Область техники, к которой относится изобретение
Изобретение относится к способу горячей прокатки стальных полос в нескольких следующих друг за другом прокатных клетях, причем стальные полосы прокатывают начисто до конечной толщины сначала в аустенитном состоянии и затем, после интенсивного охлаждения жидкостью между прокатными клетями, в ферритном состоянии в одной или более прокатных клетях, а также к соответствующему стану горячей прокатки.
О горячей прокатке говорят, когда прокат при прокатке обнаруживает температуру выше своей температуры рекристаллизации. В случае стали это область выше примерно 780°C, и обычно горячую прокатку проводят при температурах вплоть до 1200°C.
При горячей прокатке стали металл находится главным образом в аустенитном состоянии, где атомы железа упорядочены в кубической гранецентрированной решетке. Здесь возможны степени деформации, то есть отношения толщины на выходе к толщине на входе, вплоть до 1:200: например, в линии клетей широкополосного стана горячей прокатки можно, исходя из болванки для прокатки, имеющей в типичном случае толщину 240 мм, достичь конечных толщин 1,2-15 мм. При этом о прокатке в аустенитном состоянии говорят, когда как начальная температура прокатки, так и конечная температура прокатки лежат в аустенитной области соответствующей стали. Аустенитная область стали зависит от состава стали, но, как правило, лежит выше 800°C.
Когда благодаря определенным характеристикам материала прокатку проводят исключительно в аустенитной области, невозможно провести прокатку до произвольно малой конечной толщины, поскольку прокат при каждой операции прокатки охлаждается и, в конце концов, выходит из аустенитной области. Этому может быть противопоставлено только то, что прокат достигает прокатных клетей горячей прокатки уже с уменьшенной толщиной, то есть он был либо соответственно сжат в черновом прокатном стане, либо изготавливается в литейной установке получения тонких полос, которая отделена, так как производственная мощность установки литья тонких полос, как правило, является недостаточной для спаренного производства. Уменьшение толщины проката перед горячей прокаткой ведет, таким образом, к значительным потерям в производственной мощности, прямая стыковка прокатных клетей горячей прокатки с установкой непрерывного литья или установкой литья полос с высокой производственной мощностью для проведения так называемого непосредственно связанного или непрерывного производства большей частью невозможна.
Вместо прокатки в аустенитном состоянии сталь может быть также подвергнута горячей прокатке в ферритном состоянии. В ферритном состоянии атомы железа упорядочены в кубической гранецентрированной решетке, сталь мягче, чем в аустенитном состоянии и может быть легче деформирована. Хотя температура стали в ферритном состоянии (ферритная область) ниже, чем в аустенитной области, требуется, однако, меньшая сила прокатки, чтобы деформировать сталь. Это используется для того, чтобы добиться еще меньших толщин и/или еще больших ширин у готовой стальной полосы. Низкое сопротивление деформации, проявляемое ферритом, ограничено, однако, преимущественно относительно узким температурным диапазоном 100-150°C ниже той температуры, где происходит полное равновесное фазовое превращение аустенита в феррит. Данная равновесная предельная температура аустенита сталей, представляющих интерес для настоящей заявки, лежит в зависимости от состава стали между 800 и 900°C и известна для большинства составов сталей. На диаграмме железо-углерод, где на оси x нанесено содержание углерода в массовых процентах, а на ось y нанесена температура, она может быть обнаружена как линия между точками G и P. Выше линии G-P существует как аустенит (так называемые смешанные гамма-кристаллы), так и феррит (так называемые смешанные альфа-кристаллы), ниже линии G-P, также под равновесной предельной температурой аустенита, существует только лишь феррит (смешанные альфа-кристаллы).
Уровень техники
Из уровня техники уже известно сочетание горячей прокатки в аустенитном состоянии с последующей горячей прокаткой в ферритном состоянии. Для этого в DE 19600990 A1 предлагается стальную полосу после аустенитной прокатки до промежуточной толщины 2-12 мм охлаждать на единственном этапе охлаждения и затем подвергать окончательной прокатке в ферритном состоянии на одном или более этапах, то есть в одной или более прокатных клетях.
