Настоящее изобретение касается области техники усиливающих материалов, приспособленных к изготовлению композитных изделий. Точнее, изобретение касается нового промежуточного материала для изготовления композитных изделий литьем под давлением или последующим вливанием термоотверждаемой смолы, способа изготовления композитных изделий исходя из такого материала, а также полученных композитных изделий.
Изготовление композитных деталей или изделий, то есть содержащих, с одной стороны, один или несколько усилителей или волокнистых слоев и, с другой стороны, матрицу, преимущественно термоотверждаемого типа («смолу»), которые могут иметь в своем составе термопластичные материалы, может, например, быть реализовано способом, называемым «прямым» или «LCM» (на английском «Liquid Composite Moulding»). Прямой способ определяется тем фактом, что один или несколько волокнистых усилителей применяют в «сухом» состоянии (то есть без конечной матрицы), при этом смолу или матрицу пускают в дело отдельно, например литьем под давлением в форму, содержащую волокнистые наполнители (способ «RTM», на английском «Resin Transfer Moulding»), вливанием через толщу волокнистых усилителей (способ «LRI», на английском «Liquid Resin Infusion», или способ «RFI», на английском «Resin Film Infusion) или еще ручной пропиткой/промазкой при помощи валика или кисти, каждого из унитарных слоев волокнистого усилителя, последовательно нанесенных на форму.
Для способов RTM, LRI или RFI вообще сначала надо изготовить волокнистую заготовку в форме желаемого конечного изделия, затем пропитать эту заготовку смолой. Смолу нагнетают или вливают за счет разности давлений при определенной температуре, затем, как только все необходимое количество смолы находится в заготовке, систему доводят до более высокой температуры, чтобы осуществить цикл полимеризация/сшивание и таким образом инициировать ее отверждение.
К композитным деталям, используемым в автомобильной, авиационной или судостроительной промышленности, в частности, предъявляются очень строгие требования, особенно в отношении механических свойств. Однако механические характеристики деталей главным образом связаны с параметром, который представляет собой объемное содержание волокон (ОСВ)(TVF). В то же время в этих секторах особенно важно иметь в распоряжении материалы, которые, с одной стороны, показывают высокую регулярность и, с другой стороны, удобны в обращении и применении.
В этих секторах большое число заготовок реализуют исходя из тканей (WO 94/12708, в частности) или плетенок, в частности, цилиндрической формы (ЕР 1798428 и US2007/0193439, например). Чтобы улучшить ударопрочность деталей, которые желательно получить исходя из таких заготовок, авторы изобретений рассматривают нанесение на эти плетенки или ткани химического связующего, чтобы улучшить механические характеристики полученных изделий, в частности их ударопрочность.
Однако нанесение такого химического связующего, улучшающего ударопрочность, на форму, такую как каркас катушки, является непростым делом. В самом деле, возникает, в частности, вопрос непрерывности этого связующего и сложности автоматизации. Кроме того, нанесение химического связующего на ткань или плетенку может лимитировать деформируемость полученного материала и, следовательно, его применение в случае сложных форм.
В этом контексте материал согласно изобретению должен предоставить концептуальные возможности для изготовления композитных изделий с первичной или вторичной структурами, обладающих хорошими механическими характеристиками и, равным образом, изделий, имеющих высокие объемные содержания волокон.
Задачей изобретения является создание промежуточного материала, отличающегося простотой в изготовлении, конкурентоспособной себестоимостью и относительно простым способом изготовления. Одной из задач изобретения является также разработка материала, производство которого можно будет легко автоматизировать.
Материал согласно изобретению должен быть более прост в эксплуатации. В частности, настоящее изобретение имеет задачей разработку нового промежуточного материала, который мог бы быть изготовлен в соответствии со сложными формами типа плетенок цилиндрической или сложной формы. Материал согласно изобретению равным образом должен иметь возможность быть изготовленным в форме ткани или плетенки, обладающей удовлетворительной деформируемостью.
Таким образом, настоящее изобретение касается промежуточного материала, состоящего из совокупности скрещенных с переплетением лент, отличающегося тем, что, по меньшей мере, некоторые из лент, предпочтительно все ленты, называемые покрытыми лентами, составлены из серии усиливающих нитей или волокон, которые простираются в направлении, параллельном длине ленты, с образованием однонаправленного полотна, которое соединено с каждой из своих сторон с нетканым материалом из термопластичных волокон, при этом эти два нетканых материала обеспечивают сцепление указанной ленты благодаря их термопластичному характеру.
Другие характеристики материала согласно изобретению детализированы в формуле изобретения.
Материал согласно изобретению предназначен для изготовления композитных изделий прямым способом. Поэтому масса нетканых материалов в составе каждой покрытой ленты составляет от 3 до 10% от общей массы каждой ленты.
Объектом изобретения является также способ изготовления композитного изделия, отличающийся тем, что он содержит следующие стадии:
а) размещают по меньшей мере один материал согласно изобретению,
б) складывают в стопку различные материалы согласно изобретению и объединяют их в форме заготовки,
в) добавляют путем нагнетания или вливания термоотверждаемую смолу,
г) отверждают искомое изделие в результате стадии полимеризации/сшивания согласно циклу с определенной температурой и под давлением и последующего охлаждения.
Согласно частному варианту осуществления способа согласно изобретению, термоотверждаемую смолу добавляют вливанием под давлением меньше атмосферного давления, в частности, при давлении меньше 1 бара, например, находящемся в интервале от 0,1 до 1 бара.
Согласно другому из его аспектов, изобретение касается композитных изделий, которые могут быть получены согласно такому способу и которые имеют, в частности, объемное содержание волокон (ОСВ) (TVF) от 50 до 63%, предпочтительно от 53 до 60%.
Другие характеристики изобретения будут приведены в описании со ссылками на прилагаемые чертежи, на которых:
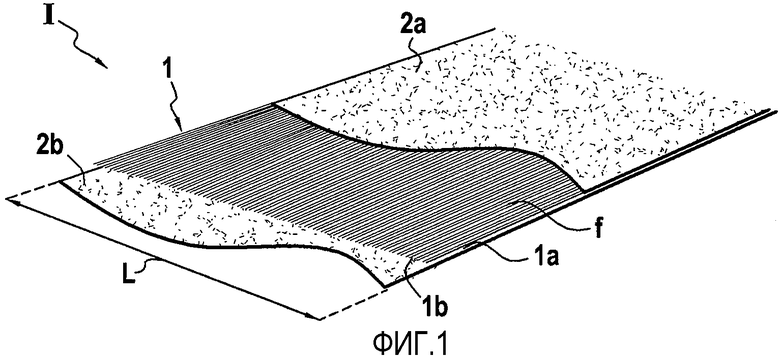
фиг.1 и 2 представляют собой, соответственно, схематическое изображение в изометрии с частичным извлечением и в разрезе ленты, используемой в рамках изобретения, в которой однонаправленное полотно соединено с двумя неткаными материалами.
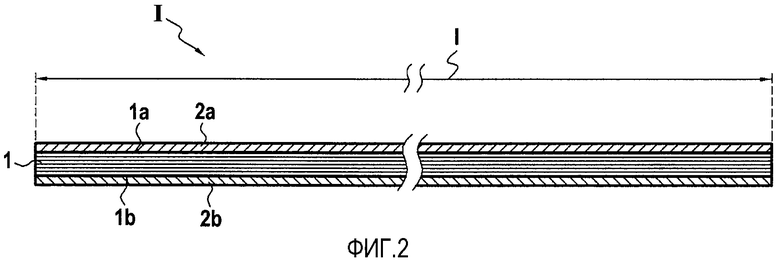
Фиг.3 показывает различные структуры тканья, которые могут представлять собой промежуточный материал согласно изобретению.
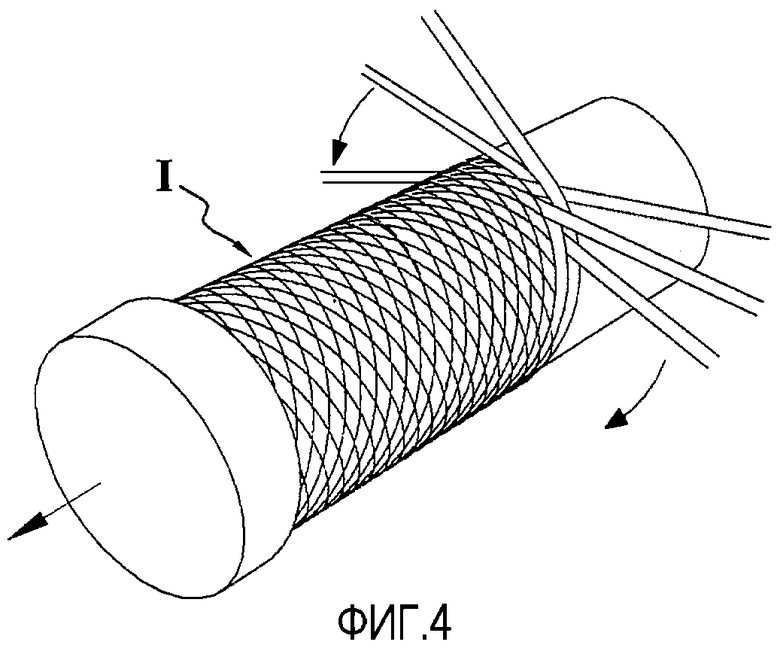
Фиг.4 представляет материал согласно изобретению, имеющий форму цилиндрической плетенки.
