью. Методика нагревания во время закаливания не ограничивается; но с учетом производительности предпочтительно используется высокочастотный индукционный нагрев.
Теперь настоящее изобретение будет дополнительно описано более подробно со ссылкой на примеры.
Примеры
В высокочастотной плавильной печи получают расплавленные стали, состав которых показан в таблице 1, и затем отливают в слитки. Эти слитки подвергают горячей прокатке, получая горячекатаные стальные листы толщиной 5 мм. Горячекатаные стальные листы подвергают отжигу, нагревая при 800°C в течение 8 часов в атмосфере восстановительного газа, и затем постепенно охлаждая. Из полученных горячекатаных стальных листов удаляют окалину путем травления и, таким образом, получают материал для тормозных дисков.
Из материала для тормозных дисков получают образцы размером 5×30 мм×30 мм. Эти образцы нагревают при температуре закаливания (при времени выдержки 1 минута) и затем охлаждают со скоростью, указанной в таблице 2. Из закаленных образцов отбирают пробы, в которых исследуют металлическую структуру, определяют количество осажденного Nb и проводят испытание стабильности закаливания, тест смягчающего отпуска и тест ударной вязкость после отпуска. Методики испытания описаны ниже.
(1) Исследование металлической структуры
Из каждого закаленного образца отбирают пробу для исследования металлической структуры. Поперечное сечение пробы параллельно направлению горячей прокатки, и сечение по толщине полируют и затем протравливают реактивом Мураками: щелочным раствором красного ферроцианнда (10 г красного ферроцианида, 10 г едкого кали (гидроксид калия) и 100 мл воды), и таким образом, обнажаются границы зерен предшествующей γ-фазы. С использованием оптического микроскопа исследуют пять или больше областей (каждая область: 0,2 мм×0,2 мм, 400-кратное увеличение). Площадь зерен, содержащихся в каждой области обозрения, определяют с помощью электронно-оптического преобразователя, и таким образом, измеряют эквивалентный диаметр круга зерен. Усредняют эквивалентный диаметр круга зерен, и таким образом, получают средний диаметр зерен предшествующей γ-фазы в пробе.
(2) Определение количества осажденного Nb
Из каждого закаленного образца отбирают пробу для электролитического извлечения. Пробу подвергают электролизу, используя в качестве электролита (AA типа) смесь ацетилацетона (10% по объему), 1 г хлористого тетраметиламмония (на 100 мл) и метанола. Остаток из электролита извлекают с использованием фильтра. Количество Nb в извлеченном остатке определяют с помощью эмиссионной спектрометрии индуктивно сопряженной плазмы, и таким образом, измеряют количество осажденного Nb, присутствующего в виде осадков.
(3) Испытание стабильности закаливания
В каждой закаленной пробе удаляют окалину путем травления, и затем в пяти точках определяют твердость поверхности (HRC) с использованием твердомера Роквелла в соответствии с документом JIS Z 2245. Данные измерений усредняют, и таким образом определяют твердость пробы после закаливания.
(4) Тест смягчающего отпуска
Каждую закаленную пробу подвергают отпуску (нагревают, выдерживают и затем охлаждают на воздухе) в условиях, указанных в таблице 2. В отпущенной пробе удаляют окалину путем травления, и затем в пяти точках определяют твердость поверхности (HRC) с использованием твердомера Роквелла в соответствии с документом JIS Z 2245. Данные измерений усредняют и, таким образом, оценивают сопротивление пробы смягчающему отпуску.
(5) Тест ударной вязкости после отпуска
Каждую пробу закаливают и затем подвергают отпуску, как показано в таблице 2. В полученной пробе удаляют окалину путем травления, и затем нарезают 5 испытательных образцов с V-образным вырезом (ширина 5 мм, субразмер) в соответствии с документом JIS Z 2202. Эти испытательные образцы подвергают испытанию на ударную вязкость по Шарпи в соответствии с JIS Z 2242, и таким образом, измеряют ударную вязкость по Шарпи для испытательных образцов при температуре 25°C. Данные измерений усредняют. Когда среднее значение составляет 50 Дж/см2 или больше, считается, что ударная вязкость образца соответствует практическому применению. Результаты испытаний обобщены в таблице 2.
