Область техники, к которой относится изобретение
Настоящее изобретение относится к горячекатаной толстолистовой стали и способу ее изготовления. Говоря конкретно, настоящее изобретение относится к высокопрочной, высоковязкой горячекатаной толстолистовой стали, характеризующейся высокой поглощенной энергией, и способу ее изготовления. В частности, настоящее изобретение относится к горячекатаной толстолистовой стали, подходящей для использования в области применения для высокопрочных стальных труб, сваренных контактной сваркой сопротивлением, и высокопрочных спирально-шовных сварных стальных труб, предназначенных для использования в качестве магистральных труб, которые характеризуются высокой прочностью, высокой поглощенной энергией в испытании на удар по Шарпи и превосходными характеристиками в испытании ИРПГ, и настоящее изобретение относится к способу ее изготовления.
Уровень техники
Для магистральных труб, которые используют для транспортирования природного газа, сырой нефти и тому подобного, желательным является улучшение эффективности транспортирования в ходе проведения операции при высоком давлении. В соответствии с этим, в значительной степени возрастает потребность в увеличенной прочности. В частности, магистральные трубы для транспортирования газа высокого давления должны обладать не только свойствами материала, которые требуются для обычных конструкционных сталей, такими как прочность и вязкость, но также и свойствами материала, относящимися к стойкости к разрушению, которая является специфической для газовых магистральных труб.
Значения вязкости разрушения для типичных конструкционных сталей представляют собой характеристики стойкости, связанные с хрупким разрушением, и поэтому используются в качестве показателей для реализации конструктивного решения при предотвращении возникновения хрупкого разрушения в эксплуатационных средах. Однако, для газовых магистральных труб высокого давления только ингибирование возникновения хрупкого разрушения является недостаточным при избегании возникновения крупномасштабного разрушения, то есть, также необходимым является и ингибирование возникновение вязкопластического разрушения, называемого неустойчивым вязкопластическим разрушением.
Неустойчивое вязкопластическое разрушение представляет собой явление, при котором в газовой магистральной трубе высокого давления вязкопластическое разрушение распространяется при скорости, составляющей не менее, чем 100 м/с, в осевом направлении трубы, что может в результате приводить к возникновению крупномасштабного разрушения на протяжении нескольких километров. Как это известно из результатов прежних исследований, эффективный способ ингибирования возникновения неустойчивого вязкопластического разрушения заключается в улучшении поглощенной энергии в испытании на удар по Шарпи, и, в соответствии с этим, существует потребность в высокой поглощенной энергии в испытании на удар по Шарпи (ингибировании возникновения вязкопластического разрушения). Кроме того, существует значение результата в испытании ИРПГ (испытании на разрыв падающим грузом) (температура перехода от вязкопластического разрушения к хрупкому разрушению, при которой процент вязкопластического разрушения достигает 85%), которое является значением, указываемым на основе результатов прошлых испытаний на разрыв внутренним давлением газа труб, изготовленных в натуральную величину. В соответствии с этим, существует потребность в превосходных характеристиках в испытании ИРПГ (низкотемпературной вязкости).
В дополнение к этому, имеет место тенденция к распространению разработки газовых месторождений и нефтяных месторождений последнего времени на арктические регионы, такие как Россия и Аляска, холодные регионы, такие как Северное море, сейсмические регионы и районы вечной мерзлоты. В соответствии с этим, от укладываемых магистральных труб требуется ингибирование возникновения хрупкого разрушения и вязкопластического разрушения, и, в дополнение к этому, в некоторых случаях от них требуется демонстрация низкого соотношения между пределом текучести при растяжении и пределом прочности при растяжении таким образом, чтобы обеспечить безопасность в случаях, когда возникает большое деформирование, обусловленное деформированием грунта.
Для удовлетворения такого требования в источнике патентной литературы 1 раскрывается стальная продукция для области применения магистральных труб, демонстрирующая превосходные характеристики стойкости к хрупкому разрушению и характеристики стойкости к вязкопластическому разрушению, а также раскрывается способ ее изготовления. В соответствии с данным раскрытием изобретения сталь содержит, при выражении в % (масс.), С: от 0,04 до 0,09%, Si: от 0,01 до 0,50%, Mn: от 0,5 до 1,6%, Nb: от 0,010 до 0,100% и Мо: от 0,02 до 0,50%; сталь нагревают до температурного диапазона от 1100 до 1300°С; впоследствии завершают прокатку в температурном диапазоне от 750 до 900°С; и впоследствии проводят смотку в рулон в температурном диапазоне 400 до 550°С.
В источнике патентной литературы 2 раскрывается способ изготовления горячего рулона для высоковязких сероводородостойких стальных труб. В соответствии с данным раскрытием изобретения непрерывнолитой сляб содержит, при выражении в % (масс.), С: от 0,05 до 0,12%, Si: от 0,10 до 0,40%, Mn: от 0,50 до 1,20% и Са: от 0,0020 до 0,0060% и, кроме того, содержит, по меньшей мере, одного представителя, выбираемого из Ni, Cu, Cr, Mo, Nb, V, Zr и Ti; сляб подвергают обжимной прокатке при температуре, составляющей 950°С или менее, при степени обжатия в диапазоне от 10% или более до 50% или менее; впоследствии проводят охлаждение при скорости охлаждения поверхности, составляющей 2°С/с или более, вплоть до достижения температурой поверхности температуры, меньшей или равной в сопоставлении с температурой Ar3; рекуперация протекает на протяжении менее, чем 250 секунд; впоследствии проводят прокатку при степени обжатия, составляющей 50% или более, в диапазоне непрохождения рекристаллизации; прокатку завершают в диапазоне от 720 до 820°С; впоследствии проводят охлаждение при средней скорости охлаждения в диапазоне от 5 до 30°С/с; и впоследствии проводят смотку в рулон в диапазоне от 400 до 600°С.
В источнике патентной литературы 3 раскрывается характеризующаяся высоким пределом прочности при растяжении горячекатаная толстолистовая сталь для высокопрочных сварных стальных труб, а также раскрывается способ их изготовления. Характеризующаяся высоким пределом прочности при растяжении горячекатаная толстолистовая сталь обладает микроструктурой, сформированной из бейнитно-ферритной фазы и 7% (об.) или менее второй фазы, при этом в бейнитно-ферритной фазе диспергировано 0,06% или более карбонитридов Nb и V. В соответствии с данным раскрытием изобретения материал стали содержит, при выражении в % (масс.), С: от 0,03 до 0,06%, Si: 1,0% или менее, Mn: от 1 до 2%, Nb: от 0,05 до 0,08%, V: от 0,05 до 0,15% и Мо: от 0,10 до 0,30%; материал стали подвергают нагреванию, а после этого горячей прокатке в температурном диапазоне, соответствующем 950°С или менее, при суммарной степени обжатия при прокатке, составляющей 45% или более, при этом конечная температура прокатки составляет (температуру превращения Ar3 – 30°С) или более; в пределах 10 секунд после завершения горячей прокатки проводят ускоренное охлаждение, предназначенное для охлаждения до температурного диапазона от 550 до 650°С, при средней скорости охлаждения, составляющей 20°С/с или более, при этом температурный диапазон и средняя скорость охлаждения ассоциируются с серединой по толщине толстого листа; по завершении технологического процесса ускоренного охлаждения на протяжении 30 секунд или менее протекает технологический процесс воздушного охлаждения, предназначенный для воздушного охлаждения; впоследствии проводят смотку в рулон для получения рулона; и смотанный рулон охлаждают в естественных условиях при средней скорости охлаждения, составляющей 1°С/с или менее.
В источнике патентной литературы 4 раскрывается материал высокопрочной, высоковязкой стальной трубы, характеризующийся превосходной свариваемостью, а также раскрывается способ его изготовления. В соответствии с данным раскрытием изобретения сталь содержит, при выражении в % (масс.), С: от 0,005 до 0,020%, Si: от 0,05 до 1,0%, Mn: от 1,0 до 4,0%, Nb: от 0,01 до 0,50%, Ti: от 0,005 до 0,10% и В: от 0,0010 до 0,010% и удовлетворяет условной формуле для ингибирования формирования мартенсита в рамках термической истории сварки; сталь подвергают нагреванию до температуры в диапазоне от 1000 до 1250°С, а после этого горячей прокатке для получения толстолистовой стали; в ходе прокатки суммарная степень обжатия при прокатке для низкотемпературного аустенитного температурного диапазона, который соответствует 900°С или менее, составляет 50% или более, и конечная температура прокатки находится в диапазоне от 700 до 850°С; стальную толстолистовую сталь охлаждают при скорости охлаждения, составляющей 5°С/с или более, от температуры, соответствующей конечной температуре прокатки, составляющей – 50°С или более, до температуры, составляющей 400°С или менее.
Перечень цитирования
Источники патентной литературы:
ИПЛ 1: публикация японской нерассмотренной патентной заявки № 2003-3231
ИПЛ 2: публикация японской нерассмотренной патентной заявки № 7-268467
ИПЛ 3: публикация японской нерассмотренной патентной заявки № 2011-17061
ИПЛ 4: публикация японской нерассмотренной патентной заявки № 2004-76101
Раскрытие сущности изобретения
Техническая проблема
К сожалению, в источнике патентной литературы 1 поглощенные энергии в испытании по Шарпи при –20°С из примеров составляют не более, чем 235 Дж, и поэтому невозможно сказать то, что стальная продукция в качестве материалов стальных труб для области применения магистральных труб обладает большой способностью затормозить возникновение неустойчивого вязкопластического разрушения. Кроме того, в случае рассмотрения использования при пониженных температурах будет иметь место озабоченность о том, что стальная продукция в качестве материалов стальных труб для области применения магистральных труб может демонстрировать низкий уровень способности затормозить возникновение неустойчивого вязкопластического разрушения.
Кроме того, горячекатаные толстолистовые стали, описанные в источнике патентной литературы 2, демонстрируют ощутимо улучшенные характеристики стойкости к растрескиванию ВИР и низкотемпературную вязкость (vTrs – температуру перехода от вязкопластического разрушения к хрупкому разрушению); однако, пределы прочности при растяжении из примеров составляют не более, чем 603 МПа, и поэтому горячекатаные толстолистовые стали не могут удовлетворять потребности в увеличенной прочности, что является желательным для улучшения эффективности транспортирования в ходе проведения операции при высоком давлении. Кроме того, как это известно, значение vTrs имеет тенденцию к уменьшению при увеличении прочности, и поэтому невозможно обязательным образом сказать то, что значения vTrs из примеров являются высокими значениями. В дополнение к этому, отсутствуют какие-либо описания характеристик в испытании ИРПГ или поглощенной энергии в испытании по Шарпи, и поэтому невозможно сказать то, что горячекатаные толстолистовые стали в качестве материалов стальных труб для области применения магистральных труб обладают высокой способностью затормозить возникновение хрупкого разрушения и неустойчивого вязкопластического разрушения.
Что касается горячекатаных толстолистовых сталей, описанных в источнике патентной литературы 3, то толстолистовые стали подвергают смотке в рулон для получения рулона, а после этого охлаждению в естественных условиях для обеспечения формирования выделений карбонитридов Nb и V. Карбонитриды, которые формируют выделения при низких температурах, являются очень мелкими и поэтому обеспечивают получение высокой способности дисперсионного упрочнения. Однако, также стимулируется и избыточное увеличение предела текучести при растяжении, что может в результате приводить к увеличению соотношения между пределом текучести при растяжении и пределом прочности при растяжении. Примеры изобретения из примеров характеризуются соотношениями между пределом текучести при растяжении и пределом прочности при растяжении, составляющими не менее, чем 85,7%, и поэтому имеет место озабоченность о том, что горячекатаные толстолистовые стали могут характеризоваться низким уровнем гарантии безопасности в отношении больших деформирований, обусловленных деформированием грунта. Кроме того, горячекатаные толстолистовые стали из примеров имеют маленькую толщину толстого листа в 12 мм, и, например, в случае необходимости изготовления горячекатаной толстолистовой стали при 19 мм или более будет иметь место озабоченность о том, что достижения желательной микроструктуры нельзя будет добиться в среднем участке по толщине толстого листа, где скорость охлаждения после проведения прокатки является низкой, и в результате базовая сталь может характеризоваться низким уровнем вязкости (vTrs).