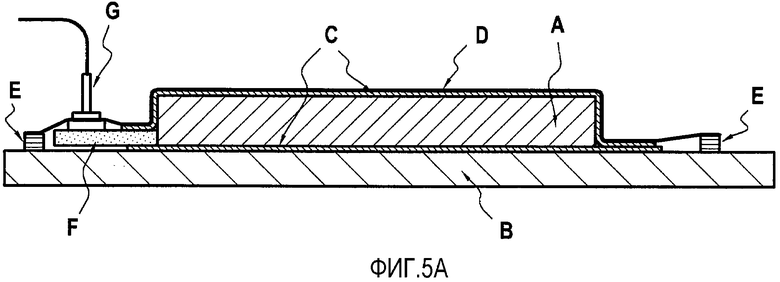
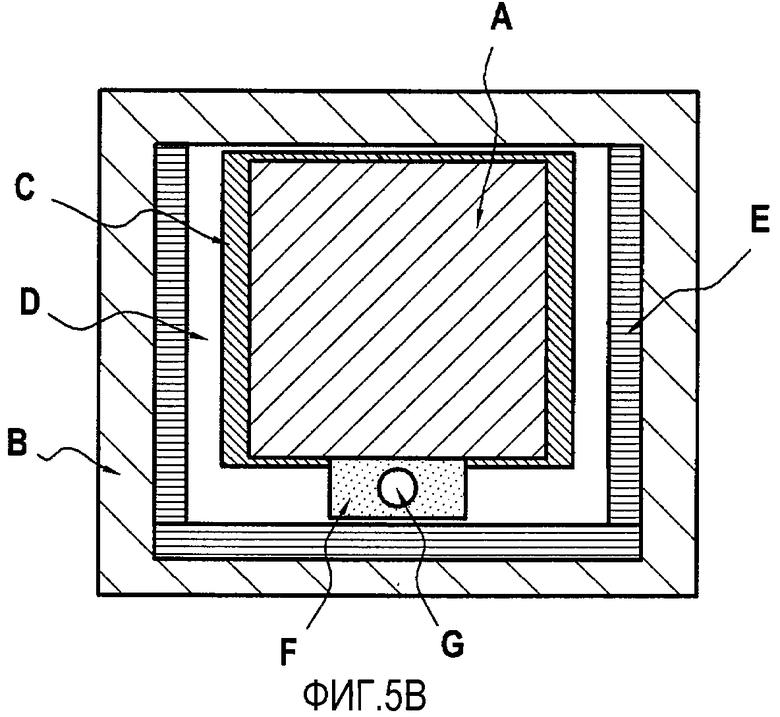
Фиг.5А и 5В представляют устройство для измерения толщины заготовки, сформированной из лент, в вакууме.
Фиг.6 представляет собой фотографию примера ленты, которая может быть использована в рамках изобретения, и делает очевидным, что ее край имеет высокую чистоту.
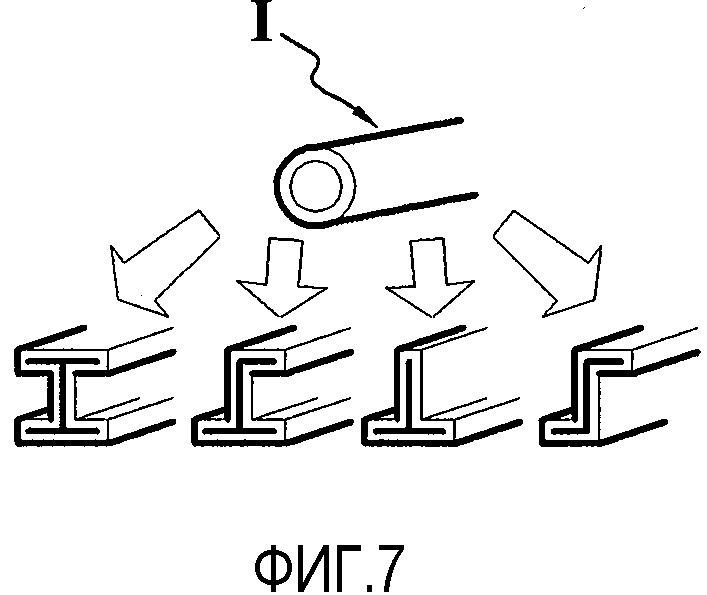
Фиг.7 показывает различные формы изделий, которые могут быть получены исходя из промежуточного материала согласно изобретению в форме цилиндрической плетенки.
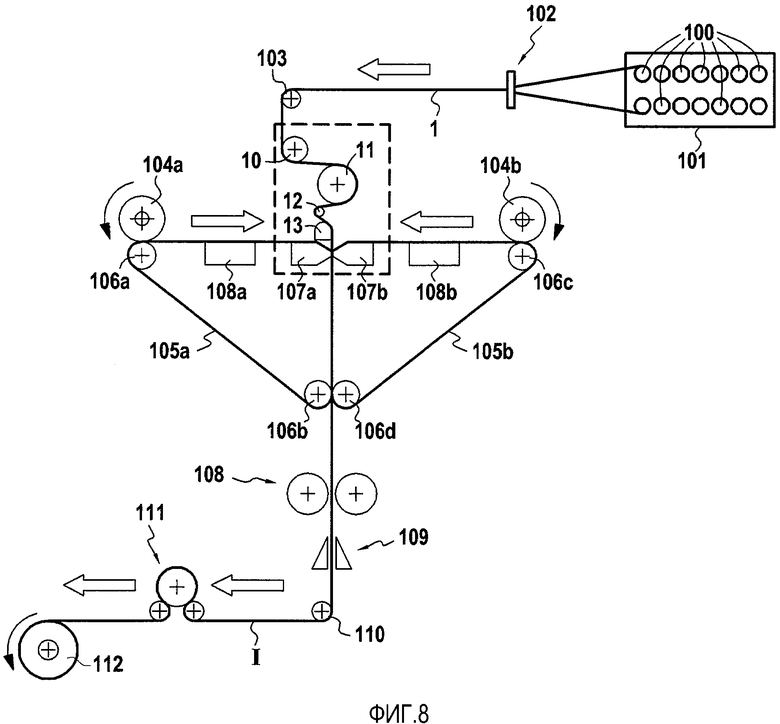
Фиг.8 представляет, в схематической форме, общий вид устройства для изготовления ленты, соединенной с каждой из ее больших поверхностей с нетканым материалом.
Фиг.9 иллюстрирует структуру тканья, называемую саржевым переплетением, используемую в примерах.
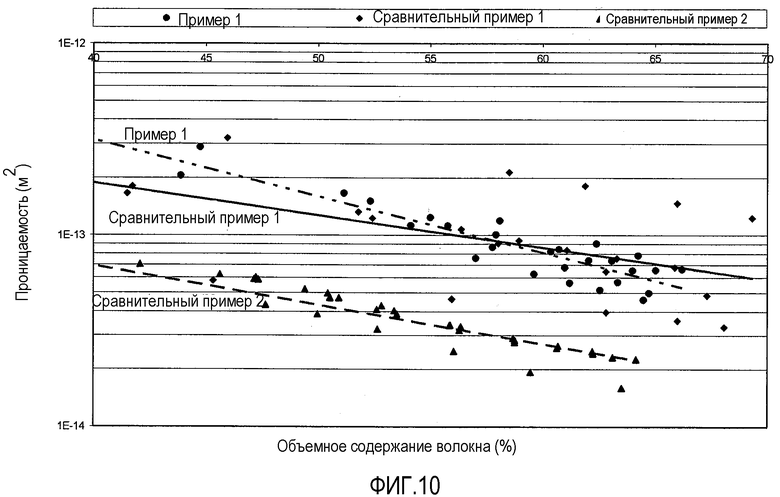
Фиг.10 представляет зависимости проницаемости от объемного содержания волокон для промежуточного материала согласно изобретению.
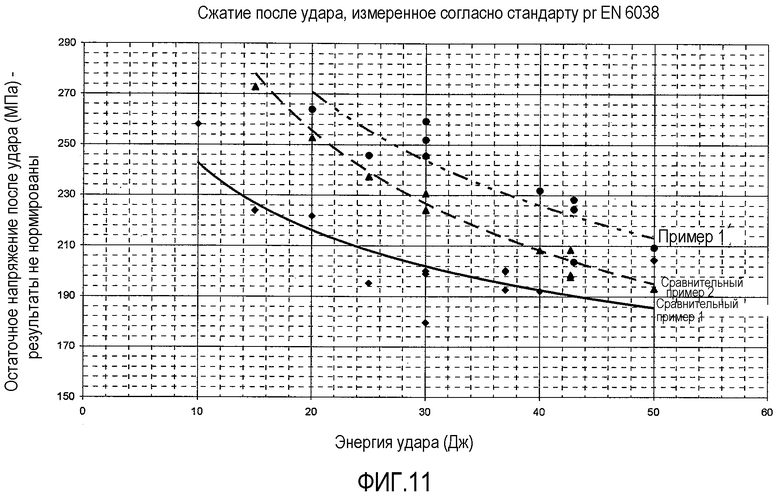
Фиг.11-15 показывают механические характеристики композитных изделий, полученных с промежуточным материалом согласно изобретению.
Изобретение предлагает материалы, полученные скрещиванием и переплетением лент, по меньшей мере, некоторые из которых представляют собой покрытые ленты. В рамках изобретения однонаправленные нити или волокна, являющиеся составной частью ленты, соединены с неткаными материалами перед их скрещиванием с переплетением. Таким образом, в материале согласно изобретению каждая покрытая лента соединена с двумя неткаными материалами по всей ее длине, включая точки скрещивания и переплетения. Скрещивание с переплетением осуществлено, например, тканьем или плетением. По сравнению с тканью, которая будет соединена после плетения с химическим связующим, например, в форме покрывала, преимущество материала согласно изобретению, изготовленного на основе лент из однонаправленных волокон, соединенных с каждой из их сторон с нетканым материалом из термопластичных волокон, проявляется, в частности, на уровне деформируемости, которая будет значительно лучше в рамках изобретения, принимая во внимание, что ленты могут двигаться между собой, тогда как нити блокированы химическим связующим в случае ткани, обработанной после тканья, или плетенки, обработанной после плетения. В среде материала согласно изобретению ленты могут двигаться одни по отношению к другим, принимая во внимание, что за исключением механической связи, полученной в результате скрещивания/переплетения, между лентами не существует никакой другой связи, в частности никакой связи, полученной благодаря химическому связующему, в частности за счет склеивания, или другой.
