Настоящее изобретение относится к технической области армирующих материалов, подходящих для создания композиционных деталей. Более точно, изобретение относится к новому промежуточному материалу, содержащему однонаправленное полотно для получения композиционных деталей путем вливания или нагнетания термореактивной смолы, к многоосным пакетам таких материалов, к способу получения композиционных деталей из пакета такого материала, а также к полученным композиционным деталям.
Изготовление композиционных деталей или изделий, то есть содержащих, с одной стороны, один или несколько армирующих составляющих или слоев из волокон и, с другой стороны, матрицу в основном термореактивного типа ("смола"), которая может включать термопласты, может осуществляться, например, способом, называемым "прямым" или "LCM" (от английского "Liquid Composite Moulding" - отливка жидких композитов). Прямой способ определяется тем, что один или несколько армирующих волокон используются в "сухом" состоянии" (то есть без конечной матрицы), а смола или матрица используются отдельно, например, нагнетая в литьевую форму, содержащую армирующие волокна (способ "RTM", от английского Resin Transfer Moulding - отливка с перемещением смолы), вливая сквозь толщу армирующих волокон (способ "LRI", от английского "Liquid Resin Infusion" или способ "RFI", от английского "Resin Film Infusion"), или также промазывая/пропитывая вручную валиком или кистью каждый единичный слой армирующих волокон, наносимый последовательно на форму.
Для способов RTM, LRI или RFI обычно сначала нужно сделать волокнистую заготовку в форме желаемого конечного изделия, затем пропитать эту заготовку смолой. Смола нагнетается или вливается при повышенной температуре под действием градиента давления, затем, когда все необходимое количество смолы будет содержаться в заготовке, систему доводят до более высокой температуры, чтобы реализовать цикл полимеризации/сшивки и в результате вызвать ее затвердевание.
К композиционным деталям, использующимся в автомобильной, авиационной или судостроительной промышленности, предъявляются очень строгие требования, в частности, в отношении механических свойств. Но механические свойства деталей в принципе связаны с таким параметром, как объемная доля волокон (TVF).
В этих промышленных секторах большое число заготовок производится на основе армирующего материала, в основном из углеродных волокон, в частности, однонаправленного типа. Можно теоретически рассчитать максимальную объемную долю волокон, содержащихся в однонаправленном полотне, предполагая два типа расположения: гексагональный или квадратный. В предположении соответственно гексагонального типа расположения и квадратного типа расположения полученная максимальная TVF составляет соответственно 90,7% и 78,5% (An Introduction to Composite Materials, D. Hull, T.W. Clyne, Second Edition, Cambridge Solid State Science Series, 1996). Но в реальности оказывается сложным получить для композиционных деталей объемные доли волокна выше 70%. На практике специалистами обычно считается, что объемная доля волокон (TVF) примерно 60% является стандартом для получения удовлетворительных композиционных деталей с хорошей воспроизводимостью (S.T. Peters, "Introduction, composite basics and road map", in Handbook of Composites, Chapman & Hall, 1998, p. 1-20, в частности, p. 8).
Смола, которую позднее добавляют, в частности, нагнетанием или вливанием к армирующим однонаправленным полотнам при получении детали, может быть термореактивной смолой, например, эпоксидного типа. Чтобы сделать возможным правильное течение через заготовку, состоящую из пакета разных слоев углеродных волокон, эта смола чаще всего является очень жидкой. Основным недостатком этого типа смолы является ее ломкость после полимеризации/структурирования, что приводит к низкому сопротивлению удару полученных композиционных деталей.
Чтобы решить эту проблему, в документах предшествующего уровня техники предлагалось соединять однонаправленные слои углеродных волокон с тонкой пленкой термопластичных волокон. Такие решения описаны, в частности, в патентных заявках или патентах EP 1125728, US 628016, WO 2007/015706, WO 2006/121961 и US 6503856. Добавление этой тонкой пленки позволяет улучшить механические свойства в испытаниях на усилие сжатия после удара (CAI) - испытание, широко используемое для определения характеристик сопротивления структур удару.
Документ US 2006/0154545 описывает также решение в случае однонаправленной ткани, но, учитывая характеристики описанного материала, не позволяет получить удовлетворительную TVF.
Ниже приводятся некоторые детали этих решений предшествующего уровня в рамках однонаправленных материалов. Патентная заявка EP 1125728 (Toray Industries Inc.) описывает армирующий материал, объединяющий лист усиливающих волокон с нетканым материалом из коротких волокон. Нетканый материал ламинируют по меньшей мере на одной стороне армирующим листом, чтобы волокна, образующие нетканый материал, проходили через армирующие волокна (углеродные) листа и, таким образом, встраивались в армирующие волокна. Нетканый материал состоит из смеси волокон с низкой температурой плавления и волокон с высокой температурой плавления. Важно отметить, что все цитируемые примеры используют единственный нетканый материал, комбинируемый на одной стороне с листом усиливающих волокон, состоящий из однонаправленного слоя или ткани, приводя к несимметричному армирующему материалу. Пример 4 использует лист усиливающих волокон, состоящий из однонаправленной ткани плотностью 300 г/м2. Толщина используемого нетканого материала не указывается, но она определенно достаточно большая, учитывая его поверхностную плотность (8 г/м2) и указанную долю пустот 90%. Используемый пакет относится к типу [-45/0/+45/90]2s, то есть 7 промежуточных слоев, содержащих единственный нетканый материал. Если принцип этого документа применить к слою углеродных волокон с более низкой поверхностной плотностью, например 134 г/м2, то соединение с таким же типом тонкой пленки, но с каждой стороны, чтобы получить симметричный материал, привело бы к очень низкой объемной доле волокон, не совместимой с созданием несущих конструкций для авиационной промышленности.
Патентная заявка WO 2007/015706 (The Boeing Company) описывает способ получения заготовок, комбинируя сшитую сборку, путем чередования слоев углеродных волокон и слоев нетканых материалов, чтобы повысить сопротивление удару композиционных структур. Нетканые материалы располагаются на каждом промежуточном слое, но не на каждой стороне углеродных слоев. Эта патентная заявка не упоминает ни диапазон поверхностной плотности углеродных слоев, ни диапазон толщин нетканых материалов. В примерах упоминается использование трех разных нетканых материалов, для которых уточняются только поверхностные плотности 4,25 г/м2 (0,125 oz/yd2 (унций/ярд) в американских единицах измерения), 8,5 г/м2 (0,25 oz/yd2), 12,7 г/м2 (0,375 oz/yd2). Не приводится никаких указаний о толщине этих продуктов. Одна из тонких пленок на основе сложного сополиэфира оказывает даже отрицательный эффект на свойства сопротивления удару. Примеры указывают толщину полученных панелей, поверхностную плотность углеродных слоев (190 г/м2) и тип углеродных волокон (T700, имеющий объемную плотность 1780 кг/м3). Толщина варьируется от 0,177 до 0,187 дюйма (то есть от 4,5 до 4,75 мм) для панелей, имеющих лучшие результаты в отношении разрушающего напряжения усилия сжатия после удара (CAI). Исходя из этой толщины и информации о типе волокон и поверхностной плотности углеродных слоев можно оценить TVF панелей, которая варьируется от 54 до 57%, т.к. эта доля ниже обычно принимаемой в рассмотрение специалистами для осуществления заготовок. Лучший результат по CAI (39,6 ksi, или 273 МПа) получен для TVF 54%.
В патентной заявке WO 2006/121961 нетканый материал, состоящий из растворимых волокон (например, в смолах эпоксидного типа) прокладывается на каждый промежуточный слой углеродных волокон при получении заготовки. Нетканый материал не соединяется напрямую с углеродным слоем. В представленном примере используется ткань из углеродных волокон с поверхностной плотностью 370 г/м2 вместе с нетканым материалом плотностью 60 г/м2. Полученный лист позволяет получить TVF всего 55%. Кроме того, недостаток точности в испытании на усилие сжатия после удара (CAI) (не уточняется энергия, с которой проводился удар) не позволяет вывести механические свойства из указанных измеренных значений.
Патент US 6503856 упоминает использование углеродного слоя, на который наложены два адгезионных слоя в виде тонкой пленки, по меньшей мере, на одну сторону углеродного слоя. Этот патент не указывает толщины адгезионных слоев (указаны только диаметры волокон этих двух слоев), а предпочтительная поверхностная плотность углерода составляет от 200 до 1000 г/м2. Целевым применением этого типа продукта являются электрогенераторы (батареи, топливные элементы), и выгода такого продукта не выявлена.
Таким образом, представляется, что в технологиях предшествующего уровня добавление тонкой пленки производится чаще всего в ущерб другим механическим свойствам. Действительно, как упоминалось ранее, механические свойства в основном определяются объемной долей волокон (TVF) и методы, описанные в уровне техники, не позволяют, в частности, получить композиционные детали, которые имели бы TVF порядка 60%.
Таким образом, одной из целей настоящего изобретения является предложение нового промежуточного материала, подходящего для получения композиционных деталей на основе термореактивной смолы, в частности, путем нагнетания или вливания смолы, который позволяет получить композиционные детали с объемной долей волокон порядка 60% и с удовлетворительными механическими свойствами, чтобы отвечать некоторым очень строгим техническим требованиям, предъявляемым, например, в области авиации.
Другой целью изобретения является выполнить эти технические требования, предлагая симметричный промежуточный материал, который легче получить и который более адаптирован к автоматизированным процессам.
В этом контексте изобретение относится к новому промежуточному продукту для получения композиционных деталей путем позднейшего нагнетания или вливания термореактивной смолы, состоящему из однонаправленного полотна углеродных волокон, имеющего поверхностную плотность от 100 до 280 г/м2 и соединенного на каждой из своих сторон с тонкой пленкой термопластичных волокон, имеющей толщину от 0,5 до 50 микрон, причем промежуточный материал согласно изобретению имеет общую толщину в интервале от 80 до 380 микрон, предпочтительно от 90 до 320 микрон.
Объектом настоящего изобретения является также способ получения такого промежуточного материала, в котором однонаправленное полотно углеродных волокон, имеющее поверхностную плотность от 100 до 280 г/м2, соединено на каждой из своих сторон с тонкой пленкой термопластичных волокон, причем указанные тонкие пленки имеют, каждая, толщину от 0,5 до 50 микрон, предпочтительно от 3 до 35 микрон, посредством этапа расплавления/охлаждения тонких пленок, так, промежуточный материал имел общую толщину от 80 до 380 микрон, предпочтительно от 90 до 320 микрон.
Согласно одному из других его аспектов изобретение относится к пакету промежуточных материалов согласно изобретению, скрепленных друг с другом внутри пакета. Согласно одному предпочтительному варианту осуществления такой пакет скрепляется не сшиванием и не вязанием, а пайкой, осуществляемой операцией нагревания/охлаждения тонкой пленки.
Объектом настоящего изобретения является также способ получения композиционной детали, содержащий следующие этапы:
a) приготовить пакет промежуточных материалов согласно изобретению,
b) факультативно скрепить полученный пакет в виде заготовки,
c) добавить путем вливания или нагнетания термореактивную смолу,
d) упрочнить желаемую деталь на этапе термообработки под давлением с последующим охлаждением,
а также полученные композиционные детали, которые имеют, в частности, объемную долю волокон (TVF) от 57 до 63%, предпочтительно от 59 до 61%. Согласно одному частному варианту осуществления способа согласно изобретению термореактивную смолу добавляют вливанием под давлением ниже атмосферного давления, в частности при давлении ниже 1 бара и составляющего, например, от 0,1 до 1 бар.
Промежуточный материал и способ согласно изобретению позволяют получить композиционные детали, имеющие TVF порядка 60%, что соответствует стандартной доле для несущих конструкций в авиационной промышленности (то есть деталей, жизненно важных для устройства), а также позволяют значительно улучшить сопротивление удару при низкой скорости у полученных композиционных деталей: например, падение инструмента в цехе при изготовлении композиционной структуры, удар посторонним предметом при ее применении в действие.