Горячекатаные толстолистовые стали, описанные в источнике патентной литературы 4, характеризуются очень высокими поглощенными энергиями в испытании по Шарпи и, таким образом, обладают высокой способностью затормозить возникновение неустойчивого вязкопластического разрушения; однако, их значения vTrs составляют не менее, чем – 105°С, и поэтому невозможно сказать то, что горячекатаные толстолистовые стали характеризуются высокой низкотемпературной вязкостью (стойкостью к хрупкому разрушению). Кроме того, большинство примеров характеризуются соотношением между пределом текучести при растяжении и пределом прочности при растяжении, составляющим более, чем 85%, и поэтому имеет место озабоченность о том, что горячекатаные толстолистовые стали могут характеризоваться низким уровнем гарантии безопасности в отношении больших деформирований, обусловленных деформированием грунта.
С учетом вышеизложенных обстоятельств одна цель настоящего изобретения заключается в предложении высокопрочной, высоковязкой горячекатаной толстолистовой стали, характеризующейся высокой поглощенной энергией, и в предложении способа ее изготовления, при этом горячекатаная толстолистовая сталь характеризуется пределом прочности при растяжении, составляющим 640 МПа или более, соотношением между пределом текучести при растяжении и пределом прочности при растяжении, составляющим 85% или менее, поглощенной энергией в испытании на удар по Шарпи при –40°С, составляющей 300 Дж или более, и процентом вязкопластического разрушения, составляющим 85% или более согласно определению в испытании ИРПГ при –40°С.
Разрешение проблемы
Изобретатели настоящего изобретения со всем усердием провели исследования в отношении толстолистовых сталей для области применения магистральных труб в связи с выяснением различных факторов, которые оказывают воздействие на поглощенную энергию в испытании на удар по Шарпи и характеристики в испытании ИРПГ. В результате, как это было установлено, характеризующаяся низким соотношением между пределом текучести при растяжении и пределом прочности при растяжении, высокопрочная и высоковязкая горячекатаная толстолистовая сталь, демонстрирующая высокую поглощенную энергию в испытании на удар по Шарпи и превосходные характеристики в испытании ИРПГ, может быть получена следующим далее образом. Разработана композиция, у которой надлежащим образом откорректированы химические компоненты, такие как С, Mn, Nb и Ti. Контролируемо выдерживают суммарную степень обжатия при прокатке и конечную температуру прокатки для температурного диапазона непрохождения рекристаллизации аустенита. Температуру прекращения охлаждения задают непосредственно превышающей температуру Ms. Следовательно, может быть получена микроструктура, в которой в качестве главной фазы присутствует бейнитный феррит, количество мартенсита уменьшается по возможности наибольшим образом, и диспергируется предварительно определенное количество или еще большее количество карбонитрида Nb.
Сущность настоящего изобретения представляет собой нижеследующее.
[1] Горячекатаная толстолистовая сталь, включающая определенный химический состав и определенную микроструктуру,
при этом химический состав содержит, при выражении в % (масс.),
С: от 0,04% или более до 0,08% или менее,
Si: от 0,01% или более до 0,50% или менее,
Mn: от 1,2% или более до 2,0% или менее,
Р: от 0,001% или более до 0,010% или менее,
S: 0,0030% или менее,
Al: от 0,01% или более до 0,08% или менее,
Nb: от 0,050% или более до 0,100% или менее,
Ti: от 0,005% или более до 0,025% или менее,
N: от 0,001% или более до 0,006% или менее и,
по меньшей мере, одного представителя, выбираемого из Cu: от 0,01% или более до 1,00% или менее, Ni: от 0,01% или более до 1,00% или менее, Cr: от 0,01% или более до 1,00% или менее, Мо: от 0,01% или более до 1,00% или менее, V: от 0,01% или более до 0,10% или менее и В: от 0,0005% или более до 0,0030% или менее, при этом остаток представляет собой Fe и случайные примеси,
где в микроструктуре в позиции на 1/2 толщины толстого листа поверхностная долевая концентрация мартенсита составляет менее, чем 3%, поверхностная долевая концентрация бейнитного феррита составляет 95% или более, бейнитный феррит характеризуется средним диаметром зерна, составляющим 6,0 мкм или менее, количество выделений Nb в форме карбонитрида Nb составляет 0,025% (масс.) или более, и количество выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, составляет 50% или более от совокупной массы выделений Nb в форме карбонитрида Nb, и
где горячекатаная толстолистовая сталь характеризуется пределом прочности при растяжении, составляющим 640 МПа или более, соотношением между пределом текучести при растяжении и пределом прочности при растяжении, составляющим 85% или менее, поглощенной энергией в испытании на удар по Шарпи при –40°С, составляющей 300 Дж или более, и процентом вязкопластического разрушения (числом SA), составляющим 85% или более согласно определению в испытании ИРПГ при –40°С.
[2] Горячекатаная толстолистовая сталь, соответствующая позиции [1], где химический состав, кроме того, содержит, при выражении в % (масс.), по меньшей мере, одного представителя, выбираемого из
Са: от 0,0005% или более до 0,0100% или менее,
металла РЗМ: от 0,0005% или более до 0,0200% или менее,
Zr: от 0,0005% или более до 0,0300% или менее и
Mg: от 0,0005% или более до 0,0100% или менее.
[3] Способ изготовления горячекатаной толстолистовой стали, соответствующей позициям [1] или [2], при этом способ включает:
формовку горячекатаной толстолистовой стали в результате нагревания стального сляба, имеющего данный химический состав, до температуры в диапазоне от 1100°С или более до 1250°С или менее, а после этого прокатки сляба в температурном диапазоне прохождения рекристаллизации аустенита, а впоследствии проведения прокатки в температурном диапазоне непрохождения рекристаллизации аустенита при суммарной степени обжатия при прокатке, составляющей более, чем 75%, при этом конечная температура прокатки находится в диапазоне от (температуры Ar3 + 30°С) или более до (температуры Ar3 + 130°С) или менее;
после этого охлаждение горячекатаной толстолистовой стали до температурного диапазона от температуры Ms или более до (температуры Ms + 150°С) или менее в результате проведения ускоренного охлаждения при средней скорости охлаждения в диапазоне от 10°С/с или более до 60°С/с или менее, при этом температурный диапазон и средняя скорость охлаждения ассоциируются с серединой по толщине толстого листа; и
смотку в рулон горячекатаной толстолистовой стали при температуре в диапазоне от 450°С или более до 600°С или менее.
[4] Способ изготовления горячекатаной толстолистовой стали, соответствующей позициям [1] или [2], при этом способ включает:
формовку горячекатаной толстолистовой стали в результате нагревания стального сляба, имеющего данный химический состав, до температуры в диапазоне от 1100°С или более до 1250°С или менее, а после этого проведения для сляба первичной черновой прокатки в температурном диапазоне прохождения рекристаллизации аустенита, впоследствии охлаждение сляба до температурного диапазона непрохождения рекристаллизации аустенита при средней скорости охлаждения, составляющей 1,5°С/с или более, причем скорость охлаждения ассоциируется с серединой по толщине толстого листа, и проведения вторичной черновой прокатки и чистовой прокатки в температурном диапазоне непрохождения рекристаллизации аустенита при суммарной степени обжатия при прокатке для вторичной черновой прокатки и чистовой прокатки, составляющей более, чем 75%, при этом конечная температура подачи находится в диапазоне от (температуры Ar3 + 30°С) или более до (температуры Ar3 + 130°С) или менее;
после этого охлаждение горячекатаной толстолистовой стали до температурного диапазона от температуры Ms или более до (температуры Ms + 150°С) или менее в результате проведения ускоренного охлаждения при средней скорости охлаждения в диапазоне от 10°С/с или более до 60°С/с или менее, причем температурный диапазон и средняя скорость охлаждения ассоциируются с серединой по толщине толстого листа; и
смотку в рулон горячекатаной толстолистовой стали при температуре в диапазоне от 450°С или более до 600°С или менее.
Выгодные эффекты от изобретения
При использовании настоящего изобретения может быть получена микроструктура стали, в которой в качестве главной составной части присутствует бейнитный феррит, и диспергируется предварительно определенное количество или еще большее количество карбонитрида Nb. Достижения данной микроструктуры стали добиваются в результате надлежащего контролируемого выдерживания условий проведения прокатки и условий проведения охлаждения после проведения прокатки. Следовательно, обеспечивается получение толстолистовой стали, характеризующейся пределом прочности при растяжении, составляющим 640 МПа или более, соотношением между пределом текучести при растяжении и пределом прочности при растяжении, составляющим 85% или менее, поглощенной энергией в испытании на удар по Шарпи при –40°С, составляющей 300 Дж или более, и процентом вязкопластического разрушения, составляющим 85% или более согласно определению в испытании ИРПГ при –40°С, что является очень выгодным для промышленности.
Осуществление изобретения
Теперь настоящее изобретение будет описываться подробно.
Сначала будут описываться причины ограничений, накладываемых на химический состав настоящего изобретения. Как это необходимо отметить, в контексте компонентов символ «%» обозначает «% (масс.)».
С: от 0,04% или более до 0,08% или менее
С после проведения ускоренного охлаждения формирует микроструктуру в основном из бейнитного феррита и эффективно исполняет функцию увеличения упрочняющего превращения. Однако, в случае уровня содержания С, составляющего менее, чем 0,04%, во время проведения охлаждения будут иметь тенденцию к прохождению ферритное превращение в полигональный феррит и перлитное превращение, и в результате нельзя будет добиться достижения предварительно определенного количества бейнитного феррита, и поэтому нельзя будет добиться и достижения желательного предела прочности при растяжении (≥ 640 МПа). С другой стороны, в случае уровня содержания С, составляющего более, чем 0,08%, после проведения ускоренного охлаждения будет иметь место тенденция к формированию твердого мартенсита, и в результате базовая сталь может демонстрировать низкие поглощенную энергию в испытании на удар по Шарпи и характеристики в испытании ИРПГ. В соответствии с этим, уровень содержания С находится в диапазоне от 0,04% или более до 0,08% или менее. Предпочтительным является уровень содержания С в диапазоне от 0,04% или более до 0,07% или менее.
Si: от более, чем 0,01% до 0,50% или менее
Si представляет собой элемент, необходимый для раскисления, и создает эффект улучшения прочности горячекатаных толстолистовых сталей в результате прохождения твердо-растворного упрочнения. Величина добавления Si, необходимая для производства данного эффекта, является большей или равной 0,01%. С другой стороны, в случае уровня содержания Si, составляющего более, чем 0,50%, ухудшится качество сварочных швов, и ухудшится вязкость зон термического воздействия сварочных швов. Кроме того, ощутимо формируется красная окалина, которая ухудшает характеристики внешнего вида толстолистовых сталей. В соответствии с этим, уровень содержания Si находится в диапазоне от 0,01% или более до 0,50% или менее. Предпочтительным является уровень содержания Si в диапазоне от 0,01% или более до 0,20% или менее.
Mn: от 1,2% или более до 2,0% или менее
Mn подобно С после проведения ускоренного охлаждения формирует микроструктуру в основном из бейнитного феррита и эффективно исполняет функцию увеличения упрочняющего превращения. Однако, в случае уровня содержания Mn, составляющего менее, чем 1,2%, во время проведения охлаждения будут иметь тенденцию к прохождению ферритное превращение в полигональный феррит и перлитное превращение, и в результате нельзя будет добиться достижения предварительно определенного количества бейнитного феррита, и поэтому нельзя будет добиться и достижения желательного предела прочности при растяжении (≥ 640 МПа). С другой стороны, в случае уровня содержания Mn, составляющего более, чем 2,0%, Mn будет концентрироваться на участке ликвации, который неизбежно будет формироваться во время разливки, и данный участок будет стимулировать ухудшение поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В соответствии с этим, уровень содержания Mn находится в диапазоне от 1,2% или более до 2,0% или менее. Предпочтительным является уровень содержания Mn в диапазоне от 1,2% или более до 1,8% или менее.
P: от 0,001% или более до 0,010% или менее
Р представляет собой элемент, эффективный для увеличения прочности горячекатаной толстолистовой стали в результате прохождения твердо-растворного упрочнения. Однако, в случае уровня содержания Р, составляющего менее, чем 0,001%, эффект может быть не произведен, а также могут увеличиться издержки на дефосфоризацию в технологическом процессе выплавки стали. В соответствии с этим, уровень содержания Р является большим или равным 0,001%. С другой стороны, в случае уровня содержания Р, составляющего более, чем 0,010%, могут оказаться ощутимо ухудшенными вязкость и свариваемость. В соответствии с этим, уровень содержания Р находится в диапазоне от 0,001% или более до 0,010% или менее.
