Изобретение касается способа изготовления декоративной бумаги, а также к декоративной бумаге.
Декоративные материалы покрытий, так называемая декоративная бумага, являются специальной бумагой для отделки поверхностей древесных материалов. Из-за высоких требований к внешнему виду к декоративной бумаге также предъявляются самые высокие требования. Для достижения оптимальных печатных свойств бумага требует особенно высокой формации, гладкости и стабильности размеров. Необходимая при обработке пропитка синтетической смолой требует ее равномерного проникновения в бумагу. Пропитка с последующим прессованием служит, прежде всего, для снижения восприимчивости поверхности к механической, термической и химической нагрузкам (например, истирание, царапание, вода, растворитель, водяной пар и пары растворителя).
Существует интерес к уменьшению способности бумаги впитывать смолу. Для этого известны, в принципе, два пути.
С одной стороны, предпринимались попытки уплотнить декоративную бумагу и оставить в ней, таким образом, меньше полостей, которые могут быть заполнены смолой. На этот эффект уже указывалось, например, в преамбуле к описанию в DE 10134302 С1. Однако этот способ не удалось широко реализовать на практике.
Известен также другой путь уменьшения способности декоративной бумаги впитывать смолу. После изготовления декоративной бумаги можно промазать ее клеем. Здесь на поверхности в режиме «он-лайн» или «оф-лайн» наносятся преимущественно акрилатные дисперсии. За счет этого поверхность бумаги частично герметизируется, и смола хуже проникает в бумагу. Возможно также уменьшение при этом капиллярного действия бумажных волокон.
В частности, последний способ применяется только для бумаг, которые (еще) не запечатаны. Перед печатью необходимо решить, будет ли использоваться бумага с меньшей способностью впитывать смолу (экономящая смолу бумага) или нет.
Здесь помощь может оказать изобретение, которое ставит своей задачей создание способа изготовления декоративной бумаги, при котором не требуется предварительного выбора бумаги, в частности «экономящей смолу бумаги».
Согласно изобретению эта задача решается посредством способа с отличительными признаками пункта 1 формулы изобретения. За счет того, что на бумагу после печати декора наносится алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия, для изготовления декоративной бумаги можно использовать как традиционную, так и экономящую смолу бумагу. Соответственно и, в частности, новым является то, что настройка экономии смолы в описанном здесь способе происходит после печати и что для этого используется алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия. До сих пор такие дисперсии не использовались при декорировании бумаги. За счет нанесения после печати повышается гибкость в выборе печатной бумаги-основы со стороны печатника. Изготовление бумаги всегда обуславливает минимальное количество соответствующей настройки. Отсюда возникают минимальные снимаемые количества, которые ограничивают возможность печатника.
Правда, известно использование полиуретанов в качестве лаковых систем на имеющей или не имеющей печатный декор бумаге. В противоположность изобретению речь идет, однако, о лаках, к которым следует добавлять отвердитель. Эти лаковые поверхности представляют собой барьер от окружающей среды; бумага больше не пропитывается или не отделывается иным образом, а кашируется на материалы. Такая мера здесь не предусмотрена.
В качестве другого предпочтительного побочного эффекта способа повышается также светостойкость изготовленной согласно изобретению декоративной бумаги. Для повышения светостойкости декоративной бумаги в соответствии с уровнем техники на декоративную бумагу перед прессованием накладываются, например, оверлеи, также покрытые акрилатными дисперсиями. В этих мерах в предложенном способе нет необходимости.
Другие предпочтительные варианты способа следуют, в частности, из признаков зависимых пунктов формулы.
Другая задача изобретения состоит в создании декоративной бумаги, которая имела бы повышенную светостойкость и могла бы рентабельно изготавливаться.