Давление, прикладываемое в процессе с нагнетанием, выше давления, использующегося в процессе с вливанием. Из этого следует, что получить детали с надлежащей TVF легче способом нагнетания, чем способом вливания. Материалы согласно изобретению позволяют достичь желаемой объемной доли волокон, в частности, порядка 60%, даже когда композиционную деталь получают с этапом c), в котором применяется вливание, а не нагнетание смолы. Впрочем, такой способ осуществления образует преимущественный вариант.
Композиционные детали, которые могут быть получены способом по изобретению, также составляют неотъемлемую часть изобретения, в частности детали, которые имеют объемную долю волокон от 57 до 63%, в частности от 59 до 61%.
Следующее описание и обращение к приложенным фигурам позволяет лучше понять изобретение.
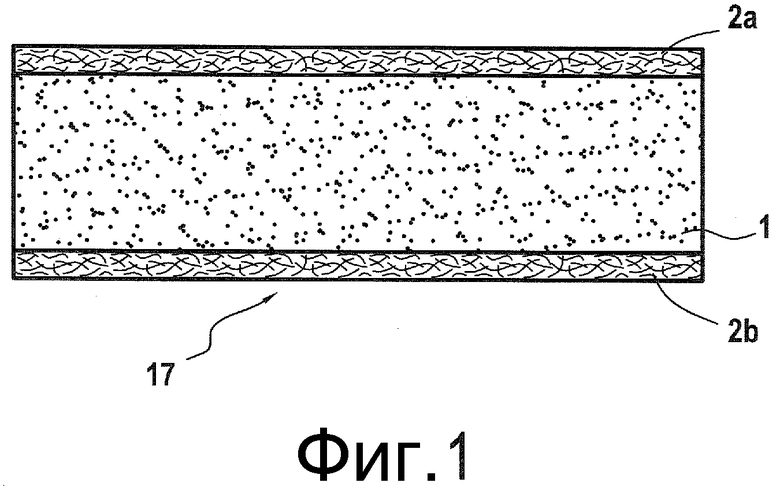
Фиг.1 схематически показывает вид в разрезе промежуточного материала согласно изобретению.
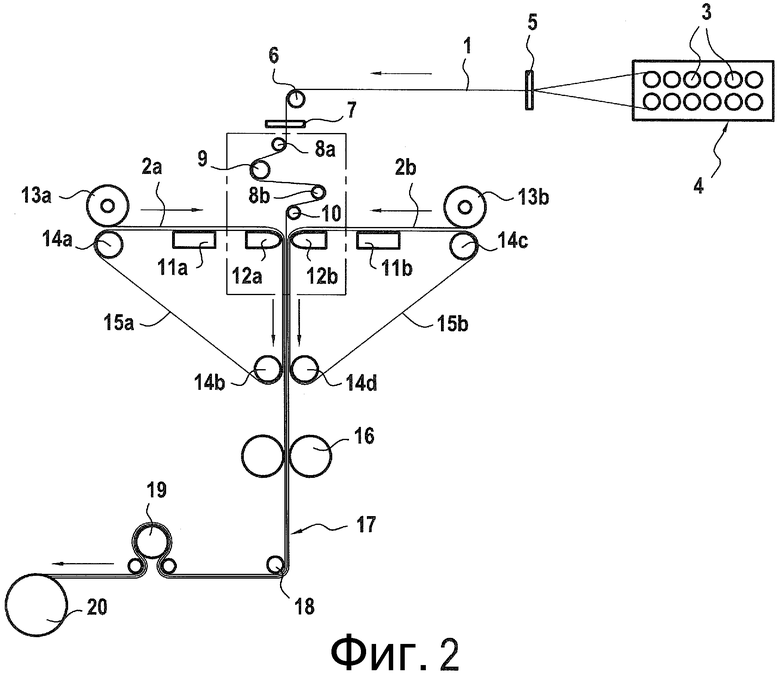
Фиг.2 приводит принципиальную схему машины для получения промежуточного материала согласно изобретению.
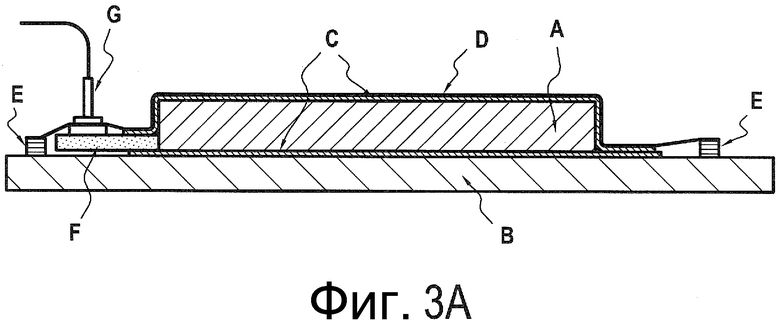
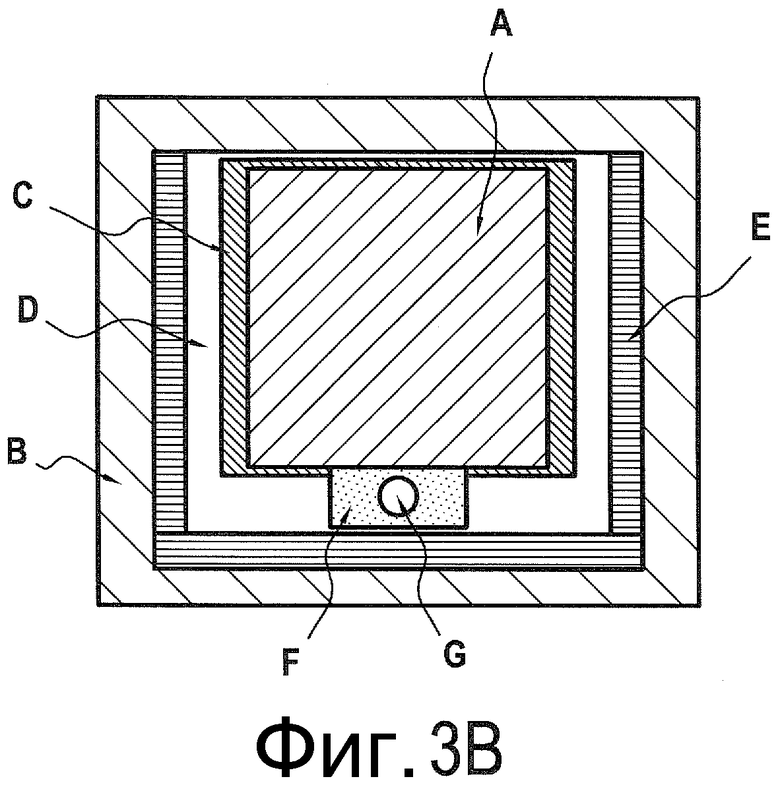
Фиг.3A и 3B показывают устройство измерения толщины заготовки в вакууме.
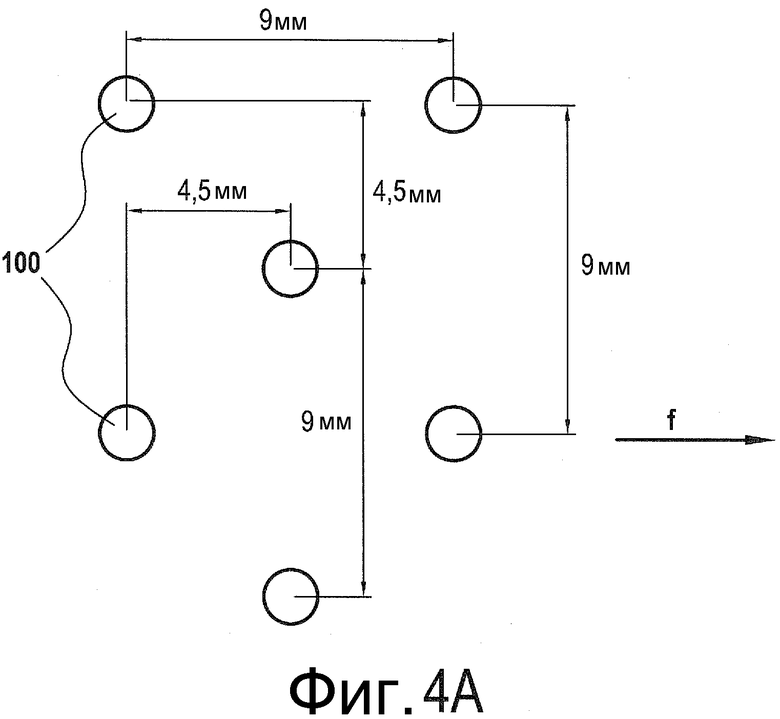
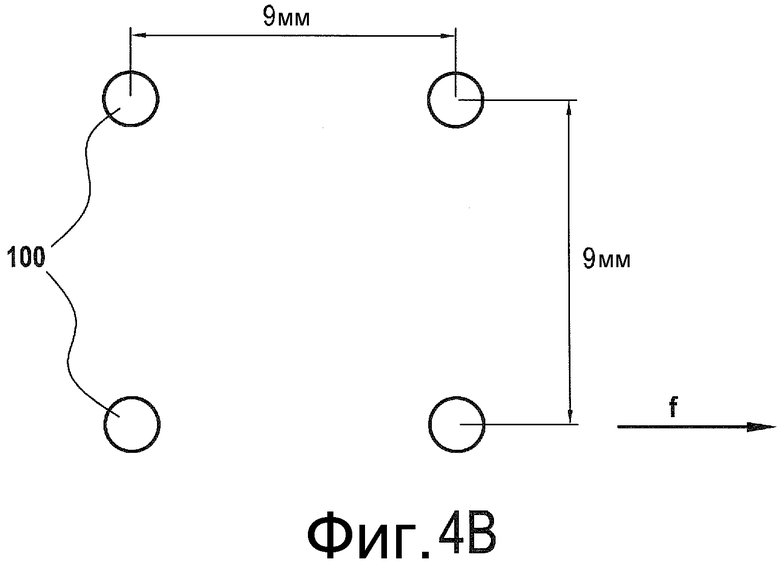
Фиг.4A и 4B схематически показывают в виде сверху промежуточный материал согласно изобретению, в котором были сделаны перфорации.
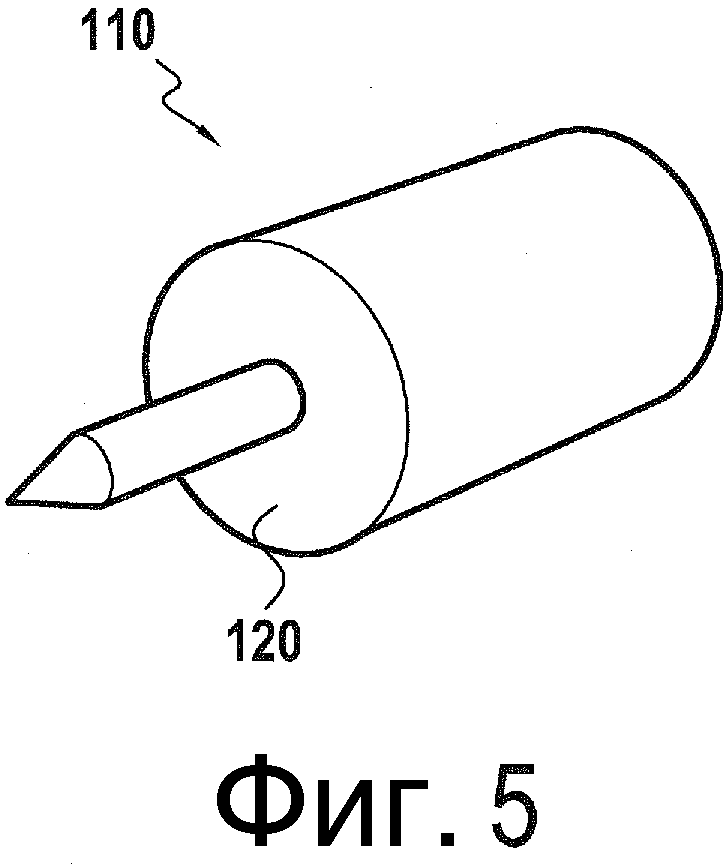
Фиг.5 - вид в изометрии одного примера перфорационного средства.