S: 0,0030% или менее
S представляет собой вредный элемент, который вызывает возникновение горячеломкости и, в дополнение к этому, уменьшает вязкость и тягучесть в результате присутствия в стали включений на сульфидной основе. В соответствии с этим, предпочтительным является уменьшение уровня содержания S по возможности наибольшим образом; в настоящем изобретении верхнее предельное значение уровня содержания S составляет 0,0030%. Предпочтительным является уровень содержания S, меньший или равный 0,0015%. На нижнее предельное значение уровня содержания S конкретных ограничений не накладывают, но чрезмерное уменьшение количества S в результате приводит к увеличению издержек на выплавку стали. В соответствии с этим, предпочтительным является уровень содержания S, больший или равный 0,0001%.
Al: от 0,01% или более до 0,08% или менее
Al представляет собой элемент, включенный для исполнения функции раскислителя. Кроме того, Al обладает способностью твердо-растворного упрочнения и поэтому эффективно исполняет функцию увеличения прочности горячекатаной толстолистовой стали. Однако, в случае уровня содержания Al, составляющего менее, чем 0,01%, эффект не будет произведен. С другой стороны, в случае уровня содержания Al, составляющего более, чем 0,08%, увеличатся издержки на материал исходного сырья, и может уменьшиться вязкость. В соответствии с этим, уровень содержания Al находится в диапазоне от 0,01% или более до 0,08% или менее. Предпочтительным является уровень содержания Al в диапазоне от 0,01% или более до 0,05% или менее.
Nb: от 0,050% или более до 0,100% или менее
Nb создает эффект расширения температурного диапазона непрохождения рекристаллизации аустенита для горячей прокатки и поэтому является эффективным для увеличения вязкости в результате создания эффекта измельчения микроструктуры, который производится при проведении прокатки в диапазоне непрохождения рекристаллизации аустенита. Кроме того, в случае формирования мелких выделений Nb в форме карбонитрида Nb увеличит прочность горячекатаных толстолистовых сталей при отсутствии ухудшения свариваемости. Для производства данных эффектов Nb добавляют в количестве, большем или равном 0,050% или более. С другой стороны, в случае уровня содержания Nb, составляющего более, чем 0,100%, после проведения ускоренного охлаждения будет иметь место тенденция к формированию твердого мартенсита, и в результате базовая сталь может характеризоваться низкими поглощенной энергией в испытании на удар по Шарпи и характеристиками в испытании ИРПГ. В соответствии с этим, уровень содержания Nb находится в диапазоне от 0,050% или более до 0,100% или менее. Предпочтительным является уровень содержания Nb в диапазоне от 0,050% или более до 0,080% или менее.
Ti: от 0,005% или более до 0,025% или менее
Ti образует в стали нитрид. В частности, добавление Ti в количестве, большем или равном 0,005%, производит пиннинг-эффекта нитрида, что в результате приводит к получению эффекта измельчения аустенитных зерен, и поэтому Ti вносит свой вклад в обеспечение получения вязкости базовых сталей и вязкости в зонах термического воздействия сварочных швов. Кроме того, Ti представляет собой элемент, эффективный для увеличения прочности горячекатаных толстолистовых сталей в результате прохождения дисперсионного упрочнения. Величина добавления Ti, необходимая для производства данных эффектов, является большей или равной 0,005%. С другой стороны, в случае уровня добавления Ti в количестве, составляющем более, чем 0,025%, произойдет укрупнение TiN, и в результате Ti больше уже не будет вносить свой вклад в измельчение аустенитных зерен. Следовательно, эффект улучшения ударной вязкости не производится, и, помимо этого, крупные частицы TiN исполняют функцию центров инициирования вязкопластического разрушения и хрупкого разрушения, что в результате приводит к получению в значительной степени низких поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В соответствии с этим, уровень содержания Ti находится в диапазоне от 0,005% или более до 0,025% или менее. Предпочтительным является уровень содержания Ti, больший или равный 0,008%. Предпочтительным является уровень содержания Ti, меньший или равный 0,018%.
N: от 0,001% или более до 0,006% или менее
N образует нитрид совместно с Ti, что, тем самым, ингибирует укрупнение аустенита и вносит свой вклад в улучшение вязкости. Для производства такого пиннинг-эффекта уровень содержания N установлен большим или равным 0,001%. С другой стороны, в случае уровня содержания N, составляющего более, чем 0,006%, может иметь место нижеследующее: в случае разложения TiN в сварочном шве, в частности, в зоне термического воздействия (ЗТВ) сварочного шва, нагретой до 1450°С или более, в окрестности линии сплавления, ощутимо может уменьшиться вязкость в зоне ЗТВ, связанная с присутствием N в растворенном состоянии. В соответствии с этим, уровень содержания N находится в диапазоне от 0,001% или более до 0,006% или менее. В случае наличия потребности в высоком уровне вязкости для зоны термического воздействия сварочного шва предпочтительным будет уровень содержания N в диапазоне от 0,001% или более до 0,004% или менее.
В настоящем изобретении в дополнение к описанным выше существенным легирующим элементам, кроме того, добавляют, по меньшей мере, один элемент, выбираемый из Cu, Ni, Cr, Mo, V и В.
По меньшей мере, один представитель, выбираемый из Cu: от 0,01% или более до 1,00% или менее, Ni: от 0,01% или более до 1,00% или менее, Cr: от 0,01% или более до 1,00% или менее, Мо: от 0,01% или более до 1,00% или менее, V: от 0,01% или более до 0,10% или менее и В: от 0,0005% или более до 0,0030% или менее
Cu: от 0,01% или более до 1,00% или менее, Cr: от 0,01% или более до 1,00% или менее и Мо: от 0,01% или более до 1,00% или менее
Cu, Cr и Мо представляют собой элементы для улучшения прокаливаемости. Cu, Cr и Мо эффективно исполняют функцию обеспечения того, что микроструктура после проведения ускоренного охлаждения является микроструктурой, в которой в качестве главной составной части присутствует бейнитный феррит таким образом, что можно добиться достижения увеличенной прочности в результате прохождения трансформационного упрочнения. Уровень содержания Cu, уровень содержания Cr и уровень содержания Мо, которые являются необходимыми для производства данного эффекта, независимо являются большими или равными 0,01%. С другой стороны, в случае уровня содержания Cu, уровня содержания Cr или уровня содержания Мо, независимо составляющих более, чем 1,00%, эффект увеличения прочности больше уже не будет производиться, и, в дополнение к этому, после проведения ускоренного охлаждения будет иметь место тенденция к формированию твердого мартенсита, и в результате базовая сталь может демонстрировать низкие поглощенную энергию в испытании на удар по Шарпи и характеристики в испытании ИРПГ. В соответствии с этим, в случае добавления Cu, Cr и/или Мо уровень содержания будет находиться в диапазоне от 0,01% или более до 1,00% или менее (независимо для Cu, Cr и Мо). Предпочтительно уровень содержания Cu находится в диапазоне от 0,01% или более до 0,40% или менее, уровень содержания Cr находится в диапазоне от 0,01% или более до 0,50% или менее, и уровень содержания Мо находится в диапазоне от 0,01% или более до 0,50% или менее.
Ni: от 0,01% или более до 1,00% или менее
Ni также представляет собой элемент для улучшения прокаливаемости. Добавление Ni не приводит к ухудшению вязкости, и поэтому Ni является элементом, подходящим для использования. Величина добавления Ni, необходимая для производства данного эффекта, является большей или равной 0,01%. С другой стороны, Ni является очень дорогостоящим, и в случае уровня содержания Ni, составляющего более, чем 1,00%, эффект от Ni больше уже не будет производиться. В соответствии с этим, в случае добавления Ni уровень содержания Ni будет находиться в диапазоне от 0,01% или более до 1,00% или менее. Предпочтительным является уровень содержания Ni в диапазоне от 0,01% или более до 0,40% или менее.
V: от 0,01% или более до 0,10% или менее
V подобно Nb представляет собой элемент, который при наличии мелких выделений в форме карбонитрида создает эффект увеличения прочности горячекатаных толстолистовых сталей при отсутствии ухудшения свариваемости. Величина добавления V, необходимая для производства данного эффекта, является большей или равной 0,01%. С другой стороны, в случае уровня содержания V, составляющего более, чем 0,10%, эффект увеличения прочности больше уже не будет производиться, и, в дополнение к этому, может ухудшиться свариваемость. В соответствии с этим, в случае добавления V уровень содержания V будет находиться в диапазоне от 0,01% или более до 0,10% или менее. Предпочтительным является уровень содержания V в диапазоне от 0,01% или более до 0,05% или менее.
В: от 0,0005% или более до 0,0030% или менее
В образует ликват на границах аустенитных зерен, что ингибирует возникновение ферритного превращения. Поэтому В, в частности, вносит свой вклад в предотвращение уменьшения прочности в области ЗТВ. Величина добавления В, необходимая для производства данного эффекта, является большей или равной 0,0005%. С другой стороны, в случае уровня содержания В, составляющего более, чем 0,0030%, эффекты от В больше уже не будут производиться. В соответствии с этим, в случае добавления В уровень содержания В будет находиться в диапазоне от 0,0005% или более до 0,0030% или менее.
Остаток, отличный от описанных выше компонентов, представляет собой Fe и случайные примеси.
Кроме того, в дополнение к компонентам, описанным выше, по мере надобности может быть включен, по меньшей мере, один представитель, выбираемый из следующих далее компонентов. Данные компоненты представляют собой: Са: от 0,0005% или более до 0,0100% или менее, металл РЗМ: от 0,0005% или более до 0,0200% или менее, Zr: от 0,0005% или более до 0,0300% или менее и Mg: от 0,0005% или более до 0,0100% или менее.
Са, металл РЗМ, Zr и Mg исполняют функцию улучшения вязкости толстолистовых сталей в результате иммобилизации S в стали. Данный эффект будет производиться в случае добавления данного элемента в количестве, большем или равном 0,0005%, (для каждого из компонентов независимо). С другой стороны, в случае добавления Са в количестве, составляющем более, чем 0,0100%, металла РЗМ в количестве, составляющем более, чем 0,0200%, Zr в количестве, составляющем более, чем 0,0300%, и/или Mg в количестве, составляющем более, чем 0,0100%, может увеличиться количество включений в стали, что может привести к ухудшению вязкости. В соответствии с этим, в случае добавления данных элементов уровни содержания Са, металла РЗМ, Zr и Mg независимо представляют собой нижеследующее: Са: от 0,0005% или более до 0,0100% или менее, металл РЗМ: от 0,0005% или более до 0,0200% или менее, Zr: от 0,0005% или более до 0,0300% или менее и Mg: от 0,0005% или более до 0,0100% или менее. Предпочтительно уровень содержания Са находится в диапазоне от 0,0005% или более до 0,0040% или менее, уровень содержания металла РЗМ находится в диапазоне от 0,0005% или более до 0,0050% или менее, уровень содержания Zr находится в диапазоне от 0,0005% или более до 0,0050% или менее, и уровень содержания Mg находится в диапазоне от 0,0005% или более до 0,0050% или менее.
Теперь будет описываться микроструктура, которой обладает горячекатаная толстолистовая сталь настоящего изобретения.
Горячекатаная толстолистовая сталь настоящего изобретения обладает микроструктурой, которая делает возможным согласованное получение данных характеристик, то есть, предела прочности при растяжении, составляющего 640 МПа или более, соотношения между пределом текучести при растяжении и пределом прочности при растяжении, составляющего 85% или менее, поглощенной энергией в испытании на удар по Шарпи при –40°С, составляющей 300 Дж или более, и процента вязкопластического разрушения, составляющего 85% или более согласно определению в испытании ИРПГ при –40°С. В микроструктуре в позиции на 1/2 толщины толстого листа (в позиции на 1/2 t по отношению к толщине толстого листа t) поверхностная долевая концентрация мартенсита составляет менее, чем 3%, поверхностная долевая концентрация бейнитного феррита составляет 95% или более, и бейнитный феррит характеризуется средним диаметром зерна, составляющим 6,0 мкм или менее. В дополнение к этому, количество выделений Nb в форме карбонитрида Nb составляет 0,025% (масс.) или более, и количество выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, составляет 50% или более от совокупной массы выделений Nb в форме карбонитрида Nb. Как это необходимо отметить, бейнитный феррит представляет собой фазу, включающую субструктуру, которая характеризуется высокой плотностью дислокаций, и бейнитный феррит включает игольчатый феррит. Остальные составные части в микроструктуре могут включать мартенсит, который может характеризоваться поверхностной долевой концентрацией, составляющей менее, чем 3%, и могут включать одну или несколько фаз, отличных от бейнитного феррита, таких как феррит и перлит. Эффекты настоящего изобретения могут быть произведены до тех пор, пока поверхностная долевая концентрация остальных составных частей в микроструктуре будет составлять менее, чем 5%.