Однако только посредством данных мер не обеспечивается то, что это ведет к контролируемому охлаждению стальной полосы и она - в зависимости от ширины стальной полосы, толщины, температуры перед охлаждением и так далее - после охлаждения в действительности достигает ферритного состояния.
Описание изобретения
Задача изобретения, следовательно, заключается в том, чтобы предоставить способ, так что для стальных полос различной ширины обеспечивается толщина и температура перед охлаждением, так что они после охлаждения находятся в ферритном состоянии, причем здесь уже при доле ферритной структуры >90% можно говорить о существовании ферритного состояния.
Задача решается тем, что конечная толщина стальной полосы составляет менее 3 мм, в особенности менее 2,5 мм, предпочтительно менее 1,49 мм, что разницу между температурой на выходе для стальной полосы, выходящей из последней прокатной клети перед охлаждением жидкостью, и равновесной предельной температурой аустенита устанавливают посредством предварительного управления или регулирования данной температуры на выходе до значения не более 70 K, предпочтительно не более 50 K, предпочтительно менее 25 K, и что охлаждение жидкостью между двумя прокатными клетями осуществляется в зависимости от длины Lc участка охлаждения путем того, что на участке охлаждения с двух сторон стальной полосы подают на каждую сторону по меньшей мере количество жидкости Qu>284/(Lc1,42) литра в минуту и на метр ширины полосы, в особенности Qu>2*284/(Lc1,42) литра в минуту и на метр ширины полосы, но не более Qu=7*284/(Lc1,42) литра в минуту и на метр ширины полосы, предпочтительно Qu<4*284/(Lc1,42) литра в минуту и на метр ширины полосы.
Способ по изобретению только тогда хорошо применим, когда конечная толщина лежит ниже 3 мм, так как только тогда на участке охлаждения может иметь место достаточное охлаждение (всего поперечного сечения полосы).
Это означает, что для ширины стальной полосы в 1 м и длины участка охлаждения Lc в 1 м на участке охлаждения на каждой стороне полосы необходимо подать по меньшей мере 284 литра в минуту жидкости, как правило воды, предпочтительно 568 л/мин (и сторону полосы). Когда стальная полоса имеет ширину только 0,5 м, а длина участка охлаждения остается той же, тогда на участке охлаждения на верхнюю и нижнюю сторону стальной полосы с каждой стороны необходимо подать по меньшей мере 142 л/мин, предпочтительно 284 л/мин. Когда, при ширине стальной полосы в 1 м, участок охлаждения имеет длину только 0,5 м, ясно, что на более коротком участке охлаждения необходимо подать большие количества воды, а именно как на верхнюю сторону, так и на нижнюю сторону, в каждом случае, 760 л/мин, предпочтительно даже 1520 л/мин.
Способ по изобретению может быть использован как при регулировании, так и при предварительном управлении температурой на выходе для стальной полосы, выходящей из последней клети перед охлаждением жидкостью. Регулирование температуры предусматривает, чтобы измерялась фактическая величина, что во многих случаях не соответствует действительности, так как температура вычисляется при помощи моделей. При предварительном управлении температуру на выходе устанавливают с помощью других известных данных, ориентировочно посредством моделей процесса.
Можно также предусмотреть, чтобы предварительное управление или регулирование температуры на выходе для стальной полосы, выходящей из последней прокатной клети перед охлаждением жидкостью, базировалось на таблицах, зависящих от степени качества и/или степени обжима, или на простых математических соотношениях, зависящих от степени качества и/или степени обжима, между удельной по ширине пропускной способностью по массе (соответственно, скоростью движения полосы и толщиной полосы) и температурой на входе в первой прокатной клети.