Согласно изобретению эта задача решается посредством декоративной бумаги с отличительными признаками пункта 11 формулы изобретения. За счет того, что декоративная бумага содержит, по меньшей мере, одну сердцевину, печатный слой и введенную в сердцевину алифатическую, поликарбонатсодержащую, анионную полиуретановую дисперсию, может быть создана декоративная бумага, которая имеет повышенную светостойкость и может рентабельно изготавливаться, поскольку в качестве исходного материала сердцевины может использоваться как «экономящая», так и «не экономящая смолу бумага».
Другие предпочтительные варианты предложенной декоративной бумаги следуют, в частности, из признаков зависимых пунктов формулы.
Другие признаки и преимущества изобретения поясняются с помощью нижеследующего описания предпочтительных примеров его осуществления со ссылкой на прилагаемые таблицы и чертежи, на которых представляют:
- табл. 1-5: паспорт безопасности на Bayhydrol®XP 2606;
- табл. 6-8: паспорт на продукт Bayhydrol®;
- фиг.1: схему способа;
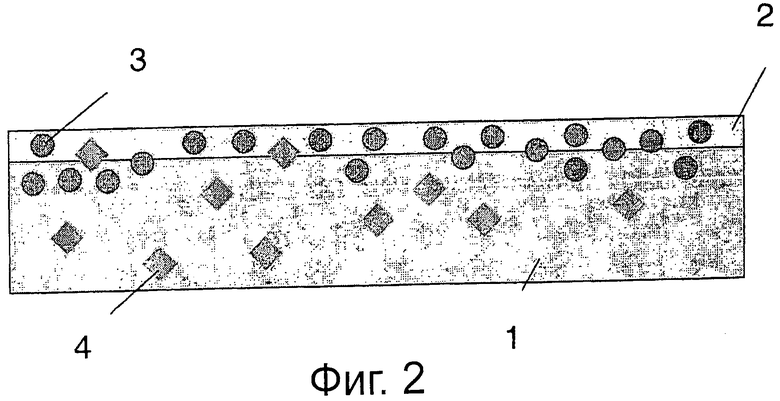
- фиг.2: схематичное сечение декоративной бумаги согласно изобретению.
На бумагу с печатным декором наносится алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия. Это может быть продукт Bayhydrol®XP 2606 фирмы «Байер» или иной сопоставимый продукт (Bayhydrol является зарегистрированным знаком фирмы «Байер АГ», 51373 Леверкузен). Полиуретановая дисперсия уменьшает капиллярное действие, причем поликарбонат вызывает адгезию дисперсии в капиллярах, которые за счет этого определенным образом сужаются. Решающий для дальнейшей обработки бумаги рН-показатель устанавливается за счет концентрации анионов. Алифаты повышают светостойкость.
После нанесения не происходит видимого изменения цвета бумаги-основы с печатным декором. Таким образом, печатный продукт может изготавливаться на выбор в настройке «экономия смолы» или «стандарт» без необходимости согласования цветов. Последнее обязательно требуется при использовании экономящей смолу бумаги за счет изменения впитываемости краски при печати.
Алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия, в частности продукт Bayhydrol®XP 2606, смешивается в соотношении 25 частей на 75 частей (массовых частей) воды и наносится на печать с сухой массой около 5 г/м2. Эти параметры являются ориентировочными значениями и могут изменяться для разных бумаг. Нанесение осуществляется либо глубокой печатью посредством фоновых цилиндров в последней печатной секции в режиме «он-лайн», либо «оф-лайн» другим подходящим способом, например в лакировальной секции.
В таблицах 1-8 содержатся паспорт безопасности и паспорт на продукт алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия, в частности дисперсия, распространяемая под фирменным названием Bayhydrol®. В них приведены свойства используемой предпочтительно для предложенного способа алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии. Следует заметить, что речь идет при этом только о предпочтительной дисперсии. В принципе, рассматривается, разумеется, любая другая алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия.
На фиг.1 схематично изображен предложенный способ.
На фиг.2 в схематичном сечении изображена изготовленная предложенным способом декоративная бумага. В основном, она включает в себя сердцевину 1, печатный слой 2, введенную в сердцевину 1 алифатическую, поликарбонатсодержащую, анионную полиуретановую дисперсию 3 и, в частности, слой смолы или введенные частицы 4 смолы.