Поверхностная долевая концентрация мартенсита в позиции на 1/2 толщины толстого листа: менее, чем 3%
В соответствии с использованием в настоящем изобретении термин «мартенсит» относится к мартенситу, сформированному из непревращенного аустенита на границах бывших (аустенитных) γ-зерен или внутри бывших γ-зерен в ходе осуществления технологического процесса охлаждения после проведения прокатки. Мартенсит характеризуется большей твердостью, чем главная фаза и исполняет функцию центров инициирования вязкопластического разрушения и хрупкого разрушения. Таким образом, поверхностная долевая концентрация мартенсита, составляющая не менее, чем 3%, в результате приводит к получению в значительной степени низких поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. С другой стороны, в случае поверхностной долевой концентрации мартенсита, составляющей менее, чем 3%, будет маленькой степень ухудшения поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В соответствии с этим, в настоящем изобретении на поверхностную долевую концентрацию мартенсита в позиции на 1/2 толщины толстого листа накладывают ограничения значением, составляющим менее, чем 3% (включая 0%).
Поверхностная долевая концентрация бейнитного феррита в позиции на 1/2 толщины толстого листа: 95% или более
Фаза бейнитного феррита является твердой фазой и является эффективной для увеличения прочности толстолистовых сталей в результате прохождения трансформационного упрочнения микроструктуры. В результате обеспечения наличия бейнитного феррита, характеризующегося поверхностной долевой концентрацией, составляющей не менее, чем 95%, можно добиться достижения увеличенной прочности при одновременном стабилизировании поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ на высоком уровне. С другой стороны, в случае поверхностной долевой концентрации бейнитного феррита, составляющей менее, чем 95%, совокупная поверхностная долевая концентрация остальных составных частей в микроструктуре, таких как феррит, перлит и мартенсит, превысит 5%. В такой композитной микроструктуре поверхность раздела между различными фазами исполняет функцию центров инициирования вязкопластического разрушения и хрупкого разрушения, и поэтому достижения целевых поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ нельзя будет добиться даже в случае удовлетворения желательного предела прочности при растяжении. В соответствии с этим, поверхностная долевая концентрация бейнитного феррита в позиции на 1/2 толщины толстого листа установлена составляющей 95% или более (включая 100%).
Средний диаметр зерна для бейнитного феррита в позиции на 1/2 толщины толстого листа: 6,0 мкм или менее
Межзеренные границы исполняют функцию противодействия распространению хрупкого разрушения, и поэтому уменьшение среднего диаметра зерна для бейнитного феррита в результате приводит к получению улучшенных характеристик в испытании ИРПГ. Для производства данного эффекта средний диаметр зерна для бейнитного феррита установлен составляющим 6,0 мкм или менее.
Количество выделений Nb в форме карбонитрида Nb: 0,025% (масс.) или более, и доля количества выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более: 50% или более от совокупной массы выделений Nb в форме карбонитрида Nb в позиции на 1/2 толщины толстого листа
В настоящем изобретении надлежащим образом контролируемо выдерживают количество карбонитрида Nb; карбонитрид Nb образуется в результате деформационно-индуцированного формирования выделений на стадии прокатки, проводимой в температурном диапазоне непрохождении рекристаллизации аустенита, и в результате формирования выделений, связанного с превращением во время проведения охлаждения и смотки в рулон. Следовательно, добиваются достижения желательного предела прочности при растяжении (≥ 640 МПа) при одновременном стабилизировании поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ на высоком уровне. Однако, в случае количества карбонитрида Nb, составляющего менее, чем 0,025% (масс.), применительно к количеству выделений Nb в форме карбонитрида Nb нельзя будет добиться достижения желательного предела прочности при растяжении (≥ 640 МПа). В соответствии с этим, количество выделений Nb в форме карбонитрида Nb установлено большим или равным 0,025% (масс.). Предпочтительным является количество выделений Nb в форме карбонитрида Nb, большее или равное 0,030% (масс.).
Кроме того, мелкие частицы карбонитрида Nb, характеризующиеся диаметром зерна, составляющим менее, чем 20 нм, которые главным образом формируют выделения во время проведения охлаждения после получения рулона в результате проведения смотки в рулон, вызывают избыточное увеличение предела текучести при растяжении в результате прохождения дисперсионного упрочнения. В результате нельзя будет добиться достижения желательного низкого соотношения между пределом текучести при растяжении и пределом прочности при растяжении (≤ 85%). Однако, в результате обеспечения наличия количества частиц карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, применительно к количеству выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, составляющего 50% или более от совокупной массы выделений Nb в форме карбонитрида Nb, происходит ингибирование увеличения соотношения между пределом текучести при растяжении и пределом прочности при растяжении. Следовательно, добиваются достижения желательного низкого соотношения между пределом текучести при растяжении и пределом прочности при растяжении. В соответствии с этим, количество выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, установлено составляющим 50% или более от совокупной массы выделений Nb в форме карбонитрида Nb. Предпочтительным является данное количество, большее или равное 60%.
Поверхностные долевые концентрации фаз, в том числе бейнитного феррита, определяют следующим далее образом. Поперечное сечение L (вертикальное поперечное сечение, параллельное направлению прокатки) в позиции на 1/2 толщины толстого листа подвергают полированию до зеркального блеска, а после этого травлению при использовании ниталя. Для случайным образом выбранных пяти областей наблюдения проводят наблюдения при использовании сканирующего электронного микроскопа (СЭМ) при увеличении 2000×. При использовании фотографии микроструктуры, которую получили, определяют микроструктуры и устанавливают поверхностную долевую концентрацию для каждой из фаз в результате проведения анализа изображений. Кроме того, средний диаметр частиц для бейнитного феррита определяют при использовании метода секущих, указанного в документе JIS G 0551.
Кроме того, количество выделений Nb в форме карбонитрида Nb определяют следующим далее образом. Образец для испытаний вырезают из позиции на 1/2 толщины толстого листа и образец для испытаний, который вырезали, подвергают воздействию электролиза при постоянном токе (приблизительно 20 мА/см2) в растворе электролита (метанол при 10% (об.) ацетилацетона – 1% (масс.) хлорида тетраметиламмония). После проведения электролиза выделения, осажденные на образце, диспергируют в водном растворе гексаметафосфата натрия, а вслед за этим отфильтровывают при использовании алюминиевого фильтра на 0,02 мкм ϕ. Величину присутствия Nb в выделениях на фильтре измеряют при использовании эмиссионной ИСП-спектроскопии. В соответствии с этим, определяют уровень содержания в стали выделений Nb в виде выделений Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, которые собирают на фильтре. Кроме того, для выделений, характеризующихся диаметром зерна, составляющим менее, чем 20 нм, которые присутствуют в фильтрате, который прошел через фильтр, проводят нижеследующее. Фильтрат упаривают до сухости и после этого добавляют азотную кислоту, перхлорную кислоту и серную кислоту. Проводят нагревание для растворения вплоть до появления белых дымов серной кислоты. После проведения охлаждения в естественных условиях добавляют хлористо-водородную кислоту, а вслед за этим раствор корректируют в результате разбавления чистой водой до предварительно определенного количества. Впоследствии проводят измерение при использовании эмиссионной ИСП-спектроскопии. Совокупную массу выделений Nb в форме карбонитрида Nb определяют в результате суммирования количества выделений Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, и количества выделений Nb, характеризующихся диаметром зерна, составляющим менее, чем 20 нм, которые определяют при использовании методов, описанных выше. Кроме того, рассчитывают долю количества выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, по отношению к совокупной массе выделений Nb в форме карбонитрида Nb. Как это необходимо отметить, количество выделений Nb, определенное при использовании данного метода, включает количество выделений Nb в одной или нескольких фазах, отличных от фазы бейнитного феррита; однако, основное количество Nb соответствует выделениям Nb в фазе бейнитного феррита.
Вследствие наличия в общем случае различной микроструктуры материала толстолистовой стали, изготовленной в результате проведения ускоренного охлаждения, в направлении по толщине толстолистовой стали в настоящем изобретении с точки зрения стабильного удовлетворения целевых прочности и поглощенной энергии в испытании на удар по Шарпи определяют микроструктуру в позиции на 1/2 толщины, где скорость охлаждения является низкой, и достижения вышеупомянутых характеристик добиться затруднительно.
Теперь будет описываться способ изготовления горячекатаной толстолистовой стали настоящего изобретения.
В настоящем изобретении способ изготовления горячекатаной толстолистовой стали включает стадию горячей прокатки, стадию ускоренного охлаждения, которую проводят после проведения стадии горячей прокатки, и стадию смотки в рулон, которую проводят после проведения стадии ускоренного охлаждения. Стадия горячей прокатки включает стадию нагревания, предназначенную для нагревания стального сляба, стадию черновой прокатки, предназначенную для проведения черновой прокатки в отношении стального сляба для получения толстолистовой стали, подвергнутой черновой прокатке, и стадию чистовой прокатки, предназначенную для проведения чистовой прокатки в отношении толстолистовой стали, подвергнутой черновой прокатке, для получения горячекатаной толстолистовой стали.
На стадии горячей прокатки стальной сляб нагревают до температуры в диапазоне от 1100°С или более до 1250°С или менее, а после этого подвергают первичной черновой прокатке, которую проводят в температурном диапазоне прохождения рекристаллизации аустенита; впоследствии после проведения охлаждения до температурного диапазона непрохождения рекристаллизации аустенита проводят вторичную черновую прокатку и чистовую прокатку. Суммарная степень обжатия при прокатке для вторичной черновой прокатки и чистовой прокатки составляет более, чем 75%. Температура чистовой прокатки находится в диапазоне от (температуры Ar3 + 30°С) или более до (температуры Ar3 + 130°С) или менее. Впоследствии на стадии ускоренного охлаждения проводят ускоренное охлаждение, предназначенное для охлаждения до температурного диапазона от температуры Ms или более до (температуры Ms + 150°С) или менее при средней скорости охлаждения в диапазоне от 10°С/с или более до 60°С/с или менее. Температурный диапазон и средняя скорость охлаждения ассоциируются с серединой по толщине толстого листа. На стадии смотки в рулон смотку в рулон проводят при температуре в диапазоне от 450°С или более до 600°С или менее. В следующем далее описании изобретения каждая из данных стадий будет описываться подробно. Как это необходимо отметить, в настоящем изобретении температуры, такие как температура нагревания сляба, температура черновой прокатки, температура конца черновой прокатки, температура чистовой прокатки, температура конца чистовой прокатки, температура прекращения ускоренного охлаждения и температура смотки в рулон, будут температурами поверхности сляба или толстолистовой стали, если только нее будет указываться на другое. Кроме того, температуры в середине по толщине листа являются температурами в середине по толщине листа, определенными в результате вычисления при использовании температуры поверхности сляба или толстолистовой стали и принятия во внимание параметров, таких как толщина толстого листа и теплопроводность.
Температура нагревания сляба: от 1100°С или более до 1250°С или менее
Стальной сляб настоящего изобретения может быть изготовлен следующим далее образом. Расплавленную сталь, имеющую химический состав, который соответствует представленному выше описанию изобретения, производят в ходе осуществления технологического процесса выплавки стали, известного на современном уровне техники, таким образом, как при использовании конвертера, электрической печи или печи для вакуумной плавки, и расплавленную сталь подвергают воздействию технологического процесса непрерывной разливки или технологического процесса разливки в слитки-прокатки слябов. Для предотвращения возникновения макроликвации компонентов при изготовлении желательным является использование технологического процесса непрерывной разливки. Технологический процесс, осуществляемый после изготовления стального сляба, может быть обыкновенным технологическим процессом, при котором стальной сляб сначала охлаждают до комнатной температуры, а после этого повторно нагревают. Без какой-либо проблемы может быть использован энергосберегающий технологический процесс. Примеры энергосберегающего технологического процесса включают нижеследующее: прямая горячая прокатка, при которой теплый сляб без проведения охлаждения загружают в нагревательную печь и подвергают горячей прокатке; прямая горячая прокатка, при которых имеет место короткий период выдерживания температуры, а непосредственно после этого проводят горячую прокатку; и технологический процесс, при котором повторное нагревание частично опускают в результате загрузки сляба в нагревательную печь при одновременном все еще нахождении сляба в высокотемпературном состоянии (загрузка теплого сляба).
