Изобретение относится к области изготовления труб с наружными спиральными ребрами, используемых в теплообменных аппаратах.
Известен способ изготовления тонкостенных труб со спиральными ребрами, включающий закрутку тонкостенной трубы с продольными ребрами при местном нагреве (авторское свидетельство СССР 292391; опубл. 25.07.1973, Бюл. №31). При этом закручивание трубы осуществляют непрерывным поворотом скручивающей втулки, неподвижной в осевом направлении и имеющей шлицевые пазы, через которую протягивается труба с ребрами.
Недостатком известного способа является то, что нагрев осуществляется без защиты поверхности от окисления, при этом образуется трудноудаляемый кислотным травлением окисный слой. При изготовлении труб из химически активных сплавов, например из сплавов титана, необходимо проведение обработки труб в щелочном расплаве с последующим кислотным травлением, обеспечивающим отсутствие α-слоя после финишной термообработки, что создает в последующем необходимость утилизации щелочного расплава и нейтрализации травильных растворов.
Наиболее близким по технической сущности является способ изготовления труб со спиральными ребрами из химически активных металлов и их сплавов (патент RU 2434701, опубл. 27.11.2011), принятый за прототип, включающий закрутку трубы с наружными продольными ребрами при местном нагреве участка трубы и одновременной подаче инертного газа на наружную поверхность трубы между зоной местного нагрева и зоной закрепления конца трубы и охлаждением трубы до температуры не выше 350°С. При этом не менее 95% инертного газа направляют от очага нагрева, а в сторону нагревателя подается не более 5% от общего объема.
В известном способе, благодаря пониженной температуре при скрутке трубы и активному охлаждению инертным газом, достигается минимальная скорость окисления и формируется тонкий окисный слой, которая растворяется в объеме металла трубы при последующей вакуумной термообработке. За счет исключения операции травления, обеспечивается более экономичный и экологически чистый процесс производства.
Недостатком известного способа при изготовлении ребристых труб из химически активных металлов и их сплавов является образование труднорастворимого окисного слоя из-за ограниченной подачи инертного газа в зону нагрева и, соответственно, необходимости снижения температуры в зоне нагрева. Окисный слой при растворении в металле во время последующей термообработки образует газонасыщенный α-слой, который по условиям эксплуатации труб из химически активных металлов и их сплавов в парогенераторах не допускается и должен быть удален кислотным травлением. Кроме того, интенсивное охлаждение и снижение температуры металла в зоне скрутки приводит к нестабильности механических свойств и, как следствие, к локальной нестабильности шага скрутки и формированию остаточных напряжений, которые при последующей термообработке приводят к раскручиванию трубы, что также негативно влияет на шаг скрутки и приводит к получению непостоянного шага на скрученной трубе.
Таким образом, известный способ не позволяет получать тонкостенные ребристые трубы с постоянным шагом скрутки и не обеспечивает требуемое качество поверхности из химически активных металлов и их сплавов, например из сплавов титана.
Задачей заявляемого изобретения является разработка способа изготовления труб со спиральными ребрами из химически активных металлов и их сплавов, например из сплавов титана, без использования дорогостоящих, экологически опасных процессов щелочного травления, обеспечивающего изготовление труб с постоянным шагом и с качеством поверхности, соответствующим условиям эксплуатации.
Технический результат достигается тем, что в способе изготовления труб со спиральными ребрами из химически активных металлов и их сплавов, включающем закрутку труб с наружными продольными ребрами в процессе ее продольного перемещения при местном нагреве трубы, подачу инертного газа на внутреннюю и на наружную поверхности трубы с ее охлаждением, отличительным является то, что подачу инертного газа начинают перед включением местного нагрева, на наружную поверхность трубы инертный газ подают в зону местного нагрева трубы и на участок трубы, выходящий из этой зоны, местный нагрев трубы производят до температуры:
Тпп - 150°С≤Τнагр≤Тпп - 30°С,
где Τнагр - температура местного нагрева трубы;
Τпп - температура полиморфного превращения материала трубы,
при этом охлаждение трубы осуществляют до температуры, не превышающей температуру образования окисного слоя, растворимого кислотным травлением.
Предпочтительно инертный газ на наружную поверхность трубы подавать в зону нагрева по трубке, объединяющей в своем внутреннем пространстве зону местного нагрева трубы с зоной охлаждения.
