Изобретение относится к металлообработке, может быть использовано при закреплении заготовок на токарных j круглошлифовальных станках, является усовершенствованием устройства по авт.св. № 1144795.
Цель изобретения - повьппение точности закрепления посредством исключения осевого перемещения закрепляемой заготовки.
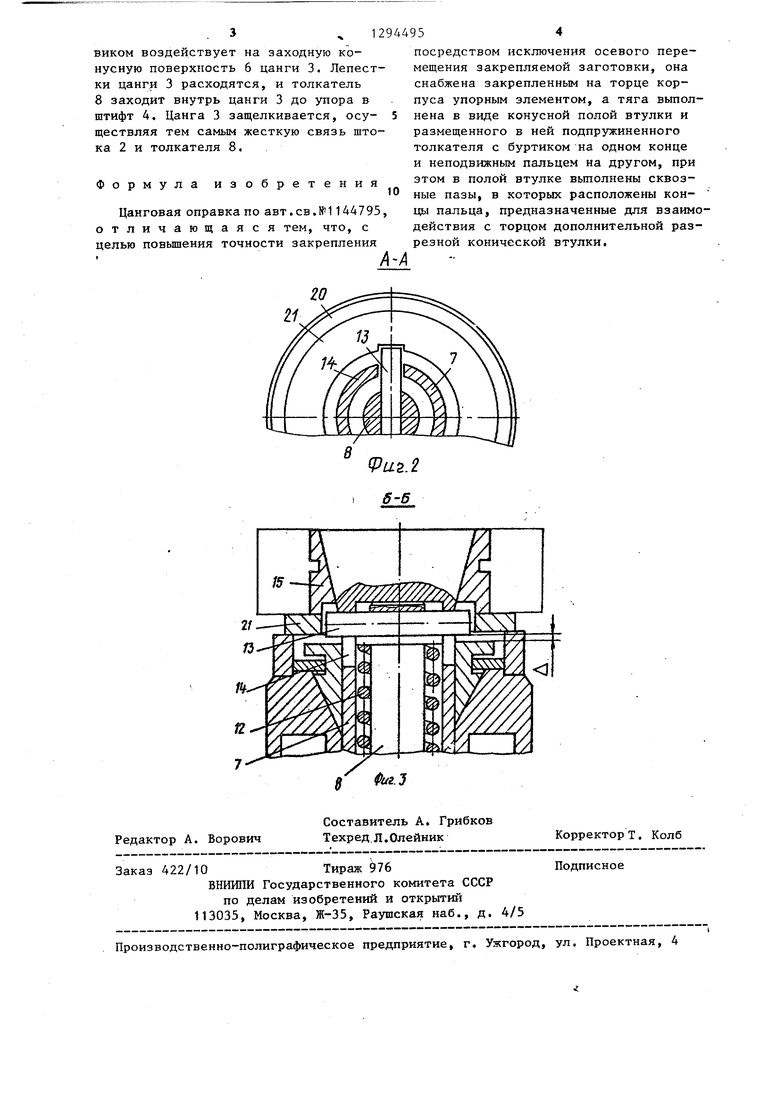
На фиг. 1 представлена цанговая оправка, общий вид на фиг. 2 - разрез А-А на фиг. 1,- на фиг. 3 - разрез Б-Б на фиг.1.
Оправка содержит полый корпус 1, внутри которого размещен шток 2, на резьбовом конце которого закреплена цанга 3, а в центральном отверстии размещен штифт 4. В цанге 3 на внутренней поверхности вьшолнен выступ 5 „и заходная конусная поверхность 6. Тяга 7 с коническим хвостовиком выполнена пустотелой. Внутри ее размещен толкатель 8 с буртиком 9 на конце . В отверстии тяги 7 между гайкой 10 и шайбой 11 размещена пружина 12. Палец 13, жестко связанньй с толкателем 8, имеет возможность перемещения в пазах 14 тяги 7.