Выдержка из одной такой таблицы приведена здесь в качестве примера для пятиклетьевого стана горячей прокатки (чистового прокатного стана) для небольших пропускных способностей. Для различных толщин полос (здесь приведены данные только для 8 мм в Таблице 1 и для 10 мм в Таблице 2) и для различных температур на входе в стане горячей прокатки (здесь приведены данные только для 1070°C) даны значения температуры для различных скоростей полосы на входе в стане горячей прокатки (V_полоса) для полосы после третьей прокатной клети (T_3) и после четвертой прокатной клети (T_4):
Толщина полосы 8 мм, Температура на входе 1070°C
Толщина полосы 10 мм, Температура на входе 1070°C
Данные таблицы составлены на основе опытных значений и могут быть использованы затем для предварительного управления станом горячей прокатки. Когда четвертая прокатная клеть представляет собой расположенную перед охлаждением жидкостью клеть, которую полоса должна покинуть с определенной температурой, тогда в таблицах можно справиться о том, какие скорости полосы на входе в стане горячей прокатки (V_полоса), какая толщина полосы, какая температура полосы после третьей прокатной клети (T_3) и так далее соотносятся с данной желаемой температурой, и температуру устанавливают посредством предварительного задания соответствующих значений, не осуществляя регулирования.
Как правило, в качестве охлаждающей жидкости используют воду с температурой применения между 15°C и 60°C, предпочтительно между 25°C и 40°C.
Посредством применения количества воды по изобретению при соответствующем регулировании температуры на выходе при выходе из последней прокатной клети перед охлаждением, которое, как правило, осуществляется так называемым регулированием 2 уровня стана горячей прокатки, может быть достигнуто промежуточное охлаждение стальной полосы, составляющее от более 30 K до более 100 K, так что обеспечивается полностью ферритная структура стальной полосы до того, как она поступает в следующую прокатную клеть, где затем подвергается прокатке в ферритном состоянии.
Особенно хорошо способ по изобретению может применяться, когда удельная по ширине пропускная способность сквозь прокатные клети составляет менее 12 мм м/с, предпочтительно менее 9,5 мм м/с. Пропускная способность или объемный расход в технологии прокатки часто упоминается как удельный по ширине объемный расход, а также как объемный расход на единичную ширину (1 м), и может быть выражена при этом как произведение толщины полосы (чаще всего в мм) и скорости полосы (чаще всего в м/с). Для осуществления способа по изобретению данная (удельная по ширине) пропускная способность не должна быть слишком высокой, то есть должна составлять приблизительно менее 15 мм м/с, но лучше менее 12 мм м/с, например менее 9,5 мм м/с.
Зависимость по изобретению устанавливалась с помощью экспериментов. Для того чтобы при горячей прокатке можно было использовать выгодные свойства феррита, его хорошую деформируемость, прокат, то есть стальная полоса, должен быть однородным и в стальной полосе не должно присутствовать значительных содержаний аустенита, которые могли бы значительно влиять на уровень силы прокатки. Охлаждение должно, следовательно, обеспечить то, чтобы в стальной полосе после охлаждения и перед поступлением в следующие прокатные клети для прокатки в ферритном состоянии существовала почти исключительно ферритная структура, то есть по меньшей мере на 90% ферритная структура, предпочтительно по меньшей мере на 95% ферритная структура.
В зависимости от толщины полосы после прокатной клети перед охлаждением, удельного по ширине объемного расхода, а также температуры на входе для стали в стане горячей прокатки, который образуют прокатные клети, служащие для горячей прокатки, требуется интенсивное охлаждение между по меньшей мере двумя прокатными клетями, чтобы обеспечить превращение в почти исключительно ферритную структуру, причем усредненная скорость охлаждения T' стальной полосы в пределах зазора между прокатными клетями (между последней прокатной клетью перед охлаждением и первой прокатной клетью после охлаждения) должна составлять по меньшей мере 40 K/с, лучше, когда более 60 K/с, предпочтительно 90 K/с.
Требуемая скорость охлаждения T' [K/с] также зависит от температуры стальной полосы на выходе после прокатной клети перед охлаждением, от скорости выхода из данной прокатной клети и от зазора между последней прокатной клетью перед охлаждением и первой прокатной клетью после охлаждения. Разумеется, состав стали также играет роль.