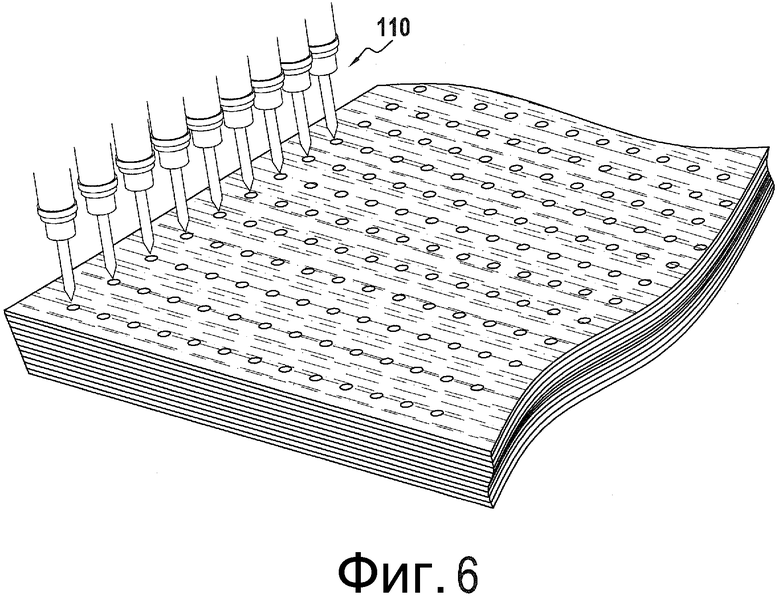
Фиг.6 - частичный вид устройства, объединяющего ряд перфорационных средств в линию.
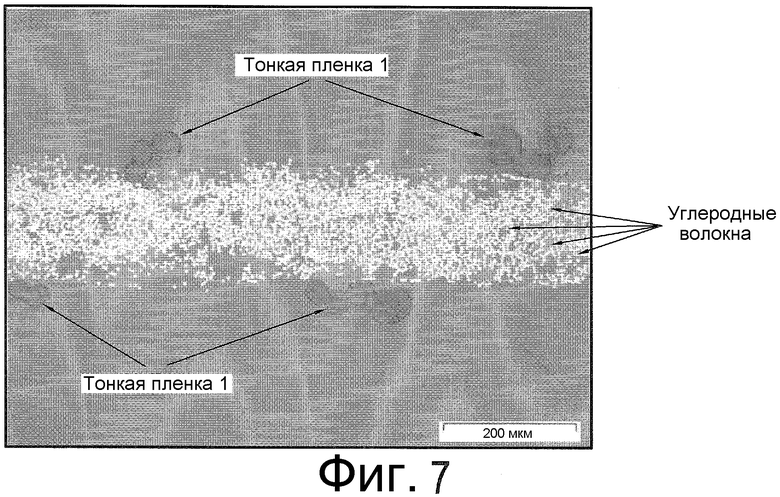
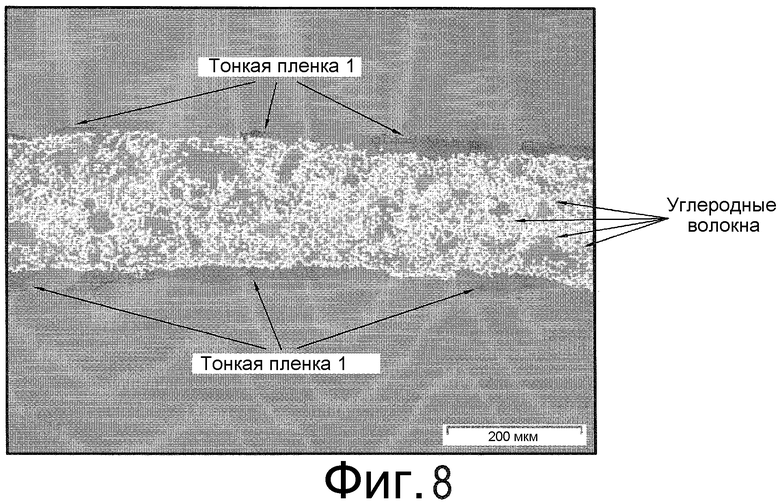
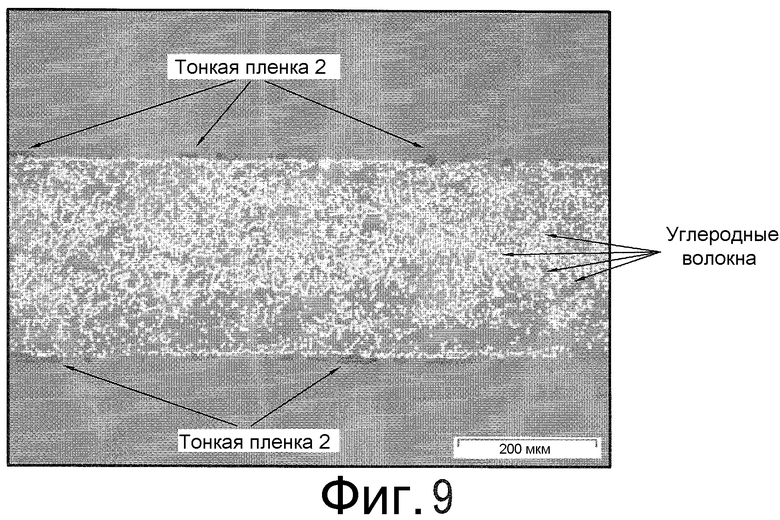
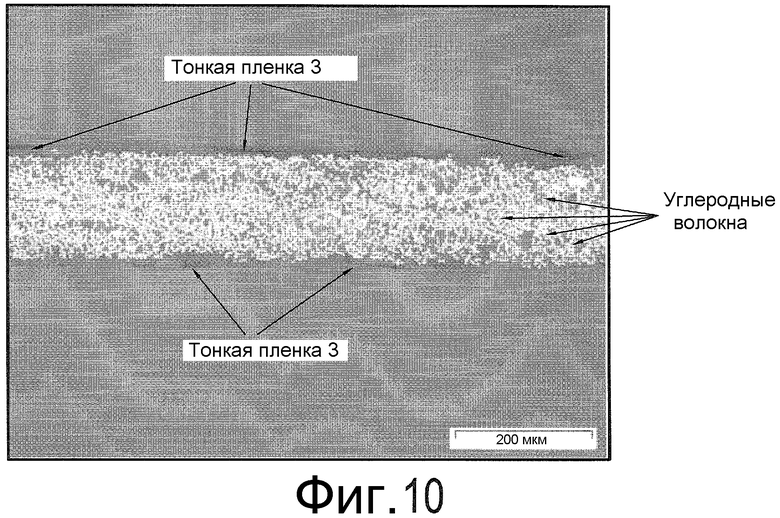
Фиг.7-10 представляют собой микрошлифы промежуточных продуктов, состоящих из однонаправленного полотна, соединенного на каждой из своих главных сторон с тонкой пленкой (нетканой).
Фиг.11-14 представляют собой фотографии вида сверху спаянных и перфорированных пакетов согласно изобретению, а Фиг.15 является фотографией сверху промежуточного продукта, перфорированного согласно изобретению.
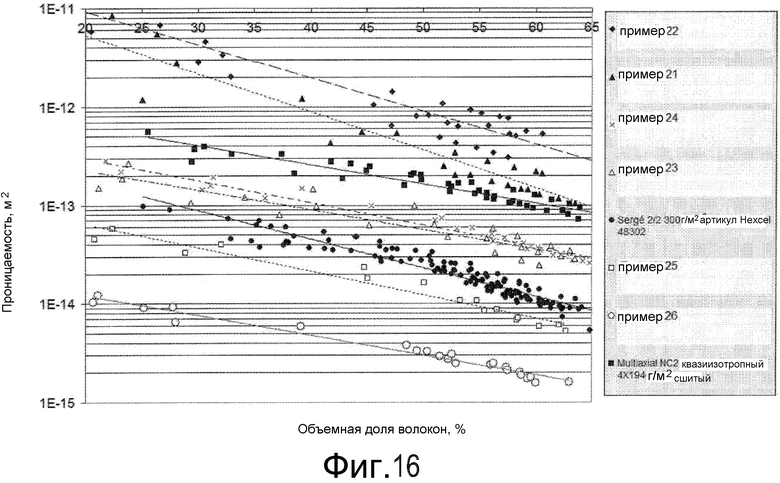
Фиг.16 сравнивает значения проницаемости, полученные в нескольких конфигурациях, в зависимости от объемной доли волокон.
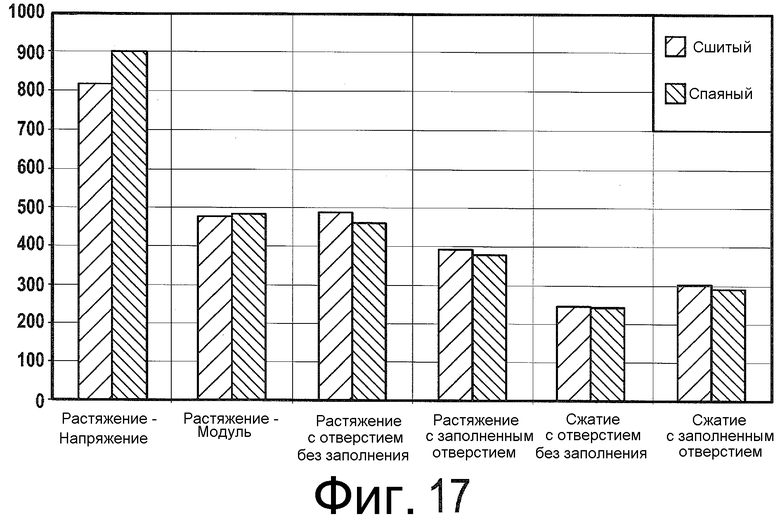
Фиг.17 показывает результаты механических испытаний.
Под "однонаправленным полотном углеродных волокон" понимается полотно, состоящее исключительно или почти исключительно из углеродных волокон, расположенных параллельно друг другу. Можно предусмотреть наличие связующих нитей термопластичного типа, в частности, из полиамидов, сополиамидов, сложных полиэфиров, сложных сополиэфиров, блочных сополимеров полиамидов со сложным/простым эфиром, полиацеталей, полиолефинов, термопластичных полиуретанов, фенокси, чтобы при необходимости облегчить манипуляции с полотном перед соединением его с тонкими пленками термопластичных волокон. Эти связующие нити проходят чаще всего поперек углеродных волокон. Термин "однонаправленное полотно" включает также однонаправленные ткани, в которых разделенные промежутком уточные нити приводят к перекрещиванию с переплетением углеродных волокон, которые идут параллельно друг другу и образуют нити основы однонаправленной ткани. Даже в этих разных случаях, когда присутствуют такие связующие, швейные или уточные нити, углеродные волокна, параллельные друг другу, составляют по меньшей мере 95 мас.% полотна, которое, таким образом, квалифицируется как "однонаправленное". Однако согласно одному частному варианту осуществления изобретения, чтобы избежать волнистости, однонаправленное полотно не содержит никаких уточных нитей, которые переплетали бы углеродные волокна. В частности, промежуточный материал согласно изобретению является нетканым, несшитым, невязаным. В однонаправленном полотне углеродные нити предпочтительно не соединены полимерным связующим и поэтому относятся к сухим, то есть они не пропитываются, не промазываются, не соединяются с каким-либо полимерным связующим перед их соединением с термопластичными тонкими пленками. Тем не менее, углеродные волокна чаще всего характеризуются стандартной массовой долей промасливания, которая может составлять до 2% от их массы.