Кроме того, факт непосредственного использования лент, несущих нетканые материалы, которые придадут желаемые механические свойства конечному изделию, предоставляет многочисленные концептуальные возможности. Например, материал согласно изобретению может быть непосредственно сплетен на каркасе катушки с получением плетенки цилиндрической формы, которой затем может быть придана форма, например, путем шитья или предварительного формования с получением заготовки более сложной формы, как это проиллюстрировано, в частности, на фиг.7. Материал согласно изобретению может быть также непосредственно сплетен на каркасе сложной формы, возможно, в несколько последовательных слоев.
Кроме того, специфический выбор покрытых лент по сравнению с другими лентами, связанными другим типом химического связующего, таким как термопластичный порошок или связующее, распыляемое в «горячем расплаве», как предложено фирмой Oxeon, позволяет впоследствии получить композитные изделия, которые обладают намного лучшими характеристиками ударопрочности.
В рамках изобретения под лентой, или полоской, подразумевают листовой материал, который имеет длину, значительно большую его ширины. Такие ленты, в частности, могут иметь ширины от 3 до 25 мм. В случае покрытых лент эти последние могут быть изготовлены исходя из одной или нескольких нитей, при этом нить состоит из совокупности волокон. Покрытые ленты даже намного меньшей ширины могут быть получены в случае, когда используют очень тонкую нить от 1К до 3К. В продолжение их равным образом могут называть лентой из нитей или параллельных волокон, лентой из параллельных фибровых волокон.
Как это показано на фиг.1, покрытые ленты I, изготовленные в рамках изобретения, имеют длину l и ширину L. Эти покрытые ленты образованы из совокупности волокон f (случай одной нити 1) или совокупности нитей 1 (каждая образована совокупностью волокон), которые простираются параллельно длине ленты. Покрытая лента имеет обычную прямоугольную форму и соединена с каждой из ее больших поверхностей 1а и 1b с нетканым материалом (соответственно 2а и 2b), как это показано на фиг.2.
Под нетканым материалом, который равным образом может быть назван «покрывалом», обычно подразумевают совокупность непрерывных или коротких волокон, расположенных случайным образом. Эти нетканые или покровные материалы могли бы быть произведены, например, способами раздувки из расплава («Meltblow»), прядения из расплава («Spunlaid») или электроформования («Electrospinning»), хорошо известными специалистам в данной области. В частности, волокна, образующие нетканый материал, могут иметь средние диаметры, находящиеся в интервале от 0,5 до 70 мкм. В случае нетканого материала из коротких волокон волокна могут иметь длину, например, находящуюся в интервале от 1 до 100 мм. Применение нетканых материалов, которые представляют собой случайное изотропное покрытие, позволяет придать каждой покрытой ленте равномерное сцепление во всех направлениях в противоположность применению разделенных нитей, например. Для каждой покрытой ленты связь между неткаными материалами и однонаправленным полотном была предварительно обеспечена нагреванием, используя клейкий при нагревании характер нетканых термопластичных материалов, и последующим охлаждением. В качестве примера волокна, образующие нетканые материалы, предпочтительно изготовлены из термопластичного материала, в частности выбраны среди: полиамидов (РА: РА6, РА12, РА11, РА6,6, РА6,10, РА6,12, ...), сополиамидов (СоРА), полиамидов с блоками простого или сложного эфира (РЕВАХ, РЕВА), полифталамида (РРА), сложных полиэфиров (полиэтилентерефталат - РЕТ, полибутилентерефталат - РВТ), сополимеров сложных эфиров (СоРЕ), термопластичных полиуретанов (TPU), полиацеталей (РОМ ...), полиолефинов (РР, HDPE, LDPE, LLDPE ...), простых полиэфирсульфонов (PES), полисульфонов (PSU ...), полифениленсульфонов (PPSU ...), полиэфирэфиркетонов (РЕЕК), полиэфиркетонкетона (РЕКК), полифениленсульфида (PPS) или простых полиэфиримидов (PEI), термопластичных полиимидов, жидкокристаллических полимеров (LCP), феноксисоединений, блок-сополимеров, таких как сополимеры стирола, бутадиена и метилметакрилата (SBM), сополимеры метилметакрилата, бутилакрилата и метилметакрилата (МАМ) и их смесей. Нетканые материалы могут быть образованы из волокон той же самой природы, но равным образом из смеси волокон, изготовленных из этих термопластичных материалов. Разумеется, материал хорошо приспособлен к различным типам термоотверждаемых систем, используемым для получения матрицы во время последующего изготовления композитных изделий.
Каждая покрытая лента, используемая для создания промежуточного материала согласно изобретению на каждой из ее больших поверхностей имеет нетканый материал из термопластичных волокон, который обеспечивает ее сцепление. В частности, в качестве нетканого материала из термопластичных волокон можно использовать нетканые материалы, поставляемые в продажу, например, фирмами Protechnic (66, rue des Fabriques, 68702 -CERNAY Cedex - France) или Spunfab Ltd./Keuchel Associates, Inc. (175 Muffin Lane Cuyahoga Falls, OH 44223, USA).
В рамках изобретения однонаправленное полотно, состоящее из одной или нескольких усиливающих нитей, может быть из материала, выбранного среди следующих материалов: углерод, стекло, арамид, диоксид кремния, базальт, керамика и их смеси, или любого другого материала, используемого в области композиционных материалов, причем волокна могут быть натуральными или синтетическими. Углеродные волокна, тем не менее, являются предпочтительными.
Внутри каждой ленты усиливающие нити или волокна расположены таким образом, чтобы обеспечить почти полное покрытие по всей поверхности ленты. В частности, когда покрытая лента образована из однонаправленного слоя из нескольких нитей, они будут расположены край к краю с минимальным и даже с отсутствием какого-либо зазора в материале («gap» на английском) или наложения кромок друг на друга («overlap» на английском).
Обычно нить образована из совокупности волокон и содержит обычно, в случае углеродной нити, от 1000 до 80000 волокон, предпочтительно от 12000 до 24000 волокон. Особенно предпочтительно в рамках изобретения используют углеродные нити от 1 до 24К, например 3К, 6К, 12К или 24К, предпочтительно от 12 до 24К. Волокна, образующие нити, являются предпочтительно непрерывными. Волокна, находящиеся внутри покрытых лент, имеют прямое поперечное сечение в форме параллелепипеда или эллиптической формы и квалифицируются как плоские нити. Эти нити имеют определенную ширину и толщину. В качестве примера плоская углеродная нить 3К с весовым номером 200 текс имеет обычно ширину от 1 до 3 мм, плоская углеродная нить 12К с весовым номером 446 текс - ширину от 2 до 5 мм, плоская нить 12К с весовым номером 800 текс - ширину от 3 до 7 мм, плоская углеродная нить 24К с весовым номером 1600 текс - ширину от 5 до 12 мм и плоская углеродная нить 24К с весовым номером 1040 текс - ширину от 5 до 10 мм. Таким образом, плоская углеродная нить, содержащая от 3000 до 24000 волокон, чаще всего будет иметь ширину от 1 до 12 мм. Для некоторых вариантов осуществления углеродные нити, находящиеся внутри покрытых лент, имеют весовой номер, находящийся в диапазоне от 60 до 3800 текс, предпочтительно от 400 до 900 текс. Перед соединением нити, или нитей, с неткаными материалами, чтобы получить ленту, можно нанести, или не наносить, тонкий слой обычно используемых нитей, доступных в продаже. В качестве примера, толщина однонаправленного углеродного полотна внутри ленты может быть приблизительно от 90 до 270 мкм. Среди углеродных нитей можно различить высокопрочные нити ВП (HR), модуль растяжения которых находится в интервале от 220 до 241 ГПа, и разрывающее напряжение при растяжении которых находится в интервале от 3450 до 4830 МПа, нити с промежуточным модулем (ПМ) (IM), модуль растяжения которых находится в интервале от 290 до 297 ГПа, и разрывающее напряжение при растяжении которых находится в интервале от 3450 до 6200 МПа, и высокомодульные нити (ВМ) (HM), модуль растяжения которых находится в интервале от 345 до 448 ГПа, и разрывающее напряжение при растяжении которых находится в интервале от 3450 до 5520 МПа (согласно «ASM Handbook», ISBN 0-87170-703-9, ASM International 2001).
Покрытые ленты, такие как были описаны выше и некоторые более точные примеры которых будут даны впоследствии в описании и примерах, используют в рамках изобретения для изготовления промежуточных материалов, предназначенных для соединения с матрицей на основе термопластичной смолы для последующего получения композиционных изделий, в частности, для авиационной промышленности. В промежуточных материалах согласно изобретению эти покрытые ленты наложены друг на друга и скрещены с переплетением. Промежуточные материалы согласно изобретению образованы предпочтительно исключительно из покрытых лент, состоящих из ряда усиливающих нитей или волокон, которые простираются вдоль направления, параллельного длине ленты, с образованием однонаправленного слоя, который с каждой из его сторон соединен с нетканым материалом из термопластичных волокон, причем эти два нетканых материала обеспечивают сцепление указанной покрытой ленты благодаря их термопластичному характеру. В частности, промежуточные материалы согласно изобретению представляют собой исключительно тканье или плетение из покрытых лент, таких как более точно описаны в настоящей заявке на патент. Между тем, не исключено, что в промежуточных материалах согласно изобретению эти покрытые ленты будут скомбинированы с другими лентами, такими как простые нити или другие. В самом деле, эти покрытые ленты могут, например, быть использованы только в качестве утка в случае ткани, при этом нити основы являются обычными и непокрытыми, или одна нить из двух в случае плетенки, так чтобы вся поверхность текстильной структуры была покрыта по меньшей мере одной покрытой лентой.