Максимальная температура для областей γ-фазы, приведенная в таблице 2, относится к максимальной температуре, при которой объемная доля образовавшейся аустенитной (γ) фазы составляет 75% или больше. При температуре выше или равной максимальной температуре, увеличивается доля δ фазы (ферритная фаза), и поэтому объемная доля образовавшейся у фазы не может составлять 75% или больше.


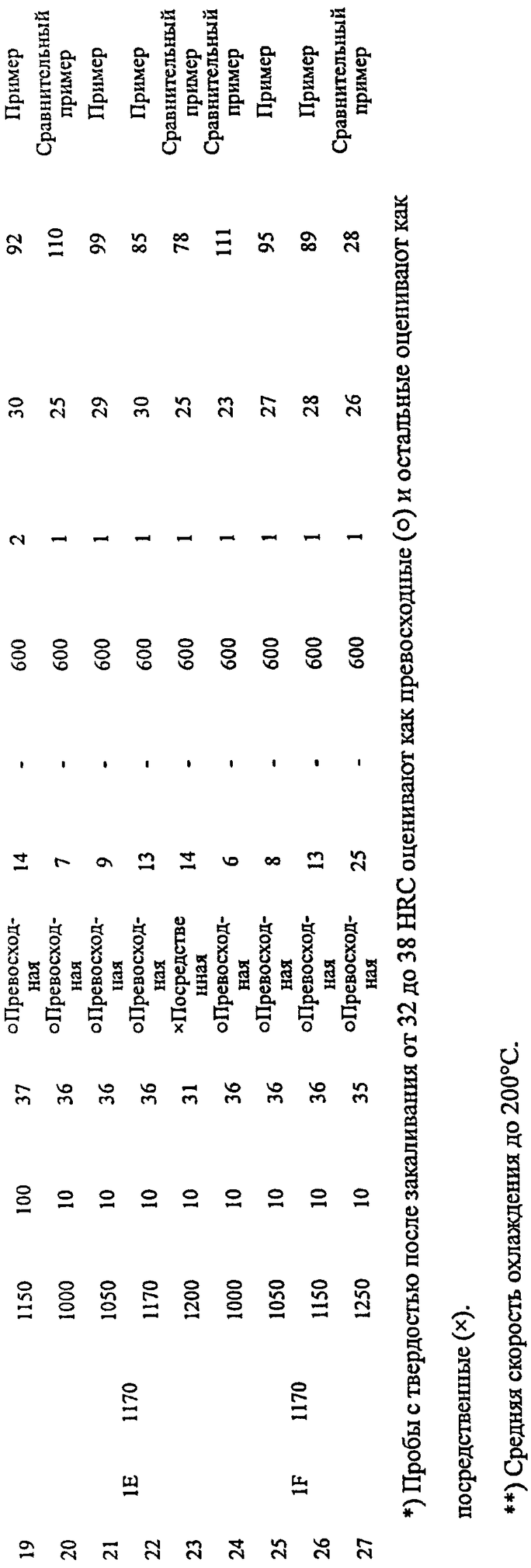
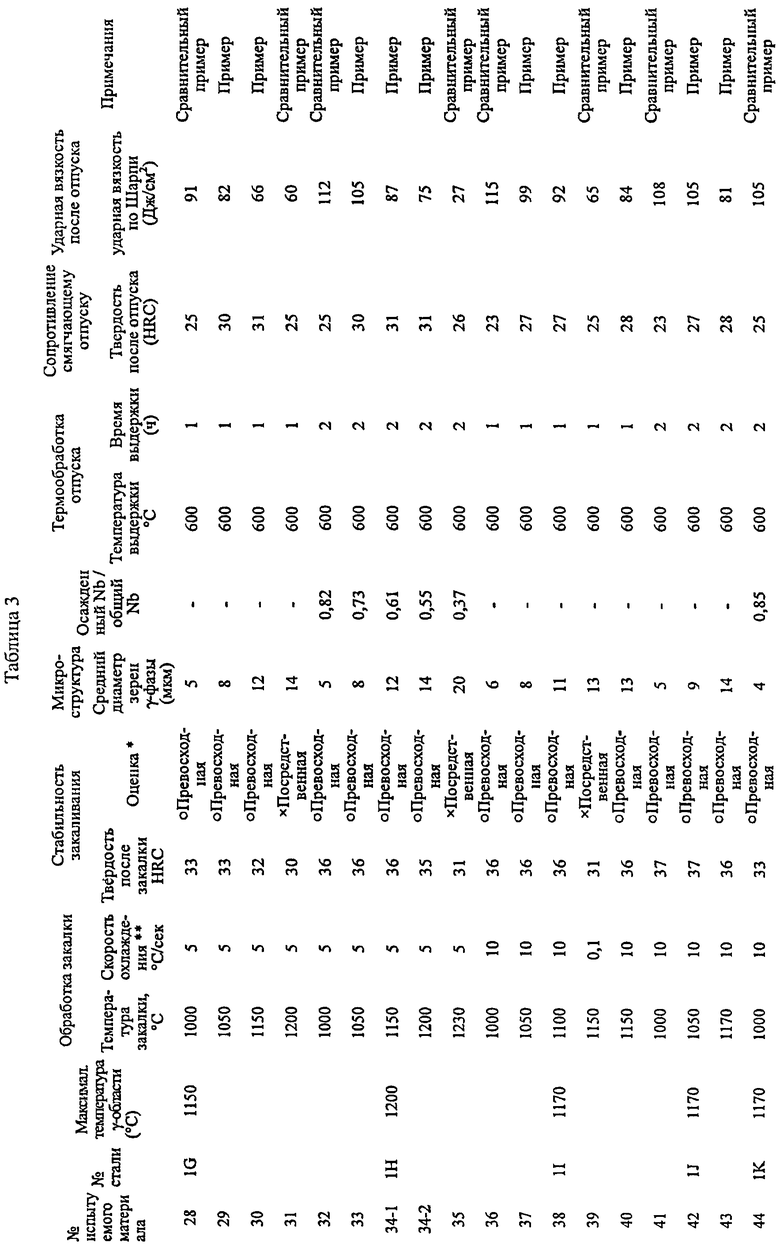
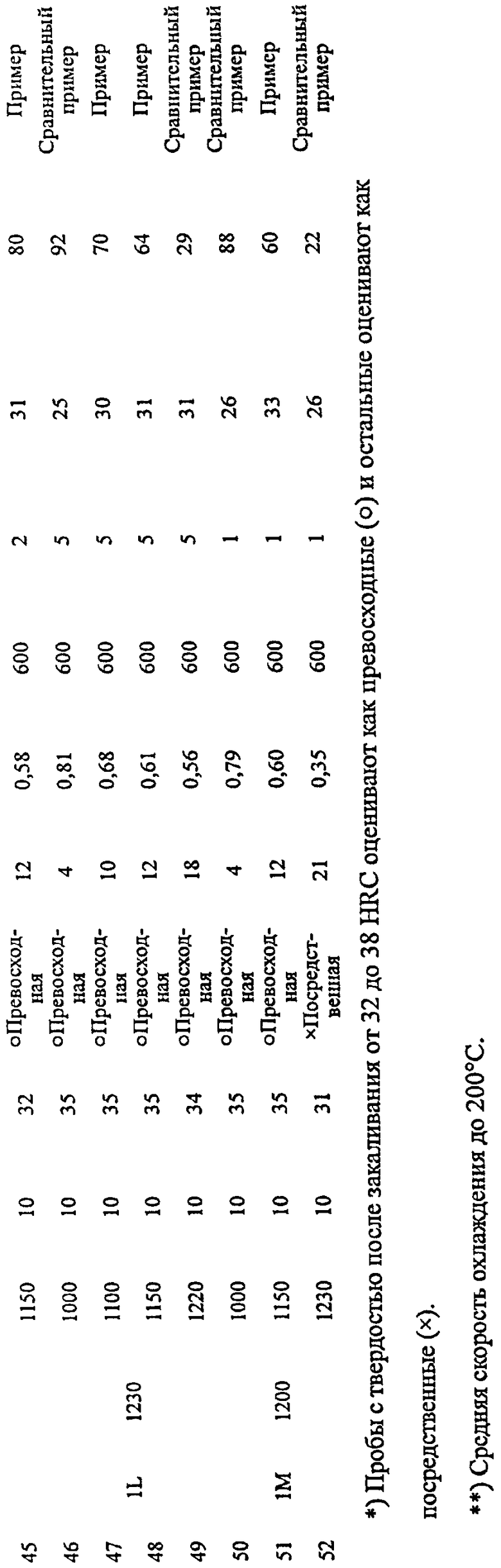
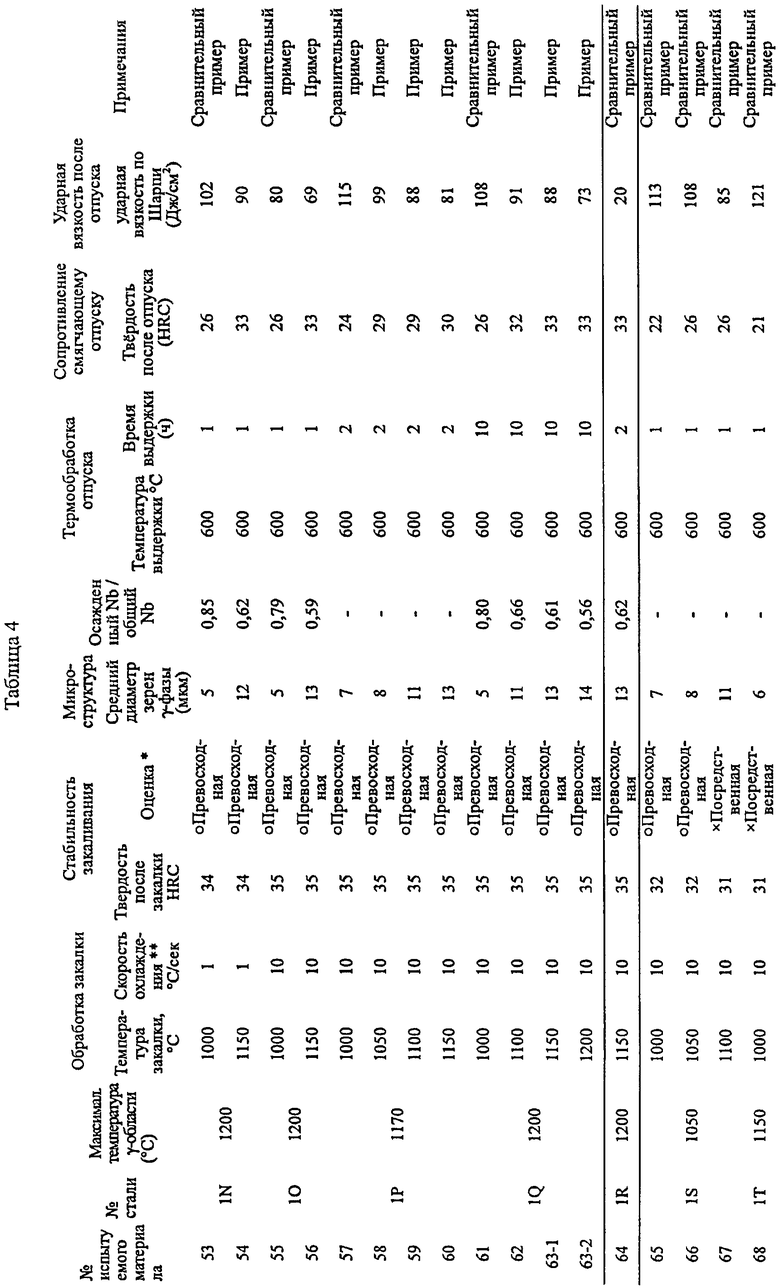

В примерах настоящего изобретения стали имеют твердость после закаливания от 32 до 38 HRC, а также демонстрируют отличную стабильность закаливания, превосходное сопротивление смягчающему отпуску и отличную ударную вязкость. В