В рамках изобретения слой углеродных волокон, составляющий среднюю часть промежуточного материала, имеет поверхностную плотность от 100 до 280 г/м2. Этот диапазон плотностей позволяет инженерам проектного бюро легко определить правильные размеры композиционных структур, подбирая последовательность пакета разных слоев в зависимости от разных режимов механических нагрузок композиционных структур. Более низкая поверхностная плотность элементарного углеродного слоя открывает, кроме того, большую свободу выбора разных пакетов, возможных при постоянной толщине.
Поверхностная плотность однонаправленного полотна в промежуточном материале соответствует плотности однонаправленного полотна перед соединением с тонкими пленками, но измерить плотность однонаправленного полотна перед его соединением с тонкими пленками невозможно, так как волокна не имеют никакого сцепления между собой. Поверхностную плотность слоя углеродных волокон можно определить исходя из плотности промежуточного материала (однонаправленное полотно + 2 тонких пленки). Если поверхностная плотность тонких пленок известна, то можно рассчитать поверхностную плотность однонаправленного полотна. Преимущественным образом, определяют поверхностную плотность исходя из промежуточного материала путем химического травления (возможно также пиролизом) тонкой пленки. Этот тип способа классически используется специалистами для определения доли углеродных волокон в композиционной ткани или структуре.
Ниже описывается способ измерения поверхностной плотности промежуточного материала. Поверхностная плотность промежуточного материала измеряется взвешиванием вырезанных образцов площадью 100 см2 (то есть диаметром 113 мм). Для облегчения вырезания образцов из промежуточного материала, являющегося гибким, промежуточный материал помещают между двумя листами лощеного картона от компании Cartonnage Roset (Saint Julien en Genevois, Франция) плотностью 447 г/м2 и толщиной 0,450 мм, чтобы обеспечить некоторую жесткость системе. Для резки системы применяется круглый пневматический пробойник от компании Novi Profibre (Eybens, Франция); было отобрано по 10 образцов на каждый тип полученного промежуточного материала.
В однонаправленном полотне углеродные волокна находятся чаще всего в виде нитей из по меньшей мере 1000 филаментов, в частности из 3000-50000 филаментов, например, 3K, 6K, 12K или 24K. Углеродные нити имеют титр от 60 до 3800 текс, предпочтительно от 400 до 900 текс. Толщины однонаправленного углеродного полотна варьируются от 90 до 270 мкм.
Однонаправленное полотно соединено на каждой из своих сторон с тонкой пленкой термопластичных волокон, чтобы получить промежуточный материал, как схематически показано на фиг.1. Использование симметричного промежуточного материала позволяет избежать ошибок при формировании пакета во время ручного или автоматизированного осаждения для формирования композиционных деталей и, следовательно, избежать создания зон хрупкости, в частности промежуточного слоя без тонкой пленки.
Под "тонкой пленкой" понимается нетканый материал из непрерывных или коротких волокон. В частности, волокна, образующие нетканый материал, имеют средние диаметры в диапазоне от 0,5 до 70 мкм. В случае нетканых материалов из коротких волокон волокна будут иметь, например, длину от 1 до 100 мм.
В рамках изобретения, волокна, из которых образована тонкая пленка, преимущественно состоят из термопластичного материала, в частности, выбранного из полиамидов (PA: PA6, PA12, PA11, PA6,6, PA6,10, PA6,12 и т.д.), сополиамидов (соPA), блочных сополимеров полиамида с простым или сложным эфиром (PEBAX, PEBA), полифталамидов (PPA), полиэфиров (полиэтилентерефталат -PET-, полибутилентерефталат - PBT- и т.д.), сложных сополиэфиров (соPE), термопластичных полиуретанов (TPU), полиацеталей (POM и т.д.), полиолефинов (PP, HDPE, LDPE, LLDPE и т.д.), простых полиэфирсульфонов (PES), полисульфонов (PSU), полифениленсульфонов (PPSU), полиэфирэфиркетонов (PEEK), полиэфиркетонкетонов (PEKK), полифениленсульфидов (PPS) или полиэфиримидов (PEI), термопластичных полиимидов, жидкокристаллических полимеров (LCP), фенокси-полимеров, блочных сополимеров, таких как сополимеры стирол-бутадиен-метилметакрилат (SBM), сополимеры метилметакрилат-бутилакрилат-метилметакрилат (MAM), или являются смесью волокон, образованных из этих термопластичных материалов. Разумеется, материал подбирается к разным типам термореактивных систем, используемых для образования матрицы, при позднейшем получении композиционных деталей.
Толщина тонких пленок перед их соединением с однонаправленным полотном будет выбираться в зависимости от способа, каким они будут соединяться со слоем углеродных волокон. Чаще всего их толщина будет очень близкой к желаемой толщине на промежуточном продукте. Может также оказаться возможным выбирать для достижения желаемой толщины тонкую пленку с большей толщиной, которая будет подвергаться прокатке при высокой температуре на этапе соединения. Предпочтительно слой углерода соединен на каждой из своих основных поверхностей с двумя по существу идентичными тонкими пленками, чтобы получить идеально симметричный промежуточный материал. Толщина тонкой пленки перед соединением с однонаправленным углеродным полотном составляет от 0,5 до 200 мкм, предпочтительно от 10 до 170 мкм. В промежуточном продукте согласно изобретению толщина каждой тонкой пленки лежит в интервале от 0,5 до 50 микрон, предпочтительно от 3 до 35 микрон.
Толщина разных тонких пленок перед соединением определяется в соответствии со стандартом NF EN ISO 9073-2, используя метод A с площадью образца 2827 мм2 (диск диаметром 60 мм) и приложенное давление 0,5 кПа.
Промежуточный материал согласно изобретению имеет толщину в диапазоне от 80 до 380 микрон, предпочтительно от 90 до 320 микрон, что позволяет, в частности, достичь желаемой объемной доли волокон в конечной полученной детали даже в том случае, когда эта последняя изготовлена путем вливания при пониженном давлении.
Стандарт NF EN ISO 9073-2 не позволяет измерить отдельно один из компонентов материала, комбинированного из нескольких элементов. Поэтому применялись два метода: один для измерения толщины тонкой пленки сразу после ламинирования с однонаправленным полотном, а другой для измерения толщины промежуточного материала.
Так, толщина нетканого материала или тонкой пленки, закрепленной на однонаправленном углеродном полотне, была определена исходя из микрошлифов, что дает точность ±1 мкм. Метод следующий: промежуточный материал, объединяющий однонаправленное полотно, образованное из углеродных нитей, и две тонкие пленки, ламинированные на каждой стороне полотна, с помощью кисти пропитываются смолой, которая полимеризуется при температуре окружающей среды (Araldite и Araldur 5052 от компании Huntsman). Система фиксируется между двумя пластинами, чтобы приложить давление порядка 2-5 кПа во время полимеризации. Измерение толщины тонкой пленки, присутствующей в промежуточном продукте, не зависит от давления, приложенного на этом этапе. Один участок системы покрывается оболочкой из смолы, застывающей на холоде (Epofix Kit от Struers), затем шлифуется (с помощью наждачной бумаги на основе карбида кремния с зерном 320 мкм и разными войлоками с зерном до 0,3 мкм), чтобы можно было осуществить наблюдение с помощью оптического микроскопа Olympus BX 60 в сочетании с камерой Olympus ColorView IIIu. Применение этой смолы, которая полимеризуется при температуре окружающей среды, не оказывает никакого влияния на толщину тонкой пленки, но только позволяет провести измерения. Компьютерная программ analySIS auto 5.0 от компании Olympus Soft Imaging Solution GmbH позволяет сделать снимки и измерить толщину. Для каждого промежуточного материала (однонаправленное полотно в комбинации с тонкими пленками с каждой стороны) сделано 5 снимков с увеличением 20. Для каждого снимка проведено 15 измерений толщины тонкой пленки, и определены среднее значение и среднеквадратичное отклонение для этих измерений.
Толщина промежуточного материала была определена исходя из следующего способа, устройство для которого схематически показано на фиг.3А и 3В, в котором определяется среднее для пакета промежуточных продуктов. На этих фигурах A обозначает заготовку, B - опорную плиту, C - силиконизированную бумагу, D - пленку для создания вакуума, E - соединение для создания вакуума, F - дренажный войлок и G - устройство вакуумирования. Этот метод классически применяется специалистами и позволяет глобальные измерения при минимуме изменяемости, которая может иметься локально в самом промежуточном продукте. Заготовка, состоящая из пакета разных ориентированных слоев промежуточного материала, помещается между двумя слоями силиконизированной бумаги плотностью 130 г/м2 и толщиной 0,15 мм производства компании SOPAL в пленку для создания вакуума CAPRAN 518 от компании Aerovac (Aerovac Systemes France, Umeco Composites, 1 rue de la Sausse 31240 Saint-Jean, Франция) и в контакт с дренажным войлоком Airbleed 10HA, выпускаемым в продажу Aerovac. Герметичность системы обеспечивается с помощью соединения для создания вакуума SM5130 производства Aerovac. Разрежение, составляющее от 0,1 до 0,2 кПа, создается с помощью вакуумного насоса Leybold SV40 B (Leybold Vacuum, Bourg les Valence, Франция). Затем измеряют толщину заготовки между двумя цифровыми компаратарами TESA Digico 10, после вычитания толщины вакуумного покрытия и силиконизированной бумаги. Проведено 25 измерений на заготовку и определены среднее значение и среднеквадратичное отклонение этих измерений. Затем определяют полученную толщину промежуточного материала, деля общую толщину заготовки на число уложенных стопкой слоев промежуточных продуктов.
Выгодно, когда толщина промежуточного материала имеет низкую изменяемость, в частности среднеквадратичные отклонения толщины не превышает 20 мкм, предпочтительно не превышает 10 мкм, как это показано, в частности, в примерах ниже.
Кроме того, преимущественным образом, поверхностная плотность тонкой пленки лежит в интервале от 0,2 до 20 г/м2.