В случае температуры нагревания сляба, составляющей менее, чем 1100°С, будет высокой стойкость к деформированию, и поэтому увеличится давление металла на валки при прокатке, что в результате приведет к уменьшению эффективности прокатки. С другой стороны, в случае высокой температуры нагревания сляба, то есть, составляющей более, чем 1250°С, диаметры начальных аустенитных зерен укрупнятся, что может в результате привести к получению низких характеристик в испытании ИРПГ. В соответствии с этим, температура нагревания сляба находится в диапазоне от 1000°С или более до 1250°С или менее. Предпочтительной является температура нагревания сляба в диапазоне от 1150°С или более до 1220°С или менее.
Прокатка в температурном диапазоне прохождения рекристаллизации аустенита
После нагревания и выдерживания сляба проводят прокатку в температурном диапазоне прохождения рекристаллизации аустенита. В результате аустенит подвергается рекристаллизации, приобретая форму мелких зерен, что вносит свой вклад в улучшенные характеристики в испытании ИРПГ. С точки зрения легкого производства такого эффекта предпочтительной является суммарная степень обжатия при прокатке в температурном диапазоне прохождении рекристаллизации аустенита, большая или равная 50%. Как это необходимо отметить, в пределах композиционных диапазонов для стали настоящего изобретения минимальная температура температурных диапазонов прохождения рекристаллизации аустенита составляет приблизительно 950°С, а прокатка в температурном диапазоне прохождения рекристаллизации аустенита обозначается термином «первичная черновая прокатка».
Средняя скорость охлаждения до достижения температурного диапазона непрохождения рекристаллизации аустенита
При охлаждении (стадии охлаждения), проводимого после проведения первичной черновой прокатки, охлаждение проводят вплоть до достижения температурного диапазона непрохождения рекристаллизации аустенита, и, таким образом, стальной штрипс охлаждают до температурного диапазона, который является эффективным для улучшения характеристик в испытании ИРПГ. В результате проведения последующих стадий вторичной черновой прокатки и чистовой прокатки характеристики в испытании ИРПГ могут быть эффективно улучшены. Что касается скорости охлаждения, то в случае средней скорости охлаждения в середине по толщине толстого листа, составляющей менее, чем 1,5°С/с, увеличится время охлаждения до достижения температурного диапазона, эффективного для улучшения характеристик в испытании ИРПГ, что уменьшит производительность. В соответствии с этим, предпочтительной является средняя скорость охлаждения в середине по толщине толстого листа, большая или равная 1,5°С/с; более предпочтительно средняя скорость охлаждения является большей или равной 2,0°С/с. Кроме того, применительно к обеспечению наличия средней скорости охлаждения предпочтительным является проведение охлаждения на стадии охлаждения при использовании водяного охлаждения. Как это необходимо отметить, средняя скорость охлаждения является скоростью, полученной в результате деления разности температур между температурой начала охлаждения и температурой прекращения охлаждения на требуемое время. Обычно температура начала охлаждения на стадии охлаждения соответствует конечной температуре первичной черновой прокатки. Кроме того, температурный диапазон, эффективный для улучшения характеристик в испытании ИРПГ, является температурным диапазоном непрохождения рекристаллизации аустенита и является, например, температурным диапазоном, соответствующим 930°С или менее.
Прокатка в температурном диапазоне непрохождения рекристаллизации аустенита: суммарная степень обжатия при прокатке, составляющая более, чем 75%
Прокатку в температурном диапазоне непрохождения рекристаллизации аустенита проводят при вторичной черновой прокатке и чистовой прокатке после проведения стадии охлаждения. На данных стадиях прокатки проводят обжимную прокатку в температурном диапазоне непрохождения рекристаллизации аустенита при суммарной степени обжатия, составляющей более, чем 75%. В результате зерна аустенита удлиняются и становятся мелкими зернами, в частности, в направлении по толщине толстого листа. Толстолистовая сталь, полученная в результате проведения ускоренного охлаждения в данном состоянии, демонстрирует хорошие характеристики в испытании ИРПГ. Кроме того, в результате деформационно-индуцированного формирования выделений, обусловленного проведением обжимной прокатки в температурном диапазоне непрохождения рекристаллизации аустенита, образуется карбонитрид Nb. Карбонитрид Nb растет и в получающейся в результате горячекатаной толстолистовой стали после проведения ускоренного охлаждения характеризуется диаметром зерна, составляющим 20 нм или более, что вносит свой вклад в увеличение прочности при одновременном сохранении низкого соотношения между пределом текучести при растяжении и пределом прочности при растяжении. С другой стороны, в случае суммарной степени обжатия при прокатке, меньшей или равной 75%, эффект измельчения зерен станет недостаточным, и в результате нельзя будет добиться достижения целевых характеристик в испытании ИРПГ. В дополнение к этому, деформационно-индуцированное формирование выделений Nb станет недостаточным, и поэтому нельзя будет добиться достижения предварительно определенного количества частиц карбонитрида Nb или частиц карбонитрида Nb, имеющих желательный размер, и в результате нельзя будет добиться достижения желательного предела прочности при растяжении (≥ 640 МПа) или желательного соотношения между пределом текучести при растяжении и пределом прочности при растяжении (≤ 85%). В соответствии с этим, суммарная степень обжатия при прокатке для температурного диапазона непрохождения рекристаллизации аустенита составляет более, чем 75%. В случае необходимости дополнительного улучшения вязкости предпочтительной является суммарная степень обжатия при прокатке для температурного диапазона непрохождения рекристаллизации аустенита, большая или равная 80%. Как это необходимо отметить, на верхнее предельное значение суммарной степени обжатия при прокатке для температурного диапазона непрохождения рекристаллизации аустенита конкретных ограничений не накладывают, но предпочтительно с учетом давления металла на валки при прокатке предпочтительно оно является меньшим или равным 90%. Кроме того, в настоящем изобретении при прокатке в температурном диапазоне непрохождения рекристаллизации аустенита распределение степени обжатия при прокатке между вторичной черновой прокаткой и чистовой прокаткой не имеет значения. Достаточной является совокупная степень обжатия при прокатке, составляющая более, чем 75%. Кроме того, в настоящем изобретении температурные диапазоны непрохождения рекристаллизации аустенита, например, являются температурными диапазонами, соответствующими 930°С или менее.
Конечная температура прокатки: от (температуры Ar3 + 30°С) или более до (температуры Ar3 + 130°С) или менее
Прокатка при большой степени обжатия в температурном диапазоне непрохождения рекристаллизации аустенита является эффективной для улучшения характеристик в испытании ИРПГ. Обжимная прокатка, проводимая в пониженном температурном диапазоне, дополнительно увеличивает данный эффект. Однако, в случае проведения прокатки в низкотемпературном диапазоне, который является более низким, чем (температура Ar3 + 30°С), воздействие текстуры, развитой в аустенитных зернах, в результате приведет получению тенденции к разделению, то есть, в значительной степени низкой поглощенной энергии в испытании на удар по Шарпи. Кроме того, в случае конечной температуры прокатки, меньшей или равной в сопоставлении с температурой Ar3, сталь будут подвергать прокатке после формирования феррита, и поэтому в деформированных ферритных зернах будет развиваться текстура, которая в результате приведет к получению тенденции к разделению, то есть, в значительной степени низкой поглощенной энергии в испытании на удар по Шарпи. С другой стороны, в случае конечной температуры прокатки, большей, чем (температура Ar3 + 130°C), эффект измельчения микроструктуры, эффективного для улучшения характеристик в испытании ИРПГ, может не быть произведен в достаточной степени. В соответствии с этим, конечная температура прокатки (температура конца чистовой прокатки), ассоциированная с температурным диапазоном непрохождения рекристаллизации аустенита, находится в диапазоне от (температуры Ar3 + 30°С) или более до (температуры Ar3 + 130°С) или менее.
Средняя скорость охлаждения для ускоренного охлаждения: от 10°С/с или более до 60°С/с или менее в середине по толщине толстого листа
Непосредственно после завершения чистовой прокатки начинают охлаждение, предпочтительно в пределах 15 секунд (стадия ускоренного охлаждения). Скорость охлаждения находится в диапазоне от 10°С/с или более до 60°С/с или менее. Скорость охлаждения является средней скоростью охлаждения в середине по толщине толстого листа до достижения температуры прекращения охлаждения. В случае средней скорости охлаждения, составляющей менее, чем 10°С/с, во время проведения охлаждения будет формироваться феррит, что приведет к возникновению затруднений при обеспечении наличия желательной микроструктуры, в которой в качестве главной фазы присутствует бейнитный феррит, и, следовательно, нельзя будет добиться достижения желательного предела прочности при растяжении (≥ 640 МПа), и нельзя будет добиться достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. С другой стороны, в случае использования быстрого охлаждения, при котором средняя скорость охлаждения составляет более, чем 60°С/с, будет происходить мартенситное превращение, в частности, поблизости от поверхностного слоя толстолистовой стали, что приведет к увеличению прочности базовой стали, но также и в результате приведет к получению в значительной степени низких поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ для базовой стали. В соответствии с этим, средняя скорость охлаждения для ускоренного охлаждения находится в диапазоне от 10°С/с или более до 60°С/с или менее. Предпочтительной является средняя скорость охлаждения для ускоренного охлаждения в диапазоне от 10°С/с или более до 30°С/с или менее. Как это необходимо отметить, средняя скорость охлаждения является скоростью, полученной в результате в результате деления разности температур между температурой начала охлаждения и температурой прекращения охлаждения на требуемое время. Обычно температура начала охлаждения на стадии ускоренного охлаждения соответствует конечной температуре прокатки (температуре конца чистовой прокатки), ассоциированной с температурным диапазоном непрохождения рекристаллизации аустенита.
Температура прекращения охлаждения для ускоренного охлаждения: от температуры Ms или более до (температуры Ms + 150°C) или менее
В случае температуры прекращения охлаждения для ускоренного охлаждения, меньшей, чем температура Ms, произойдет мартенситное превращение, что приведет к увеличению прочности базовой стали, но также и может в результате привести к получению в значительной степени низких поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ для базовой стали. Данная тенденция является в особенности ощутимой поблизости от поверхностного слоя толстолистовой стали. С другой стороны, в случае температуры прекращения охлаждения, большей, чем (температура Ms + 150°С), во время осуществления технологического процесса охлаждения будут формироваться феррит и/или перлит после прекращения охлаждения. В результате нельзя будет добиться достижения желательных характеристик в испытании ИРПГ и поглощенной энергии в испытании на удар по Шарпи. Кроме того, в избыточной степени могут формироваться мелкие частицы карбонитрида Nb, что в результате может привести к увеличению предела текучести при растяжении. В результате нельзя будет добиться достижения желательного низкого соотношения между пределом текучести при растяжении и пределом прочности при растяжении (≤ 85%). В соответствии с этим, температура прекращения охлаждения для ускоренного охлаждения: находится в диапазоне от температуры Ms или более до (температуры Ms + 150°C) или менее. Предпочтительной является температура прекращения охлаждения для ускоренного охлаждения в диапазоне от температуры Ms или более до (температуры Ms + 100°C) или менее.
Температура смотки в рулон: от 450°С или более до 600°С или менее
В случае температуры смотки в рулон, составляющей менее, чем 450°С, на стадии, на которой после проведения ускоренного охлаждения будут получать рулон после проведения смотки в рулон и проводить охлаждение, произойдет мартенситное превращение, что может в результате приводить к получению в значительной степени низких поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ для базовой стали. С другой стороны, в случае температуры смотки в рулон, составляющей более, чем 600°С, в избыточной степени могут формироваться мелкие частицы карбонитрида Nb, что в результате может приводить к увеличению предела текучести при растяжении. В результате нельзя будет добиться достижения желательного низкого соотношения между пределом текучести при растяжении и пределом прочности при растяжении (≤ 85%). В соответствии с этим, температура смотки в рулон находится в диапазоне от 450°С или более до 600°C или менее. Предпочтительной является температура смотки в рулон в диапазоне от 500°С или более до 600°C или менее.