Может быть использован любой тип техники для скрещивания с переплетением. Предпочтительно покрытие, достигаемое скрещиванием, будет максимальным. Предпочтительно материал согласно изобретению будет иметь коэффициент раскрытия меньше или равный 0,5%. Этот коэффициент раскрытия может быть определен методом, описанным в примерах. Такой коэффициент раскрытия может, в частности, быть легче достигнут, когда используемые покрытые ленты являются калиброванными, и/или когда материал согласно изобретению состоит исключительно из покрытых лент.
Можно, например, использовать любые методы тканья, такие как, в частности, описанные в документах WO 2006/0759961 и WO 98/46817. В материалах согласно изобретению ленты могут быть сотканы согласно различным структурам, в частности типа тафтяного переплетения (называемого также полотняным переплетением), саржевого или сатинового переплетения, как изображено на фиг.3 (левая часть: тафтяное переплетение и правая часть: сатиновое) или 9. Ссылки 10 и 11 обозначают, соответственно, ленты утка и основы. Можно также использовать метод, описанный в заявке на патент ЕР0670921, в которой описан улучшенный способ тканья, в котором уток сматывается без кручения и в котором, кроме того, к полученной ткани, чтобы увеличить ее объемное содержание волокон, уменьшая ее коэффициент раскрытия, может быть применена система вибрационного разбрызгивания. В рамках изобретения материал согласно изобретению может быть получен способом тканья, в котором может быть применено одно или другое из этих улучшений или оба в комбинации. Применение размотки утка с вращающихся катушек, описанное в этом документе, обладает тем преимуществом, что не надо добавлять кручение ленты, которая может таким образом оставаться плоской в полученном тканом промежуточном материале.
Материал согласно изобретению может также находиться в форме плетенки, в частности плетенки, образующей цилиндр, как представлено на фиг.4. Такие плетенки получают плетением лент, таких как описанные перед этим. В частности, могут быть применены такие методы плетения, как описанные в документах ЕР 1798428 или US 2007/0193439. В этих методах роботизированное устройство помещает каркас катушки в центр плетельной машины и перемещается во время плетения вдоль этого каркаса таким образом, что плетенка покрывает каркас. После нескольких проходов каркас покрыт разными слоями плетеных лент. Легко применить ленты, используемые в рамках изобретения, на плетельных машинах, специально, если они такими являются, оптимизированных для плетения плоских нитей. Метод плетения несимметричных лент, использующий два сорта лент, такой как описанный в заявке WO 92/15740, равным образом может быть использован. Можно также сшить раскрытую плетенку, чтобы придать ей форму цилиндра или любую другую желаемую сложную форму.
Ниже описан частный тип покрытой ленты из углеродных волокон, которая позволяет получить промежуточные материалы согласно изобретению, которые позволят, в частности, изготавливать впоследствии композитные изделия, которые будут одновременно сочетать хорошие механические свойства и высокое объемное содержание волокон, свойства, желательные, в частности, в области самолетостроения. Согласно предпочтительному варианту осуществления, каждая покрытая лента, являющаяся составной частью промежуточного материала согласно изобретению, представляет собой однонаправленный слой углеродных волокон, имеющий поверхностную плотность от 100 до 280 г/м2, соединенный с каждой из его сторон с нетканым материалом из термопластичных волокон, причем каждый из указанных нетканых материалов имеет толщину от 0,5 до 90 микрон, предпочтительно от 3 до 35 микрон. Согласно частному варианту осуществления, каждая покрытая лента имеет толщину от 80 до 380 микрон, предпочтительно от 90 до 320 микрон, более предпочтительно от 93 до 305 микрон.
Стандарт NF EN ISO 9073-2 не позволяет измерять одну из составных частей материала, состоящего из нескольких элементов. Могут быть использованы следующие методы: один - для измерения толщины нетканого материала в составе ленты и другой - для измерения общей толщины ленты.
Таким образом, в составе ленты толщина нетканого материала или покрова, закрепленного на однонаправленном слое усиливающих нитей или волокон, может быть определена на основе микроскопических срезов, которые обеспечивают точность измерения +/-1 мкм. Метод следующий: покрытую ленту, объединяющую однонаправленный слой, состоящий из усиливающих нитей или волокон, и два покрова, приклеенных с каждой стороны слоя, пропитывают при помощи кисти смолой, которая полимеризуется при комнатной температуре (Araldite и Araldur 5052 фирмы Huntsman). Набор фиксируют между двумя пластинами, чтобы во время полимеризации приложить давление порядка 2-5 кПа. Измерение толщины покрова, присутствующего в покрытой ленте, не зависит от давления, прикладываемого во время этой стадии. Кусок набора заключают в оболочку из смолы, отвердевающей в холодном состоянии Epofix Kit от Struers, затем полируют (при помощи абразивной бумаги на основе карбида кремния с зерном 320 мкм и различных фетров вплоть до зерна 0,3 мкм), чтобы иметь возможность наблюдать при помощи оптического микроскопа Olympus BX 60, снабженного камерой Olympus ColorView IIIu. Применение этой смолы, которая полимеризуется при комнатной температуре, не оказывает никакого влияния на толщину покрова, но только дает возможность осуществить измерения. Программное средство analysis auto 5.0 фирмы Olympus Soft Imaging Solution Gmbh позволяет снимать фотографии и осуществлять измерения толщины. Для каждой покрытой ленты (однонаправленный слой, скомбинированный с покровами с каждой стороны) получали 5 изображений с увеличением 20. На каждом изображении осуществляли 15 измерений толщины покрова и определяли среднее значение и стандартное отклонение этих измерений.
Общая толщина покрытой ленты может быть определена на основе следующего метода, устройство для осуществления которого схематически изображено на фиг.5А и 5В, который определяет среднее значение на заготовке, состоящей из стопки покрытых лент. На этих чертежах А обозначает заготовку; В - несущая пластина; С - силиконовая бумага; D - пленка для создания вакуума; E - вакуумная прокладка; F - фетр для дренажа и G - вакуумное соединение. Этот способ обычно используется специалистами в данной области и дает возможность общего измерения, минимизируя изменчивость, которая может локально существовать в среде одной и той же ленты. Заготовку, состоящую из стопки различных ориентированных слоев покрытой ленты, помещают между двумя листами силиконовой бумаги с плотностью 130 г/м2 и толщиной 0,15 мм, поставляемой в продажу фирмой SOPAL в пленке для создания вакуума CAPRAN 518 фирмы Aerovac(Aerovac Systemes France, Umeco Composites, 1 rue de la Sause 31240 Saint-Jean, France) и в контакте с фетром для дренажа Airbleed 10HA, поставляемым в продажу фирмой Aerovac. Герметичность системы обеспечивается при помощи вакуумной прокладки SM5130, поставляемой в продажу фирмой Aerovac. Вакуум, находящийся в диапазоне от 0,1 до 0,2 кПа создают при помощи вакуумного насоса Leybold SV40 B (Leybold Vacuum, Bourg les Valence, France). Затем толщину заготовки измеряют между двумя цифровыми компараторами TESA Digico 10 после вычитания толщины вакуумной покрышки и силиконовых бумаг. Осуществляли 25 измерений на одной заготовке и определяли среднее значение и стандартное отклонение этих измерений. Полученную толщину покрытой ленты определяли тогда, деля общую толщину заготовки на число слоев наложенных друг на друга покрытых лент.
Предпочтительно, чтобы толщина каждой покрытой ленты, внутри промежуточного продукта согласно изобретению, имела малую изменчивость, в частности, с изменениями толщины, стандартное отклонение которых не превышает 20 мкм, предпочтительно не превышает 10 мкм. Эта характеристика позволяет улучшить однородность композитных изделий, которые могут быть получены.
Масса квадратного метра в граммах слоя углеродных волокон может быть определена исходя из массы квадратного метра в граммах каждой покрытой ленты (однонаправленный слой+2 покрова). Если известна поверхностная плотность покровов, тогда можно вычислить поверхностную плотность однонаправленного слоя. Предпочтительным образом поверхностную плотность определяют исходя из промежуточного продукта химическим травлением (возможно также пиролизом) покрова. Этот тип метода обычно используется специалистами в данной области для определения содержания углеродных волокон в ткани или композитной структуре.
Ниже описывают метод измерения массы квадратного метра ленты в граммах. Массу квадратного метра ленты в граммах измеряют взвешиванием вырезанных образцов площадью 100 см2 (то есть диаметром 113 мм). Чтобы облегчить вырезку образцов ленты, которая является гибкой, ленту помещают между двумя листами глянцевого картона фирмы Cartonnage Roset (Saint Julien en Genevois, France) с плотностью 447 г/м2 и толщиной 0,450 мм, чтобы обеспечить определенную твердость системы. Для вырубания образцов из системы использовали круглый пневматический пробойник фирмы Novi Profibre (Eybens, France), вырубали 10 образцов каждого типа ленты.
В то же время предпочтительно поверхностная масса покрова, присутствующего в составе каждой покрытой ленты, находится в интервале от 0,2 до 20 г/м2.