Оптимально в качестве инертного газа использовать гелий.
В качестве материала трубки, объединяющей в своем внутреннем пространстве зону местного нагрева трубы с зоной охлаждения, предпочтительно использовать оптически прозрачное стекло.
Верхняя граница диапазона температуры нагрева участка трубы обусловлена необходимостью предотвращения фазового α/β превращения и нарушением однородности макро- и микроструктуры. Нижняя граница температуры нагрева участка трубы обусловлена тем, что при любом химическом составе химически активных металлов и их сплавов металл будет нагрет выше температуры рекристаллизации. И тем самым будет обеспечена стабильность механических свойств в зоне скрутки горячего металла. При охлаждении трубы до температуры, не превышающей температуру образования окисного слоя, растворимого кислотным травлением, в среде инертного газа и дальнейшем охлаждении на воздухе, на поверхности трубы образуется окисный слой, легко удаляемый при кислотном травлении в стандартных травильных растворах, что дает возможность исключить необходимость щелочного травления. Указанная температура подбирается опытным путем и регулируется расходом инертного газа.
Изобретение поясняется чертежами, на которых изображены:
- на фиг. 1 представлена обрабатываемая труба, зоны ее местного нагрева и охлаждения;
- на фиг. 2 - обрабатываемая труба, зоны ее местного нагрева и охлаждения, соединенные посредством трубки.
Способ реализуют следующим образом.
Пример 1
Холоднокатаную трубу 1 (фиг. 1) с прямыми ребрами из сплава титана ПТ-7М с температурой полиморфного превращения Тпп=940°С, прошедшую химико-термическую обработку, задают на ось скручивания через индуктор 2, обеспечивающий местный нагрев и полую втулку устройства охлаждения трубы 3, один конец трубы закрепляют в тянущем патроне (не показан) с обеспечением возможности подачи на внутреннюю поверхность трубы инертного газа, задний конец трубы соединяют с устройством закрутки (не показано), затем включают подачу инертного газа гелия внутрь трубы и на наружную поверхность трубы, включают местный нагрев с температурой металла от 790°С (Тпп - 150°С) до 910°С (Тпп - 30°С) в зоне нагрева и, одновременно, включают перемещение тянущего патрона. При этом за счет подачи инертного газа в зону нагрева и зону охлаждения трубы расход газа подбирают таким образом, чтобы на выходе из зоны охлаждения температура металла не превышала Ткт=550°С, подобранную опытным путем. После скручивания и охлаждения трубу обрабатывают в растворе азотно-плавиковой кислоты, промывают в холодной и горячей воде.
Пример 2
Холоднокатаную трубу 1 (фиг. 2) с прямыми ребрами их сплава ПТ-1М с температурой полиморфного превращения 890°С, прошедшую химико-термическую обработку, задают на ось скручивания через индуктор 2, обеспечивающий местный нагрев, трубку из оптически прозрачного кварцевого стекла 4 и полую втулку устройства охлаждения трубы 3, один конец трубы закрепляют в тянущем патроне (не показан) с обеспечением возможности подачи на внутреннюю поверхность трубы инертного газа гелия, задний конец трубы соединяют с устройством закрутки (не показано), затем включают подачу инертного газа гелия внутрь трубы и на наружную поверхность трубы, включают местный нагрев с температурой металла от 740°С (Тпп - 150°С) до 860°С (Тпп - 30°С) в зоне нагрева и одновременно включают перемещение тянущего патрона. При этом за счет подачи инертного газа в зону нагрева и зону охлаждения трубы, расход газа подбирают таким образом, чтобы на выходе из зоны охлаждения температура металла не превышала Ткт=570°С, подобранную опытным путем.
После скручивания трубы обрабатывают в растворе азотно-плавиковой кислоты, промывают в холодной и горячей воде.
На трубах, изготовленных из сплавов ПТ-7М и ПТ-1М, не выявлено термического окисного слоя и газонасыщенного α-слоя. Геометрически размеры труб и шаг скрутки соответствуют требованиям технических условий.
