ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу производства стального компонента и к стальному компоненту.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Механизмы, устанавливаемые на автомобиле, такие как гидротрансформатор и т.п., а также промышленные механизмы обычно включают в себя множество стальных компонентов, имеющих различные формы. Кроме того, многие такие стальные компоненты формируются прессованием.
[0003] Когда содержание C в стальном листе, который образует такой стальной компонент, понижается, ударная вязкость стального компонента увеличивается. Соответственно, стальные компоненты, от которых требуется высокая ударная вязкость, иногда используют стальной лист с низким содержанием C. С другой стороны, когда содержание C в стальном листе, который формирует такой стальной компонент, понижается, предел усталости и сопротивление истиранию стального компонента понижаются. Соответственно для того, чтобы увеличить предел усталости и сопротивление истиранию, не понижая ударную вязкость, используется способ упрочнения части поверхностного слоя стального компонента. В качестве способа упрочнения части поверхностного слоя стального компонента известны науглероживание и закалка.
[0004] Однако если прессованный стальной лист подвергается науглероживанию и закалке, иногда возникает искривление из-за деформации превращения, которая происходит при выполнении закалки. По этой причине при науглероживании и закалке стабильность формы стального компонента понижается. Патентный документ 1 раскрывает способ, в котором при закалке прессованного стального листа он охлаждается, удерживаясь металлическими штампами, чтобы тем самым гарантировать хорошую форму, но поскольку используется стальной лист с высоким содержанием C, ударная вязкость после закалки является недостаточной.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0005] Патентный документ 1: Японская выложенная патентная заявка № 10-96031
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0006] Настоящее изобретение имеет своей задачей предложить способ производства стального компонента, имеющего высокую ударную вязкость, высокое сопротивление истиранию, высокий предел усталости и высокую стабильность формы, а также и сам такой стальной компонент.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007] В результате серьезных исследований авторы настоящей заявки придумали различные примеры изобретения, которые будут описаны ниже.
[0008] (1)
Способ производства стального компонента отличается тем, что он включает в себя:
нагревание стального листа в науглероживающей атмосфере для того, чтобы сформировать науглероженный слой на поверхности стального листа, имеющего:
химический состав, в массовых процентах:
C: от 0,0005 мас.% до 0,1 мас.%;
Si: от 0,01 мас.% до 2,0 мас.%;
Mn: от 0,05 мас.% до 3,0 мас.%;
Al: 0,9 мас.% или меньше;
P: 0,05 мас.% или меньше;
S: 0,01 мас.% или меньше;
Ti: от 0,0 мас.% до 0,2 мас.%;
Nb: от 0,0 мас.% до 0,1 мас.%;
Cr: от 0 мас.% до 2 мас.%;
Mo: от 0,0 мас.% до 0,2 мас.%;
B: от 0,000 мас.% до 0,005 мас.%; и
остаток: железо и примеси; и
структуру стали, представленную ферритом с долей площади 70% или больше; и
формование стального листа с использованием металлических штампов и выполнение закалки стального листа в состоянии его нахождения в металлических штампах для того, чтобы преобразовать науглероженный слой в мартенсит и придать той части стального листа, которая находится под науглероженным слоем, структуру стали, представленную ферритом с долей площади 50% или больше.
[0009] (2)
Способ производства стального компонента, описанный в п. (1), отличающийся тем, что при формировании науглероженного слоя на поверхности стального листа стальной лист подвергается выдержке при температуре 820°C или больше.
[0010] (3)
Способ производства стального компонента, описанный в п. (1) или (2), отличающийся тем, что при формировании науглероженного слоя на поверхности стального листа, стальной лист подвергнут выдержке в течение одного часа или больше.
[0011] (4)
Способ производства стального компонента, описанный в любом из пп. (1) - (3), отличающийся тем, что он дополнительно включает в себя выполнение обработки стального листа с эквивалентной деформацией меньше чем 5%, или 20% или больше перед формированием науглероженного слоя на поверхности стального листа.
[0012] (5)
Стальной компонент, отличающийся тем, что он включает в себя:
основной материал, имеющий:
химический состав, в массовых процентах:
C: от 0,0005 мас.% до 0,1 мас.%;
Si: от 0,01 мас.% до 2,0 мас.%;
Mn: от 0,05 мас.% до 3,0 мас.%;
Al: 0,9 мас.% или меньше;
P: 0,05 мас.% или меньше;
S: 0,01 мас.% или меньше;
Ti: от 0,0 мас.% до 0,2 мас.%;
Nb: от 0,0 мас.% до 0,1 мас.%;
Cr: от 0 мас.% до 2 мас.%;
Mo: от 0,0 мас.% до 0,2 мас.%;
B: от 0,000 мас.% до 0,005 мас.%; и
остаток: железо и примеси; и
структуру стали, представленную как доли площади:
феррит: 50% или больше; и
науглероженный слой из мартенсита на поверхности основного материала.
[0013] (6)
Стальной компонент по п. (5), отличающийся тем, что:
науглероженный слой из мартенсита содержит C: от 0,5 до 0,9 мас.%; и
в диапазоне глубин от t/4 до 3t/4 от поверхности стального компонента, когда толщина стального компонента равна t, общая доля площади ферритных зерен, каждое из которых имеет диаметр эквивалентного круга 200 мкм или больше, составляет 5% или меньше.