Как это необходимо отметить, в настоящем изобретении температуры Ar3 и температуры Ms представляют собой величины, полученные в результате проведения вычисления при использовании следующих далее уравнений, которые имеют в своей основе уровни содержания элементов в материалах сталей.
Температура Ar3 (°C) = 910 – 310C – 80Mn – 20Cu – 15Cr – 55Ni – 80Mo
Температура Ms (°C) = 550 – 361C – 39Mn – 35V – 20Cr – 17Ni – 10Cu – 5(Mo + W) + 15Co + 30Al
В представленных выше уравнениях символы элементов в каждом случае представляют собой уровни содержания (% (масс.)) данных элементов в стали, а не включенные элементы указываются с индексом 0 (ноль).
Примеры
Теперь будут описываться примеры настоящего изобретения.
Пример 1
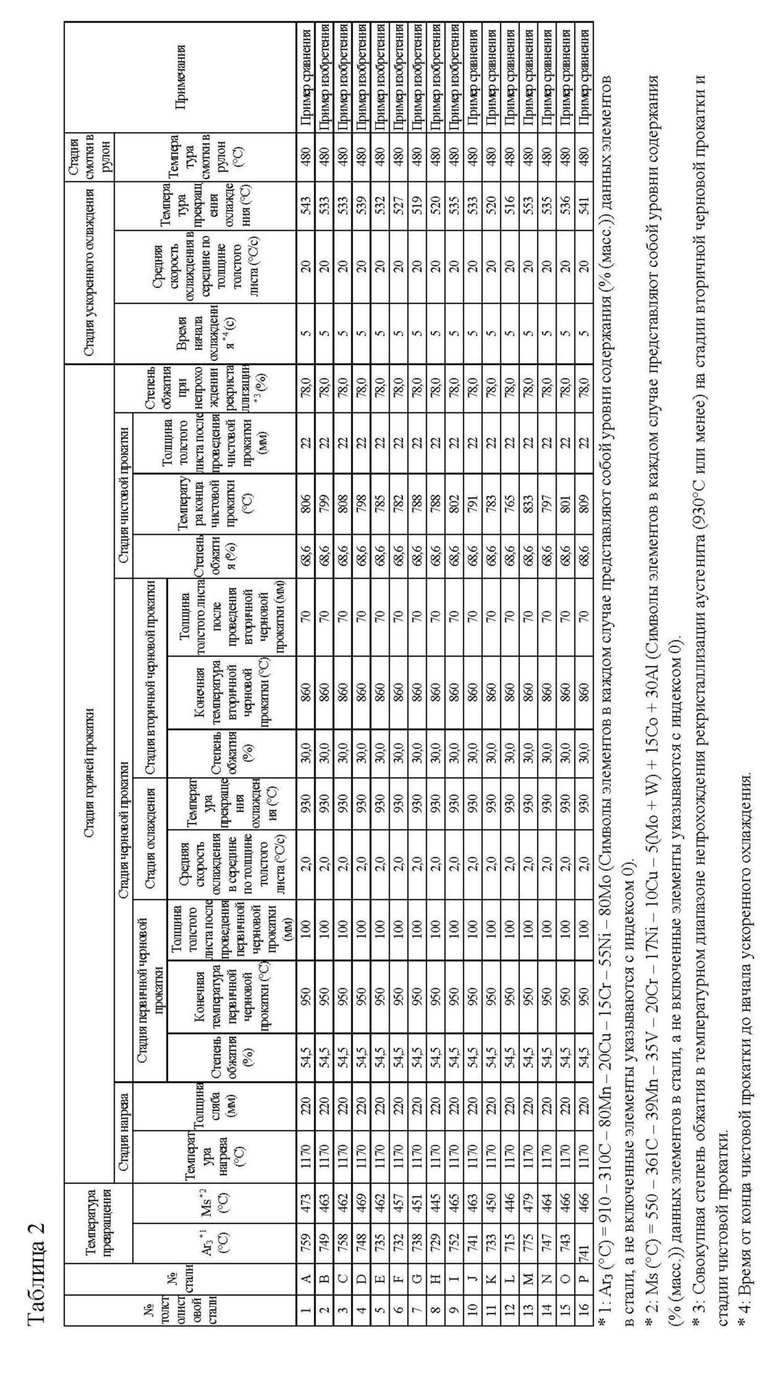
Расплавленные стали, имеющие соответствующие химические составы, продемонстрированные в таблице 1, производили в ходе осуществления технологического процесса выплавки стали при использовании конвертера, а после этого формовали слябы, имеющие толщину 220 мм. Впоследствии в условиях, продемонстрированных в таблице 2, последовательно проводили стадию горячей прокатки (стадию нагревания, стадию первичной черновой прокатки, стадию охлаждения, стадию вторичной черновой прокатки и стадию чистовой прокатки), стадию ускоренного охлаждения и стадию смотки в рулон. Таким образом, изготавливали горячекатаные толстолистовые стали, характеризующиеся толщиной толстого листа 22 мм.

Из горячекатаной толстолистовой стали, полученной в соответствии с представленным выше описанием изобретения, вырезали образец для испытаний на растяжение полной толщины в соответствии с документом API-5L таким образом, что направление растяжения являлось направлением С (направлением, перпендикулярным направлению прокатки). Проводили испытание на растяжение и определяли предел текучести при растяжении (YP), предел прочности при растяжении (TS) и соотношение между пределом текучести при растяжении и пределом прочности при растяжении [YR (%) = (YP/TS) × 100]. Кроме того, для испытания на удар по Шарпи из позиции на 1/2 толщины толстого листа вырезали образец для испытаний на удар по Шарпи, имеющий V-образную насечку и стандартные размеры в соответствии с документом JIS Z 2202, таким образом, что продольное направление является направлением С. Испытание на удар по Шарпи проводили при –40°С в соответствии с документом JIS Z 2242 и определяли поглощенную энергию (vE–40°C). В дополнение к этому, вырезали получивший насечку в прессе образец полной толщины для испытаний ИРПГ в соответствии с документом API-5L таким образом, что продольное направление является направлением С. Нагрузку при ударном изгибании прикладывали при –40°С в результате сбрасывания падающей массы и определяли процент вязкопластического разрушения (SA–40°C) для поверхности разрушения.
Кроме того, из позиции на 1/2 толщины толстого листа вырезали образец для испытаний, предназначенный для наблюдения микроструктуры. При использовании следующего далее метода определяли микроструктуры, определяли поверхностные долевые концентрации бейнитного феррита, мартенсита и других фаз и определяли средний диаметр зерна для бейнитного феррита.
В дополнение к этому, из позиции на 1/2 толщины толстого листа вырезали образец для испытаний, предназначенный для определения остатков. Выделения извлекали при использовании способа электролитического извлечения, при котором используют раствор электролита в виде метанола при 10% (об.) ацетилацетона – 1% (масс.) хлорида тетраметиламмония. Для продукта извлечения проводили эмиссионный ИСП-анализ, при котором используют следующий далее метод измерения величины присутствия Nb в выделениях. В соответствии с этим, количество выделений Nb в форме карбонитрида Nb определяли в виде величины присутствия Nb в полученных выделениях, при выражении в % (масс.) по отношению к совокупному количеству образца для испытаний. Кроме того, определяли долю количества выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более.
Наблюдение микроструктуры
Из позиции на 1/2 толщины толстого листа толстолистовой стали вырезали образец для испытаний, предназначенный для наблюдения микроструктуры. Его поперечное сечение L (вертикальное поперечное сечение, параллельное направлению прокатки) подвергали полированию до зеркального блеска, а после этого травлению при использовании ниталя. Для случайным образом выбранных пяти областей наблюдения проводили наблюдения при использовании сканирующего электронного микроскопа (СЭМ) при увеличении 2000×. При использовании фотографии микроструктуры, которую получили, определили микроструктуры и установили поверхностную долевую концентрацию для каждой из фаз в результате проведения анализа изображений. Кроме того, средний диаметр частиц для бейнитного феррита определяли при использовании метода секущих, указанного в документе JIS G 0551.
Количество выделений Nb в форме карбонитрида Nb
Для количества выделений Nb в форме карбонитрида Nb проводили нижеследующее. Из позиции на 1/2 толщины толстого листа вырезали образец для испытаний. Вырезанный образец для испытаний подвергали воздействию электролиза при постоянном токе (приблизительно 20 мА/см2) в растворе электролита (метанол при 10% (об.) ацетилацетона – 1% (масс.) хлорида тетраметиламмония). Получающиеся в результате извлеченные остатки собирали на мембранном фильтре (диаметр пор: 0,02 мкм ϕ). Растворение проводили при использовании растворяющего агента в форме смеси из серной кислоты, азотной кислоты и перхлорной кислоты. Величину присутствия Nb в извлеченных остатках определяли при использовании эмиссионного ИСП-анализа. Рассчитывали долю полученного количества Nb (количества выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более) по отношению к совокупной массе выделений Nb в форме карбонитрида Nb. Полученные результаты демонстрируются в таблице 3.

В таблице 3 демонстрируется нижеследующее. Горячекатаные толстолистовые стали №№ от 2 до 9 представляют собой примеры изобретения и находятся в соответствии с настоящим изобретением применительно к химическому составу и способу изготовления. Горячекатаные толстолистовые стали характеризовались пределом прочности при растяжении, составляющим 640 МПа или более, соотношением между пределом текучести при растяжении и пределом прочности при растяжении, составляющим 85% или менее, поглощенной энергией в испытании на удар по Шарпи при –40°С, составляющей 300 Дж или более, и процентом вязкопластического разрушения, составляющим 85% или более согласно определению в испытании ИРПГ при –40°С. Таким образом, горячекатаные толстолистовые стали являются характеризующимися низким соотношением между пределом текучести при растяжении и пределом прочности при растяжении, высокопрочными и высоковязкими горячекатаными толстолистовыми сталями, демонстрирующими высокую поглощенную энергию.
В противоположность этому, в варианте № 1, который представляет собой сравнительный пример, уровень содержания С имел величину, меньшую, чем диапазон настоящего изобретения, и в результате была большой величина формирования полигонального феррита, который формировался во время проведения охлаждения, и поэтому не добивались достижения предварительно определенного количества бейнитного феррита, а также не добивались достижения предварительно определенного количества карбонитрида Nb в микроструктуре; следовательно, не добивались достижения желательного предела прочности при растяжении. Кроме того, вследствие большого количества полигонального феррита гетерофазные поверхности раздела, образованные в случае бейнитного феррита, исполняли функцию центров инициирования вязкопластического разрушения и хрупкого разрушения; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В варианте № 10, который представляет собой сравнительный пример, уровень содержания Nb имел величину, большую, чем диапазон настоящего изобретения, и в результате увеличивалась величина формирования твердого мартенсита; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В варианте № 11, который представляет собой сравнительный пример, уровень содержания С имел величину, большую, чем диапазон настоящего изобретения, и в результате увеличивалась величина формирования твердого мартенсита; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В варианте № 12, который представляет собой сравнительный пример, уровень содержания Mn имел величину, большую, чем диапазон настоящего изобретения, и в результате увеличивалась величина формирования твердого мартенсита; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В варианте № 13, который представляет собой сравнительный пример, уровень содержания Mn имел величину, меньшую, чем диапазон настоящего изобретения, и в результате была большой величина формирования полигонального феррита, который формировался во время проведения охлаждения, и поэтому не добивались достижения предварительно определенного количества бейнитного феррита; следовательно, не добивались достижения желательного предела прочности при растяжении. Кроме того, вследствие большого количества полигонального феррита гетерофазные поверхности раздела, образованные в случае бейнитного феррита, исполняли функцию центров инициирования вязкопластического разрушения и хрупкого разрушения; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В варианте № 14, который представляет собой сравнительный пример, уровень содержания Ti имел величину, большую, чем диапазон настоящего изобретения, и в результате частицы TiN укрупнялись и исполняли функцию центров инициирования вязкопластического разрушения и хрупкого разрушения; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В варианте № 15, который представляет собой сравнительный пример, уровень содержания Ti имел величину, меньшую, чем диапазон настоящего изобретения, и в результате эффект измельчения аустенитных зерен при использовании пиннинг-эффекта нитрида Ti был недостаточным; следовательно, не добивались достижения желательных характеристик в испытании ИРПГ. В варианте № 16, который представляет собой сравнительный пример, уровень содержания Nb имел величину, меньшую, чем диапазон настоящего изобретения, и в результате эффект измельчения аустенитных зерен был недостаточным; следовательно, не добивались достижения желательных характеристик в испытании ИРПГ. Кроме того, не добивались достижения предварительно определенного количества карбонитрида Nb в бейнитном феррите; следовательно, не добивались достижения желательного предела прочности при растяжении.