В каждой ленте соединение между однонаправленным слоем и покровами может быть осуществлено прерывистым образом, например только в некоторых точках или зонах, но предпочтительно осуществлено за счет связи, которая распространяется на всю поверхность слоя, квалифицируемой как непрерывная. Соединение однонаправленного слоя с двумя покровами может осуществляться посредством клейкого слоя, например, выбранного среди эпоксидных клеев, полиуретановых клеев, термоотверждаемых клеев, клеев на основе полимеризуемых мономеров, структурированных акриловых или модифицированных акриловых клеев, клеев, клеящих в расплаве. Но чаще всего соединение осуществляют благодаря клейкому характеру, который проявляют покровы при нагревании, например, во время стадии термопрессования во время их изготовления, который позволяет обеспечить связь между однонаправленным слоем и покровами. Предпочтительно, чтобы сцепление каждой покрытой ленты обеспечивалось исключительно неткаными термопластичными материалами.
Согласно частному варианту осуществления, каждая покрытая лента имеет заданную почти постоянную ширину на всей ее длине, это означает, что покрытые ленты обладают очень малой изменчивостью ширины на всей их длине. В этом случае, так как ширина используемых покрытых лент почти постоянная, покрытые ленты согласно изобретению равным образом имеют очень малую изменчивость поверхностной плотности. В частности, ширина каждой покрытой ленты имеет, по всей длине указанной ленты, стандартное отклонение, в частности, меньше 0,25 мм, предпочтительно меньше 0,22 мм, более предпочтительно меньше или равное 0,20 мм. Малая изменчивость ширины позволяет, в частности, изготавливать впоследствии изделия высокой однородности с контролируемыми механическими свойствами. Ширина покрытых лент и ее стандартное отклонение могут быть определены согласно методу, описанному в примерах, для результатов таблицы 3. Стандартное отклонение может быть определено как среднеквадратичное средних отклонений или:
где n = число величин;
xi = величина;
x = среднее арифметическое.
Такая покрытая лента почти постоянной ширины может быть получена способом, который содержит следующие стадии:
А1) выравнивание ширины ленты до желаемой ширины благодаря средствам калибровки,
А2) соединение ленты с каждой из ее сторон с нетканым материалом из термопластичных волокон, позволяющим обеспечить однородное сцепление ленты таким образом, что общая масса нетканых материалов не превышает 25% от общей массы полученной ленты.
Образование покрытой ленты может быть осуществлено исходя из одной или нескольких нитей. В случае когда лента образована из нескольких нитей, именно совокупность нитей (а не каждую нить, взятую отдельно) калибруют, чтобы прийти к слою заданной ширины.
Способ получения таких покрытых лент, которых в настоящее время нет в распоряжении на рынке, детализирован ниже. Перед стадией калибровки нить или нити могут быть вытянуты с бобины и могут быть подвергнуты распределению. Для этого нить или нити могли бы быть направлены на распределительное устройство, например, состоящее из одного или нескольких распределяющих стержней. Эта стадия распределения может быть необходимой в зависимости от желаемой массы квадратного метра в граммах и равным образом для получения перед калибровкой ширины слоя или нитей, больше желаемой ширины после калибровки. Эта система калибровки может быть дополнена планкой, колеблющейся в направлении ее длины, расположенной на выходе распределяющих стержней, как раз перед средствами калибровки. Также такое устройство может быть дополнено несколькими колеблющимися стержнями в случае, когда ассоциация нитей значительного весового номера используется для очень малых поверхностных плотностей.
Стадию калибровки осуществляют, заставляя проходить слой или нить через средства калибровки, которое представляет собой проход заданной ширины, в частности, в форме желобка с плоским дном, устроенном на ролике, или проход между двумя зубцами, в случае когда получают одну ленту на основе одной или нескольких нитей, или калибровочной гребенкой, ограничивающей калиброванные проходы для нескольких нитей, в случае когда параллельно изготавливают несколько покрытых лент. Когда реализуют слой, состоящий из нескольких нитей, в действительности калибровка, собственно говоря, ширины слоя осуществляется только на двух внешних нитях, так как другие нити направляются гребенкой, расположенной выше распределяющего элемента, таким образом, что между нитями внутри слоя нет свободного пространства.
На выходе из средств калибровки калиброванный однонаправленный слой будет иметь по всей его длине почти постоянную ширину, которая будет сохраняться вплоть до получения конечной покрытой ленты. Предпочтительно, на выходе из средств калибровки ширина калиброванного однонаправленного слоя будет иметь по всей длине однонаправленного слоя стандартное отклонение, в частности, меньше 0,25 мм, предпочтительно меньше 0,24 мм, более предпочтительно меньше или равное 0,20 мм.
В таком способе нетканые материалы предпочтительно соединяют с лентой после регулирования ширины ленты таким образом, чтобы сохранить ширину, полученную после регулировки. Таким образом, можно калибровать ленту до желаемой ширины, которая почти постоянна по всей длине ленты, и зафиксировать полученную калибровку, соединяя ленту из волокон с неткаными материалами путем склеивания, и минимизировать таким образом изменения ширины. Полученный калиброванный однонаправленный слой затем соединяют, с каждой из его сторон, с нетканым термопластичным материалом, например на конвейерной ленте, приводимой в движение роликами. Расстояние между выходом из средств калибровки и приспособлениями для соединения слоя с неткаными материалами будет предпочтительно очень малым, порядка нескольких миллиметров, чтобы сохранить полученную калибровку. Чтобы обеспечить их связь с нитями или волокнами, после охлаждения, нетканые материалы подвергают выше места их соединения с лентой стадии нагревания, приводящей к размягчению и даже плавлению полимера.
Условия нагревания и давления приспособлены к материалу, образующему нетканые материалы, и к их толщине. Чаще всего стадию термопрессования осуществляют при температуре, находящейся в интервале от Тпл нетк.- 15°С и Тпл нетк. + 60°С (где Тпл нетк. обозначает температуру плавления нетканого материала), и под давлением от 0,1 до 0,6 МПа. Таким образом, можно достичь степеней сжатия нетканого материала до или после соединения, изменяющихся в диапазоне от 1 до 10. Стадия наклеивания нетканых материалов на однонаправленные усиливающие волокна равным образом является определяющей для того, чтобы корректно держать под контролем конечную толщину ленты. В самом деле, в зависимости от условий температуры и давления, в частности, во время наклеивания можно изменять и, следовательно, регулировать толщину нетканого материала, присутствующего с каждой стороны ленты.
Толщину нетканых материалов перед их соединением с однонаправленным слоем выбирают в зависимости от способа, которым их будут соединять со слоем однонаправленных волокон. Чаще всего их толщина очень близка к желаемой толщине ленты. Равным образом можно выбрать использование нетканого материала более значительной толщины, который в таком случае каландруют при нагревании во время стадии соединения таким образом, чтобы достичь желаемой толщины. Предпочтительно слой однонаправленных волокон соединяют с каждой из его больших поверхностей с двумя почти идентичными неткаными материалами таким образом, чтобы получить совершенно симметричный промежуточный материал.
Согласно частному способу осуществления, который может быть скомбинирован с предыдущими, каждая покрытая лента не имеет разрезанных волокон на ее продольных краях. Это делает значительно более простым использование этих последних в способах плетения и тканья. В самом деле, наличие резаных нитей или волокон на крае ленты обладает тем неудобством, что создает зоны накопления волокон или нитей в некоторых точках вдоль траектории движения ленты в указанных способах и вызывает остановки машины по причине обрыва нитей или низкого качества создаваемого усиления. Эти края с наличием резаных волокон являются также генератором нитей, накручивающихся сами на себя при разматывании с бобины, на которой находится намотанная лента, что тоже имеет следствием обрывы нитей или дефект качества (говорят в таком случае о «кольцах», возникающих на бобине с лентой). Такая характеристика становится возможной, в частности, благодаря способу, описанному перед этим, который избегает любого разрыва для получения желаемой ширины ленты.
Таким образом, согласно частному способу осуществления, который может быть скомбинирован с предыдущими, каждая покрытая лента имеет, только в некоторых точках на ее продольных краях или на всей длине двух ее продольных краев, непосредственную связь между двумя неткаными материалами, реализованную благодаря термопластичному характеру этих последних.
В рамках этого последнего варианта осуществления, чтобы способствовать получению чистого края и хорошему контролю ширины ленты, в способе, детализированном перед этим, лента, с одной стороны, и разрезанные участки с одного и с другого ее краев, с другой стороны, приводятся в движение средствами извлечения, такими как приводные средства или засасывающие средства.
В этом случае ширину нетканых материалов выбирают таким образом, чтобы эти последние выступали с одной и другой стороны за однонаправленный слой. Затем ленту тянут с конвейерной ленты посредством ведущего валика (трехвалкового привода) и подвергают обрезанию на уровне каждого из ее продольных краев при помощи нагревающего режущего приспособления, в частности, нагревающих ножей. Обрезание осуществляется не по нити, а как раз со стороны края нити, чтобы избежать любого распускания. Обрезание нетканого материала в горячем состоянии на уровне каждого края ленты приводит к некоторой усадке последней. Так как два нетканых материала имеют ширину, которая больше ширины однонаправленного слоя, наблюдают точечное склеивание двух нетканых материалов между собой, которое предпочтительно сожмет однонаправленный слой на уровне углеродных краев. Полученная покрытая лента имеет в таком случае очень ровный край 4 без фрагментов резаных волокон, как показано на фиг.6.
Тогда ленту тянут тремя приводными роликами. Равным образом, чтобы способствовать получению очень ровного края, можно приступить к удалению обрезков нетканого материала при помощи приводных средств, типа приводных валиков или при помощи засасывающих средств. В этом случае крайние части, соответствующие отходам, содержат нить, с которой нетканый материал может быть срезан только с одной стороны, что позволит способствовать удалению или засасыванию отходов. Равным образом можно предусмотреть расположение на краях, предназначенных для срезания и удаления в отходы, нити из материала, природа которого отличается от природы нитей, служащих для изготовления покрытых лент.