[0014] Стальной компонент, описанный в п. (5) или (6), отличается тем, что эффективная глубина науглероженного слоя составляет от 0,05 до 0,5 мм.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0015] В соответствии со способом производства стального компонента по настоящему изобретению возможно произвести стальной компонент, имеющий высокую ударную вязкость, высокое сопротивление истиранию, высокий предел усталости и высокую стабильность формы. Кроме того, стальной компонент по настоящему изобретению имеет высокую ударную вязкость, высокое сопротивление истиранию, высокий предел усталости и высокую стабильность формы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
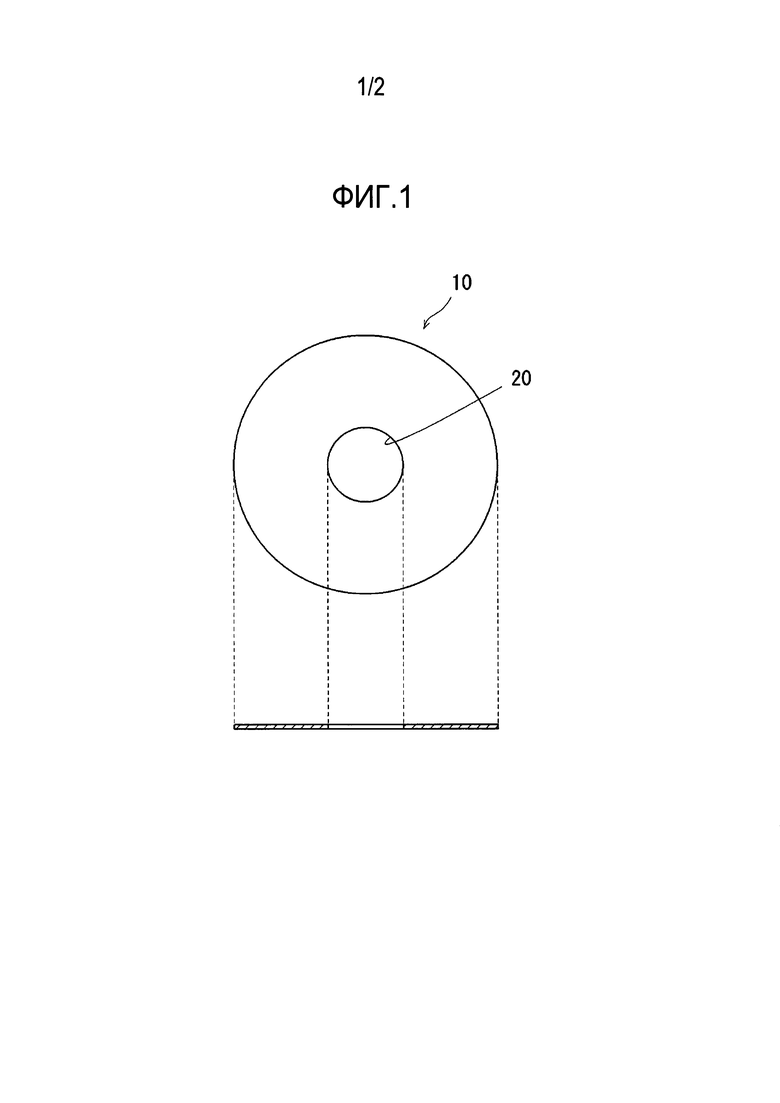
[0016] [Фиг. 1] Фиг. 1 иллюстрирует вид сверху и вид сбоку стального листа после пробивки, используемого в примерах; и
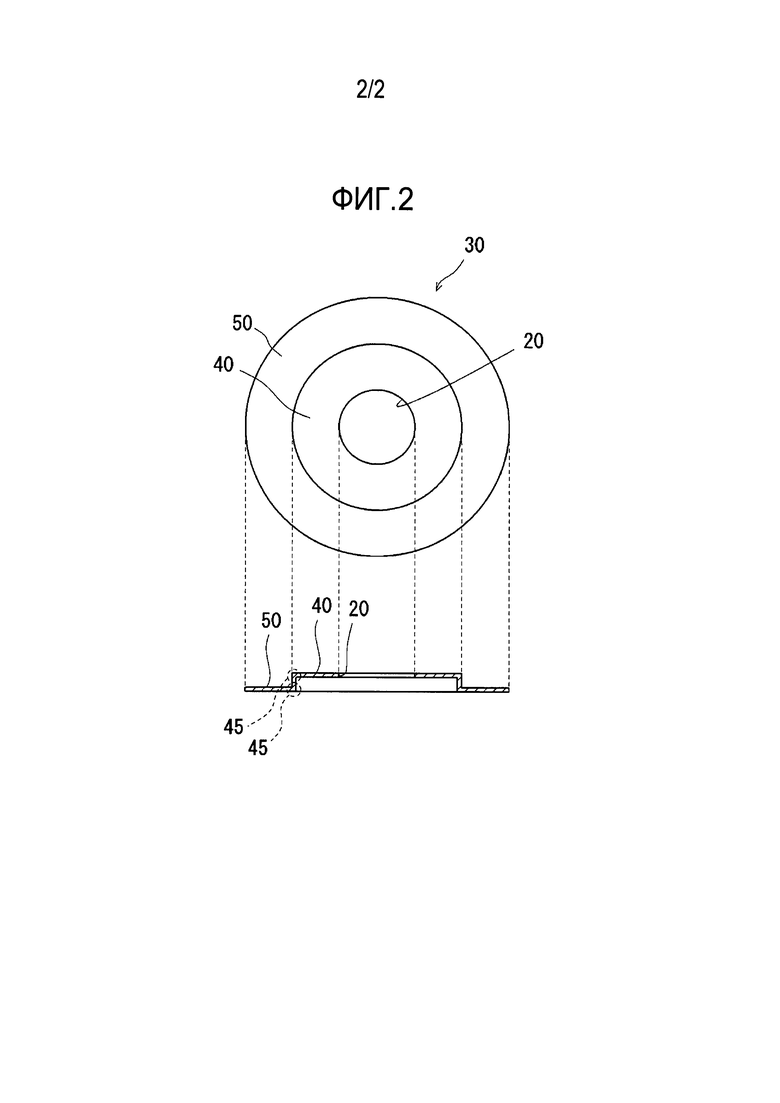
[Фиг. 2] Фиг. 2 иллюстрирует вид сверху и вид сбоку стального компонента, производимого в примерах.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0017] Далее будут подробно описаны варианты осуществления настоящего изобретения. Следует отметить, что в последующем описании «%», используемый в качестве единицы измерения содержания каждого элемента в стальном компоненте и в стальном листе, используемом для производства этого стального компонента, означает «мас.%» если явно не указано иное.
[0018] [Первый вариант осуществления]
[Способ производства стального компонента]
Способ производства стального компонента согласно первому варианту осуществления имеет стадию нагревания стального листа в науглероживающей атмосфере для формирования науглероженного слоя аустенита на поверхности стального листа (упоминаемую в дальнейшем как «стадия науглероживания»), и стадию формования стального листа с использованием металлических штампов в состоянии, в котором существует аустенит, и выполнения закалки стального листа в состоянии его нахождения в металлических штампах, чтобы трансформировать аустенит в мартенсит и сделать часть стального листа под науглероженным слоем такой, чтобы она имела структуру стали, представляемую ферритом с долей площади 50% или больше (упоминаемую в дальнейшем как «стадия горячей штамповки»).
[0019] [Химический состав и структура стали стального листа]
Сначала будет описан химический состав стального листа, используемого в способе производства стального компонента в соответствии с настоящим вариантом осуществления. Стальной лист имеет следующий химический состав в массовых процентах: С: от 0,0005 мас.% до 0,1 мас.%, Si: от 0,01 мас.% до 2,0 мас.%, Mn: от 0,05 мас.% до 3,0 мас.%, Al: 0,9 мас.% или меньше, P: 0,05 мас.% или меньше, S: 0,01 мас.% или меньше, Ti: от 0,0 мас.% до 0,2 мас.%, Nb: от 0,0 мас.% до 0,1 мас.%, Cr: от 0 мас.% до 2 мас.%, Mo: от 0,0 мас.% до 0,2 мас.%, B: от 0,000 мас.% до 0,005 мас.%, и остаток: железо и примеси. Примеры таких примесей включают в себя примеси, содержащиеся в сырье, таком как руда или металлолом, а также примеси, попадающие в сталь на стадии производства.
[0020] (C: от 0,0005 мас.% до 0,1 мас.%)
C оказывает влияние на ударную вязкость и прочность при растяжении. Если содержание C является чрезмерно высоким, мартенсит образуется внутри стального листа при выполнении закалки, что вызывает упрочнение, приводящее к снижению ударной вязкости. С другой стороны, чрезмерное уменьшение содержания C приводит к увеличению затрат. Следовательно, содержание C в стальном листе составляет от 0,0005 до 0,1 мас.% или меньше.