сравнительных примерах, которые не входят в объем настоящего изобретения, стали имеют твердость при закаливании вне диапазона от 32 до 38 HRC, или имеют низкое сопротивление смягчающему отпуску или низкую ударную вязкость. Стали в сравнительных примерах, имеющие средний диаметр зерен предшествующей т-фазы вне объема настоящего изобретения, обладают низкой и неудовлетворительной твердостью после отпуска.
Согласно настоящему изобретению путем регулирования диаметра предшествующих аустениту зерен в соответствующем диапазоне, может быть получен с низкими затратами тормозной диск, имеющий твердость после закаливания от 32 до 38 HRC, высокое или превосходное сопротивление смягчающему отпуску и отличную ударную вязкость. Это имеет промышленное значение.
Изобретение относится к области металлургии, а именно к производству тормозных дисков. Диск изготавливают из мартенситной стали, имеющей предшествующие аустенитные зерна со средним диаметром от 8 мкм до меньше чем 15 мкм и содержащей в мас.%: 0,1% или меньше С, 1,0% или меньше Si, 2,0% или меньше Мn, от 10,5% до 15,0% Сr, 0,1% или меньше N и от 0,02 до 0,6% Nb, остальное Fe и неизбежные примеси. Сталь может дополнительно содержать по меньшей мере один из следующих компонентов, в мас.%: 0,01%-0,5% Сu, 0,01%-2,0% Мо, 0,10%-2,0% Ni, 0,01%-1,0% Со, 0,02%-0,3% Ti, 0,02%-0,3% V, 0,02%-0,3% Zr, 0,02%-0,3% Та, 0,0005%-0,0050% В и 0,0005%-0,0050% Ca. Диск имеет твердость 27 HRC или более после отпуска при температуре 600°С в течение одного часа и ударную вязкость по Шарпи 50 Дж/см2 или более. 8 з.п. ф-лы, 1 ил., 4 табл.
1. Тормозной диск с отличным сопротивлением смягчающему отпуску и ударной вязкостью, обладающий мартенситной структурой с твердостью 27 HRC или более после отпуска при температуре 600°С в течение одного часа, имеющей предшествующие аустенитные зерна со средним диаметром от 8 мкм до меньше чем 15 мкм и ударную вязкость по Шарпи 50 Дж/см2 или более, который содержит в расчете на массу 0,1% или меньше С, 1,0% или меньше Si, 2,0% или меньше Мn, от 10,5% до 15,0% Сr, 0,1% или меньше N и от 0,02 до 0,6% Nb, остальное Fe и неизбежные примеси, при этом выполняются следующие неравенства:
5Cr+10Si+15Мо+30Nb-9Ni-5Мn-3Сu-225N-270С<45,
0,03≤{C+N-(13/92)Nb}≤0,09,
где содержание каждого из Cr, Si, Mo, Nb, Ni, Mn, Cu, N и С приведено в процентах по массе.
