Настоящее изобретение относится к способу измельчения порций битумного материала в твердом состоянии на пригодные для повторного использования гранулы небольших размеров.
Как известно, за последние несколько лет возросла необходимость в обеспечении возможности повторного использования битумных отходов, образующихся в процессах производства или использования продуктов, изготовленных с использованием битумных материалов, таких как, например, битумные мембраны, битумные пленки, битумная черепица и другие материалы на основе битума, обычно используемые в строительстве.
Для этого было предложено устройство, способное измельчать битумный материал с получением гранул небольших размеров, которые затем повторно используют в технологических процессах для производства новых продуктов указанного выше типа на основе битума.
Измельчение битумных отходов на гранулы при помощи указанных выше устройств, как правило, осуществляют в ходе так называемого «высокотемпературного процесса», который, в сущности, предусматривает стадию нагревания битумных отходов в высокотемпературной камере нагрева таким образом, чтобы достичь размягчения битумных отходов, которые при этом переходят из твердого в полутвердое состояние, и стадию подачи полученного таким образом полутвердого материала на ротационную режущую головку, которая измельчает полутвердые отходы битума на полутвердые гранулы. После указанных операций полутвердые гранулы переводят в твердое состояние посредством стадии их охлаждения.
Способам и устройствам описанного выше типа присуща техническая проблема, заключающаяся в том, что они недостаточно эффективны с точки зрения потребления энергии. Фактически необходимость подвода тепла к камере нагрева, а затем охлаждения полутвердых гранул требует подвода к такому устройству чрезвычайно высокой электрической мощности, что в целом является причиной относительно большого потребления электроэнергии.
Кроме того, в указанных выше способах и устройствах измельчение на гранулы битумных отходов с полиэфирным слоем часто является неполным. Фактически нагревание полиэфирного слоя вызывает образование пластиковых волокон, которые с трудом отделяются от ротационной головки и, следовательно, удерживают некоторые гранулы во время их охлаждения соединенными друг с другом, из-за чего образуются конгломераты битумного материала относительно больших размеров.
В документе ЕР1236790 описан способ производства таблеток, в котором в качестве исходного материала используются пластиковые отходы, которые подают в доменную печь, цементную печь и т.п.
Задачей настоящего изобретения, следовательно, является обеспечение способа полного и удовлетворяющего требованиям измельчения порций битумного материала, находящегося в твердом состоянии, на пригодные для повторного использования гранулы при подведении меньшей электрической мощности, чем электрическая мощность, необходимая в упоминаемых выше способах.
В соответствии с настоящим изобретением обеспечивается способ измельчения порций битумного материала на пригодные для повторного использования гранулы, как указано в пункте 1 формулы изобретения и, предпочтительно, но необязательно, в любом другом пункте, прямо или косвенно зависимом от пункта 1.