[0021] (Si: от 0,01 мас.% до 2,0 мас.%)
Si увеличивает прочность за счет упрочнения твердого раствора. Если содержание Si превышает 2,0 мас.%, точка превращения Ac3 чрезмерно повышается, приводя к тому, что становится трудно осуществить аустенизацию науглероженного слоя и невозможно получить мартенсит при выполнении закалки. Следовательно, содержание кремния составляет 2,0 мас.% или меньше. С другой стороны, чрезмерное уменьшение содержания кремния приводит к увеличению затрат. Следовательно, содержание Si составляет от 0,01 мас.% до 2,0 мас.%.
[0022] (Mn: от 0,05 мас.% до 3,0 мас.%)
Mn является элементом, который увеличивает прочность за счет упрочнения твердого раствора. Кроме того, Mn является элементом, который улучшает упрочняемость при закалке, так что если содержание Mn превышает 3,0 мас.%, даже если содержание C равно 0,1 мас.% или меньше, внутренняя часть стального листа превращается в мартенсит при выполнении закалки, что ухудшает ударную вязкость. Следовательно, содержание марганца составляет 3,0 мас.% или меньше. С другой стороны, если содержание Mn уменьшается до менее чем 0,05 мас.%, затраты значительно увеличиваются. Следовательно, содержание марганца составляет 0,05 мас.% или больше.
[0023] (Al: 0,9 мас.% или меньше)
Al не является обязательным элементом и содержится в стальном листе, например, в качестве примеси. Кроме того, Al является элементом, который увеличивает прочность за счет упрочнения твердого раствора, и таким образом он может опционально добавляться. Образование AlN делает диаметр аустенитного зерна науглероженного слоя более мелким и понижает прокаливаемость, так что в том случае, когда упрочнение твердого раствора не требуется, чем ниже содержание Al, тем лучше. В частности, если содержание Al превышает 0,9 мас.%, точка превращения Ac3 чрезмерно повышается, и становится трудно осуществить аустенизацию науглероженного слоя. Следовательно, содержание алюминия устанавливается равным 0,9 мас.% или меньше. Однако уменьшение содержания Al связано с дополнительными затратами, и при уменьшении содержания Al до уровней менее 0,002 мас.% затраты увеличиваются значительно. По этой причине содержание Al также может быть установлено равным 0,002 мас.% или больше.
[0024] (P: 0,05 мас.% или меньше)
Р не является обязательным элементом и содержится в стальном листе, например, в качестве примеси. С точки зрения ударной вязкости науглероженного слоя после закалки, чем ниже содержание P, тем лучше. В частности, если содержание P превышает 0,05 мас.%, ударная вязкость значительно понижается. Следовательно содержание фосфора ограничивается величиной 0,05 мас.% или меньше. Однако уменьшение содержания Р связано с дополнительными затратами, и при уменьшении содержания Р до уровней менее 0,001 мас.% затраты увеличиваются значительно. По этой причине содержание P может также составлять 0,001 мас.% или больше.
[0025] (S: 0,01 мас.% или меньше)
S не является обязательным элементом и содержится в стальном листе, например, в качестве примеси. S образует MnS и понижает ударную вязкость науглероженного слоя после закалки, так что чем ниже содержание S, тем лучше. В частности, если содержание S превышает 0,01 мас.%, ударная вязкость значительно понижается. Следовательно, содержание серы ограничивается величиной 0,01 мас.% или меньше. Однако уменьшение содержания S связано с дополнительными затратами, и при уменьшении содержания S до уровней менее 0,0005 мас.% затраты увеличиваются значительно. По этой причине содержание S может также составлять 0,0005 мас.% или больше.
[0026] Ti, Nb, Cr, Mo и B не являются обязательными элементами, но являются опциональными элементами, которые могут подходящим образом содержаться в стальном листе вплоть до некоторого предопределенного количества.
[0027] (Ti: от 0,0 мас.% до 0,2 мас.%)
Ti способствует измельчению ферритных зерен и используется для того, чтобы получить предопределенную структуру стали. Кроме того, Ti увеличивает прочность за счет дисперсионного твердения. Следовательно, Ti может содержаться. Однако, если содержание Ti превышает 0,2 мас.%, пластичность стального листа перед науглероживанием ухудшается. Следовательно, содержание Ti составляет 0,2 мас.% или меньше.
[0028] (Nb: от 0,0 мас.% до 0,1 мас.%)
Nb способствует измельчению ферритных зерен и используется для того, чтобы получить предопределенную структуру стали. Кроме того, Nb увеличивает прочность за счет дисперсионного твердения. Следовательно, Nb может содержаться. Однако если содержание Nb превышает 0,1 мас.%, пластичность стального листа перед науглероживанием ухудшается. Следовательно, содержание ниобия составляет 0,1 мас.% или меньше.
[0029] (Cr: от 0 мас.% до 2 мас.%)
Cr является элементом, упрочняющим твердый раствор, так что он может подходящим образом добавляться с целью увеличения прочности. Однако хром является элементом, который улучшает упрочняемость при закалке, так что если содержание Cr превышает 2 мас.%, даже если содержание C равно 0,1 мас.% или меньше, внутренняя часть стального листа превращается в мартенсит при выполнении закалки, что ухудшает ударную вязкость. Следовательно, содержание Cr составляет 2 мас.% или меньше.
[0030] (Mo: от 0,0 мас.% до 0,2 мас.%)
Mo является элементом, который улучшает упрочняемость при закалке, так что если содержание Mo превышает 0,2 мас.%, даже если содержание C равно 0,1 мас.% или меньше, внутренняя часть стального листа превращается в мартенсит при выполнении закалки, что ухудшает ударную вязкость. Следовательно, содержание Mo составляет 0,2 мас.% или меньше.
[0031] (B: от 0,000 мас.% до 0,005 мас.%)
B является элементом, который увеличивает упрочняемость при закалке стального листа, и используется для того, чтобы управлять структурой стали. Следовательно, B может содержаться. Однако если содержание B превышает 0,005 мас.%, этот эффект насыщается. Следовательно, содержание B составляет 0,005 мас.% или меньше.
[0032] Кроме того, стальной лист предпочтительно имеет структуру стали, представляемую ферритом с долей площади 70% или больше. Причина этого заключается в том, что если существует много твердых структур бейнита, мартенсита, перлита и т.п., формуемость стального листа ухудшается. Следовательно, доля площади феррита предпочтительно составляет 70% или больше.
[0033] Толщина t стального листа особенно не ограничивается. Кроме того, прочность при растяжении стального листа предпочтительно составляет 630 МПа или меньше, более предпочтительно 590 МПа или меньше, и еще более предпочтительно 440 МПа или меньше. В настоящем варианте осуществления сопротивление истиранию и предел усталости производимого стального компонента обеспечиваются науглероженным слоем части поверхностного слоя. Следовательно, путем подавления прочности самого стального листа, используемого для производства стального компонента, возможно увеличить ударную вязкость производимого стального компонента. С точки зрения формуемости предпочтительно, чтобы прочность была низкой.