Предложенный способ может особенно предпочтительно применяться в следующих случаях в качестве примера.
Особые преимущества возникают в связи с красками с металлическим эффектом, в частности, так называемыми перламутровыми красками.
Важное эстетическое свойство декоров, печатаемых перламутровыми красками, состоит в достигаемой за счет этого степени блеска. Она существенно зависит от количества нанесенных перламутровых пигментов в перламутровой краске. В случае печати перламутровых пигментов в качестве одноцветного цветового оттенка они обычно фиксируются напечатанной сверху смесью в качестве связующего. Количество пигментов нельзя увеличивать произвольно, поскольку бумага должна сохранять способность к пропитке. Слишком большое количество приводит к частичной герметизации поверхности, и смола недостаточно проникает в бумагу, что приводит к дефектам пропитки и, тем самым, к слишком высокому проценту брака. С другой стороны, степень блеска зависит от текучести и отверждения смолы. Слишком быстрое отверждение вызывает слишком малый блеск, поскольку смола во время прессования недостаточно растекается и принимает (блестящую) структуру прессующего листа. В худшем случае образуются пятна, что также приводит к браку.
Предложение по повышению блеска и предотвращению дефектов пропитки уже описано в публикации ЕР 1361074 В1. Нанесение щелочного раствора оказывает положительное влияние на текучесть смолы. Однако вещество должно наноситься отдельно.
Повышение степени блеска может быть достигнуто также за счет того, что смесь для фиксации пигментов заменяется алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсией. По отношению к описанным в пункте 1 формулы изобретения этапам способа это означает, что печатание декора на бумаге (этап i) осуществляется содержащей перламутровые пигменты краской. Затем наносится алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия (этап ii).
По сравнению с ЕР 1361074 В1 продукт может изготавливаться с печатной секцией меньше, что повышает гибкость и уменьшает затраты, например энергозатраты.
Степень блеска полученных таким образом поверхностей очень высокая. При необходимости, может быть достигнута более высокая степень блеска по сравнению с блеском, полученным с помощью описанного в ЕР 1361074 В1 вещества. К тому же бумага становится менее восприимчивой к отклонениям в производственном процессе во время пропитки и прессования.
Особые преимущества возникают также в связи с так называемым плоским положением.
Проблема при дальнейшей обработке пропитанной бумаги состоит в том, что ее стороны выпрямляются. Специалист называет это поведение керлингом. Он возникает из-за того, что бумага может изготавливаться неполностью симметрично. Асимметрия усиливается за счет одностороннего запечатывания. Кроме того, керлинг зависит также от окружающих условий, особенно от влажности воздуха помещения, в котором обрабатывается бумага. Желательно, однако, плоское положение бумаги, т.е. небольшой керлинг.
Из уровня техники специалисту известны различные способы уменьшения керлинга. Для его минимизации либо микроклимат помещения поддерживается более влажным, либо бумага еще перед намоткой или после размотки увлажняется водой с обратной стороны.
Также в этом случае помощь могут оказать предложенные способ и декоративная бумага. За счет нанесения алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии на обратную сторону бумаги уменьшается асимметрия, по меньшей мере, бумаги с печатным декором. В частности, за счет дисперсии в бумаге сохраняются также такие свойства, как экономия смолы и повышенная гибкость.
Особые преимущества возникают также в связи с так называемой непрозрачностью.
Декоративная бумага должна быть достаточно непрозрачной, чтобы от стружечной плиты ничего не просвечивало. Непрозрачность зависит от количества ТiО2, введенного в бумагу. Если необходимо повысить непрозрачность, то вводят больше TiO2. Однако это удается только при одновременном повышении плотности, поскольку сетка бумажных волокон не может удерживать произвольно много TiO2. Бумага становится менее стабильной, а ее прочность на разрыв уменьшается.