Далее настоящее изобретение описано со ссылкой на прилагаемые чертежи, поясняющие не носящий ограничительного характера пример его осуществления, на которых:
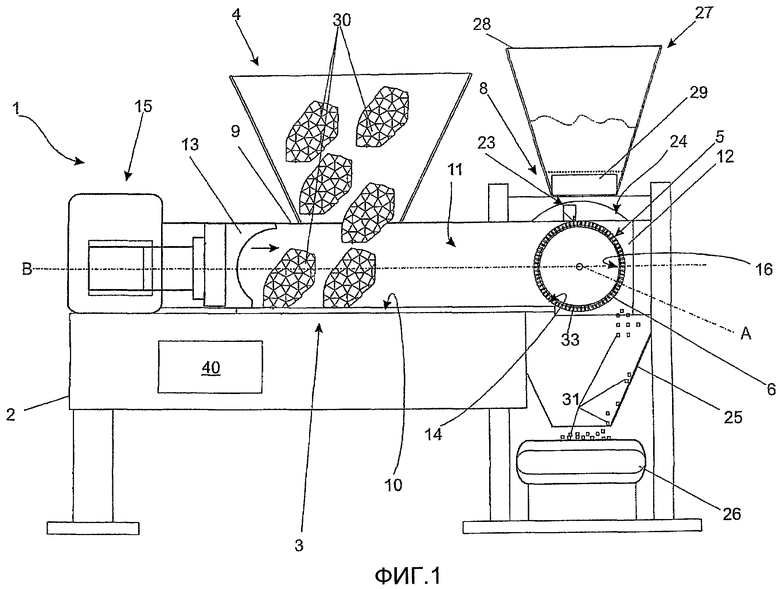
фиг.1 представляет собой схематический вертикальный вид сбоку, на котором некоторые детали даны в разрезе, а некоторые опущены для ясности, устройства для измельчения порций битумного материала на пригодные для повторного использования гранулы, соответствующего настоящему изобретению;
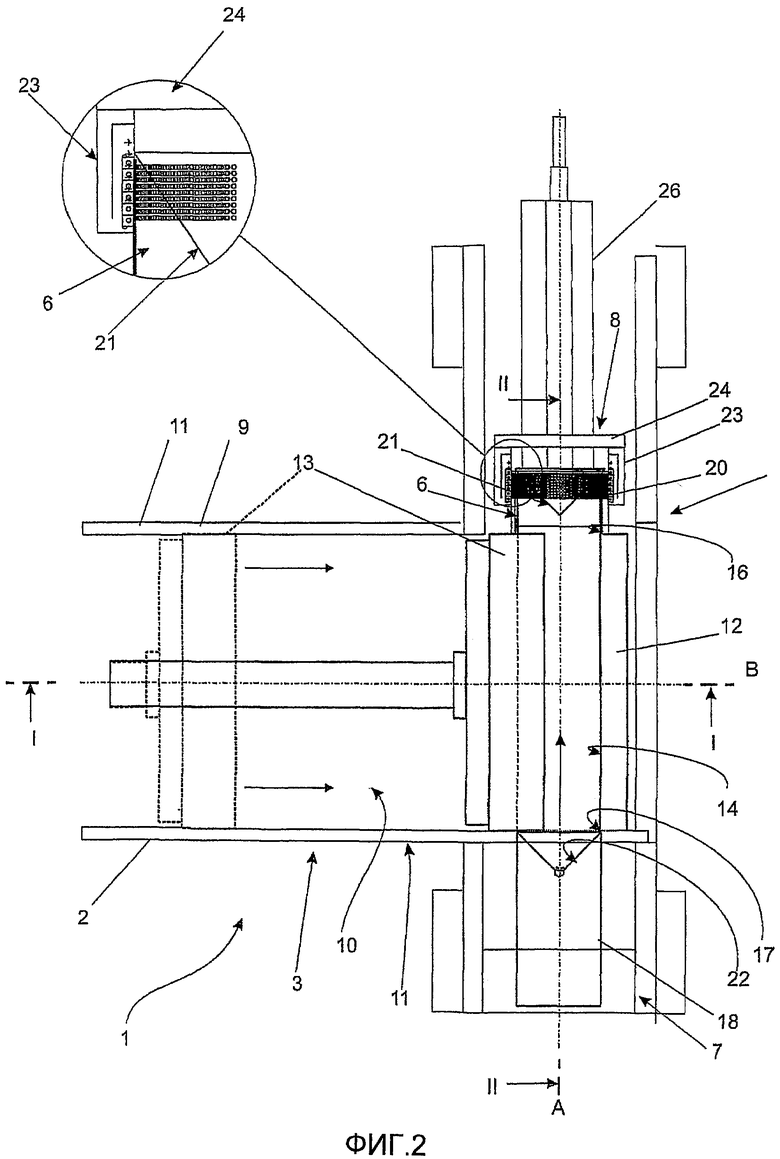
фиг.2 представляет собой вид сверху, на котором некоторые детали даны в разрезе, а некоторые опущены для ясности, устройства, показанного на фиг.1;
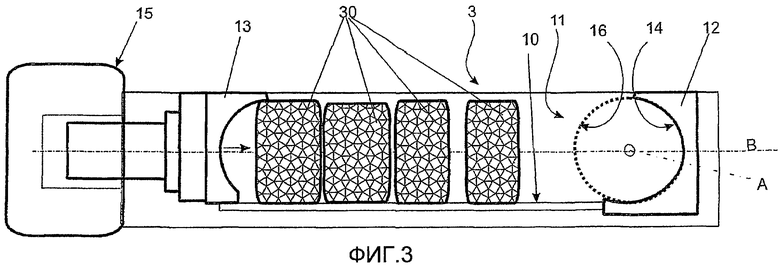
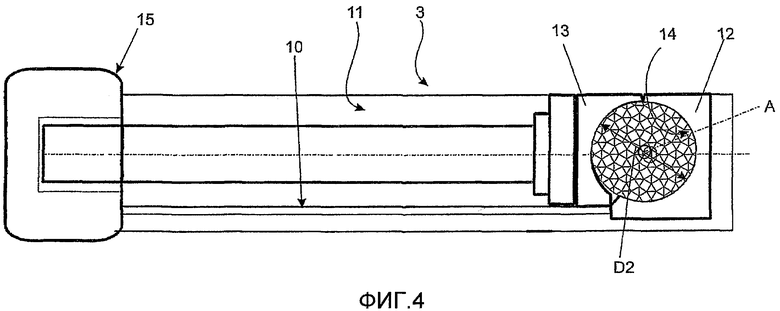
фиг.3 и 4 поясняют конструкцию измельчающего узла данного устройства в первом рабочем положении и втором рабочем положении соответственно, согласно разрезу I-I на фиг.2;
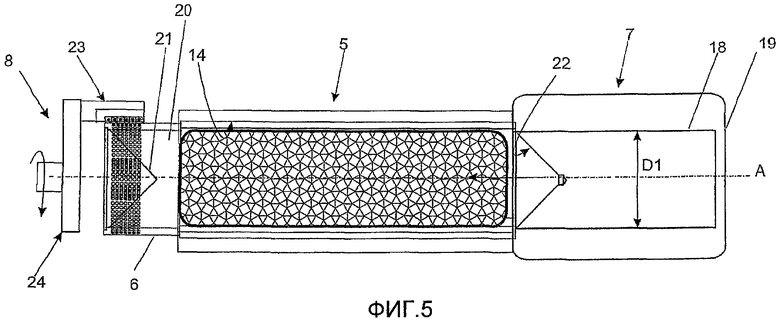
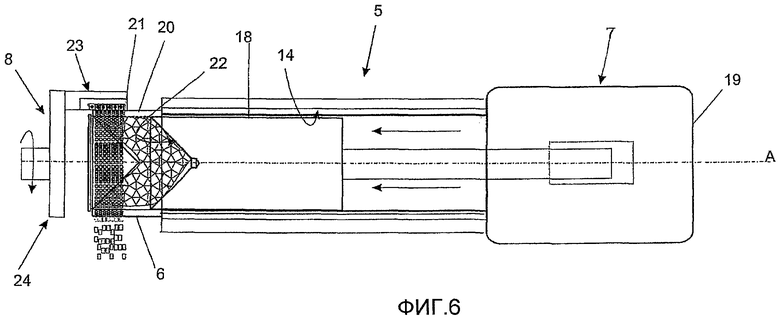
фиг.5 и 6 представляют собой два схематических вида, на которых некоторые детали даны в разрезе, а некоторые опущены для ясности, уплотняющего узла данного устройства в двух различных рабочих состояниях в соответствии с разрезом II-II на фиг.2;
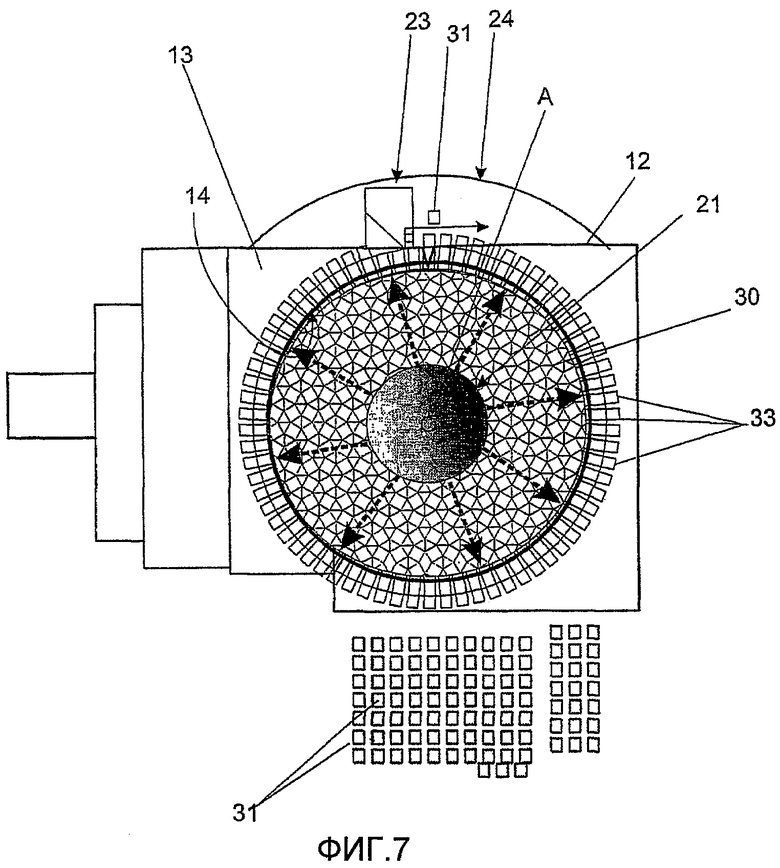
фиг.7 представляет собой вертикальный вид сбоку режущего элемента устройства, показанного на фиг.1.