[0034] Кроме того, предпочтительно, чтобы та часть стального листа, используемого для производства стального компонента, для которой требуется высокая ударная вязкость стального компонента, не подвергалась пластической обработке при эквивалентной деформации в диапазоне от 5% и более до менее 20%. Причина этого заключается в том, что та часть, которая подвергается обработке при эквивалентной деформации в диапазоне от 5% и более и до менее 20% в стальном листе, имеет кристаллические зерна, огрубленные во время выдержки на стадии науглероживания, что приводит к тому, что ударная вязкость производимого стального компонента снижается. Следует отметить, что та часть, которая не обязана иметь высокую ударную вязкость, может подвергаться пластической обработке при эквивалентной деформации в диапазоне от 5 и более до менее 20%.
[0035] Далее будет описан способ производства стального компонента согласно настоящему варианту осуществления.
[0036] [Стадия науглероживания]
На этой стадии выполняется науглероживание стального листа, имеющего вышеописанный химический состав и структуру стали, и структура стали части поверхностного слоя стального листа превращается в аустенит. «Науглероживание» в настоящем изобретении включает в себя также газовое цианирование. Следовательно, формируемый науглероженный слой также включает в себя карбонитридный слой. Для науглероживания могут применяться, например, газовое науглероживание и вакуумное науглероживание.
[0037] Температура выдержки (температура науглероживанию) стального листа на стадии науглероживания составляет, например, 820-1100°C. Лист науглероженной стали напрямую прессуется металлическими штампами и закаляется. На этой стадии науглероживания структура стали на участке поверхностного слоя, содержащего углерод, который вводится и диффундирует в процессе науглероживания, подвергается аустенизации. Например, если температура выдержки составляет 820°C или больше, структура стали части поверхностного слоя стального листа подвергается аустенизации. Следует отметить, что температура выдержки более предпочтительно составляет 840°C или больше. С другой стороны, если температура науглероживания превышает 1100°C, кристаллические зерна становятся грубыми, и ударная вязкость понижается. Следовательно, предпочтительный верхний предел температуры выдержки составляет 1100°C. Благодаря углеродному потенциалу в атмосфере науглероживания содержание C в части поверхностного слоя регулируется, например, таким образом, чтобы оно составляло не менее 0,5 мас.% и не более 0,9 мас.%.
[0038] Продолжительность выдержки при вышеописанной температуре выдержки составляет, например, не менее 1,0 час и не более 5,0 час. Если продолжительность выдержки является чрезмерно короткой, трудно достичь предопределенной эффективной глубины науглероженного слоя, которая составляет, например, 0,05 мм или больше. Следовательно, продолжительность выдержки предпочтительно составляет 1,0 час или больше, и более предпочтительно 1,5 час или больше. С другой стороны, если продолжительность выдержки является чрезмерно большой, эффективная глубина науглероженного слоя становится чрезмерно большой и превышает предопределенную глубину, например 0,5 мм. Следовательно, продолжительность выдержки предпочтительно составляет, например, 5,0 час или меньше.
[0039] Следует отметить, что температура, при которой начинается аустенизация структуры стали стального листа, становится ниже по мере того, как содержание C увеличивается. По этой причине, когда температура выдержки на этой стадии науглероживания является более низкой, чем температура, при которой начинается аустенизация структуры стали стального листа, содержание C увеличивается от поверхности стального листа благодаря инфильтрации углерода, и в соответствии с этим понижается температура, при которой начинается аустенизация. В этом случае аустенизация начинается в той части, где температура, при которой начинается аустенизация, становится ниже температуры выдержки. По этой причине в этом случае толщина науглероженного слоя увеличивается в соответствии с промежутком времени, и в соответствии с увеличением толщины науглероженного слоя также увеличивается толщина аустенизированной части от поверхности. В отличие от этого, когда температура выдержки на этой стадии науглероживания является более высокой, чем температура, при которой начинается аустенизация структуры стали стального листа, структура стали стального листа аустенизируется, и углерод входит в аустенизированную часть.
[0040] [Стадия горячей штамповки]
На этой стадии стальной лист после стадии науглероживания подвергается горячей штамповке в состоянии, когда аустенит существует в стальном листе, например до того, как температура стального листа станет равной 800°C или меньше. Следует отметить, что во время периода между стадией науглероживания и горячей штамповкой стальной лист не подвергается закалке. Когда стадия науглероживания завершается, стальной лист подвергается выдержке при температуре 820°C или больше, и структура стали части поверхностного слоя стального листа находится в состоянии аустенита. Кроме того, содержание C в части поверхностного слоя стального листа становится, например, не меньше чем 0,5 мас.% и не больше чем 0,9 мас.%. По этой причине, если выполняется горячая штамповка этого стального листа, аустенит, который существует в части поверхностного слоя стального листа, превращается в мартенсит. Кроме того, часть стального листа под науглероженным слоем становится структурой стали, представленной ферритом с долей площади 50% или больше. На этой стадии горячей штамповки используются, например, металлические штампы, в которых циркулирует охлаждающий агент. Кроме того, стальной лист в состоянии наличия аустенита закаляется путем удаления его тепла при выполнении прессования стального листа с использованием этих металлических штампов.
[0041] Как было описано выше, в способе производства стального компонента согласно настоящему варианту осуществления стальной лист с низким содержанием C, например, стальной лист с содержанием C 0,005-0,1 мас.% подвергается выдержке при температуре, при которой часть поверхностного слоя аустенизируется, а затем подвергается прессованию в состоянии, в котором существует аустенит, образовавшийся при этой выдержке. По этой причине возможно сделать содержание C в основном материале производимого стального компонента низким, например, 0,005-0,1 мас.%. Кроме того, возможно сделать структуру стали основного материала такой, чтобы она содержала феррит с долей площади 50% или больше. Соответственно, возможно произвести стальной компонент, имеющий высокую ударную вязкость. Кроме того, поскольку науглероженный слой, сделанный из мартенсита, формируется на части поверхностного слоя стального компонента при выполнении стадии науглероживания и стадии горячей штамповки, часть поверхностного слоя может быть упрочнена больше по сравнению с внутренней частью (а именно основным материалом). Следовательно, сопротивление истиранию и предел усталости могут быть гарантированы науглероженным слоем, сделанным из мартенсита и существующим в части поверхностного слоя стального компонента. Кроме того, металлические штампы используются для формования стального листа, и стальной лист закаляется в этих металлических штампах так, чтобы было возможно подавить деформацию стального компонента при закалке. Следовательно, возможно произвести стальной компонент, имеющий превосходную стабильность формы. Как было описано выше, с использованием этого способа производства стального компонента по настоящему изобретению возможно произвести стальной компонент, имеющий высокую ударную вязкость, высокое сопротивление истиранию, высокий предел усталости и высокую стабильность формы.