Соединение однонаправленного полотна и тонких пленок может быть осуществлено прерывным образом, например только в некоторых точках или зонах, но предпочтительно оно реализуется в соответствии со связью, которая простирается на всю поверхность полотна, которое считается непрерывным. Соединение однонаправленного полотна с двумя тонкими пленками может производиться посредством адгезионного слоя, например, выбранного из эпоксидных адгезивов, полиуретановых адгезивов, термореактивных клеев, адгезивов на основе полимеризующихся мономеров, структурных акриловых адгезивов или модифицированных акриловых адгезивов, плавких адгезивов. Но чаще всего соединение будет осуществляться благодаря клейким свойствам, которые имеют тонкие пленки при высоких температурах, например, на этапе термокомпрессии, позволяющем обеспечить связывание между однонаправленным полотном и тонкими пленками. Этот этап влечет размягчение термопластичных волокон тонкой пленки, позволяющее скрепить однонаправленное полотно с тонкими пленками после охлаждения. Условия нагревания и давления будут подгоняться к материалу, из которого состоят тонкие пленки, и к их толщине. Чаще всего этап термокомпрессии на всей поверхности однонаправленного полотна будет проводиться при температуре в интервале от Tf voile - 15°C до Tf voile + 60°C (где Tf voile означает температуру плавления тонкой пленки) и под давлением от 0,1 до 0,6 МПа. Так можно достичь степени сжатия тонкой пленки до и после соединения, составляющей от 1 до 10. Этап ламинирования тонкой пленки с однонаправленным углеродным слоем также является определяющим, чтобы правильно управлять конечной толщиной промежуточного материала. Действительно, в зависимости от условий температуры и давления, в частности, при ламинировании можно изменять и, следовательно, регулировать толщину тонкой пленки, присутствующей на каждой стороне в промежуточном продукте. Можно также предусмотреть соединение однонаправленного полотна с тонкими пленками только в некоторых зонах, проводя локализованный нагрев тонкой пленки, чтобы получить связь, которую можно было бы сопоставить с точечной связь прошивкой или вязаньем, использующимися в предшествующем уровне для получения многоосных материалов и для соединения однонаправленных полотен друг с другом. Нагревание может проводиться классическими тепловыми методами резистивного нагрева или ультразвуковым нагревом. Можно предусмотреть точечную пайку, приводящую к общей прерывистой пайке. Термин "точечная" в рамках описания используется для обозначения индивидуальных мест спайки, относящихся к совокупности мест спайки, и включает, таким образом, места спайки различной формы. Что касается промежуточного материала, точечная пайка может, в частности, иметь вид прерывных или непрерывных линий, то есть распространяться на всю ширину однонаправленного полотна, может иметь вид точек разной формы, в частности круговых или типа призм, колец и т.д. Для осуществления такой точечной пайки применяются подходящие нагревательные средства, действующие как пуансон. Эта точечная пайка, ведущая к общей прерывистой пайке, позволяет, например, достичь лучшей драпируемости. Эта точечная пайка может быть распределена по поверхности промежуточного материала, чтобы обеспечить его когезию и позволить обеспечить связывание между однонаправленным полотном и тонкими пленками. Чтобы обеспечить связь совокупности нитей однонаправленного полотна, места спая могут распространяться непрерывными линиями на всю ширину промежуточного материала, например, поперек однонаправленному полотну. Можно также использовать прерывистые линии или точки пайки, сдвинутые относительно друг друга, чтобы каждая нить регулярно встречала одно место спая, например, по меньшей мере, одно место спая через каждые 100 мм, предпочтительно, по меньшей мере, одно место пайки через каждые 10 мм.
Однонаправленное полотно может быть создано напрямую на поточной линии до своего соединения с тонкими термопластичными пленками. Нити, необходимые для образования полотна, в таком случае сматывают с бобин и распределяют на ленточном конвейере таким образом, чтобы они, прилегая, были параллельны друг другу. Может применяться также способ, описанный в патенте EP 0972102. Можно также использовать имеющиеся в продаже однонаправленные полотна, в которых когезия и возможность манипуляций будут обеспечиваться, например, связующими нитями посредством механической связи переплетением или химической связи благодаря полимерной природе связующих нитей. В любом случае однонаправленное полотно, которое будет скрепляться с тонкой(ими) пленкой(ами), будет иметь полное перекрытие с коэффициентом раскрытия, равным 0%. Такие материалы выпускаются, например, компанией SIGMATEX UK Limited, Runcom Cheshire WA7 ITE, Великобритания, под наименованием PW-BUD (пример: продукт PC2780600 200GSM/PW-BUD/T700SC 12K 50C/0600мм), или компанией OXEON AB, Швеция, под наименованием TEXERO. После того как связь между тонкими пленками и однонаправленным полотном реализована, полученный промежуточный материал имеет обычно коэффициент раскрытия 0%. Коэффициент раскрытия определяется, например, в соответствии с методом, описанным в примерах ниже.
Далее, после того как однонаправленное полотно соединено с тонкой(ими) пленкой(ами), можно изменить его коэффициент раскрытия и, таким образом, повысить его проницаемость, делая отверстия или перфорации. В таких случаях может быть выгодным достичь коэффициента раскрытия, составляющего от 0,1 до 5%, предпочтительно от 1 до 2%, полученного благодаря перфорациям, сделанным в толще промежуточного материала, например, поперек последнего. Из-за того что промежуточный материал согласно изобретению не является ни тканым, ни сшитым, он имеет контролируемую малую толщину, которая позволяет иметь коэффициент раскрытия порядка 1-2%, одновременно давая возможность получить слоистый материал с TVF от 59 до 61%, в частности порядка 60%, путем вливания в вакууме.
Например, перфорации проводятся регулярным образом и предпочтительно распределены по линиям, идущим в одном или двух направлениях, в частности, с шагом в интервале от 4 до 15 мм. Фиг.4A и 4B являются схематическими видами расположения перфораций 100 в плоскости промежуточного материала, относительно направления f, соответствующего направлению нитей в однонаправленном полотне. Расстояния между перфорациями являются чисто иллюстративными, здесь могут вноситься различные изменения, эти значения упоминаются, так как они используются в примерах. Места пайки - линии, параллельные друг другу, могут быть выровнены, как показано на фиг.4А, или смещены, в частности, на полшага, как показано на фиг.4В. Фиг.4А показывает перфорации, реализуемые методом чередования, в котором перфорации расположены вдоль двух линий, перпендикулярных друг другу, каждая из которых образует угол 45° с нитями однонаправленного полотна, чтобы перфорации были смещены на полшага, если смещаться параллельно и перпендикулярно нитям однонаправленного полотна. Фигура 4В иллюстрирует другой способ, в котором перфорации расположены вдоль двух линий, перпендикулярных друг другу, причем одна из них параллельна нитям однонаправленного полотна. Перфорации, имеющиеся в промежуточном продукте, имеют, например, больший размер, измеряемый параллельно поверхности однонаправленного полотна, лежащий в интервале от 1 до 10 мм. Перфорации могут иметь в плоскости промежуточного материала, например, круговое сечение или быть более или менее вытянутыми, в виде глаза или щели, как показано, в частности, на фиг.15. Форма перфораций зависит, в частности, от используемого перфорационного средства. Согласно таким вариантам осуществления, таким образом можно достичь поперечной проницаемости, в частности, от 10-13 м2 до 10-14 м2 для объемных долей волокон от 57 до 63%. Поперечную проницаемость можно определить как способность жидкости проходить через волокнистый материал. Она измеряется в м2. Приведенные выше значения, а также значения, упоминаемые в следующих примерах, измерены с приборами и измерительной техникой, описанной в диссертации, озаглавленной "Проблемы измерения поперечной проницаемости волокнистых заготовок для получения композиционных структур", автор Romain Nunez, защищена в Ecole Nationale Supérieure des Mines, Saint Etienne, 16 октября 2009 года, на которую можно сослаться для подробностей. Измерение проводится, в частности, с контролем толщины образца во время опыта, используя две концентрические цилиндрические камеры, позволяющие снизить влияние "race-tracking" (прохождение жидкости рядом или "сбоку" от материала, проницаемость которого нужно измерить). Используемой жидкостью является вода, давление составляет 1 бар ±0,01 бар.
Перфорации могут быть осуществлены любыми подходящими перфорационными устройствами, например, типа игл, остроконечных клиньев или других. Чтобы сохранить отверстие после удаления перфорационного средства, вокруг перфорационного средства производится нагрев. В таком случае перфорация осуществляется путем проникновения перфорационного средства и нагрева вблизи перфорационного средства, вызывающего размягчение тонкой пленки, с последующим охлаждением. Таким образом получается расплавление тонкой пленки вокруг перфорационного средства, что после охлаждения приводит к образованию нечто вроде глазка вокруг перфорации. При отведении перфорационного средства охлаждение является мгновенным или почти мгновенным, что позволяет полученной перфорации затвердеть. Предпочтительно нагревательное средство встроено непосредственно в перфорационное средство, чтобы перфорационное средство само было нагрето. В определенных случаях может быть преимущественным, чтобы перфорационное средство 110 имело буртик 120, как показано на фиг.5, на который может упираться промежуточный материал во время перфорации. Этот буртик сам нагрет и позволяет нагревать тонкие пленки, осуществляя одновременно давление на систему, которую требуется спаять, в более значительной зоне, окружающей перфорацию. Время приложения давления составляет, например, от 0,1 до 2 секунд, предпочтительно от 0,5 до 1 сек. Перфорацию можно проводить вручную или предпочтительно автоматически благодаря перфорационным средствам, выровненным в соответствии с выбранными линиями перфорации и шагом. Во всех случаях перфорации будут осуществляться предпочтительно при очень слабом изменении толщины промежуточного материала вокруг перфорации. В случае когда предусматривается только точечная связь между тонкими пленками и однонаправленным полотном, осуществление перфораций может быть реализовано одновременно со связыванием, причем склеивание тонких пленок вокруг перфораций будет обеспечивать связь всей системы «однонаправленное полотно/тонкая пленка».
В качестве примера машина, показанная на фиг.2, может применяться в случае связи путем термокомпрессии и в отсутствие перфорации. В случае, показанном на фиг.2, тонкие пленки соединяют с однонаправленным полотном углеродных волокон сразу после получения последнего с желаемой поверхностной плотностью, этапом непрерывной фиксации или ламинирования при высокой температуре и под давлением (термокомпрессия).
Промежуточный материал согласно изобретению легок в обращении благодаря присутствию термопластичных тонких пленок, ламинированных на каждой стороне однонаправленного полотна. Такая структура делает возможным также легкую резку, в частности, без выдергивания в непараллельных направлениях, в частности поперечном или косом, волокон однонаправленного полотна.
Для получения композиционных деталей осуществляется пакет или драпировка промежуточных материалов согласно изобретению (называемых также слоями). В полученном пакете слои расположены обычно так, чтобы ориентировать по меньшей мере два однонаправленных полотна слоев в разных направлениях. Разные направления могут иметь все однонаправленные полотна или только некоторые из них, тогда как другие могут иметь одинаковые направления. Особенно подходящие ориентации чаще всего идут в направлениях, составляющих угол 0°, +45° или -45° (соответственно также +135°) и +90° к главной оси детали, которую требуется получить. Главной осью детали обычно является самая большая ось детали, и угол 0° соответствует этой оси. Можно, например, получать квазиизотропные, симметричные или ориентированные по выбранной ориентации пакеты. В качестве примера квазиизотропного пакета можно назвать пакет в соответствии с углами 45°/0°/135°/90° или 90°/135°/0°/45°. В качестве примера симметричного пакета можно назвать 0°/90°/0°, или 45°/135°/45°. Перед добавлением смолы, необходимой для получения детали, можно скрепить слои друг с другом внутри пакета, в частности, посредством промежуточного этапа формирования заготовки при высокой температуре и в вакууме или провести пайку в нескольких точках при каждом добавлении слоя и, таким образом, получить заготовку. В частности, можно предусмотреть сборку от 2 до 32 слоев, в частности от 16 до 24 слоев. Наиболее часто используется 8, 16, 24 и 32 слоя, которые могут, например, быть кратны вышеупомянутым четырехслойным квазиизотропным пакетам.