На фиг.1-7 номером 1 обозначено устройство в целом, предназначенное для измельчения порций 30 битумного материала, источником которого, предпочтительно, но не обязательно, являются битумные отходы в твердом состоянии, такие как, например, битумные мембраны, битумные пленки, битумная черепица и другие подобные им материалы, используемые в строительстве, на твердые гранулы 31, пригодные для повторного использования в ходе последующих процессов производства продуктов из битумного материала.
Следует отметить, что устройство 1 способно измельчать не только порции битумных отходов, но также и целые рулоны или листы битумного материала или подобных материалов.
Устройство 1 включает раму 2 для опоры на землю, уплотняющий узел 3, установленный с опорой на раму 2, предназначенный для приема порций 30, подаваемых из воронки 4, и их самоуплотнения таким образом, чтобы образовывались плотные агломераты заданной формы, и измельчающий узел 5, установленный с опорой на раму 2, функцией которого является «холодное измельчение» агломератов на гранулы 31 небольшого размера в ходе процесса экструдирования и резки, более подробно описанного далее.
В своей основе измельчающий узел 5 включает перфорированный трубчатый элемент 6 (показан на фиг.2), который расположен вдоль продольной оси А, продавливающий узел 7, предназначенный для проталкивания твердых порций 30 в перфорированный трубчатый элемент 6 таким образом, чтобы под действием силы сжатия битумный материал проходил через отверстия перфорированного трубчатого элемента 6, в результате чего образовывалось множество, по существу, нитевидных экструдированных порций 33 битумного материала, и режущий элемент 8, предназначенный для нарезания экструдированных порций 33, выходящих из отверстий таким образом, чтобы образовывались гранулы 31 небольшого размера.
Что касается уплотняющего узла 3, он включает коробчатый элемент 9, по существу, в форме параллелепипеда, который расположен вдоль оси В, поперечной продольной оси А, и включает, в свою очередь, базовую поверхность 10, по существу, прямоугольной формы, жестко присоединенную к раме 2, по существу, в горизонтальном положении, две ограждающие боковые стенки 11, обращенные друг к другу и проходящие от наружной границы базовой поверхности 10 параллельно оси В, две боковые стенки, обозначенные 12 и 13, каждая из которых простирается вдоль наружной границы базовой поверхности 10 параллельно продольной оси А.
В частности, боковая стенка 12 жестко соединена с базовой поверхностью 9 в фиксированном положении, тогда как противоположная стенка 13 закреплена подвижно вдоль оси В таким образом, чтобы она имела возможность скользить, причем в это время ее нижний край остается на базовой поверхности 10, в направлении от и к фиксированной боковой стенке 12, таким образом, чтобы образовывать с последней и с ограждающими боковыми стенками 11 внутреннюю камеру 14 с переменным объемом.
Кроме того, уплотняющий узел снабжен приводным узлом 15, включающим движительный механизм, напримерэлектрический привод линейного перемещения или привод любого другого типа, приводимый в движение, предпочтительно, но необязательно, электромотором, который соединен с подвижной боковой стенкой 13 и предназначен для того, чтобы по команде перемещать ее из положения загрузки порций материала (фиг.1 и 3), в котором эта подвижная боковая стенка 13 находится в положении, соответствующем наружной границе базовой поверхности 10, в положение уплотнения материала, показанное на фиг.2 или фиг.4, в котором подвижная боковая стенка 13 располагается, предпочтительно, но необязательно, так, что ее верхний край касается соответствующего верхнего края боковой стенки 12.