Промежуточные материалы согласно изобретению могут быть использованы для изготовления деталей для авиационной техники, которые требуют высоких механических характеристик, в частности, для изготовления деталей первичной структуры. В частности, плетенки цилиндрической формы согласно изобретению могут быть использованы для изготовления длинных деталей, таких как каркасы фюзеляжей или ребра жесткости. В этом случае, например, плетенку деформируют и сохраняют в определенной форме путем сшивания или предварительного формования (термопрессования) с получением поперечного сечения, в частности, I, T, S-образной формы, как изображено на фиг.7.
Такие изделия могли бы быть изготовлены любыми известными прямыми способами, такими как способы шприцевания или литья под давлением термоотверждаемых смол. Используемая матрица является матрицей термоотверждаемого типа. Инжектируемая смола будет выбрана, например, среди следующих термоотверждаемых полимеров: эпоксиды, ненасыщенные сложные полиэфиры, сложные виниловые эфиры, фенольные полимеры, полиимиды, бисмалеимиды. Композитное изделие получают после стадии термообработки. В частности, композитное изделие получают обычно в результате обычного цикла отверждения рассматриваемых полимеров, осуществляя термообработку, рекомендуемую поставщиками этих полимеров и известную специалистам в данной области. Эту стадию отверждения желаемого изделия осуществляют путем полимеризации/сшивания в соответствии с определенным температурным циклом и под давлением и последующего охлаждения. Давление, прикладываемое во время цикла обработки, является низким в случае вливания в вакууме и более высоким в случае литья под давлением в форму RTM.
Промежуточный материал и способ согласно изобретению дают возможность в некоторых случаях изготавливать композитные изделия, имеющие ОСВ порядка 60%, которое соответствует стандарту для первичных структур в авиационной промышленности (то есть изделия, необходимые для самолета), и равным образом сильно улучшить ударопрочность при низкой скорости полученных композитных изделий: например, падение инструмента в цехе во время изготовления композитной структуры, столкновение с посторонним телом во время его использования при функционировании.
Давление, прикладываемое в процессе литья под давлением, выше давления, используемого в процессе шприцевания. Отсюда следует, что намного легче получить изделия с корректным ОСВ методом литья под давлением, чем методом шприцевания. Материалы согласно изобретению позволяют достичь желаемое объемное содержание волокон, в частности, порядка 53-60%, даже когда композитное изделие изготавливают со стадией с), такой как указанная перед этим, на которой применяют шприцевание, а не литье смолы под давлением. Впрочем такой способ осуществления представляет собой выгодный вариант.
Композитные изделия, которые могут быть получены способом согласно изобретению, равным образом являются составными частями изобретения, в частности изделия, имеющие объемное содержание волокон от 50 до 63%, в частности от 53 до 60%.
Примеры, следующие ниже, позволяют проиллюстрировать изобретение, но не имеют какого-либо ограничительного характера.
ЧАСТЬ А: ИЗГОТОВЛЕНИЕ ЛЕНТ
Углеродные нити T700GC 31E толщиной 12К поставляются в продажу фирмой Industries, Japon.
Использовали нетканый материал из полиамида 4 (продаваемый под названием 128D04 фирмой Protechnic, France и называемый покров а). Характеристики покрова а, использованного для изготовления покрытых лент согласно изобретению, представлены в таблице 1. Температуру плавления покрова, указанную в таблице 1, определяли методом дифференциальной сканирующей калориметрии (ДСК) (DSC) согласно стандарту ISO 11357-3. Поверхностную плотность измеряли согласно стандарту ISO 3801. Степень пористости, указанную в таблице 1, рассчитывали исходя из следующей формулы:

где поверхностная плотность покрова выражена в кг/м2,
ρматериал покрова выражена в кг/м3,
епокров выражена в м.
Характеристики использованного покрова (величины, указанные после ±, представляют собой стандартное отклонение)
Углеродные нити использовали для получения лент в сочетании с двумя покровами а при помощи машины, такой как представленная на фиг.8. Марка нагревающих элементов для резки: Thermocut TC-1 фирмы LOEPFE BROTHER, LIMITED, Wetzikon, Suisse.
Углеродную нить или углеродные нити 1 сматывали с углеродных бобин 100, закрепленных на шпулярнике 101, пропускали через гребенку 102, направляли по оси машины при помощи направляющего валика 103. Тогда углеродные нити 12К и 800 текс, первоначально имевшие ширину, изменяющуюся в интервале от 4,5 до 7 мм приблизительно, наносили при помощи нагретой планки 11 и распределяющей планки 12, затем калибровали по ширине до 5,42 мм при помощи средства для калибровки с получением однонаправленного слоя желаемой ширины. Рулоны нетканого материала 104а и 104b разматывали без натяжения и транспортировали при помощи конвейерных лент 105а и 105b, закрепленных между свободно вращающимися роликами 106а, 106b, 106c и 106d и нагретыми планками 107a, 107b. Нетканые материалы 2а и 2b предварительно нагревали в зонах 108а и 108b, перед тем как привести их в контакт с углеродными нитями 1 и наклеить их с одной и другой стороны между двумя нагретыми планками 107а и 107b, зазор между которыми контролировали. Каландр 108, который мог быть охлажденным, оказывал затем давление на однонаправленный слой с нетканым материалом с каждой стороны, который затем направляли к средствам для резки 109. Ведущий барабан 110 позволял вновь направить ленту I в систему натяжения, включающую в себя трехвалковый привод 111, затем в систему намотки 112 с получением рулона покрытой ленты I.
Операционные условия указаны в таблице 2.
материал
ностная
плотность
углерода
(г/м2)
(мм)
скорость
(м/мин)
планки
11
(°С)
планки
13
(°С)
108а и
108b
107а и
107b
(°C)
Характеристики полученных лент представлены в таблице 3.
Измерения средней ширины и стандартного отклонения осуществляли при помощи следующего устройства: покрытую ленту сматывали с ее носителя с постоянной скоростью 1,2 м в минуту при постоянном натяжении, находившемся в диапазоне от 200 до 400 сН, где он проходил затем на расстоянии 265 мм и без подложки в этом месте перед камерой модели Baumer Jptronic Type FWX 20, фокусное расстояние 20 мм, 1624×1236 пикселей (Baumer Jptronic Gmbh, Allemagne). Калибровка камеры была следующей: 1 пиксель соответствовал 0,05 мм, что соответствовало размеру фотографии 1640 пикселей × 0,05=82 мм. Затем каждые 38 мм на длине минимум 50 м, соответствующей минимум 1315 измерениям ширины, делали фотографию.
Затем изображение анализировали с применением программного средства NEUROCHECK 5.1 (Neurocheck Gmbh, Allemagne), значения ширин накапливали в регистраторе и затем статистически обрабатывали с применением программного средства MINITAB (Minitab Inc, USA).
ЧАСТЬ В: ИЗГОТОВЛЕНИЕ ПРОМЕЖУТОЧНЫХ МАТЕРИАЛОВ
Во всех примерах, следующих ниже, для изготовления промежуточных материалов согласно изобретению при помощи лент, таких как описанные перед этим, было использовано саржевое переплетение 2/2, такое как переплетение, представленное на фиг.9. В основе и в утке использовали 1,85 лент на см (что соответствовало числу нитей, учитывая, что в случае приводимого примера лента состояла из единственной нити). То же самое тканье использовали в сравнительных примерах.
Пример 1
Ленты, полученные с покровом а и калиброванные до 5,42 мм, использовали в основе и в утке. Тканье осуществляли на ткацком станке Dornier (Lindau, Allemagne) модели PTS согласно способу, названному в патенте EP 0670921 «тканье со сматыванием SD», то есть без распределения после тканья, при скорости 100 уточных нитей/мин. Переплетение было саржевое 2/2, число нитей составляло 1,85 нитей/см, чтобы получить сбалансированную ткань 295 г/м2.
Сравнительный пример 1
В основе и в утке использовали непокрытые углеродные нити T700GC 31E. Тканье осуществляли на ткацком станке Dornier (Lindau, Allemagne) модели PTS согласно способу, названному в патенте EP 0670921 «тканье со сматыванием SD», то есть без распределения после тканья, при скорости 100 уточных нитей/мин. Переплетение было саржевое 2/2, число нитей составляло 1,85 нитей/см, чтобы получить сбалансированную ткань 295 г/м2 (артикул 48302 по Hexel Reinforcements).
Сравнительный пример 2
В основе и в утке использовали непокрытые углеродные нити T700GC 31E. Тканье осуществляли на ткацком станке Dornier (Lindau, Allemagne) модели PTS согласно способу, названному в патенте EP 0670921 «тканье со сматыванием SD», то есть без распределения после тканья, при скорости 100 уточных нитей/мин. Переплетение было саржевое 2/2, число нитей составляло 1,85 нитей/см, чтобы получить сбалансированную ткань 295 г/м2 (артикул 48302 по Hexel Reinforcements).