[0042] Следует отметить, что если в стальном листе та часть, для которой требуется иметь высокую ударную вязкость, не подвергается пластической обработке с эквивалентной деформацией в диапазоне 5% или больше и меньше чем 20%, становится возможным подавить аномальный рост и огрубление ферритных зерен в этой части (например, когда диаметр эквивалентного круга зерна становится равным 200 мкм или больше). Следовательно, когда ферритные зерна, которые существуют в стальном листе, не аустенизируются и остаются в стальном компоненте, возможно подавить уменьшение ударной вязкости, вызываемое огрубленными ферритными зернами в той части, для которой требуется иметь высокую ударную вязкость. Следует отметить, что, когда все ферритные зерна аустенизируются при выдержке стального листа, ферритные зерна, образующиеся из аустенита, не огрубляются, и таким образом уменьшения ударной вязкости благодаря огрублению ферритных зерен не происходит.
[0043] [Стальной компонент]
Стальной компонент согласно этому варианту осуществления настоящего изобретения производится с помощью вышеописанного способа производства. Стальной компонент согласно настоящему варианту осуществления включает в себя основной материал и науглероженный слой, состоящий из мартенсита и существующий на поверхности основного материала.
[0044] Содержание C в основном материале составляет 0,0005-0,1 мас.%, а химический состав основного материала является тем же самым, что и химический состав стального листа. Содержание C в основном материале может быть проанализировано с помощью EPMA в положении центра толщины листа стального компонента. Структура стали основного материала содержит феррит. В частности, структура стали основного материала предпочтительно имеет феррит с долей площади 50% или больше. Отличающаяся от феррита часть структуры стали основного материала является, например, перлитом и бейнитом.
[0045] В основном материале общая доля площади ферритных зерен, каждое из которых имеет диаметр эквивалентного круга зерна 200 мкм или больше (называемая в дальнейшем долей грубого феррита), предпочтительно составляет 5% или меньше. Как было описано выше, стальной компонент, произведенный способом производства по настоящему варианту осуществления, предпочтительно имеет малое количество ферритных зерен, огрубленных аномальным ростом зерна (ферритных зерен, каждое из которых имеет диаметр эквивалентного круга зерна 200 мкм или больше).
[0046] Следует отметить, что доля грубого феррита основного материала измеряется следующим способом. Толщина листа стального компонента определяется как t (мм). Образец берется из произвольного положения в диапазоне глубины от t/4 до 3t/4 от поверхности стального компонента. Поверхность образца (поверхность наблюдения) травится ниталем. Произвольные пять полей зрения (площадь каждого поля зрения = 2 мм × 2 мм) на травленой поверхности наблюдения наблюдаются с помощью оптического микроскопа с увеличением 100х для того, чтобы получить фотографические изображения. На полученных фотографических изображениях соответствующих полей зрения определяются ферритные зерна. Определяется диаметр эквивалентного круга каждого ферритного зерна. Диаметр эквивалентного круга (мкм) определяется диаметром круга, имеющего ту же самую площадь, что и ферритное зерно. После того, как диаметр эквивалентного круга для каждого ферритного зерна определен, определяются грубые ферритные зерна, диаметр эквивалентного круга которых составляет 200 мкм или больше. Определяется общая площадь грубых ферритных зерен в соответствующих полях зрения, эта общая площадь делится на общую площадь измеренных полей зрения, и тем самым определяется доля грубого феррита (% площади). Спецификация феррита, вычисление диаметра эквивалентного круга и определение доли грубого феррита могут быть выполнены с использованием приложений для обработки изображения общего назначения.
[0047] Твердость по Виккерсу (HV) основного материала предпочтительно составляет 250 или меньше. Причина этого заключается в том, что если твердость становится чрезмерно высокой, ударная вязкость ухудшается. Кроме того, нижний предел твердости по Виккерсу (HV) основного материала предпочтительно составляет 80, и более предпочтительно 150. Причина этого заключается в том, что прочность в качестве механического компонента определяется не твердостью поверхностного слоя, а твердостью основного материала. Твердость по Виккерсу (HV) основного материала определяется следующим способом. Выбираются произвольные три точки в положении центра толщины листа стального компонента. В выбранных положениях выполняется тест твердости по Виккерсу, основанный на стандарте JIS Z 2244 (2009). При этом тестовая сила устанавливается равной 2,942 Н (0,3 кгс). Среднее значение полученной твердости определяется как твердость по Виккерсу (HV) основного материала.
[0048] Содержание C в науглероженном слое составляет, например, не меньше чем 0,5 мас.% и не больше чем 0,9 мас.%. Содержание C в науглероженном слое может быть проанализировано с помощью EPMA (электронного зондового микроанализатора). Структура стали науглероженного слоя состоит из мартенсита.
[0049] Нижний предел твердости по Виккерсу (HV) науглероженного слоя предпочтительно составляет 500, и более предпочтительно 600. Это нужно для того, чтобы гарантировать сопротивление истиранию и усталостную прочность. Твердость по Виккерсу (HV) науглероженного слоя определяется следующим способом. В части науглероженного слоя в положении 0,05 мм от поверхности стального компонента в направлении глубины выбираются три произвольные точки. В этих выбранных положениях выполняется тест твердости по Виккерсу, основанный на стандарте JIS Z 2244 (2009). При этом тестовая сила устанавливается равной 2,942 Н (0,3 кгс). Среднее значение полученной твердости определяется как твердость по Виккерсу (HV) науглероженного слоя.
[0050] Как было описано выше, содержание C в основном материале стального компонента согласно настоящему варианту осуществления составляет, например, от 0,0005 мас.% до 0,1 мас.%. Кроме того, в основном материале доля площади феррита составляет 50% или больше, а доля грубого феррита составляет, например, 5% или меньше. По этой причине, поскольку основной материал имеет высокую ударную вязкость, стальной компонент, имеющий такой основной материал, имеет высокую ударную вязкость. Кроме того, науглероженный слой существует на поверхности основного материала стального компонента. Этот науглероженный слой состоит из мартенсита, и имеет превосходную твердость. Следовательно, стальной компонент имеет превосходные сопротивление истиранию и предел усталости. Кроме того, стальной компонент согласно настоящему варианту осуществления производится таким образом, что стальной лист формуется с использованием металлических штампов, и закалка выполняется в том состоянии, когда стальной лист находится в этих металлических штампах. По этой причине стальной компонент согласно настоящему варианту осуществления имеет превосходную стабильность формы. Как было описано выше, стальной компонент согласно настоящему варианту осуществления имеет высокую ударную вязкость, высокое сопротивление истиранию, высокий предел усталости и высокую стабильность формы.
[0051] [Второй вариант осуществления]
Далее будет описан способ производства стального компонента согласно второму варианту осуществления настоящего изобретения. По сравнению с первым вариантом осуществления способ производства стального компонента согласно второму варианту осуществления дополнительно включает в себя стадию введения рабочей деформации в стальной лист (в дальнейшем упоминаемую как «стадия введения деформации») перед стадией науглероживания. Следует отметить, что другие стадии (стадия науглероживания и стадия горячей штамповки) являются теми же самыми, что и в первом варианте осуществления.