В данном случае в положении загрузки порций материала внутренняя камера 14 имеет максимальный внутренний объем, что делает возможным размещение внутри нее порций материала 30 из воронки 4 (фиг.3), тогда как в положении уплотнения материала внутренняя камера 13 имеет минимальный внутренний объем с целью формирования агломератов порций 30 (фиг.4).
В примере, показанном на фиг.3 и 4, двум боковым стенкам 12 и 13 придана такая форма, чтобы, предпочтительно, но необязательно, они представляли собой два полуцилиндра, соответствующие вогнутые поверхности которых обращены друг к другу таким образом, чтобы в положении уплотнения материала внутренняя камера 14 имела, по существу, форму цилиндра (фиг.4).
Более подробно, в положении уплотнения материала цилиндр, образованный внутренней камерой 14, охватывает продольную ось А, является открытым как с первого конца, с тем, чтобы сообщаться через отверстие 16, имеющееся в ограждающей боковой стенке 11, со входным отверстием перфорированного трубчатого элемента 6, и с противоположного конца с тем, чтобы сообщаться через отверстие 17, имеющееся в ограждающей боковой стенке 11 напротив перфорированного трубчатого элемента 6, с продавливающим узлом 7, чтобы последний имел возможность проходить через внутреннюю камеру 14.
В примере, показанном на фиг.5 и 6, продавливающий узел в основном включает поршень 18, установленный подвижно вдоль продольной оси А, и движительное устройство 19, предназначенное для перемещения поршня 18 вдоль продольной оси А между задним положением, показанным на фиг.5, и выдвинутым положением, показанным на фиг.6, в котором поршень 18 проходит вдоль оси А таким образом, что пересекает всю внутреннюю камеру 14 до тех пор, пока его собственный свободный конец, то есть соответствующая головка, не окажется, по меньшей мере частично, внутри перфорированного трубчатого элемента 6.
Более подробно, поршень 18 имеет такую форму, что его наружный диаметр D1 приближенно, до погрешности, равен внутреннему диаметру D2 внутренней камеры 14, образованной двумя боковыми стенками 12 и 13 в соответствующем положении уплотнения материала.
Что касается перфорированного трубчатого элемента 6 измельчающего узла 5, он включает перфорированный цилиндрический стакан 20, охватывающий продольную ось А и жестко прикрепленный к коробчатому элементу 9, предпочтительно, но необязательно, посредством закругленного трубчатого элемента с таким же внутренним диаметром, что и у перфорированного трубчатого элемента 6.
В примере, показанном на фиг.2, 5 и 6, один конец перфорированного цилиндрического стакана 20, противоположный коробчатому элементу 9, закрыт выступающей частью 21, которая направлена по продольной оси А и имеет форму, по существу, дополнительную вогнутой части 22 головки поршня 18.
Более подробно, в примере, показанном на фиг.5 и 6, выступающая часть 21 и вогнутая часть 22, каждая, имеют форму усеченного конуса и такой размер, что, когда поршень 18 находится в соответствующем выдвинутом положении, выступающая часть 21 поршня 18 входит внутрь вогнутой части 22.
Что касается вместо этого режущего элемента 8, он включает один или более инструментов 23, каждый из которых опирается на наружную боковую стенку перфорированного цилиндрического стакана 20 и сконструирован вращающимся вокруг продольной оси А таким образом, чтобы проходить по всему периметру перфорированного цилиндрического стакана 20 с целью измельчения порций 33, экструдированных через перфорированный цилиндрический стакан 20.
Режущий элемент 8 дополнительно включает вращающуюся головку 24, которая предназначена для поддержания инструментов 23 и для того, чтобы поворачивать их вокруг продольной оси А таким образом, чтобы измельчать порции 33, экструдированные через перфорированный цилиндрический стакан 20. Вращательное движение может быть придано вращающейся головке 24 посредством вала электродвигателя (не показан), такого как, например, электромотор или любое другое подобное устройство.
Каждый из инструментов 23 соединен с вращающейся головкой 24 таким образом, что располагается параллельно продольной оси А по всей длине перфорированной части перфорированного цилиндрического стакана 20 и может включать ряды режущих пластин, предпочтительно, но необязательно, прямоугольной формы.