После тканья полученную ткань соединяли с каждой из ее сторон с покровом а, описанным выше, в соответствии с условиями, приведенными в таблицах 4 и 5. Использовали линию плоской прокатки (или «линию наклеивания) фирмы S-Line (Brugg, Switzerland) со следующими параметрами:
Измерения проницаемости
Поперечная проницаемость может определяться способностью жидкости проникать через волокнистый материал. Она измеряется в м2. Величины, приведенные ниже, а также величины, указанные в примерах, следующих ниже, измеряли на приборе и по методике измерения, описанным в диссертации под названием «Problematique de la mesure de la permeabilite transverse de preformes pour la fabricationde structure composites», автор Romain Nunes, защищенной в Высшей национальной горной школе в Сент-Этьене (Ecole National Superieure des Mines de Saint Etienne) 16 октября 2009, к которой можно обратиться для более детального ознакомления. Измерения осуществляли, в частности, с контролем толщины образца во время испытания, используя две коаксиальные цилиндрические камеры, позволявшие уменьшить влияние «race-tracking» (прохождение жидкости со стороны или в сторону материала, проницаемость которого измеряют). В качестве жидкости использовали воду, давление составляло 1 бар±0,01 бар. Величины проницаемостей, полученные с материалами по примеру 1 и сравнительным примерам 1 и 2, представлены на фиг.10.
Измерения коэффициента раскрытия
Коэффициенты раскрытия измеряли согласно следующей методике.
Устройство представляло собой камеру марки Sony (модель SSC-DC58AP), снабженную объективом 10х и столиком с подсветкой марки Waldmann, модель W LP3 NR,101381 230 В 50 Гц 2×15 Вт. Измеряемый образец помещали на столик с подсветкой, камеру закрепляли на кронштейне на расстоянии 29 см от образца, затем регулировали четкость. Широту измерения определяли в зависимости от анализируемого волокнистого материала при помощи кольца (перемена фокусного расстояния) (zoom) и правила: 10 см для открытых волокнистых материалов (КР>2%) (OF>2%), 1,17 см для слабо раскрытых волокнистых материалов (КР<2%) (OF<2%).
При помощи диафрагмы и контрольного клише регулировали яркость таким образом, чтобы получить величину КР, соответствующую КР, данному для контрольного клише.
Использовали программное средство для измерений по контрасту Videomet фирмы Scion Image (Scion Corporation, USA). После захвата изображения его обрабатывали следующим образом. При помощи инструмента определяли максимальную поверхность, соответствующую выбранной калибровке, например, для 10 см - 70 отверстий, и содержащую целое число мотивов. Выбирали тогда элементарную поверхность с точки зрения конечной ткани, то есть поверхность, которая при повторении описывает геометрию волокнистого материала. Так как свет от столика с подсветкой проходит через отверстия в волокнистом материале, КР, в процентах, определяли как сто процентов, из которых вычитали отношение темной поверхности к элементарной поверхности, или 100 - (темная поверхность/элементарная поверхность).
Следует отметить, что регулировка яркости является важной операцией, так как явления рассеяния могут изменять кажущийся размер отверстий и, следовательно, КР. Поддерживали промежуточную яркость, так чтобы никакие слишком заметные явления насыщения или рассеяния не были видны.
Полученные результаты представлены в таблице 6, следующей ниже:
Можно отметить, что для трех описанных усиливающих материалов величины являются очень низкими, ткани с коэффициентами раскрытия меньше 0,5% называют «закрытыми».
ЧАСТЬ С : ИЗГОТОВЛЕНИЕ КОМПОЗИТНЫХ ИЗДЕЛИЙ
Композитные пластины изготавливали на основе комплекта промежуточных материалов, расположенных с разными ориентациями 0°, 45°, -45°, 90°. Упаковка была симметричной. Число промежуточных материалов (называемых также складками), образующих упаковку, определялось на основании следующей формулы, выведенной из формулы (3):

зная, что:
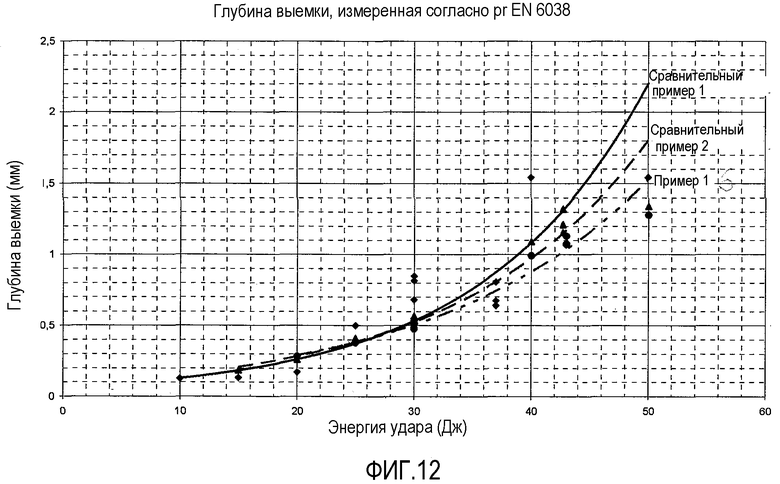
- намеченная толщина пластины как можно ближе к 4 мм (определяется стандартом prEN 6038), епластина выражена в мм (в примерах намеченная толщина составляла 3,81 мм),
- намеченное объемное содержание волокон (ОСВ), чтобы получить наилучшие механические свойства, составляло обычно 60%, и ρуглеродное волокно выражено в г/см3,
- поверхностная плотность ППуглерод (UD углерод) выражена в г/м2.
Таким образом, упаковка состояла из 12 складок в случае массы м2 углерода 295 г/м2 и в сокращенном обозначении записывалась: [(+45/-45)/(0/90)]35.
4.2 Изготовление композитной пластины
Разные складки соединяли между собой, слегка сваривая при каждом добавлении новой складки в нескольких точках при помощи железа для сварки. Комплект представлял собой заготовку. Заготовку размером 340 мм×340 мм, состоящую из последовательности упаковок, приспособленной к массе м2 углерода, помещали в форму для литья под давлением. Рамка известной толщины обрамляла заготовку, чтобы получить желаемое объемное содержание волокон (ОСВ).
Эпоксидную смолу, поставляемую в продажу под названием HexFlow RTM6 фирмой Hexcel, инжектировали при 80°С под давлением 2 бара через заготовку, которую поддерживали при 120°С, температура пластин пресса. Давление, прикладываемое к каждой из двух пластин пресса, составляло 5 бар. Когда смола появлялась в точке выхода из формы, выпускной патрубок закрывали и начинали цикл полимеризации (подъем до 180°С со скоростью 3°С/мин, затем выдержка в течение 2 часов при 180°С, затем охлаждение со скоростью 5°С/мин). Затем для проведения теста на сжатие после удара (НСПУ) (CAI) для каждого типа конфигурации вырезали по 6 образцов размером 150×100 мм (стандарт prEN 6038).
5. Механические испытания
Образцы (12 на один тип конфигурации) закрепляли на устройстве, как указано в стандарте prEN 6038. Образцы подвергали нескольким ударам с разными энергиями, изменявшимися в диапазоне от 10 до 50 Дж, при помощи оборудования, адаптированного к предварительному европейскому стандарту prEN6038, опубликованному AST-STAN (AeroSpace and Defence Standard, Avenu de Tervueren 270, 1150 Woluwe-Saint-Pierre, Belgique). Испытания на сжатие осуществляли на машине для механических испытаний Zwick (Zwick France Sarl, Roissy Charles de Gaule, France).
Результаты измерений разрушающего напряжения при сжатии после удара (НСПУ) для пластины, полученной с промежуточными материалами по примеру 1, и пластин, полученных с промежуточными материалами сравнительных примеров 1 и 2, представлены на фиг.11. Характеристики НСПУ лучше для композитных изделий согласно изобретению.
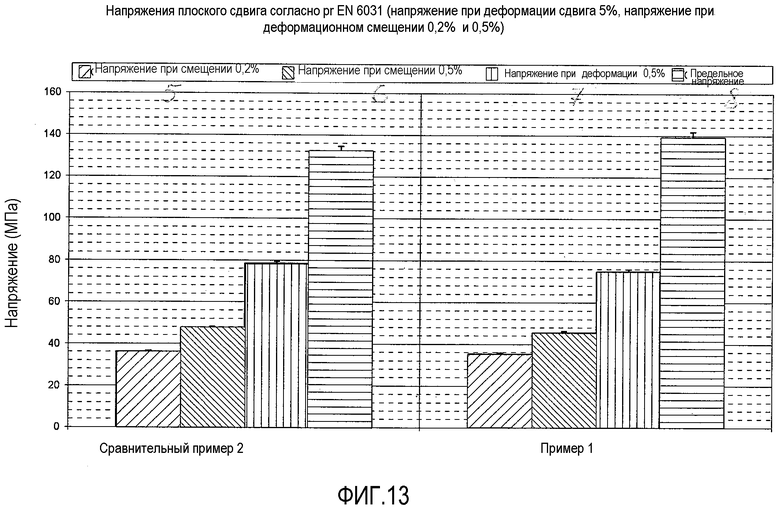
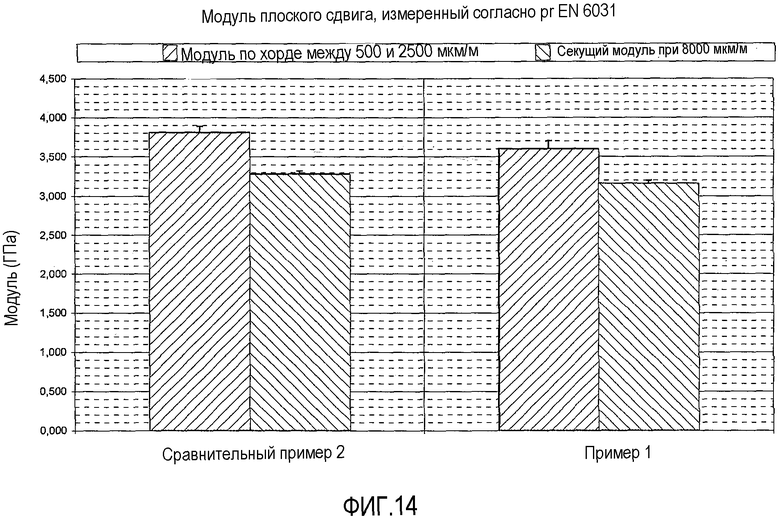
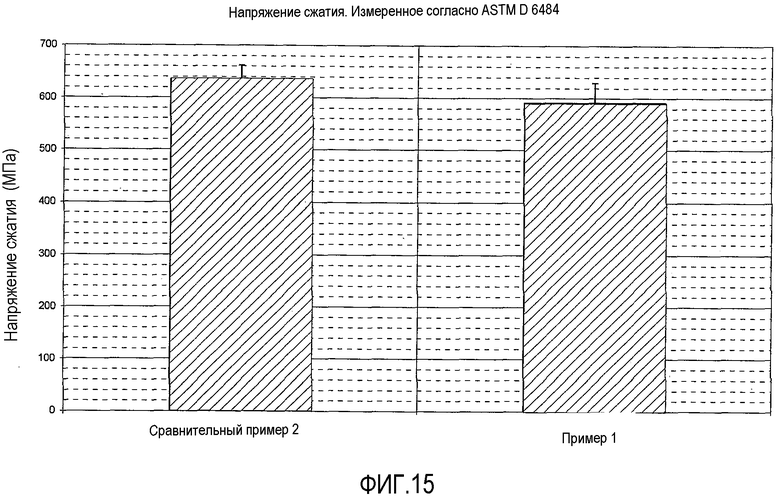
Результаты испытаний согласно стандарту prEN6038 представлены на фиг.12. На фиг.13, 14 и 15 представлено сравнение результатов измерений разрушающего напряжения при сжатии после удара для пластины, полученной с промежуточными материалами по примеру 1, и пластины, полученной с промежуточными материалами сравнительного примера 2, соответственно, для испытаний согласно стандарту pr EN 6031 (фиг.13 и 14), для испытаний согласно стандарту ASTM D 6484 (фиг.15). В этих испытаниях механические характеристики были эквивалентными.