Пример 2
Расплавленную сталь, имеющую химический состав стали Е, который продемонстрирован в таблице 1, и расплавленную сталь, имеющую химический состав стали G, который продемонстрирован в таблице 1, производили в ходе осуществления технологического процесса выплавки стали при использовании конвертера, а после этого формовали слябы, имеющие толщину 220 мм. Впоследствии в условиях, продемонстрированных в таблице 4, последовательно проводили стадию горячей прокатки (стадию нагревания, стадию первичной черновой прокатки, стадию охлаждения, стадию вторичной черновой прокатки и стадию чистовой прокатки), стадию ускоренного охлаждения и стадию смотки в рулон. Таким образом, изготавливали горячекатаные толстолистовые стали, характеризующиеся толщиной толстого листа в диапазоне от 13 до 26 мм.
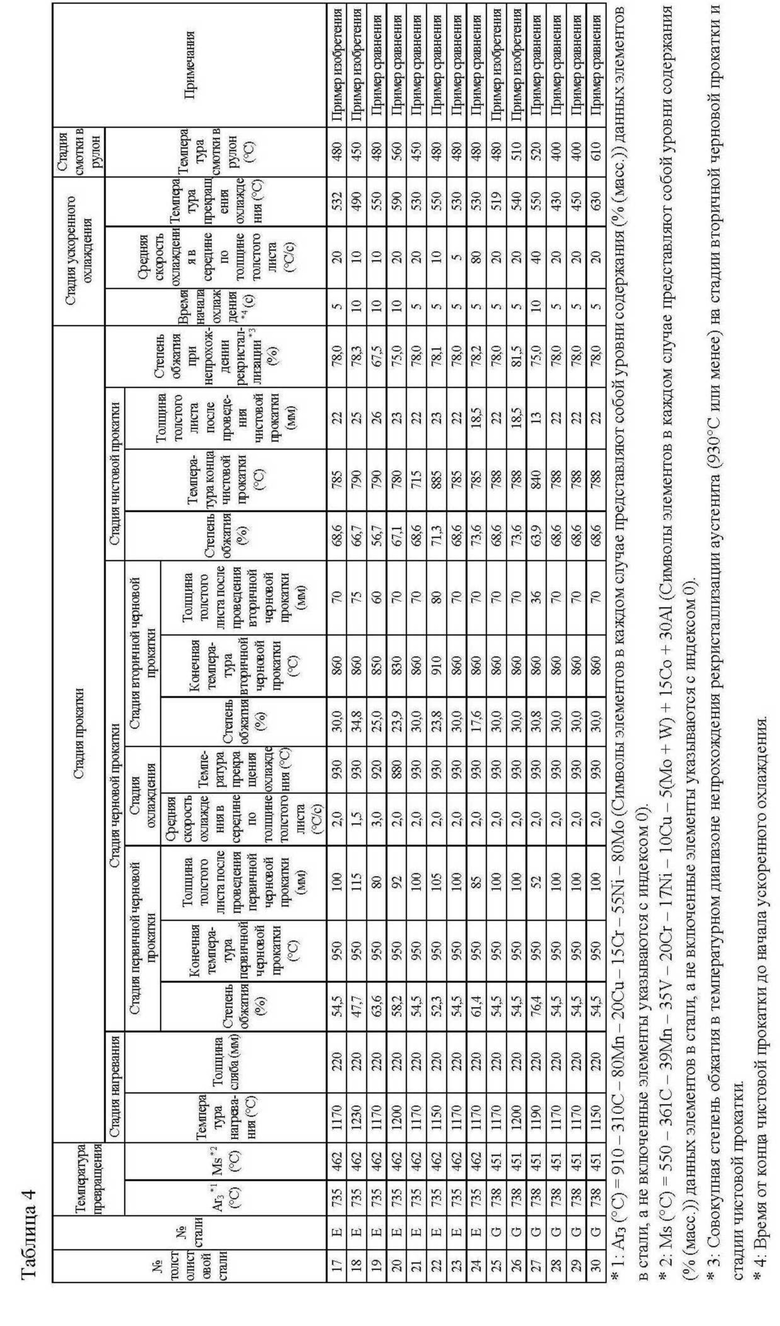
Как и в примере 1, для горячекатаных толстолистовых сталей, полученных в соответствии с представленным выше описанием изобретения, проводили испытание на растяжение образца полной толщины, испытание на удар по Шарпи и испытание ИРПГ получившего насечку в прессе образца полной толщины. В соответствии с этим, измеряли предел текучести при растяжении (YP), предел прочности при растяжении (TS), соотношение между пределом текучести при растяжении и пределом прочности при растяжении [YR (%) = (YP/TS) × 100], поглощенную энергию в испытании на удар по Шарпи (vE–40°C) и процент вязкопластического разрушения (SA–40°C). Полученные результаты демонстрируются в таблице 5.
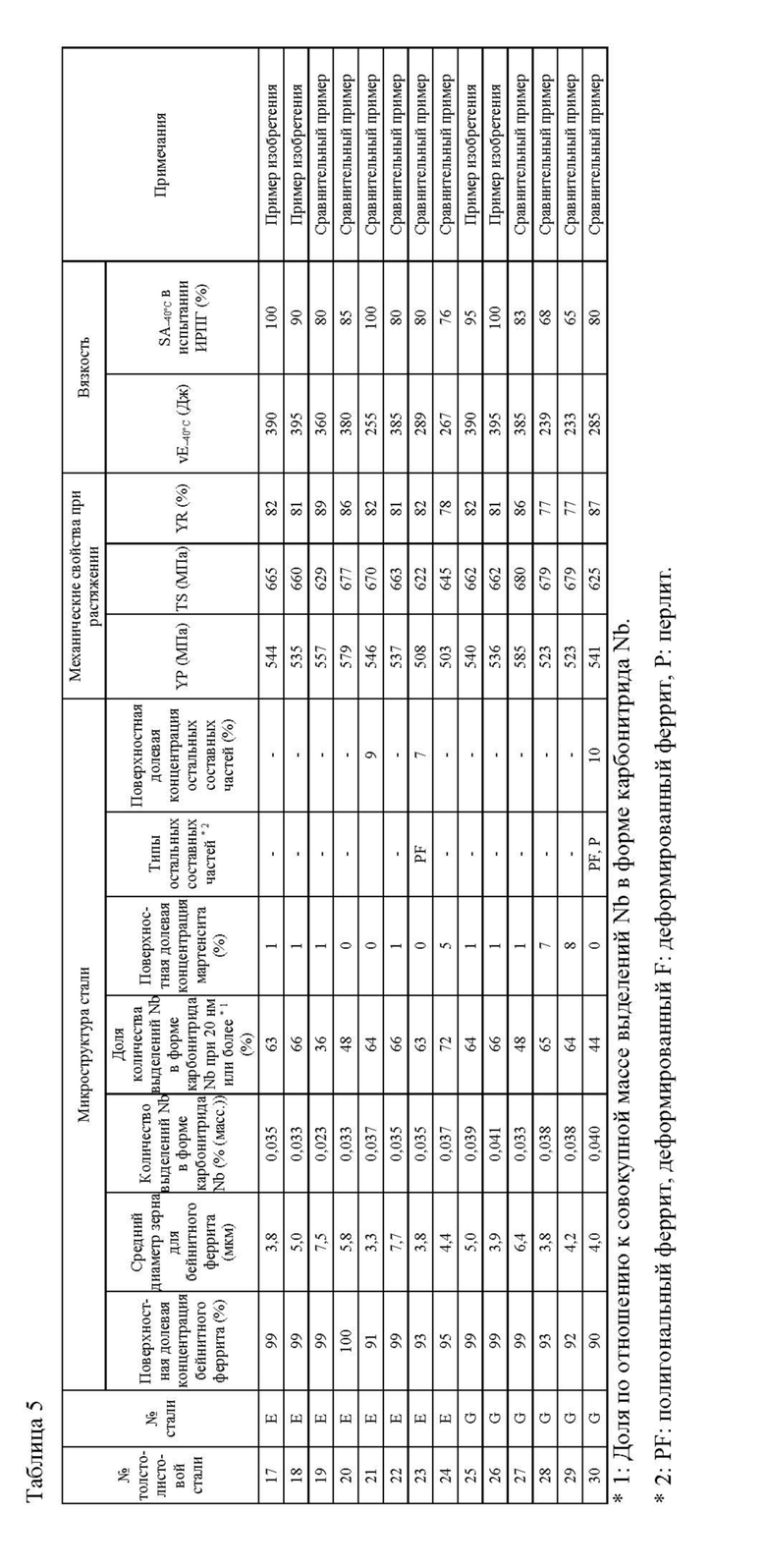
В таблице 5 демонстрируется нижеследующее. Горячекатаные толстолистовые стали №№ 17, 18, 25 и 26, которые удовлетворяли условиям изготовления настоящего изобретения, представляют собой примеры изобретения и находятся в соответствии с настоящим изобретением применительно к химическому составу и способу изготовления. Горячекатаные толстолистовые стали характеризовались пределом прочности при растяжении, составляющим 640 МПа или более, соотношением между пределом текучести при растяжении и пределом прочности при растяжении, составляющим 85% или менее, поглощенной энергией в испытании на удар по Шарпи при –40°С, составляющей 300 Дж или более, и процентом вязкопластического разрушения, составляющим 85% или более согласно определению в испытании ИРПГ при –40°С. Таким образом, горячекатаные толстолистовые стали являются характеризующимися низким соотношением между пределом текучести при растяжении и пределом прочности при растяжении, высокопрочными и высоковязкими горячекатаными толстолистовыми сталями, демонстрирующими высокую поглощенную энергию. В дополнение к этому, в варианте № 26 суммарная степень обжатия при прокатке для температурного диапазона непрохождения рекристаллизации находилась в подходящем для использования диапазоне, и в результате вследствие измельчения аустенита добивались достижения высоких уровней вязкости и характеристик в испытании ИРПГ.