[0052] [Стадия введения деформации]
На стадии введения деформации часть, для которой требуется иметь высокую ударную вязкость в состоянии формования в стальной компонент, в стальном листе, имеющем вышеописанный химический состав и структуру стали, подвергается обработке при эквивалентной деформации меньше чем 5% или 20% или больше. Следует отметить, что способ пластической обработки не ограничивается, и могут использоваться, например, прессование или прокатка.
[0053] Когда часть стального листа, подвергаемая пластической обработке для удовлетворения эквивалентной деформации 5% или больше и меньше чем 20%, нагревается на стадии науглероживания, происходит аномальный рост кристаллических зерен. С другой стороны, даже если часть, подвергаемая пластической обработке при эквивалентной деформации меньше чем 5% или 20% или больше, нагревается на стадии науглероживания, аномальный рост кристаллических зерен навряд ли будет происходить. Следовательно, когда стальной лист подвергается обработке на стадии перед стадией науглероживания (предварительной обработке), часть, для которой требуется иметь высокую ударную вязкость в состоянии формования в стальной компонент, подвергается обработке при эквивалентной деформации меньше чем 5% или 20% или больше. Это позволяет подавить аномальный рост ферритных зерен, которые существуют в стальном листе, а также подавить уменьшение ударной вязкости производимого стального компонента.
ПРИМЕРЫ
[0054] Далее будут описаны примеры настоящего изобретения. Условия в примерах используются для подтверждения осуществимости и эффекта настоящего изобретения, и настоящее изобретение не ограничивается этими условиями. В настоящем изобретении возможно использовать различные условия, если предмет настоящего изобретения достигается без отступа от сути настоящего изобретения.
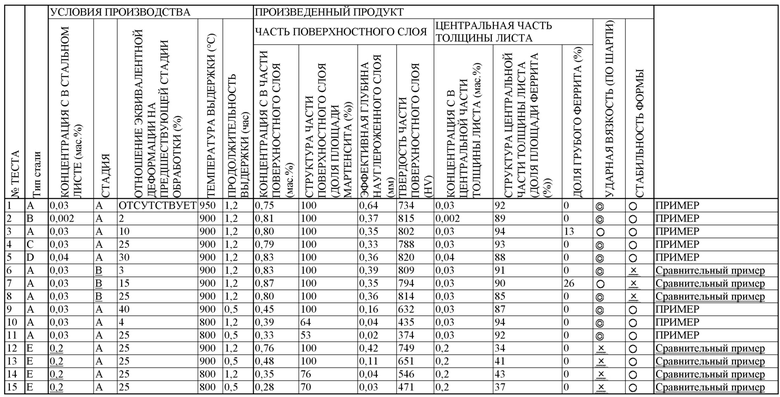
[0055] В этих примерах использовались стали, имеющие химические составы, показанные в Таблице 1. Каждый из типов стали А - D имеет содержание C, соответствующее диапазону настоящего изобретения, а сталь типа E имеет содержание C, не соответствующее диапазону настоящего изобретения. Прочность при растяжении измерялась с помощью испытания на разрыв при комнатной температуре в атмосфере. В каждом из типов стали доля феррита составляла 70% или больше.
[0056] [Таблица 1]
[0057] Стальной лист с толщиной 3,2 мм каждого из типов стали был подвергнут пробиванию, чтобы тем самым произвести дискообразный стальной лист 10, проиллюстрированный на Фиг. 1. Как показано на Фиг. 1, стальной лист 10 является диском, имеющим сквозное отверстие 20 в его центре. Наружный диаметр стального листа 10 составляет 200 мм, а внутренний диаметр стального листа 10 составляет 50 мм.
[0058] После этого с использованием способов производства тестов №№ 1-15, показанных в Таблице 2, из стальных листов 10 были произведены стальные компоненты 30. Фиг. 2 иллюстрирует произведенные стальные компоненты 30. Стальной компонент 30 имеет нижнюю часть 50 у своей периферийной краевой части, и имеет выпуклую часть 40 в его центральной части. Наружный диаметр выпуклой части 40 составляет 120 мм, а высота выпуклой части 40 от нижней части 50 составляет 3 мм.
[0059] [Таблица 2]
[0060] В колонке «Стадия» в Таблице 2 описана стадия производства для каждого теста. «A» в колонке «Стадия» означает способ производства, в котором стальной лист 10 подвергается выдержке в науглероживающей атмосфере, после чего он подвергается прессованию с использованием металлических штампов в таком состоянии, когда аустенит существует в стальном листе 10, и закаляется, чтобы тем самым произвести стальной компонент 30. «B» в колонке «Стадия» означает стадию производства стального компонента 30 таким образом, что стальной лист 10 прессуется в форму, проиллюстрированную на Фиг. 2, сформованный стальной лист 10 подвергается выдержке в науглероживающей атмосфере, а затем подвергается закалке в масле. В частности, на стадии «А» выпуклая часть 40 стального компонента 30 формуется вместе с закалкой после выдержки в науглероживающей атмосфере (стадии науглероживания). С другой стороны, на стадии «B» выпуклая часть 40 стального компонента 30 формуется посредством прессования перед выдержкой в науглероживающей атмосфере (стадией науглероживания), и после этого выполняется закалка.
[0061] Колонка «Отношение эквивалентной деформации на предшествующей стадии обработки» указывает максимальное значение эквивалентной деформации, вводимой в стальной лист на предшествующей стадии обработки. Предшествующая стадия обработки представляет собой введение деформации в стальной лист 10 на стадии перед выдержкой в науглероживающей атмосфере. На этой предшествующей стадии обработки деформация вводилась посредством холодной прокатки в стальной лист 10 перед его пробивкой в форму диска, и моделировалось прессование. Колонка «Температуры выдержки» указывает температуру выдержки в науглероживающей атмосфере (температуру науглероживания в °C). Колонка «Продолжительность выдержки» указывает продолжительность выдержки (часов) стального листа 10 в науглероживающей атмосфере.
[0062] [Тест оценки]
[Тест наблюдения микроструктуры]
Структура стали науглероженного слоя и основного материала произведенных стальных компонентов 30 для каждого теста наблюдалась с помощью следующего способа. Стальной компонент 30 разрезался в радиальном направлении, образец, включающий поверхность реза нижней части 50, заливался в смолу, и поверхность реза полировалась. Отполированная поверхность реза травилась ниталем. После этого на протравленной поверхности реза науглероженный слой в положении 0,05 мм в направлении глубины от поверхности части поверхностного слоя и основной материал в центральной части толщины листа наблюдались с помощью оптического микроскопа с увеличением 100-500х, чтобы тем самым определить структуру стали. Кроме того, EPMA использовался для определения содержания C в части поверхностного слоя и центральной части толщины листа.