Преимущественно пакет скрепляют не сшивкой и не вязанием, а пайкой, осуществляемой благодаря термопластичному характеру тонких пленок, имеющихся в пакете. Для этого операция нагревания/охлаждения проводится на всей поверхности пакета или по меньшей мере в некоторых зонах поверхности пакета. Нагревание влечет расплавление или по меньшей мере размягчение тонкой пленки. Такое связывание, использующее термопластичный характер тонкой пленки, является преимущественным, так как оно позволяет устранить все недостатки, которые представляет собой наличие нитей сшивания или вязания, такие, в частности, как проблемы волнистости, микрорастрескивания, снижения механических свойств получаемых позднее композиционных деталей и т.д. Связывание можно осуществить прерывистой пайкой в отличие от непрерывной пайки, получаемой термокомпрессией, осуществляемой на всей поверхности пакета. Прерывистая пайка выгодна с точки зрения энергии, а также для драпируемости пакета при позднейшем получении композиционных деталей. Можно предусмотреть точечную пайку, приводящую к общей прерывистой пайке. В рамках изобретения для каждого однонаправленного полотна каждого следующего промежуточного материала суммарная площадь мест точечной пайки составляет, например, от 0,1 до 40%, предпочтительно от 0,5 до 15% поверхности однонаправленного полотна (причем эта поверхность равна поверхности одной из сторон пакета). Термин "точечная" используется в рамках настоящего описания для обозначения индивидуальных мест пайки, относящихся ко всей совокупности мест пайки и, таким образом, включает места пайки различных форм. В плоскости пакета, то есть параллельно разным тонким пленкам и однонаправленным полотнам, места точечной пайки могут, в частности, иметь вид прерывных или непрерывных линий, то есть простираться на всю ширину однонаправленного полотна, могут иметь вид точек разной формы, в частности круговой или типа призм, колец т.д. Эта точечная пайка будет распределена по поверхности пакета, чтобы обеспечить ее когезию, и позволяет обеспечить связь между однонаправленными полотнами и тонкими пленками на все толщине пакета. Такая связь может быть, в частности, поперечной. Можно применять нагревательные средства, в частности, в виде нагревающего стержня в случае линий связывания или нагревающие пуансоны в случае точек связывания, у которых геометрия точек контакта с пакетом будет адаптирована к желаемой форме точечных связей. Такие средства нагрева могут быть доведены до температуры 190-220°C и прижаты к пакету с давлением от 10 до 50 кПа, например, на 0,1-2 с, предпочтительно на 0,5-1 сек. Могут также применяться устройства пайки ультразвуком. Разумеется, эти величины являются чисто иллюстративными и будут зависеть, в частности, от числа слоев и термопластичного материала, из которого образованы тонкие пленки. Например, места пайки могут быть реализованы регулярным образом и предпочтительно распределены по линиям, идущим в одном или двух направлениях, в частности, с шагом, лежащим в интервале от 4 до 15 мм. Фиг.4A и 4B дают схематический вид расположения перфораций 100 параллельно поверхности пакета относительно направления f, соответствующего направлению 0°. Расстояния, отделяющие перфорации, являются чисто иллюстративными, и здесь могут вноситься различные изменения, эти значения изменений упоминаются, так как они используются в примерах. Параллельно поверхности пакета места пайки в виде параллельных друг другу линий могут быть выровнены, как показано на фиг.4А, или смещены, в частности, на полшага, как показано на фиг.4В. Как показано на фиг.4A и 4B, для перфораций промежуточного материала согласно изобретению получить точки пайки можно, например, в соответствии со способом чередования, в котором точки пайки идут в плоскости пакета по двум перпендикулярным друг другу линиям, каждая из которых образует угол 45° с направлением 0°, чтобы точки пайки были сдвинуты на полшага в направлениях 0° и 90°. Другой вариант состоит, например, в получении точек пайки по двум линиям, перпендикулярным друг другу, причем одна из них идет параллельно 0°.
Пакет можно получить добавляя слой один за другим и обеспечивая связывание после каждого добавления слоя. Можно также получить связывание за один раз, что представляет некоторый промышленный интерес. Для этого, хотя описанные ранее нагревательные средства вполне подходят, можно также использовать нагревательное средство, которое будет проникать внутрь пакета и полностью пересекать его, чтобы произвести прямой нагрев на всех тонких пленках на уровне зоны внедрения, в том числе на тех, которые расположены в центре пакета. В этом случае одновременно со связыванием слоев друг с другом производятся перфорации пакета, позволяющие создать каналы для просачивания смолы, распространяющиеся на толщину пакета, чаще всего поперек слоев пакета. В таких случаях может быть выгодным получить коэффициент раскрытия в интервале от 0,05 до 3%, предпочтительно от 0,1 до 0,6%. Такие коэффициенты раскрытия позволяют получить выгодные проницаемости, сравнимые или превышающие проницаемости, полученные с традиционными многоосными сшитыми материалами. Перфорации, присутствующие на пакете, имеют, например, больший размер, измеряемый параллельно поверхности слоев, составляющий от 1 до 10 мм. Согласно таким вариантам осуществления так можно достичь поперечной проницаемости для пакета, в частности, от 10-11 до 10-14 м2, предпочтительно от 10-12 м2 до 10-13 м2 при TVF от 57 до 63%, в частности 60%. Перфорации могут быть сделаны любым подходящим перфорационным средством типа игл, остроконечного клина или другого. Нагрев проводится вокруг перфорационного устройства, чтобы получить желаемое скрепление между слоями, что позволяет также отвердить перфорации. Как в случае перфорации единичного слоя, описанной ранее, происходит расплавление тонкой пленки вокруг перфорационного средства, что после охлаждения приводит к получению нечто вроде глазка вокруг перфорации. При отведении перфорационного средства охлаждение является мгновенным или почти мгновенным, что позволяет полученной перфорации отвердеть. Предпочтительно нагревательное средство встроено прямо в перфорационное средство, чтобы перфорационное средство само было нагретым. Выгодно, чтобы перфорационное устройство имело буртик, как показано на фиг.5, на который может упираться пакет во время перфорации, что позволит сжать слои между собой при скреплении. Этот буртик сам является нагретым и позволяет нагреть тонкие пленки, осуществляя одновременно давление на всю систему, которую нужно спаять, на более значительной зоне, окружающей перфорацию. Предпочтительно приложенное давление лежит в интервале от 10 до 50 кПа и выбирается так, чтобы сохранить толщину по существу постоянной во всех точках пакета. Перфорацию можно осуществлять вручную или предпочтительно автоматически с помощью перфорационных средств 110 выровненным по линиям перфорации и с выбранным шагом, как, например, показано на фиг.6.
Для получения композиционных деталей затем добавляют смолу или матрицу термоотверждаемого типа, например, нагнетанием в пресс-форму, содержащую слои (способ "RTM", от английского Resin Transfer Moulding) или вливанием (через толщину слоев: способ "LRI" - от английского Liquid Resin Infusion, или способ "RFI" - от английского Resin Film Infusion). Согласно одному варианту, не являющемуся предпочтительным, можно также до получения пакета провести промазывание/пропитку вручную валиком или кистью каждого слоя, наносимого последовательно на форму используемой пресс-формы.
Используется матрица термореактивного типа. Нагнетаемая смола будет выбираться, например, из следующих термоотверждаемых полимеров: эпоксиды, ненасыщенные сложные полиэфиры, виниловые эфиры, фенольные смолы, полиимиды, бисмалеимиды.
Затем после этапа термообработки получают композиционную деталь. В частности, композиционную деталь получают обычно циклом классического упрочнения рассматриваемых полимеров, осуществляя термообработку, рекомендуемую поставщиками этих полимеров и известную специалисту. Этот этап упрочнения желаемой детали проводится полимеризацией/структуризацией в соответствии с определенным циклом по температуре и под давлением с последующим охлаждением. Давление, прикладываемое в цикле обработки, является низким в случае вливания в вакууме и более высоким в случае нагнетания в форму RTM.
Даже если неперфорированные пакеты согласно изобретению полностью удовлетворительны при получении композиционных деталей путем нагнетания в форму, в случае вливания при пониженном давлении их применение ограничено деталями малой толщины, например меньше 10 мм. Наличие перфораций позволяет увеличить проницаемость пакета и, таким образом, достичь удовлетворительных TVF даже на деталях большой толщины.
Определенные выше способы скрепления пакета точечными связями с или без перфораций могут также применяться с любым типом промежуточных материалов, предназначенных для соединения с термореактивной смолой для получения композиционных деталей, которые образованы из однонаправленного полотна углеродных волокон, соединенных на каждой из своих сторон с тонкой пленкой термопластичных волокон и, в частности, могут применяться с другими промежуточными материалами, отличными от определенных в формуле изобретения настоящей патентной заявки. Действительно, какие бы ни использовались тонкие пленки и однонаправленные полотна, такие пакеты интересны с точки зрения драпируемости и проницаемости в случае перфорированных пакетов. Разумеется, предпочтительно, чтобы промежуточные материалы соответствовали в терминах толщины и поверхностной плотности материалам, описанным в рамках изобретения, учитывая, что они позволяют достичь повышенных TVF при вливании в вакууме.
Согласно одной выгодной характеристике изобретения полученные композиционные детали имеют объемную долю волокон от 57 до 63%, предпочтительно от 59 до 61%, и, в частности, имеют большую толщину, в частности больше 10 мм. Эти объемные доли волокон совместимы с применением структур для несущих конструкций, то есть критических деталей в авиации, которые испытывают механические усилия (фюзеляж, крыло и т.д.).
Объемная доля волокон (TVF) в композиционной детали рассчитывается из измеренной толщины композиционной детали, зная поверхностную плотность однонаправленного углеродного полотна и свойства углеродного волокна, по следующему уравнению:

где eлиста - толщина листа, мм,
ρуглеродных волокон - плотность углеродных волокон, г/см3,
поверхностная плотность UDуглерод, г/м2.
Полученные композиционные детали имеют также оптимальные механические свойства, в частности сопротивление удару (CAI, усилие сжатия после удара), причем механические свойства обнаруживают чувствительность к перфорациям, например усилие сжатия при перфорациях (OHC, Open Hole Compression по-английски - сжатие при сквозном отверстии), растяжение при перфорациях (OHT, Open Hole Traction по-английски - растяжение при сквозном отверстии), смятие (Bearing по-английски), плоский сдвиг (IPS, In-Plane Shear по-английски). В частности, можно получить композиционные детали, имеющие разрушающее напряжение усилия сжатия после удара (CAI), измеренное согласно предварительному европейскому стандарту prEN 6038, опубликованному ASD-STAN (AeroSpace and Defence Standard, Avenue de Tervueren 270, 1150 Woluwe-Saint-Pierre, Бельгия), выше 200 МПа при ударе 25 Дж. Наблюдалось также, в частности, когда матрица представляет собой смолу типа эпоксидной, слабое падение Tg эпоксида после старения, того же порядка величины, какой получен для стандартных предварительно пропитанных заготовок, известных специалисту.
Приводимые ниже примеры позволяют проиллюстрировать изобретение, но никоим образом не ограничивают его.
1. Использованные материалы
Испытывавшиеся промежуточные материалы представляют собой однонаправленные полотна, состоящие из углеродных волокон, соединенные с тонкой пленкой на каждой стороне. Было использовано 3 типа углеродных волокон: волокна с промежуточным модулем (IM) 12K, выпускаемые в продажу Hexcel, высокопрочные волокна (HR) 12K, выпускаемые Hexcel, высокопрочные волокна (HR) 12K, выпускаемые Toray; их механические и физические свойства приведены в Таблице 1.
Было испытаны однонаправленные полотна с несколькими поверхностными плотностями углерода. Эти полотна сформированы на линии, и их поверхностная плотность по углеродным волокнам оценена как 134 г/м2 ± 3% в случае углеродных волокон Hexcel IM, 194 г/м2 ± 3% в случае волокон Hexcel IM, 134 г/м2 ± 3% в случае волокон Hexcel HR, 268 г/м2 ± 3% в случае волокон Hexcel HR и 150 г/м2 ± 3% в случае волокон Toray HR.
Использовалось три типа тонких пленок, обозначенных тонкая пленка 1, тонкая пленка 2 (1R8D03 производства Protechnic, 66, rue des Fabriques, 68702 - CERNAY Cedex - Франция), тонкая пленка 3. Эти тонкие пленки имели в основе смесь полиамидов и сополиамидов (тонкая пленка 1 и 2) или полиамиды (тонкая пленка 3). Этот тип тонких пленок производится также такими компаниями, как Spunfab Ltd./Keuchel Associates, Inc. (175 Muffin Lane Cuyahoga Falls, OH 44223, США). Тонкая пленка 1 состоит их непрерывных филаментов. Тонкие пленки 2 и 3 образованы из коротких волокон.