В противоположность этому, в варианте № 19, который представляет собой сравнительный пример, суммарная степень обжатия при прокатке для температурного диапазона непрохождения рекристаллизации имела величину, меньшую, чем диапазон настоящего изобретения, и в результате эффект измельчения аустенитных зерен был недостаточным, что приводило к получению укрупненного среднего диаметра частицы для бейнитного феррита; следовательно, не добивались достижения желательных характеристик в испытании ИРПГ. Кроме того, не добивались достижения предварительно определенного количества карбонитрида Nb в микроструктуре; следовательно, не добивались достижения желательного предела прочности при растяжении. В варианте № 20, который представляет собой сравнительный пример, суммарная степень обжатия при прокатке для температурного диапазона непрохождения рекристаллизации имела величину, меньшую, чем диапазон настоящего изобретения, и в результате доля карбонитрида Nb при 20 нм или более соответствовала ее низкому уровню; следовательно, не добивались достижения желательного низкого соотношения между пределом текучести при растяжении и пределом прочности при растяжении. В варианте № 21, который представляет собой сравнительный пример, конечная температура подачи имела величину, меньшую, чем диапазон настоящего изобретения, и в результате увеличивалось количество деформированного феррита; это в результате приводило к получению низкого уровня поглощенной энергии в испытании на удар по Шарпи, что ассоциируется с возникновением разделения. В варианте № 22, который представляет собой сравнительный пример, конечная температура подачи имела величину, большую, чем диапазон настоящего изобретения, и в результате эффект измельчения аустенитных зерен был недостаточным, что приводило к получению укрупненного среднего диаметра частицы для бейнитного феррита; следовательно, не добивались достижения желательных характеристик в испытании ИРПГ. В варианте № 23, который представляет собой сравнительный пример, средняя скорость охлаждения во время проведения ускоренного охлаждения имела величину, меньшую, чем диапазон настоящего изобретения, и в результате была большой величина формирования полигонального феррита, который формировался во время проведения охлаждения, и поэтому не добивались достижения предварительно определенного количества бейнитного феррита; следовательно, не добивались достижения желательного предела прочности при растяжении. Кроме того, вследствие большого количества полигонального феррита гетерофазные поверхности раздела, образованные в случае бейнитного феррита, исполняли функцию центров инициирования вязкопластического разрушения и хрупкого разрушения; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В варианте № 24, который представляет собой сравнительный пример, средняя скорость охлаждения во время проведения ускоренного охлаждения имела величину, большую, чем диапазон настоящего изобретения, и в результате увеличивалась величина формирования твердого мартенсита; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В варианте № 27, который представляет собой сравнительный пример, суммарная степень обжатия при прокатке для температурного диапазона непрохождения рекристаллизации имела величину, меньшую, чем диапазон настоящего изобретения, и в результате эффект измельчения аустенитных зерен был недостаточным, что приводило к получению укрупненного среднего диаметра частицы для бейнитного феррита; следовательно, не добивались достижения желательных характеристик в испытании ИРПГ. Кроме того, доля карбонитрида Nb при 20 нм или более соответствовала ее низкому уровню; следовательно, не добивались достижения желательного низкого соотношения между пределом текучести при растяжении и пределом прочности при растяжении. В вариантах №№ 28 и 29, которые представляют собой сравнительные примеры, температура прекращения охлаждения для ускоренного охлаждения и/или температура смотки в рулон имели величину, меньшую, чем диапазоны настоящего изобретения, и в результате увеличивалась величина формирования твердого мартенсита; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В варианте № 30, который представляет собой сравнительные примеры, температура прекращения охлаждения для ускоренного охлаждения и температура смотки в рулон имели величину, большую, чем диапазоны настоящего изобретения, и в результате были большими количества феррита и перлита, которые формировались во время проведения охлаждения и смотки в рулон, которые имели место после прекращения ускоренного охлаждения, и поэтому не добивались достижения предварительно определенного количества бейнитного феррита; следовательно, не добивались достижения желательного предела прочности при растяжении. Кроме того, гетерофазные поверхности раздела, образованные в случае бейнитного феррита, исполняли функцию центров инициирования вязкопластического разрушения и хрупкого разрушения; следовательно, не добивались достижения желательных поглощенной энергии в испытании на удар по Шарпи и характеристик в испытании ИРПГ. В дополнение к этому, температура смотки в рулон была высокой, и в результате в избыточной степени формировались мелкие частицы карбонитрида Nb, и поэтому доля карбонитрида Nb при 20 нм или более соответствовала ее низкому уровню; следовательно, не добивались достижения желательного низкого соотношения между пределом текучести при растяжении и пределом прочности при растяжении.
Применимость в промышленности
При использовании характеризующейся низким соотношением между пределом текучести при растяжении и пределом прочности при растяжении, высокопрочной и высоковязкой горячекатаной толстолистовой стали, демонстрирующей высокую поглощенную энергию, настоящего изобретения, предназначенной для магистральной трубы, которую используют для транспортирования природного газа, сырой нефти и тому подобного, вносится значительный вклад в улучшение эффективности транспортирования в ходе проведения операции при высоком давлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОЛСТОЛИСТОВАЯ СТАЛЬ ДЛЯ ВЫСОКОПРОЧНЫХ И ИМЕЮЩИХ ВЫСОКУЮ УДАРНУЮ ПРОЧНОСТЬ СТАЛЬНЫХ ТРУБ И СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ СТАЛИ | 2017 |
|
RU2698036C1 |
| ГОРЯЧИЙ РУЛОН ДЛЯ ПРИМЕНЕНИЯ В ТРУБОПРОВОДЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2553172C1 |
| Способ производства толстолистового проката классов прочности K80, X100, L690 для изготовления электросварных труб магистральных трубопроводов | 2017 |
|
RU2635122C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА КЛАССОВ ПРОЧНОСТИ К65, Х80, L555 ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2013 |
|
RU2549023C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
| Способ производства горячекатаных листов из низколегированной стали класса прочности К65 для электросварных прямошовных труб с высокой деформационной способностью | 2022 |
|
RU2790840C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ТОЛСТОСТЕННОГО ВЫСОКОПРОЧНОГО МАГИСТРАЛЬНОГО ТРУБОПРОВОДА, СВАРНЫЕ СТАЛЬНЫЕ ТРУБЫ ДЛЯ ТОЛСТОСТЕННОГО ВЫСОКОПРОЧНОГО МАГИСТРАЛЬНОГО ТРУБОПРОВОДА И СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ СТАЛЬНОЙ ТРУБЫ | 2017 |
|
RU2699381C1 |
| Способ производства горячекатаных листов из низколегированной стали класса прочности К60 толщиной до 40 мм | 2018 |
|
RU2675891C1 |
| ВЫСОКОТВЕРДЫЙ ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2674796C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2015 |
|
RU2581696C1 |
Изобретение относится к области металлургии, а именно к горячекатаной толстолистовой стали, используемой для изготовления высокопрочных сварных труб для магистральных трубопроводов. Сталь имеет химический состав, содержащий, в мас.%: С: от 0,04 до 0,08, Si: от 0,01 до 0,50, Mn: от 1,2 до 2,0, Р: от 0,001 до 0,010, S: 0,0030 или менее, Al: от 0,01 до 0,08, Nb: от 0,050 до 0,100, Ti: от 0,005 до 0,025, N: от 0,001 до 0,006, по меньшей мере один элемент, выбранный из Cu: от 0,01 до 1,00, Ni: от 0,01 до 1,00, Cr: от 0,01 до 1,00, Мо: от 0,01 до 1,00, V: от 0,01 до 0,10 и В: от 0,0005 до 0,0030, остальное - Fe и неизбежные примеси. В микроструктуре в положении на 1/2 толщины толстолистовой стали поверхностная долевая концентрация мартенсита составляет менее чем 3%, а поверхностная долевая концентрация бейнитного феррита составляет 95% или более. Бейнитный феррит имеет средний диаметр зерна, составляющий 6,0 мкм или менее. Количество выделений Nb в форме карбонитрида Nb составляет 0,025 мас.% или более, а количество выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, составляет 50% или более от совокупной массы выделений Nb в форме карбонитрида Nb. Обеспечивается получение высокопрочной и высоковязкой толстолистовой стали, обладающей высокой поглощенной энергией при испытании на удар по Шарпи при -40°С. 3 н. и 1 з.п. ф-лы, 5 табл., 2 пр.
1. Горячекатаная толстолистовая сталь, характеризующаяся химическим составом и микроструктурой,
при этом химический состав содержит, при выражении в мас.%:
С: от 0,04% или более до 0,08% или менее,
Si: от 0,01% или более до 0,50% или менее,
Mn: от 1,2% или более до 2,0% или менее,
Р: от 0,001% или более до 0,010% или менее,
S: 0,0030% или менее,
Al: от 0,01% или более до 0,08% или менее,
Nb: от 0,050% или более до 0,100% или менее,
Ti: от 0,005% или более до 0,025% или менее,
N: от 0,001% или более до 0,006% или менее,
по меньшей мере один элемент, выбранный из Cu: от 0,01% или более до 1,00% или менее, Ni: от 0,01% или более до 1,00% или менее, Cr: от 0,01% или более до 1,00% или менее, Мо: от 0,01% или более до 1,00% или менее, V: от 0,01% или более до 0,10% или менее и В: от 0,0005% или более до 0,0030% или менее,
при этом остаток представляет собой Fe и неизбежные примеси,
при этом в микроструктуре в положении на 1/2 толщины толстолистовой стали поверхностная долевая концентрация мартенсита составляет менее чем 3%, поверхностная долевая концентрация бейнитного феррита составляет 95% или более, причем бейнитный феррит характеризуется средним диаметром зерна, составляющим 6,0 мкм или менее, количество выделений Nb в форме карбонитрида Nb составляет 0,025 мас.% или более, а количество выделений Nb в форме карбонитрида Nb, характеризующихся диаметром зерна, составляющим 20 нм или более, составляет 50% или более от совокупной массы выделений Nb в форме карбонитрида Nb,
при этом горячекатаная толстолистовая сталь характеризуется пределом прочности при растяжении, составляющим 640 МПа или более, соотношением между пределом текучести при растяжении и пределом прочности при растяжении, составляющим 85% или менее, поглощенной энергией в испытании на удар по Шарпи при –40°С, составляющей 300 Дж или более, и процентом вязкопластического разрушения (числом SA), составляющим 85% или более согласно определению при испытании на разрыв падающим грузом при –40°С.
2. Горячекатаная толстолистовая сталь по п. 1, в которой химический состав также содержит, при выражении в мас.%, по меньшей мере один элемент, выбранный из:
Са: от 0,0005% или более до 0,0100% или менее,
редкоземельный металл: от 0,0005% или более до 0,0200% или менее,
Zr: от 0,0005% или более до 0,0300% или менее и
Mg: от 0,0005% или более до 0,0100% или менее.
3. Способ изготовления горячекатаной толстолистовой стали по п. 1 или 2, включающий в себя:
формовку горячекатаной толстолистовой стали посредством нагрева стального сляба, имеющего указанный химический состав, до температуры в диапазоне от 1100°С или более до 1250°С или менее, а после этого прокатки сляба в температурном диапазоне прохождения рекристаллизации аустенита, а впоследствии проведения прокатки в температурном диапазоне непрохождения рекристаллизации аустенита при суммарной степени обжатия при прокатке, составляющей более чем 75%, при этом конечная температура прокатки находится в диапазоне от (температуры Ar3 + 30°С) или более до (температуры Ar3 + 130°С) или менее;
после этого охлаждение горячекатаной толстолистовой стали до температурного диапазона от температуры Ms или более до (температуры Ms + 150°С) или менее посредством проведения ускоренного охлаждения при средней скорости охлаждения в диапазоне от 10°С/с или более до 60°С/с или менее, при этом температурный диапазон и средняя скорость охлаждения относятся к середине по толщине толстолистовой стали; и
смотку в рулон горячекатаной толстолистовой стали при температуре в диапазоне от 450°С или более до 600°С или менее.
4. Способ изготовления горячекатаной толстолистовой стали по п. 1 или 2, включающий в себя:
формовку горячекатаной толстолистовой стали посредством нагрева стального сляба, имеющего указанный химический состав, до температуры в диапазоне от 1100°С или более до 1250°С или менее, а после этого первичную черновую прокатку сляба в температурном диапазоне прохождения рекристаллизации аустенита, впоследствии охлаждение сляба до температурного диапазона непрохождения рекристаллизации аустенита при средней скорости охлаждения, составляющей 1,5°С/с или более, причем средняя скорость охлаждения относится к середине по толщине толстолистовой стали, и проведения вторичной черновой прокатки и чистовой прокатки в температурном диапазоне непрохождения рекристаллизации аустенита при суммарной степени обжатия при прокатке для вторичной черновой прокатки и чистовой прокатки, составляющей более чем 75%, при этом конечная температура прокатки находится в диапазоне от (температуры Ar3 + 30°С) или более до (температуры Ar3 + 130°С) или менее;
после этого охлаждение горячекатаной толстолистовой стали до температурного диапазона от температуры Ms или более до (температуры Ms + 150°С) или менее посредством ускоренного охлаждения при средней скорости охлаждения в диапазоне от 10°С/с или более до 60°С/с или менее, причем температурный диапазон и средняя скорость охлаждения относятся к середине по толщине толстолистовой стали; и
смотку в рулон горячекатаной толстолистовой стали при температуре в диапазоне от 450°С или более до 600°С или менее.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ВЫСОКОПРОЧНОЙ ТРУБЫ, ИЗГОТОВЛЕННОЙ ПУТЕМ КОНТАКТНОЙ СВАРКИ, ОБЛАДАЮЩИЙ СТОЙКОСТЬЮ К ВОЗДЕЙСТВИЮ СЕРНИСТОГО ГАЗА И ИСКЛЮЧИТЕЛЬНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2360013C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПИЩЕВЫХ ВОЛОКОН | 2008 |
|
RU2393228C2 |
| WO 2016157862 A1, 06.10.2016 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