[0063] [Тест твердости по Виккерсу]
Твердость по Виккерсу (HV) науглероженного слоя (на глубине 0,05 мм от части поверхностного слоя) и основного материала (центральная часть толщины листа) в каждом из стальных компонентов соответствующих тестов определялась вышеупомянутым способом. Следует отметить, что твердость по Виккерсу (HV) определялась путем использования нижней части 50.
[0064] [Доля грубого феррита]
В нижней части 50 стального компонента 30 каждого из тестов образец для наблюдения микроструктуры брался в положении глубины от t/4 до 3t/4 от поверхности. Взятый образец использовался для определения доли грубого феррита с помощью вышеупомянутого способа.
[0065] [Стабильность формы]
Колонка «Стабильность формы» показывает результат оценки стабильности формы стального компонента 30. «○» означает высокую стабильность формы, а «×» означает низкую стабильность формы. Стабильность формы оценивалась на основе плоскостности выпуклой части 40 и нижней части 50 стального компонента 30. Плоскостность определялась по форме выпуклой части 40 и нижней части 50 каждого теста, измеряемой с использованием машины для трехмерного измерения формы. Кроме того, когда каждая из плоскостности выпуклой части 40 и плоскостности нижней части 50 составляла 0,2 мм или меньше, стабильность формы оценивалась как высокая (значок «○» в Таблице 2). С другой стороны, когда любая из плоскостности выпуклой части 40 или плоскостности нижней части 50 превышала 0,2 мм, стабильность формы оценивалась как низкая (значок «×» в Таблице 2).
[0066] [Ударная вязкость]
Колонка «Ударная вязкость» показывает результат оценки ударной вязкости стального компонента 30. Значок « » означает высокую ударную вязкость, значок «○» означает несколько пониженную ударную вязкость, а значок «×» означает низкую ударную вязкость. Следует отметить, что оценка «○» также включена в примеры. Ударная вязкость оценивалась на основе результата ударного испытания Шарпи.
» означает высокую ударную вязкость, значок «○» означает несколько пониженную ударную вязкость, а значок «×» означает низкую ударную вязкость. Следует отметить, что оценка «○» также включена в примеры. Ударная вязкость оценивалась на основе результата ударного испытания Шарпи.
[0067] Образец для ударного испытания Шарпи брался из нижней части 50 произведенного стального компонента 30, и этот тестовый образец использовался для выполнения ударного испытания Шарпи при -20°C и при комнатной температуре в соответствии со стандартом JIS Z 2242 (2005). После этого теста оценивалось возникновение трещин в тестовом образце. Если трещины не образовывались ни при -20°C, ни при комнатной температуре, ударная вязкость оценивалась как высокая (значок «» в Таблице 2). С другой стороны, когда образование трещин происходило в тестовом образце, и он разделялся на две части после теста как при -20°C, так и при комнатной температуре, ударная вязкость оценивалась как низкая (значок «×» в Таблице 2). Кроме того, когда трещины образовывались при -20°C, но не образовывались при комнатной температуре, ударная вязкость оценивалась как пониженная (значок «○» в Таблице 2).
[0068] [Результаты теста]
Далее будут описаны результаты теста.
[0069] Тесты №№ 1-5 и 9-11 являются примерами, в которых как содержание C, так и стадия производства стального листа 10 находятся внутри диапазона настоящего изобретения. В частности, тесты №№ 1, 2, 4, 5 являются примерами, в которых отношение эквивалентной деформации на предшествующей стадии обработки, температура выдержки и продолжительность выдержки находятся внутри более предпочтительных диапазонов. Каждый из стальных компонентов 30 этих тестов №№ 1, 2, 4, 5 был сформирован из науглероженного слоя, сделанного из мартенсита, и основного материала, содержащего феррит, причем содержание C в науглероженном слое находилось внутри диапазона 0,5-0,9 мас.%, а содержание C в основном материале составляло 0,1 мас.% или меньше. Кроме того, доля грубого феррита в основном материале каждого из стальных компонентов 30 этих тестов №№ 1, 2, 4, 5 составляла 5% или меньше. Кроме того, твердость по Виккерсу (HV) основного материала была ниже, чем у науглероженного слоя, который существует в части поверхностного слоя, и составляла 250 или меньше. Кроме того, в ударном испытании Шарпи, образование трещин в тестовом образце не наблюдалось, и таким образом была показана превосходная ударная вязкость. Кроме того, науглероженный слой имел высокую твердость, 500 или больше. Кроме того, поскольку стадия горячей штамповки выполнялась после стадии науглероживания, стальные компоненты 30 этих тестов №№ 1, 2, 4, 5 имели превосходную стабильность формы.
[0070] В каждом из тестов №№ 1, 2, 4, 5 концентрация углерода в части поверхностного слоя была высокой, эффективная глубина науглероженного слоя была большой, и твердость части поверхностного слоя была высокой по сравнению с тестом № 9, в котором продолжительность выдержки составляла менее одного часа, тестом № 10, в котором температура выдержки была меньше чем 820°C, и тестом № 11, в котором продолжительность выдержки составляла менее одного часа, а температура выдержки была меньше чем 820°C. Кроме того, в каждом из тестов №№ 10, 11 концентрация углерода в поверхности была низкой, и аустенизация была выполнена в достаточной степени, так что доля площади мартенсита была низкой, но в каждом из тестов №№ 1, 2, 4, 5 структура, содержащая мартенсит с долей площади 100%, была получена в части поверхностного слоя.
[0071] Доля грубого феррита в каждом из стальных компонентов 30 этих тестов №№ 1, 2, 4, 5 была ниже, чем в стальном компоненте теста № 3, в котором эквивалентное отношение деформации на предшествующей стадии обработки не удовлетворяло условию «меньше чем 5% или 20% или больше».
[0072] Тесты №№ 6-8 являются примерами, в каждом из которых эта стадия способа производства не удовлетворяет требованию настоящего изобретения. Поскольку горячая штамповка не выполняется, стабильность формы является неудовлетворительной. Кроме того, тест № 7 является примером, в котором эквивалентное отношение деформации на предшествующей стадии обработки не удовлетворяет условию «меньше чем 5% или 20% или больше». В тесте № 7 грубый феррит образуется в центральной части толщины листа, и ударная вязкость ухудшается.
[0073] Тесты №№ 12-15 являются примерами, в каждом из которых содержание C в стальном листе 10 превышает 0,1 мас.%, и таким образом требование настоящего изобретения не удовлетворяется. Содержание C в центральной части толщины листа является высоким, и доля феррита составляет 50% или меньше, что приводит к ухудшению ударной вязкости.
[0074] Тест № 13 является примером, в котором содержание C в стальном листе 10 превышает 0,1 мас.%, а продолжительность выдержки составляет меньше чем 1 час, и таким образом содержание C в стальном листе 10 и продолжительность выдержки не удовлетворяют требованиям настоящего изобретения.
[0075] Тест № 14 является примером, в котором содержание C в стальном листе 10 превышает 0,1 мас.%, а температура выдержки составляет меньше чем 820°C, и таким образом содержание C в стальном листе 10 и температура выдержки не удовлетворяют требованиям настоящего изобретения.