Аналогичные результаты были получены на трубах из сплава циркония Э110.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ СО СПИРАЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2434701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С НАРУЖНЫМИ СПИРАЛЬНЫМИ РЕБРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2521938C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ СО СПИРАЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2430802C1 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ ИЗ ТИТАНОВОГО СПЛАВА Ti-3Al-2,5V | 2014 |
|
RU2583566C1 |
| Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами | 2016 |
|
RU2635650C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2478448C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРУЕМЫХ ТРУБ ИЗ ДВУХФАЗНЫХ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2010 |
|
RU2463376C2 |

Изобретение относится к области изготовления труб с наружными спиральными ребрами, используемых в теплообменных аппаратах. Способ включает закрутку трубы с наружными продольными ребрами в процессе ее продольного перемещения при местном нагреве трубы, подачу инертного газа на внутреннюю и на наружную поверхности трубы с ее охлаждением. Изготовление труб с постоянным шагом и требуемым качеством поверхности без использования процессов щелочного травления обеспечивается за счет того, что подачу инертного газа начинают перед включением местного нагрева, на наружную поверхность трубы инертный газ подают в зону местного нагрева трубы и на участок трубы, выходящий из этой зоны, местный нагрев трубы производят до регламентированной температуры, при этом охлаждение трубы осуществляют до температуры, не превышающей температуру образования окисного слоя, растворимого кислотным травлением. 3 з.п. ф-лы, 2 ил., 2 пр.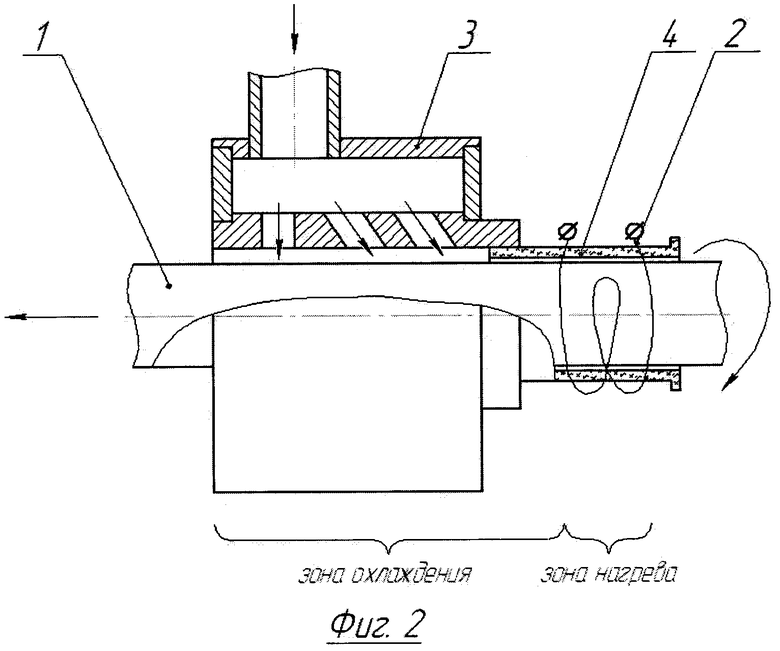
1. Способ изготовления труб со спиральными ребрами из химически активных металлов и их сплавов, включающий закрутку трубы с наружными продольными ребрами в процессе ее продольного перемещения при местном нагреве трубы, подачу инертного газа на внутреннюю и на наружную поверхности трубы с ее охлаждением, отличающийся тем, что подачу инертного газа производят перед включением местного нагрева, причем на наружную поверхность трубы инертный газ подают в зону местного нагрева трубы и на участок трубы, выходящий из этой зоны, а местный нагрев трубы производят до температуры Tнагр:
Tпп-150°C≤Tнагр≤Tпп-30°C,
где Tпп - температура полиморфного превращения материала трубы,
при этом охлаждение трубы осуществляют до температуры, не превышающей температуру образования окисного слоя, растворимого кислотным травлением.
2. Способ по п. 1, отличающийся тем, что инертный газ на наружную поверхность трубы подают по трубке, объединяющей в своем внутреннем пространстве зоны местного нагрева и охлаждения трубы.
3. Способ по п. 1, отличающийся тем, что в качестве инертного газа используют гелий.
4. Способ по п. 2, отличающийся тем, что в качестве материала трубки используют оптически прозрачное стекло.
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ СО СПИРАЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2434701C1 |
| Способ изготовления тонкостенных труб со спиральными ребрами | 1981 |
|
SU963594A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С МНОГОЗАХОДНЫМИ ВИНТОВЫМИ ГОФРАМИ | 1998 |
|
RU2147477C1 |
| DE 3627121 A1, 11.02.1988. | |||