Также в этом случае за счет предложенных способа и декоративной бумаги могут быть достигнуты преимущества. TiO2 может быть в качестве краски напечатан на существующей бумаге. Эта надпечатка герметизируется за счет печати сверху алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии. В результате ее отверждения после печати повышается разрывная прочность бумаги. При равной плотности может производиться бумага, имеющая повышенную непрозрачность и обладающая в то же время описанными выше преимуществами.
Особые преимущества возникают также в связи с ростом бумаги.
В частности, при изготовлении ламинатных полов рост бумаги во время пропитки является центральной темой. Отдельные панели должны иметь ожидаемую ширину; плитки должны оставаться квадратными. Особым требованием является прессуемая синхронно с отпечатком пористая структура. В уровне техники это реализуется за счет того, что рост бумажного полотна на основе поглощения смолы определяется эмпирически и учитывается в печатных данных. Колебания в поведении при росте, обусловленные колебаниями производственного процесса, вызывают значительный брак. Чтобы гарантировать симметричный рост бумаги, она должна браться из середины бумагоделательной машины, чтобы последнюю нельзя было использовать на полную ширину, поскольку бумагоделательная машина может быть также вдвое шире обрабатывающих машин.
Также в этом случае за счет предложенных способа и декоративной бумаги могут быть достигнуты преимущества. За счет нанесения подходящего количества алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии рост бумаги можно уменьшить с текущих 1,5% почти до 0. Отвержденная после печати алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия фиксирует ширину бумаги. Во время пропитки бумага больше не растет.
Как правило, алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия наносится на печатную сторону. Как показывает применение «плоское положение», нанесение может быть предпочтительным также на обратной стороне бумаги.
ТАБЛИЦА 6
Bayhydrol®XP 2606
Тип: алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия, не содержит растворитель.
Форма поставки: примерно 35%-ный водный раствор, нейтрализован N-этилдиизопропиламином (связан в виде соли) в соотношении примерно 35/64/1.
Применение: связующее для получения разбавляемых водой покрытий для полимерных подложек и древесных материалов.
Параметры*
Прочие данные**
ТАБЛИЦА 7
Растворимость/разбавляемость: в воде/водой
Свойства/применение: продукт был разработан специально для покрытия полимерных подложек. Помимо применения для покрытия ПВХ-полов связующее показывает на большом числе полимерных подложек высококачественный профиль свойств, так что возможно применение в качестве наполнителя и покрывного лака (одно- и двухкомпонентных). Также возможно применение для покрытия древесины и мебели.
Bayhydrol®XP 2606 дает покрытия с высокими стойкостью к химикалиям и погодостойкостью, дополнительно отличающиеся вязкоупругим профилем свойств.
Существуют очень хорошие возможности комбинирования с полиэфирными, полиуретановыми и акрилатными дисперсиями, однако в каждом отдельном случае требуется проверка. Также возможны комбинации с водными УФ-системами. Кроме того, существует возможность дополнительного отверждения, например составом Bayhydur® XP 2570, для повышения стойкости. Соотношение смешивания основного лака с отвердителем составляет, как правило, 10:1.
Для пленкообразования Bayhydrol®XP 2606 требует коалесцирующего средства. Хорошие результаты были достигнуты со смесями бутилгликоль/бутилдигликоль/Dowanol®TPnB (0,6:0,6:3,8).
ТАБЛИЦА 8
Устойчивость при хранении: продукт является стойким при хранении в течение примерно 6 месяцев в герметично закупоренной оригинальной таре при температурах выше температуры замерзания и при максимальной температуре 40°С.
Безопасность. Возможные опасности: не является опасным продуктом в смысле «Положения об опасных веществах» или Инструкций ЕС 67/548/EWG или 1999/45/EG.
Следует принять во внимание паспорт безопасности. Он содержит, в том числе, данные по маркировке, транспортировке и хранению, а также информацию об обращении, безопасности продукта и экологии.
Важное указание: речь идет об опытном продукте, окончательное заключение о котором отсутствует. Поэтому производитель не может взять на себя гарантию на поведение продукта при обработке и использовании.