[0076] Тест № 15 является примером, в котором содержание C в стальном листе 10 превышает 0,1 мас.%, температура выдержки составляет меньше чем 820°C, и продолжительность выдержки составляет меньше чем 1 час, и таким образом содержание C в стальном листе 10, температура выдержки и продолжительность выдержки не удовлетворяют требованиям настоящего изобретения.
[0077] Выше были описаны варианты осуществления настоящего изобретения. Однако вышеописанные варианты осуществления являются просто примерами осуществления настоящего изобретения. Следовательно, настоящее изобретение не ограничено вышеописанными вариантами осуществления, и может быть осуществлено путем подходящего изменения вышеописанных вариантов осуществления внутри области охвата, которая не отступает от сути настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0078] Настоящее изобретение может быть использовано, например, в промышленности, относящейся к прессованию стального компонента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ МАТЕРИАЛ | 2013 |
|
RU2599933C2 |
| НАУГЛЕРОЖЕННЫЙ СТАЛЬНОЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2518840C2 |
| ЭЛЕМЕНТ ИЗ ТЕРМООБРАБОТАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2686713C1 |
| ЭЛЕМЕНТ ИЗ ТЕРМООБРАБОТАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2686715C1 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2016 |
|
RU2690383C2 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИЗДЕЛИЕ ИЗ ГОРЯЧЕШТАМПОВАННОГО СТАЛЬНОГО ЛИСТА | 2013 |
|
RU2599934C2 |
| БЕЙНИТНАЯ СТАЛЬ ДЛЯ КОМПОНЕНТОВ ДЛЯ БУРЕНИЯ ПОРОДЫ | 2013 |
|
RU2669665C2 |
| ГОРЯЧЕФОРМОВАННЫЙ КОМПОНЕНТ ИЗ СТАЛЬНОГО ЛИСТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ | 2014 |
|
RU2625374C1 |
| ШЕСТЕРНЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2507298C1 |
| ДЕТАЛЬ ИЗ ГОРЯЧЕПРЕССОВАННОГО СТАЛЬНОГО ЛИСТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ | 2013 |
|
RU2635056C1 |
Изобретение относится к области металлургии. Для повышения ударной вязкости, предела усталости и сопротивления истиранию способ производства стального компонента включает нагрев стального листа в науглероживающей атмосфере для формирования науглероженного слоя на поверхности стального листа, содержащего в мас.%: С от 0,0005 до 0,1, Si от 0,01 до 2,0, Mn от 0,05 до 3,0, Al 0,9 или меньше, P 0,05 или меньше, S 0,01 или меньше, Ti от 0,0 до 0,2, Nb от 0,0 до 0,1, Cr от 0 до 2, Mo от 0,0 до 0,2, B от 0,000 до 0,005, железо и примеси остальное и структуру стали, представленную ферритом с долей площади 70% или больше, формование стального листа с использованием металлических штампов и выполнение закалки стального листа в состоянии его нахождения в металлических штампах для преобразования науглероженного слоя в мартенсит и придать той части стального листа, которая находится под науглероженным слоем, структуру стали, представленную ферритом с долей площади 50% или больше. 2 н. и 6 з.п. ф-лы, 2 ил., 2 табл.
1. Способ производства стального компонента, включающий:
нагревание стального листа в науглероживающей атмосфере для формирования науглероженного слоя на поверхности стального листа, имеющего:
химический состав, в мас. %:
C от 0,0005 до 0,1;
Si от 0,01 до 2,0;
Mn от 0,05 до 3,0;
Al 0,9 или меньше;
P 0,05 или меньше;
S 0,01 или меньше;
Ti от 0,0 до 0,2;
Nb от 0,0 до 0,1;
Cr от 0 до 2;
Mo от 0,0 до 0,2;
B от 0,000 до 0,005; и
Fe и примеси - остальное;
и структуру стали, представленную ферритом с долей площади 70% или больше,
формование стального листа с использованием металлических штампов и выполнение закалки стального листа в состоянии его нахождения в металлических штампах для преобразования науглероженного слоя в мартенсит и придания той части стального листа, которая находится под науглероженным слоем, структуры феррита с долей площади 50% или больше.
2. Способ по п. 1, в котором
при формировании науглероженного слоя на поверхности стального листа стальной лист подвергают выдержке при температуре 820°C или больше.
3. Способ по п. 1 или 2, в котором
при формировании науглероженного слоя на поверхности стального листа стальной лист подвергают выдержке в течение одного часа или больше.
4. Способ по п. 1 или 2, который дополнительно включает:
выполнение обработки стального листа с эквивалентной деформацией меньше чем 5% или 20% или больше перед формированием науглероженного слоя на поверхности стального листа.
5. Способ по п. 3, который дополнительно включает:
обработку стального листа с эквивалентной деформацией меньше чем 5% или 20% или больше перед формированием науглероженного слоя на поверхности стального листа.
6. Стальной компонент, содержащий:
основной материал, имеющий:
химический состав, в мас. %:
C от 0,0005 до 0,1;
Si от 0,01 до 2,0;
Mn от 0,05 до 3,0;
Al 0,9 или меньше;
P 0,05 или меньше;
S 0,01 или меньше;
Ti от 0,0 до 0,2;
Nb от 0,0 до 0,1;
Cr от 0 до 2;
Mo от 0,0 до 0,2;
B от 0,000 до 0,005; и
Fe и примеси - остальное и
структуру стали, представленную как доли площади:
феррит 50% или больше и
науглероженный слой из мартенсита на поверхности основного материала.
7. Стальной компонент по п. 6, в котором:
науглероженный слой из мартенсита содержит C от 0,5 до 0,9 мас. %; и
в диапазоне глубин от t/4 до 3t/4 от поверхности стального компонента, когда толщина стального компонента равна t, общая доля площади ферритных зерен, каждое из которых имеет диаметр эквивалентного круга 200 мкм или больше, составляет 5% или меньше.
8. Стальной компонент по п. 6 или 7, в котором
эффективная глубина науглероженного слоя составляет от 0,05 до 0,5 мм.
| JP 2014214377 A, 17.11.2014 | |||
| СТАЛЬНОЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2374335C1 |
| БАЗИСНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЛЬНЫХ ПОЛОТЕН ДЛЯ ДИСКОВЫХ ПИЛ, ОТРЕЗНЫХ ДИСКОВ, ЛЕСОПИЛЬНОГО ИНСТРУМЕНТА, А ТАКЖЕ РЕЖУЩИХ И ШАБРОВОЧНЫХ УСТРОЙСТВ | 1996 |
|
RU2127174C1 |
| ПОВЕРХНОСТНО-УПРОЧНЯЕМАЯ СТАЛЬ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И МАШИННАЯ КОНСТРУКЦИОННАЯ ДЕТАЛЬ С ИСПОЛЬЗОВАНИЕМ ПОВЕРХНОСТНО- УПРОЧНЯЕМОЙ СТАЛИ | 2012 |
|
RU2532770C1 |
| JP 2001011541 A, 16.01.2001. | |||