Настоящее изобретение относится к промежуточному материалу для изготовления композитных изделий литьем под давлением или последующим вливанием термоотверждаемой смолы, к способу изготовления композитных изделий из такого материала и к полученным композитным изделиям. Техническим результатом заявленного изобретения является упрощение изготовления промежуточного материала, производство которого может быть легко автоматизировано. Технический результат достигается в промежуточном материале, составленном из совокупности скрещенных с переплетением лент. При этом некоторые из лент, предпочтительно все ленты, называемые покрытыми лентами, состоят из совокупности усиливающих нитей или волокон, которые простираются в направлении, параллельном длине ленты, с образованием однонаправленного полотна, которое с каждой из его сторон соединено с нетканым материалом из термопластичных волокон. Причем эти два нетканых материала обеспечивают сцепление указанной покрытой ленты, за счет своих термопластичных свойств. 3 н. и 20 з.п. ф-лы, 16 ил., 6 табл., 1 пр.
1. Промежуточный материал, составленный из совокупности скрещенных с переплетением лент, отличающийся тем, что по меньшей мере некоторые из лент, предпочтительно все ленты, называемые покрытыми лентами, состоят из совокупности усиливающих нитей или волокон, которые простираются в направлении, параллельном длине ленты, с образованием однонаправленного полотна, которое с каждой из его сторон соединено с нетканым материалом из термопластичных волокон, причем эти два нетканых материала обеспечивают сцепление указанной покрытой ленты за счет своих термопластичных свойств.
2. Промежуточный материал по п.1, отличающийся тем, что каждая покрытая лента имеет заданную постоянную ширину на всей ее длине.
3. Промежуточный материал по п.1 или 2, отличающийся тем, что ширина каждой покрытой ленты имеет на всей длине указанной ленты стандартное отклонение, в частности менее 0,25 мм, предпочтительно менее 0,22 мм, более предпочтительно менее или равное 0,20 мм.
4. Промежуточный материал по п.2, отличающийся тем, что каждая покрытая лента не содержит резаных волокон на своих продольных краях.
5. Промежуточный материал по п.2, отличающийся тем, что каждая покрытая лента только в некоторых точках на ее продольных краях или на всей длине двух ее продольных краев имеет прямую связь между двумя неткаными материалами, реализованную благодаря термопластичным свойствам последних.
6. Промежуточный материал по п.2, отличающийся тем, что каждая покрытая лента получена на основе одной нити, соответствующей совокупности волокон.
7. Промежуточный материал по п.2, отличающийся тем, что каждая покрытая лента получена на основе нескольких нитей.
8. Промежуточный материал по п.2, отличающийся тем, что масса нетканых материалов в составе каждой покрытой ленты составляет от 3 до 10% от общей массы каждой ленты.
9. Промежуточный материал по п.2, отличающийся тем, что усиливающие нити или волокна в составе каждой покрытой ленты изготовлены из материала, выбранного из числа следующих материалов: углерод, стекло, арамид, диоксид кремния, базальт, керамика и их смеси.
10. Промежуточный материал по п.2, отличающийся тем, что термопластичные волокна в составе каждой покрытой ленты выбраны среди волокон на основе полиамидов (РА: РА6, РА12, РА11, РА6,6, РА6,10, РА6,12, …), сополиамидов (СоРА), полиамидов с блоками простого или сложного эфира (РЕВАХ, РЕВА), полифталамида (РРА), сложных полиэфиров (полиэтилентерефталат - РЕТ, полибутилентерефталат - РВТ), сополимеров сложных эфиров (СоРЕ), термопластичных полиуретанов (TPU), полиацеталей (РОМ …), полиолефинов (РР, HDPE, LDPE, LLDPE …), простых полиэфирсульфонов (PES), полисульфонов (PSU …), полифениленсульфонов (PPSU …), полиэфирэфиркетонов (РЕЕК), полиэфиркетонкетона (РЕКК), полифениленсульфида (PPS) или простых полиэфиримидов (PEI), термопластичных полиимидов, жидкокристаллических полимеров (LCP), феноксисоединений, блок-сополимеров, таких как сополимеры стирола, бутадиена и метилметакрилата (SBM), сополимеры метилметакрилата, бутилакрилата и метилметакрилата (МАМ), или смеси волокон, изготовленных из этих термопластичных материалов.
11. Промежуточный материал по п.2, отличающийся тем, что сцепление каждой покрытой ленты обеспечивается исключительно неткаными термопластичными материалами.
12. Промежуточный материал по п.2, отличающийся тем, что каждая покрытая лента состоит из однонаправленного слоя углеродных волокон, имеющего поверхностную плотность от 100 до 280 г/м2, соединенного с каждой из его сторон с нетканым материалом из термопластичных волокон, при этом нетканые материалы, каждый, имеют толщину от 0,5 до 50 микрон, предпочтительно от 3 до 35 микрон.
13. Промежуточный материал по п.12, отличающийся тем, что каждая покрытая лента имеет толщину от 80 до 380 микрон, предпочтительно от 90 до 320 микрон, более предпочтительно от 93 до 305 микрон.
14. Промежуточный материал по п.2, отличающийся тем, что толщина каждой покрытой ленты показывает слабую изменчивость, в частности, с изменениями толщин, стандартное отклонение которых не превышает 20 мкм, предпочтительно стандартное отклонение которых не превышает 10 мкм.
15. Промежуточный материал по п.2, отличающийся тем, что однонаправленное полотно в составе каждой покрытой ленты образовано исключительно из углеродных волокон.
16. Промежуточный материал по п.2, отличающийся тем, что покровы в составе каждой покрытой ленты имеют поверхностную плотность, находящуюся в интервале, простирающемся от 0,2 до 20 г/м2.
17. Промежуточный материал по п.2, отличающийся тем, что он находится в форме ткани.
18. Промежуточный материал по п.2, отличающийся тем, что он находится в форме плетенки, в частности плетенки, образующей цилиндр.
19. Способ изготовления композитного изделия, отличающийся тем, что
а) размещают по меньшей мере один материал по одному из предыдущих пунктов,
б) складывают в стопку различные материалы по одному из предыдущих пунктов и объединяют их в форме заготовки,
в) добавляют путем нагнетания или вливания термоотверждаемую смолу,
г) отверждают искомое изделие в результате стадии полимеризации/сшивания согласно циклу с определенной температурой и под давлением и последующего охлаждения.
20. Способ по п.19, отличающийся тем, что термоотверждаемую смолу добавляют в материал(ы) нагнетанием при пониженном давлении, в частности при давлении, меньшем атмосферного давления, в частности меньше 1 бара, предпочтительно находящемся в интервале от 0,1 до 1 бара.
21. Композитное изделие, которое может быть получено согласно способу по п.19 или 20.
22. Композитное изделие по п.21, отличающееся тем, что оно имеет объемное содержание волокон от 50 до 63%, предпочтительно от 53 до 60%.
23. Композитное изделие по п.21 или 22, отличающееся тем, что оно имеет разрушающее напряжение сжатия после удара (НСПУ), измеренное согласно стандарту prEN 6038 при ударе с энергией 25 Дж, больше 200 МПа.
| Устройство для регистрации роста трещин при механических испытаниях электропроводных материалов | 1981 |
|
SU1046666A1 |
| WO 2005047581 A1, 26.05.2005 | |||
| EP 1464743 A1, 06.10.2004 | |||
| US 2007066171 A1, 22.03.2007 | |||
| РАЗДАТОЧНЫЙ КОНТЕЙНЕР ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2800100C1 |
| УДЛИНЯЕМЫЙ ЛИСТОВОЙ ЭЛЕМЕНТ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ УДЛИНЯЕМОГО ЛИСТОВОГО ЭЛЕМЕНТА (ВАРИАНТЫ) | 1997 |
|
RU2189316C2 |