Как показано на фиг.1, устройство 1 дополнительно включает лоток 25, предназначенный для выгрузки гранул 31, который неподвижно закреплен на раме 2 под перфорированным цилиндрическим стаканом 20 так, чтобы иметь возможность перемещать измельченные гранулы 31, получаемые в результате нарезания, на конвейерное устройство 26, такое как, например, ленточный конвейер или винтовой конвейер, которое, в свою очередь, установлено так, что один его конец, по меньшей мере частично, располагается под выходным отверстием разгрузочного лотка 25.
Кроме того, устройство 1, предпочтительно, но не обязательно, включает распределительное устройство 27, предназначенное для посыпания измельченных гранул, предпочтительно, но не обязательно, карбонатом кальция для сохранения их преимущественно отделенными друг от друга. В данном случае в примере, показанном на фиг.1, распределительное устройство 27 в основном включает воронку 28, расположенную, предпочтительно, но необязательно, сверху от перфорированного цилиндрического стакана 20, и, предпочтительно, но необязательно, просеивающее устройство 29, установленное между разгрузочным отверстием воронки 28 и перфорированным цилиндрическим стаканом 20 и предназначенное для просеивания карбоната кальция перед его нанесением на гранулы 31.
Кроме того, описанное выше устройство снабжено электронным блоком 40 (фиг.1), который координирует работу уплотняющего узла 4 и измельчающего узла 5 в соответствии с описанным далее способом.
Далее приведено описание способа измельчения порций битумного материала на пригодные для повторного использования гранулы, при этом предполагается, что поршень 18 изначально находится в заднем положении (фиг.5), подвижная боковая стенка 13 находится в соответствующем положении загрузки (фиг.3), а вращающаяся головка 24 вращается вокруг оси А.
Способ измельчения материала в своей основе предусматривает приведение в действие воронки 4 для подачи порций 30 во внутреннюю камеру 14.
После завершения загрузки определенного количества порций 30 во внутреннюю камеру 14 (фиг.3) электронный блок 40 подает командный сигнал на уменьшение объема внутренней камеры 14. На этой стадии электронный блок 40 подает командный сигнал на перемещение боковой стенки 13 из положения загрузки в положение уплотнения, в котором боковая стенка 13 приходит в контакт с боковой стенкой 12, таким образом выполняя уплотнение порций 30 и формируя плотный агломерат (фиг.4).
Когда боковая стенка 13 достигла положения уплотнения, электронный блок 40 подает командный сигнал на продвижение продавливающего узла 9 из заднего положения (фиг.5) в выдвинутое положение (фиг.6). На этой стадии электронный блок 40 подает командный сигнал на продвижение поршня 18, который проталкивает агломерированные порции 30 в перфорированный трубчатый элемент 6, принуждая битумный материал под действием сжатия проходить через отверстия перфорированного трубчатого элемента 6 с образованием экструдированных порций 33 (фиг.7). В данном случае продольное усилие, прилагаемое поршнем 18 к массе уплотненных порций 30, надлежащим образом преобразуется выступающей частью 21, имеющей форму усеченного конуса, в радиальное усилие, направленное к внутренней стенке перфорированного цилиндрического стакана 20, в результате чего осуществляется экструдирование битумного материала.
На данной стадии выходящие из отверстий нитевидные экструдированные порции 33 нарезаются инструментами 23 на куски длиной в несколько миллиметров с получением, таким образом, гранул 31. После операции нарезания гранулы 31 посредством падения перемещаются на конвейерное устройство 26 через разгрузочный лоток 25. На стадии нарезания гранулы посыпают карбонатом кальция при помощи распределительного устройства 27.
Описанному выше способу свойственно множество преимуществ. Во-первых, этот способ легко осуществим благодаря тому, что устройство чрезвычайно просто изготовить, и с учетом того, что нет необходимости нагревать и/или охлаждать порции битумного материала или гранулы, потребляется меньше электроэнергии и, следовательно, достигается снижение энергопотребление.
Кроме того, благодаря «холодному» механическому нарезанию порций битумного материала, осуществляемого соответствующими инструментами, возможно полностью измельчать также продукты, в которых битумное основание снабжено полиэфирным слоем, без образования каких-либо пластиковых волокон.
Наконец, ясно, что в описанные и поясненные в данном документе устройство и способ могут быть внесены модификации и изменения, не выходящие за пределы существа настоящего изобретения, соответствующего тому, что изложено в прилагаемой формуле изобретения.