2. Тормозной диск по п.1, в котором выполняются следующие неравенства:
5Cr+10Si+15Мо+30Nb-9Ni-5Мn-3Сu-225N-270С<45,
0,03≤{С+N-(13/92)Nb}≤0,09,
0,5 <(осажденный Nb/общий Nb)≤0,7,
где каждый из Cr, Si, Mo, Nb, Ni, Mn, Cu, N и С представляет собой содержание соответствующих элементов, и осажденный Nb и общий Nb означают количество Nb, осажденного в виде осадка, и общее количество, содержащегося Nb соответственно, в процентах по массе.
3. Тормозной диск по п.1 или 2, дополнительно содержащий от 0,01 до 0,5% Сu в процентах по массе.
4. Тормозной диск по п.1 или 2, имеющий твердость 30 HRC или больше, после отпуска при температуре 600°С в течение одного часа.
5. Тормозной диск по п.3, имеющий твердость 30 HRC или больше, после отпуска при температуре 600°С в течение одного часа.
6. Тормозной диск по п.1 или 2, дополнительно содержащий по меньшей мере один компонент, выбранный из групп (A)-(D) в процентах по массе:
(A) по меньшей мере один компонент, выбранный из Mo в количестве 0,01-2,0% или Ni в количестве 0,10-2,0%,
(B) Со в количестве 0,01-1,0%,
(C) по меньшей мере один компонент, выбранный из: Ti в количестве 0,02-0,3%, V в количестве 0,02-0,3%, Zr в количестве 0,02-0,3% и Та в количестве 0,02-0,3%, и
(D) по меньшей мере один компонент, выбранный из: B в количестве 0,0005-0,0050% и Са в количестве 0,0005-0,0050%.
7. Тормозной диск по п.3, дополнительно содержащий по меньшей мере один компонент, выбранный из групп (A)-(D) в процентах по массе:
(A) по меньшей мере один компонент, выбранный из Mo в количестве 0,01-2,0% или Ni в количестве 0,10-2,0%,
(B) Со в количестве 0,01-1,0%,
(C) по меньшей мере один компонент, выбранный из: Ti в количестве 0,02-0,3%, V в количестве 0,02-0,3%, Zr в количестве 0,02-0,3% и Та в количестве 0,02-0,3%, и
(D) по меньшей мере один компонент, выбранный из: B в количестве 0,0005-0,0050% и Сa в количестве 0,0005-0,0050%.
8. Тормозной диск по п.4, дополнительно содержащий по меньшей мере один компонент, выбранный из групп (A)-(D) в процентах по массе:
(A) по меньшей мере один компонент, выбранный из Мо в количестве 0,01-2,0% или Ni в количестве 0,10-2,0%,
(B) Со в количестве 0,01-1,0%,
(C) по меньшей мере один компонент, выбранный из: Ti в количестве 0,02-0,3%, V в количестве 0,02-0,3%, Zr в количестве 0,02-0,3% и Та в количестве 0,02-0,3%, и
(D) по меньшей мере один компонент, выбранный из: B в количестве 0,0005-0,0050% и Са в количестве 0,0005-0,0050%.
9. Тормозной диск по п.5, дополнительно содержащий по меньшей мере один компонент, выбранный из групп (A)-(D) в процентах по массе:
(A) по меньшей мере один компонент, выбранный из Мо в количестве 0,01-2,0% или Ni в количестве 0,10-2,0%,
(B) Со в количестве 0,01-1,0%,
(C) по меньшей мере один компонент, выбранный из: Ti в количестве 0,02-0,3%, V в количестве 0,02-0,3%, Zr в количестве 0,02-0,3% и Та в количестве 0,02-0,3%, и
(D) по меньшей мере один компонент, выбранный из: B в количестве 0,0005-0,0050% и Са в количестве 0,0005-0,0050%.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Литейная сталь для отливок | 1990 |
|
SU1724721A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| EP 1314791 A1, 28.05.2003 | |||
| Тормозная система транспортного средства,преимущественно грузового,с дизельным двигателем | 1980 |
|
SU1106705A1 |