Изобретение относится к способу изготовления декоративной бумаги, а также к декоративной бумаге. Способ изготовления декоративной бумаги включает в себя печатание декора на бумаге; нанесение алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии, причем после нанесения алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии на бумагу с печатью наносят смолу. Декоративная бумага включает в себя, по меньшей мере, одну сердцевину, печатный слой и введенную в сердцевину алифатическую, поликарбонатсодержащую, анионную полиуретановую дисперсию, причем бумага насыщена аминопластичными смолами. Техническим результатом заявляемого изобретения являются создание декоративной бумаги, которая имела бы повышенную светостойкость и могла бы рентабельно изготавливаться. 2 н. и 11 з.п. ф-лы, 2 ил., 8 табл.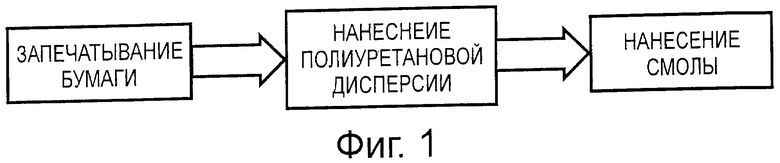
1. Способ изготовления декоративной бумаги, отличающийся тем, что он включает в себя следующие этапы:
i) печатание декора на бумаге;
ii) нанесение алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии, причем после нанесения алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии на бумагу с печатью наносят смолу.
2. Способ по п.1, отличающийся тем, что за счет нанесения алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии бумага имеет рН-показатель 7-7,2.
3. Способ по п.1, отличающийся тем, что алифатическая, поликарбонатсодержащая, анионная полиуретановая дисперсия, в частности продукт Bayhydrol®XP 2606, смешивают в соотношении 25 частей на 75 частей воды.
4. Способ по п.1, отличающийся тем, что алифатическую, поликарбонатсодержащую, анионную полиуретановую дисперсию, в частности продукт Bayhydrol®XP 2606, наносят на печать с сухой массой около 5 г/м2.
5. Способ по п.1, отличающийся тем, что алифатическую, поликарбонатсодержащую, анионную полиуретановую дисперсию наносят глубокой печатью посредством фоновых цилиндров, в частности в последней печатной секции в режиме «он-лайн» или «оф-лайн».
6. Способ по п.1, отличающийся тем, что алифатическую, поликарбонатсодержащую, анионную полиуретановую дисперсию наносят в лакировальной секции.
7. Способ по п.1, отличающийся тем, что бумагу запечатывают краской с металлическим эффектом, в частности перламутровой краской.
8. Способ по п.1, отличающийся тем, что алифатическую, поликарбонатсодержащую, анионную полиуретановую дисперсию наносят на не имеющую печатного слоя сторону бумаги.
9. Способ по п.1, отличающийся тем, что на бумагу печатают декор TiO2-содержащей краской.
10. Декоративная бумага, включающая в себя, по меньшей мере, одну сердцевину (1), печатный слой (2) и введенную в сердцевину (1) алифатическую, поликарбонатсодержащую, анионную полиуретановую дисперсию, причем бумага насыщена аминопластичными смолами (4).
11. Бумага по п.10, отличающаяся тем, что она изготовлена способом по любому из пп.1-9.
12. Бумага по п.10, отличающаяся тем, что печатный слой образован содержащей перламутровый пигмент или ТiO2-содержащей краской.
13. Бумага по п.10, отличающаяся тем, что сердцевина (1) на обращенной к печатному слою (2) стороне снабжена слоем алифатической, поликарбонатсодержащей, анионной полиуретановой дисперсии.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ БУМАГИ | 1996 |
|
RU2138593C1 |
| ФОРИМПРЕГНАТ, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ДЕКОРАТИВНАЯ БУМАГА | 2002 |
|
RU2265624C2 |
| Промежуточный привод цепи конвейера | 1986 |
|
SU1361074A1 |