Характеристики использованных тонких пленок указаны в Таблице 3. Температура плавления тонких пленок, указанная в Таблице 2, определена методом дифференциальной сканирующей калориметрии (ДСК) согласно стандарту ISO 11357-3. Поверхностная плотность измеряется в соответствии со стандартом ISO 3801. Степень пористости, указанная в Таблице 2, рассчитана из следующей формулы:
Степень пористостипленка (%)=1-
где
- поверхностная плотность тонкой пленки, кг/м2,
- ρматериала тонкой пленки, кг/м3,
- eпленки выражено, м.
2. Изготовление испытываемых промежуточных продуктов
Тонкая пленка ламинируется напрямую с каждой стороны однонаправленных полотен на основе углеродных волокон с помощью машины (Фиг.2), специально предназначенной для этой цели, сразу после формирования полотна с желаемой поверхностной плотностью. Углеродные нити 1 сматывают с бобин 3 углеродных волокон, установленных на шпулярнике 4, проходят через гребенку 5, проводятся в шпиндель машины с помощью направляющего валика 6, гребенки 7 и направляющего стержня 8a. Углеродные нити предварительно нагревают с помощью нагревающего стержня 9 и распределяют затем, используя распределяющий стержень 8b и нагревающий стержень 10, в виде однонаправленного полотна 17 с желаемой поверхностной плотностью углеродного слоя. Рулоны тонких пленки 13a и 13b разматывают без натяжения и транспортируют с помощью бесконечных лент 15a и 15b, установленных между свободно вращающимися валиками 14a, 14b, 14c, 14d и нагревающими стержнями 12a, 12b. Тонкие пленки 2a и 2b предварительно нагреваются в зонах 11a и 11b, прежде чем войти в контакт с углеродными нитями 1, и ламинируются с обеих сторон двух нагревающих стержней 12a и 12b, зазор между которыми контролируется. Каландр 16, который может быть охлажденным, прикладывает затем давление на однонаправленное полотно 17 с тонкой пленкой на каждой стороне. Выносной валик 18 позволяет перенаправить продукт 17 к натяжной системе, содержащей трехвалковое натяжное устройство 19, затем на намотку 20, управляемую мотором, чтобы образовать рулон, состоящий из промежуточного материала 17 согласно изобретению.
Условия испытаний для изготовления однонаправленных полотен углерода в комбинации с тонкой пленкой с каждой стороны указаны ниже в Таблице 3.
(м/мин)
(9)
(10)
(°C)
В случае однонаправленных полотен без тонкой пленки (сравнительный пример 1), углеродные нити удерживаются с помощью термоплавкой нити 280 дтекс, распределенной через каждые 50 мм перпендикулярно ориентации углеродных волокон. В случае примеров согласно изобретению, когда однонаправленные полотна соединены с двумя тонкими пленками, полотна формируют непосредственно на машине до ламинирования с тонкими пленками.
3. Определение толщин после ламинирования промежуточного материала тонкой пленкой
Толщины тонких пленок после ламинирования с однонаправленными полотнами измеряют путем анализа снимков. В Таблице 4 сведены средние толщины и среднеквадратичные отклонения тонких пленок (по 75 значениям), полученных этим способом, для каждой исследованной конфигурации. В этой же Таблице 4 указаны толщины разных промежуточных продуктов, содержащих углеродные полотна, соединенные с тонкой пленкой с каждой стороны. Эти результаты выведены из измерения толщин заготовок при атмосферном давлении согласно способам, раскрытым в описании.
Фиг.7 является микрошлифом промежуточного материала по примеру 2b (углеродные волокна 134 г/м2, IM Hexcel, соединенные с тонкой пленкой 1 с каждой стороны).
Фиг.8 является микрошлифом промежуточного материала по примеру 2 (углеродные волокна 134 г/м2 IM Hexcel, соединенные с тонкой пленкой 1 с каждой стороны).
Фиг.9 является микрошлифом промежуточного материала по примеру 3b (134 г/м2 углеродных волокон IM Hexcel, соединенные с тонкой пленкой 2 с каждой стороны).
Фиг.10 является микрошлифом промежуточного материала по примеру 4 (углеродные волокна 134 г/м2 IM Hexcel, соединенные с тонкой пленкой 3 с каждой стороны).
4. Получение пластин
4.1 Определение последовательности пакета
Полученные пластины являются квазиизотропными, то есть они состоят из системы элементарных слоев с разными ориентациями (0°/45°/-45°/90°). Пакет также симметричен. Число слоев, составляющих пакет, определяется из следующей формулы, выведенной из формулы (1):

зная, что:
- желаемая толщина листа максимально близка к 4 мм (определено по стандарту prEN 6038), eлиста выражено в мм,
- желаемая объемная доля волокон (TVF), чтобы получить улучшенные механические свойства, составляет 60%, и ρ углеродных волокон выражено в г/см3,
- поверхностная плотность UDуглерод выражена в г/м2.
Таким образом, пакет состоит из 32 слоев в случае поверхностной плотности углерода 134 и 150 г/м2 и описывается сокращенным условным обозначением: [+45/0/-45/90]4s. Для плотностей углерода 194 и 268 г/м2 число слоев равно соответственно 24 и 16. Пакет описывается сокращенным условным обозначением [+45/0/-45/90]3s и [+45/0/-45/90]2s. Каждый слой соответствует материалу "тонкая пленка/UD/тонкая пленка".
4.2 Изготовление композиционной пластины
Разные слои удерживают вместе, чуть припаивая в нескольких точках с помощью паяльника при каждом добавлении нового слоя. Эта система образует заготовку. Заготовку размерами 340 мм × 340 мм, состоящую из последовательности пакета, подходящей к поверхностной плотности углеродного слоя, помещают в форму для литья под давлением. Рамка известной толщины окружает заготовку, чтобы получить желаемую объемную долю волокон (TVF).
Эпоксидную смолу, выпускаемую под наименованием HexFlow RTM6 компанией Hexcel, нагнетают при 80°C под давлением 2 бара сквозь заготовку, которая поддерживается при 120°C - температуре плит пресса. Давление, прикладываемое к каждой из двух плит пресса, равно 5 бар. Когда смола появляется в точке выхода пресс-формы, выпускная труба закрывается и начинается цикл полимеризации (повышение температуры до 180°C со скоростью 3°C/мин, затем выдержка 2 часа при 180°C, затем охлаждение со скоростью 5°C/мин). Затем вырезают 6 образцов размерами 150×100 мм (стандарт prEN 6038) на каждый тип конфигурации для проведения испытания на усилие сжатия после удара (CAI).
5. Механические испытания
Образцы (6 на каждый тип конфигурации) закрепляют на устройстве, как указано в стандарте prEN 6038. Образцы подвергали одинаковой энергии удара, эквивалентной 25 Дж, с помощью оборудования, адаптированного к предварительному европейскому стандарту prEN 6038, опубликованному ASD-STAN (AeroSpace and Defence Standard, Avenue de Tervueren 270, 1150 Woluwe-Saint-Pierre, Бельгия). Испытания на усилие сжатия проводились на машине для механических испытаний Instron 5582 мощностью 100 кН, усовершенствованной компанией Zwick (Zwick France Sari, Roissy Charles de Gaule, Франция).
Результаты по разрушающим напряжениям при усилии сжатия после удара приводятся в Таблицах 5a-5e.
пр. 9
6. Контроль толщины пластин и расчет объемной доли волокон (TVF)
Листы позиционировали между двумя цифровыми компаратарами TESA Digico 10 для измерения их толщины. Было проведено 24 измерения на пластину, повторяющихся через разные расстояния на поверхности.
В Таблицах 6a-6e представлены результаты измерений толщины листов, полученных из разных изготовленных промежуточных материалов. Исходя из толщин пластины по формуле (1) можно рассчитать разные TVF. Сравнительный пример 2b показывает влияние толщины тонких пленок, ламинированных с однонаправленным полотном. Толщина тонкой пленки, ламинированная на слой в случае примера 2b (Таблица 4), равна 62 мкм, то есть эта толщина больше толщины тонкой пленки по изобретению. Использование такой, более толстой, пленки приводит к изготовлению детали, имеющей объемную долю волокон ниже требующейся для применения детали в несущих конструкциях.
пр. 1
пр. 2b
пр. 5
6b
7b
8b
пр. 17
18b
19
20b
Уравнение (1) позволяет рассчитать объемную долю волокон для каждой композиционной пластины, полученной нагнетанием. Важно отметить, что какой бы ни была использованная конфигурация, TVF пластин лежит в интервале 60±2%, что является необходимым критерием для получения деталей несущих конструкций.
7. Примеры с перфорациями
Применялся робот, оборудованный перфорирующей головкой, какая показана на фиг.5. Использовалось два диаметра для пробивающей части головки: диаметр 0,8 мм и 1,6 мм. Для осуществления пайки одновременно с перфорацией эти головки доводили до температуры 200°C и перфорацию проводили под давлением 30 кПа в течение 0,8 с.
7.1 Многоосный квазиизотропный материал, скрепленный точечной пайкой (4 слоя)
Пакет из 4 слоев с ориентацией 45°, 0°, 135° и 90° был получена на поточной линии на машине для изготовления многоосных материалов. Точки пайки-перфорации, отстоящие друг от друга на 9 мм, как показано на фиг.4B, создавали с ориентациями 0° и 90° относительно оси машины. В варианте с чередованием точки пайки-перфорации, отстоящие на 9 и 4,5 мм, как показано на фиг.4В, создавали с ориентациями +45° и +135° относительно оси машины. Были получены следующие пакеты:
Пример 21: 4 слоя согласно примеру 8 - перфорирующая головка ⌀1,6, фотография приведена на фиг.11
Пример 22: 4 слоя согласно примеру 8 - перфорирующая головка ⌀1,6 в варианте чередования, фотография приведена на фиг.12
Пример 23: 4 слоя согласно примеру 8 - перфорирующая головка ⌀0,8, фотография приведена на фиг.13
Пример 24: 4 слоя согласно примеру 8 - перфорирующая головка ⌀0,8 в варианте чередования, фотография приведена на фиг.14
Пример 25: 1 слой согласно примеру 8 - перфорирующая головка ⌀1,6, фотография приведена на фиг.15
Пример 26: 4 слоя согласно примеру 8, спаяны (без перфораций) - средство пайки представляет собой головку диаметром 8 мм, доведенную до 200°C, идентичную перфорирующим головкам, но без иглы. Места спая расположены согласно фиг.4А, но отстоят друг от друга на 50 мм. Пайка осуществлена под давлением 30 кПа.
И в качестве сравнения для поперечной проницаемости:
Ткань Sergé 2/2 - артикул Hexcel 48302
многоосный квазиизотропный материал 4×l94г/м2 HR сшит нитями 76 дтекс, 5×5мм - тамбурная строчка
7.2 Измерения поперечной проницаемости
Машина и способ измерения описаны в диссертации, озаглавленной "Проблемы измерения поперечной проницаемости волокнистых заготовок для получения композиционных структур", автор Romain Nunez, защищена в Ecole Nationale Supérieure des Mines, Saint Etienne, 16 октября 2009 года. Изменение TVF получается путем последовательного изменения толщины образца. Было проведено четыре опыта для каждого типа материала. Результаты представлены на фиг.16 и показывают, что самая нижняя кривая соответствует проницаемости четырех промежуточных материалов согласно изобретению, которые были спаяны в отсутствие перфорации. Представляется ясным, что полученный пакет очень малопроницаем, и поэтому его будет сложно пропитать в вакууме на большую глубину. Перфорации, бесспорно, позволяют улучшить проницаемость, приближая ее и даже превосходя проницаемость, получаемую со сшитым многоосным материалом. Проведение перфорации только промежуточного материала также позволяет ощутимо улучшить поперечную проницаемость, но в меньшей степени, чем при перфорации полного пакета с четырьмя слоями.
Hexcel 48302
7.3 Измерения коэффициента раскрытия
Коэффициенты раскрытия измеряли согласно следующему способу.