На конусе тяги.7 размещен зажимно элемент 15 в виде разрезной конической втулки с кольцевым пазом. В торцовой части корпуса 1 вьтолнено коническое отверстие 16, в котором размещена дополнительная разрезная коническая втулка 17, угол с, при вершине конуса которой выбран из условия отсутствия самоторможения клина, т.е. Ы 17°. Втулка 17 удерживается от выпадания из корпуса 1 кольцом 18, закрепленным на торце корпуса 1. В торцовой части корпуса 1 вьшолнен внутренний конусньй выступ 19. Упорный элемент вьшолнен в виде втулки 20, установленной на торце корпуса 1 Кольцо 21 жестко связано с упорной втулкой 20. Заготовка 22 размещена на наружной поверхности зажимного элемента 15,
Оправка работает следующим образо После установки заготовки 22 на оправку шток 2 от гидравлического привода (не показан) смещается вниз посредством выступа 5 цанги 3, перемещая в том же направлении за буртик 9 толкатель 8. При этом пружина 12, усилие на которую передается от толкателя 8 через палец .13 и. :шайбу 11
s
0
5
0
5
0
5
0
5
заставляет перемещаться и тягу 7 с коническим хвостовиком, который раз жимает зажимной элемент 15, осуществляя крепление заготовки 22 Дальнейшее движение толкателя 8 происходит без тяги 7, так как зажимной элемент 15 и заготовка 22 упирается в кольцо 21, связанное с упорной втулкой 20. Пружина 12 сжимается, зазор &(фиг.З) между пальцем 13 и торцовой поверхностью дополнительной разрезной конической втулки 17 выбирается, и палец 13 воздействует на втулку 17.При этом втулка 17 смещается вдоль оси и
жестко закрепляет тягу 7 в корпусе 1 оправки. Жесткость зажимного элемента 15 и пружины 12 выбирается таким образом, что осевое усилие, потребное для разжима зажимного элемента 15, меньше, чем усилие, необходимое для сжатия пружины 12. Гайка 10 позволяет регулировать степень сжатия пружины 12.
Для раскрепления заготовки 22 шток 2 перемещается вверх (фиг.1). Дополнительная разрезная коническая втулка 17, конус которой выполнен не самотормозящимся, освобождает тягу 7. Штифт 4 упирается в толкатель 8 и движет его вместе с тягой 7 вверх. Происходит раскрепление заготовки 22. Осевое перемещение заготовки 22 и зажимного элемента 15 при этом ограничено подводимым упором (не показан).
Когда возникает необходимость закрепить на оправке заготовку 22 с другим диаметром базового отверстия, толкатель 8 и тяга 7 с зажимным элементом 15 заменяются на другой типоразмер. Конструкция оправки позволяет осуществить замену автоматически с помощью автооператора. Схват автооператора (не показан) захватывает зажимной элемент 15 за кольцевую проточку и извлекает ее, а вместе с ней и тягу 7 с толкателем В из оправки. При этом движении толкатель 8 увлекает за собой цангу 3, которая заход- ной поверхностью 6 находит на конусный выступ 19 торца корпуса 1. Цанга 3 раскрывается и освобождает тягу 7 и толкатель 8.
Тяга 7 в комплекте с толкателем 8 и зажимным элементом 15 помещаются в специальньй магазин для хранения, откуда извлекается следующий комплект потребного типоразмера и вставляется в оправку. Толкатель 8 своим хвостовиком воздействует на заходную конусную поверхность 6 цанги 3. Лепестки цанги 3 расходятся, и толкатель 8 заходит внутрь цанги 3 до упора в штифт А. Цанга 3 защелкивается, осу- 5 ществляя тем самым жесткую связь штока 2 и толкателя 8.