Предложен способ измельчения порций битумного материала больших размеров в твердом состоянии на пригодные для повторного использования гранулы небольших размеров, включающий стадии проталкивания порций битумного материала в перфорированный трубчатый элемент таким образом, чтобы путем сжатия продавливать битумный материал сквозь отверстия указанного перфорированного трубчатого элемента с целью получения множества, по существу, нитевидных экструдированных порций указанного битумного материала, и нарезания экструдированных порций, выходящих из указанных отверстий указанного перфорированного трубчатого элемента, с получением гранул небольших размеров. Изобретение позволяет уменьшить энергозатраты при измельчении битумного материала. 7 з.п. ф-лы, 7 ил.
1. Способ измельчения порций (30) больших размеров битумного материала в твердом состоянии на пригодные для повторного использования гранулы (31) в твердом состоянии, отличающийся тем, что он включает стадии, на которых:
размещают перфорированный цилиндрический стакан (20), имеющий продольную ось (A);
осуществляют сжатие указанных порций (30) с получением плотного агломерата, ориентированного, по существу, по продольной оси (A);
проталкивают указанные спрессованные порции (30) битумного материала вдоль продольной оси (A) в перфорированный цилиндрический стакан (20) для обеспечения путем сжатия радиального продавливания битумного материала сквозь отверстия перфорированного цилиндрического стакана (20) для получения множества, по существу, нитевидных экструдированных порций (33) битумного материала; и
нарезают экструдированные порции (33), выходящие из отверстий перфорированного трубчатого элемента (6), с получением гранул (31).
2. Способ по п.1, включающий стадию, на которой устанавливают, по меньшей мере, один режущий инструмент (23), по существу, в соприкосновении с наружной боковой стенкой перфорированного цилиндрического стакана (20) и осуществляют вращение режущего инструмента (23) вокруг продольной оси (A) для измельчения экструдированных порций (33) материала, выходящих из отверстий в перфорированном цилиндрическом стакане (20).
3. Способ по п.1, включающий стадию, на которой осуществляют сжатие указанных порций (30) в камере (14) с переменным объемом, включающей две боковые стенки (12) (13), установленные параллельно продольной оси (A) на расстоянии напротив друг друга; при этом способ включает стадию перемещения одной из стенок (13) к другой боковой стенке (12) вдоль оси (B), по существу, поперечной к продольной оси (A).
4. Способ по п.3, включающий стадию, на которой осуществляют перемещение подвижной боковой стенки (13) из положения загрузки указанных порций (30) в камеру (14) с переменным объемом тогда, когда объем камеры (14) с переменным объемом является максимальным, в положение уплотнения указанных порций (30) с получением компактного агломерата в камере (14) с переменным объемом тогда, когда боковая стенка (13) устанавливается, по меньшей мере частично, в соприкосновении с другой боковой стенкой (12), и внутренний объем камеры (14) с переменным объемом является минимальным.
5. Способ по п.4, в котором боковые стенки (12) (13) имеют такую форму, что представляют собой два полуцилиндра, соответствующие вогнутые поверхности которых обращены друг к другу таким образом, что в указанном положении уплотнения камера (14) с переменным объемом имеет, по существу, форму цилиндра, охватывающего продольную ось (A).
6. Способ по п.5, включающий стадию, на которой осуществляют перемещение поршня (18) между задним положением вне камеры (14) с переменным объемом и выдвинутым положением, в котором поршень (18) проходит вдоль продольной оси (A) таким образом, что пересекает камеру (14) с переменным объемом так, что его собственная головка оказывается, по меньшей мере частично, внутри перфорированного цилиндрического стакана (20).
7. Способ по п.6, в котором перфорированный цилиндрический стакан (20) включает внутреннюю выступающую часть (21), которая имеет форму, по существу, дополнительную вогнутой части (22) головки поршня (18); при этом выступающая часть (21) направлена по продольной оси (A) таким образом, что входит внутрь вогнутой части (22) поршня (18).
8. Способ по п.7, в котором вогнутая часть (22) и выступающая часть (21) имеют форму, по существу, усеченного конуса.
| Пневматическая барабанная лебедка на тележке | 1931 |
|
SU31111A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БИТУМА ИЗ КРОВЕЛЬНЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1993 |
|
RU2117532C1 |
| DE 10031047 A1, 17.01.2002 | |||
| Гранулятор | 1979 |
|
SU874150A1 |