Устройство состоит из камеры марки SONY (модель SSC-DC58AP), снабженной объективом 10×, и просмотрового светящегося столика марки Waldmann, модель W LP3 NR,101381 230в 50Гц 2×l5Вт. Образец для измерений помещают на светящийся столик, камеру укрепляют на подставке и устанавливают в 29 см от образца, затем регулируют резкость.
Ширина измерения определяется, в зависимости от анализируемого волокнистого материала, с помощью кольца (zoom) и линейки: 10 см для открытых волокнистых материалов (OF>2%), 1,17 см для малооткрытых волокнистых материалов (OF<2%).
С помощью диафрагмы и контрольного негатива регулируется освещенность, чтобы получить значение OF, соответствующее значению, данному на контрольном негативе.
Используется компьютерная программа измерений по контрасту Videomet от компании Scion Image (Scion Corporation, США). После ввода изображения оно обрабатывается следующим образом. С помощью инструмента задают максимальную поверхность, соответствующую выбранной калибровке, например для 10 см - 70 отверстий, и содержащей целое число ячеек. Затем выбирают элементарную поверхность в смысле, принятом в текстильной промышленности, то есть поверхность, которая при повторениях описывает геометрию волокнистого материала.
При прохождении света от просмотрового столика через отверстия в волокнистом материале определяется OF в процентах как сто минус площадь черной поверхности, деленная на элементарную поверхность, или 100 - (черная поверхность/элементарная поверхность).
Следует отметить, что регулировка освещенности важна, так как явления рассеяния могут изменить кажущийся размер отверстия и, следовательно, OF. Нужно брать промежуточную освещенность, чтобы никаких явлений насыщения или слишком значительного рассеяния не было видно.
Полученные результаты представлены ниже в таблице 7.
Следует отметить, что коэффициент раскрытия перфорированного слоя достаточно высокий (около 1%) и выше, чем получается при перфорированных пакетах, тогда как проницаемость одного перфорированного слоя ниже, чем у пакетов. Таким образом, представляется, что единственная перфорация, проведенная при сборке разных слоев для образования пакета, была бы более эффективной в терминах проницаемости, чем пакет единичных промежуточных материалов, перфорированных по отдельности. Действительно, можно представить, что жидкая смола легче проникает через каналы, уже проделанные через несколько толщин. Как бы то ни было, повышение проницаемости единичного слоя (с 2×10-15 м2 до 7×10-15 м2 для TVF 60%), связанное с повышением коэффициента раскрытия (с 0 до 1%), очень значительное и позволит увеличить возможные толщины слоистых материалов, полученных с промежуточными продуктами согласно изобретению.
7.4 Механические параметры
Многоосные пакеты, спаянные согласно изобретению, сравнивались с такими же многоосными сшитыми пакетами.
Сравнительные многоосные сшитые пакеты состоят из слоев, соответствующих примеру 12. Сшивающая нить представляет собой полиамидную нить 76 дтекс, шаг тамбурной строчки 5×5 мм.
Многоосные спаянные пакеты были сделаны с теми же слоями, что и в примере 12, но спаяны в соответствии с квадратными ячейками согласно фиг.4B, но размером 50×50 мм, с точкой пайки диаметром 8 мм, то есть без сшивания. Пакетом, используемой для испытания, является пакет [(90/+45/0)/-(0/45/90)/(90/+45/0)/(90/-45/0)]s. Применяемые стандарты указаны в следующей Таблице 8.
Были использованы следующие особые условия. При растяжении использовались прямоугольные образцы размерами 190×25 мм2, и был рассчитан модуль корда, взятого в интервале между 1000 и 6000 мкм/м. При растяжении с отверстиями без заполнения использовались образцы размерами 150×25 мм2 с отверстием диаметром 5 мм. При растяжении с отверстиями с заполнением использовались образцы размерами 150×25 мм2 с отверстиями диаметром 5 мм и зенковкой 100° на глубину 2,1 мм, снабженные гайкой 5RH8035M ST 39584 (сжимающий момент 0,35 даН·м) и винтом 22258 TX 050 005 ST 38260. При сжатии с отверстиями без заполнения использовались образцы размерами 115×25 мм2 с отверстиями 5 мм. Нагрузка производилась сверху и снизу образца. При сжатии с заполнением использовались образцы размерами 115×25 мм2 с отверстиями диаметром 5 мм и зенковкой 100° на глубину 2,1 мм, снабженные гайкой 5RH8035M ST 39584 (сжимающий момент 0,35 даН·м) и винтом 22258 TX 050 005 ST 38260. Нагрузка на образцы была сверху и снизу. Опыты проводились в лаборатории в нормальных условиях по влажности и температуре ("сухое" испытание, "температура окружающей среды").
Стандарт: EN 6035 тип 2
Стандарт: EN 6035 тип 2, с модулем корда 1000-6000 мкм/м
Стандарт: EN 6035 тип 1
Напряжение [МПа]
Стандарт: EN 6036 тип 1
Масштаб увеличения: ×10
Фиг.17 воспроизводит все эти результаты.

Изобретение относится к армирующим материалам и касается промежуточного материала, предназначенного для объединения с термореактивной смолой для получения композиционных деталей. Промежуточный материал состоит из однонаправленного полотна углеродных волокон, имеющего поверхностную плотность от 100 до 280 г/м2 и соединенного на каждой из своих сторон с тонкой пленкой термопластичных волокон, имеющей толщину от 0,5 до 50 микрон, причем промежуточный материал имеет общую толщину от 80 до 380 микрон. Изобретение обеспечивает создание композиционных деталей с объемной долей волокон 60% с удовлетворительными механическими свойствами, отвечающими техническим требованиям, предъявляемым, в частности, в области авиации. 5 н. и 16 з.п. ф-лы, 17 ил., 8 табл., 7 пр.
1. Промежуточный материал, предназначенный для соединения с термореактивной смолой для получения композиционных деталей, состоящий из однонаправленного полотна углеродных волокон, имеющего поверхностную плотность от 100 до 280 г/м2, соединенного на каждой из своих сторон с тонкой пленкой термопластичных волокон, причем указанные тонкие пленки имеют, каждая, толщину от 0,5 до 50 микрон, предпочтительно от 3 до 35 микрон, причем промежуточный материал имеет общую толщину от 80 до 380 микрон, предпочтительно от 90 до 320 микрон, причем
толщина промежуточного материала имеет малую изменяемость, в частности среднеквадратичные отклонения толщины не превышают 20 мкм, предпочтительно не превышают 10 мкм, причем
однонаправленное полотно не содержит никаких уточных нитей, переплетающихся с углеродными волокнами, причем
промежуточный материал является нетканым, не сшитым, не вязаным.
2. Материал по п.1, отличающийся тем, что тонкие пленки, присутствующие на каждой из двух сторон, по существу одинаковые.
3. Материал по п.1, отличающийся тем, что термопластичные волокна выбраны из волокон полиамидов (PA: PA6, PA12, PA11, PA6,6, PA6,10, PA6,12), сополиамидов (coPA), блочных сополимеров полиамида с простым или сложным эфиром (PEBAX, PEBA), полифталамидов (PPA), полиэфиров (полиэтилентерефталат -PET-, полибутилентерефталат - РВТ-), сложных сополиэфиров (coPE), термопластичных полиуретанов (TPU), полиацеталей (РОМ), полиолефинов (PP, HDPE, LDPE, LLDPE), простых полиэфирсульфонов(PES), полисульфонов (PSU), полифениленсульфонов (PPSU), полиэфирэфиркетонов (PEEK), полиэфиркетонкетонов (РЕКК), полифениленсульфидов (PPS) или полиэфиримидов (PEI), термопластичных полиимидов, жидкокристаллических полимеров (LCP), фенокси-полимеров, блочных сополимеров, таких как сополимеры стирол-бутадиен-метилметакрилат (SBM), сополимеры метилметакрилат-бутилакрилат-метилметакрилат (MAM), или представляют собой смесь волокон, образованных из этих термопластичных материалов.
4. Материал по п.1, отличающийся тем, что тонкие пленки имеют поверхностную плотность в интервале от 0,2 до 20 г/м2.
5. Материал по п.1, отличающийся тем, что соединение между однонаправленным полотном и тонкими пленками осуществляется по связи, которая простирается на всю поверхность полотна.
6. Материал по п.1, отличающийся тем, что он имеет коэффициент раскрытия 0%.
7. Материал по п.1, отличающийся тем, что он имеет коэффициент раскрытия в интервале от 0,1 до 5%, предпочтительно от 1 до 2%, полученный благодаря перфорациям, сделанным по толщине материала.
8. Способ получения промежуточного материала по одному из пп.1-7, отличающийся тем, что однонаправленное полотно углеродных волокон, имеющее поверхностную плотность от 100 до 280 г/м2, соединено на каждой из своих сторон с тонкой пленкой термопластичных волокон, причем указанные тонкие пленки имеют, каждая, толщину от 0,5 до 50 микрон, предпочтительно от 3 до 35 микрон, путем этапа расплавления и охлаждения тонких пленок, чтобы промежуточный материал имел общую толщину от 80 до 380 микрон, предпочтительно от 90 до 320 микрон.
9. Способ по п.8, отличающийся тем, что объединение проводится благодаря этапу термокомпрессии.
10. Способ по п.8 или 9, отличающийся тем, что он содержит этап перфорации промежуточного материала.
11. Способ по п.10, отличающийся тем, что перфорация проводится путем внедрения перфорационного средства и нагрева вокруг перфорационного средства, приводящего к размягчению тонкой пленки, с последующим охлаждением.
12. Пакет промежуточных материалов по одному из пп.1-7, отличающийся тем, что промежуточные материалы скреплены между собой внутри пакета.
13. Пакет по п.12, отличающийся тем, что пакет скрепляют не сшивкой и не вязанием, а пайкой, осуществляемой операцией нагревания и охлаждения тонкой пленки.
14. Пакет по п.12 или 13, отличающийся тем, что промежуточные материалы соединяют между собой прерывистым образом путем нагревания и охлаждения тонкой пленки, приводящего к точечной пайке.
15. Пакет по п.12, отличающийся тем, что он имеет различные перфорации, позволяющие создавать каналы для просачивания смолы, проходящие по толще пакета, предпочтительно поперек промежуточных материалов, образующих пакет.
16. Пакет по п.12 отличающийся тем, что он имеет коэффициент раскрытия, лежащий в интервале от 0,05 до 3%, предпочтительно от 0,1 до 0,6%.
17. Способ получения композиционной детали, отличающийся тем, что он содержит следующие этапы:
a) подготавливают пакет промежуточных материалов по одному из пп.1-7 или пакет по одному из пп.12-16,
b) факультативно, скрепляют полученный пакет в виде заготовки,
c) добавляют путем вливания или нагнетания термореактивную смолу,
d) упрочняют желаемую деталь этапом полимеризации и структурирования в соответствии с определенным циклом при температуре и под давлением с последующим охлаждением.
18. Способ по п.17, отличающийся тем, что термореактивную смолу добавляют вливанием при пониженном давлении, в частности, при давлении ниже атмосферного давления, в частности ниже 1 бара, предпочтительно составляющем от 0,1 до 1 бар.
19. Композиционная деталь, которая может быть получена способом по п.17 или 18.
20. Композиционная деталь по п.19, отличающаяся тем, что она имеет объемную долю волокон от 57 до 63%, предпочтительно от 59 до 61%.
21. Композиционная деталь по п.19 или 20, отличающаяся тем, что она имеет значение разрушающего напряжения усилия сжатия после удара (CAI), измеренное согласно стандарту prEN 6038 при энергии удара 25 Дж, выше 200 МПа.
| US 20060154545 A1, 13.07.2006 | |||
| EP 1473132 A, 03.11.2004 | |||
| ИЗГОТОВЛЕНИЕ ВОЛОКНИСТЫХ ЗАГОТОВОК ТОРМОЗНЫХ ДИСКОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2181450C2 |
| RU 2006119301 A, 27.02.2008 | |||