Формула изобретения
Цанговая оправка по авт.св.№1144795, отличающаяся тем, что, с целью повышения точности закрепления
посредством исключения осевого перемещения закрепляемой заготовки, она снабжена закрепленным на торце корпуса упорным элементом, а тяга вьтол- нена в виде конусной полой втулки и размещенного в ней подпружиненного толкателя с буртиком на одном конце и неподвижным пальцем на другом, при этом в полой втулке вьтолнены сквозные пазы, в которых расположены кон- цы пальца, предназначенные для взаимодействия с торцом дополнительной разрезной конической втулки.
20
Z1
7Фиг. 5
Редактор А. Ворович
Составитель А. Грибков Техред Л.Олейник
Заказ 422/10Тираж 976
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор. Колб
Подписное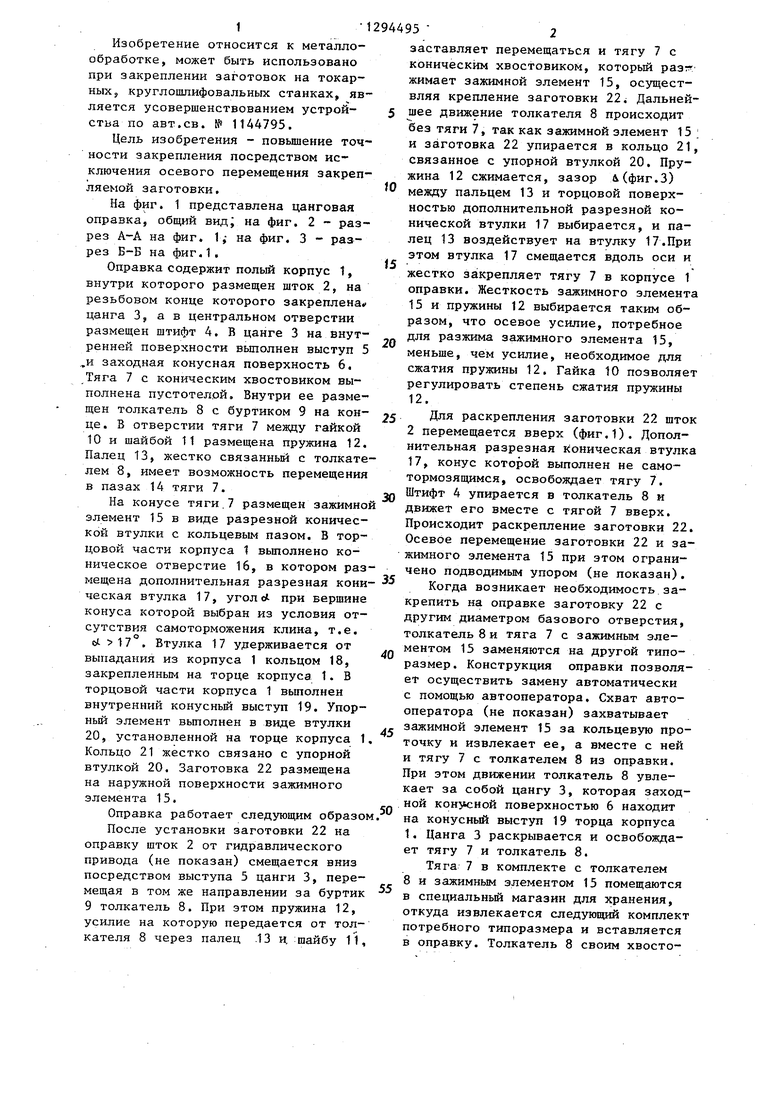
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговая оправка | 1983 |
|
SU1144795A1 |
| Оправка | 1989 |
|
SU1662767A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Циркуляционный клапан | 1983 |
|
SU1139828A1 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
| Устройство для обжатия муфты | 1988 |
|
SU1516194A1 |
| Шпиндельный узел шлифовального станка | 1986 |
|
SU1373547A1 |
| Цанговый патрон | 1986 |
|
SU1315158A1 |
| Токарный патрон | 1987 |
|
SU1569090A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |

| Цанговая оправка | 1983 |
|
SU1144795A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