Здесь были приняты следующие соображения: требуемая скорость охлаждения T' в пределах длины Lc участка охлаждения может быть вычислена следующим образом:
T'=A*B*vm/Lc
Фактор A зависит от средней температуры на выходе Tm стальной полосы из последней прокатной клети перед охлаждением и ее разницы по сравнению с равновесной предельной температурой аустенита Ta и определяется предпочтительно следующим образом:
A=[0,5 … 2,0]*40+(Tm-Ta).
Lc обозначает длину участка охлаждения, в пределах которого необходимо достичь скорости охлаждения T' [K/с]. Альтернативно, в качестве Lc может быть также использован зазор между клетями, существующий между последней прокатной клетью перед охлаждением и первой прокатной клетью после охлаждения, тогда T' становится средней скоростью охлаждения между обеими прокатными клетями. vm обозначает среднюю скорость выхода на выходе из последней прокатной клети перед охлаждением.
Безразмерный фактор B отражает содержание железа в стальной полосе и лежит между 0,95 и приблизительно 1,95, когда рассматриваются стали с >98% Fe, где с использованием Fe обозначено содержание железа в стали в % по массе:
B=0,95+0,5*(100-Fe).
Чтобы обеспечить достаточную скорость охлаждения по изобретению, разница температур Tm-Ta (в факторе A) должна быть не более 70 K, лучше менее 50 K, предпочтительно менее 25 K. Это может быть обеспечено, например, посредством так называемой автоматизации 2 уровня, которая управляет станом горячей прокатки.
Имеющийся в A коэффициент умножения [0,5 … 2,0] возникает по причине значительной дисперсии, которая обнаруживалась в испытаниях по превращению фаз и по охлаждению при различных охлаждающих нагрузках, чтобы достичь 90 или 95% ферритизации.
Исходя из данной настройки разницы температур (Tm-Ta), из известных свойств стали для стальных лент, которые подвергают прокатке в установке горячей прокатки, при данной длине Lc участка охлаждения получается минимально требуемая скорость охлаждения T', из которой может быть вычислен минимально требуемый коэффициент теплопередачи, из которого, в свою очередь, из большей частью эмпирических или экспериментально найденных зависимостей может быть вычислено требуемое количество охлаждающей жидкости (охлаждающей воды).
Согласно изобретению может быть предусмотрено, чтобы охлаждение происходило только между предпоследней и последней прокатной клетью стана горячей прокатки, чтобы также на предпоследней прокатной клети стальная полоса подвергалась прокатке еще в аустенитном состоянии, в случае чего посредством охлаждения происходит ферритизация и в последней прокатной клети стальная полоса подвергается прокатке в ферритном состоянии.
Или же может быть предусмотрено, чтобы охлаждение происходило только между третьей с конца и предпоследней прокатной клетью, чтобы также в третьей с конца прокатной клети стальная полоса подвергалась прокатке еще в аустенитном состоянии, в случае чего посредством охлаждения происходит ферритизация и в предпоследней и последней прокатной клети стальная полоса подвергается прокатке в ферритном состоянии. Преимущество этого состоит в том, что предпоследняя прокатная клеть в случае недостаточного охлаждения может быть открыта через расположенный впереди участок охлаждения, то есть ее не используют для прокатки. Недостаточное охлаждение может иногда иметь место, когда одиночные устройства охлаждения, такие как форсунки, выходят из строя, или когда скорость стальной полосы или пропускная способность по массе оказывается выше ожидаемой.
Наконец, также может быть предусмотрено, чтобы как между предпоследней и последней прокатной клетью, так и между третьей с конца и предпоследней прокатной клетью происходило охлаждение. Преимущество этого состоит в том, что предпоследняя прокатная клеть в случае недостаточного охлаждения может быть открыта через расположенный впереди участок охлаждения, то есть ее не используют для прокатки, и стальная полоса может быть дополнительно охлаждена посредством последующего второго охлаждения перед последней прокатной клетью, с помощью которой, в качестве единственной, стальную полосу подвергают прокатке в ферритном состоянии. Разумеется, однако, что в случае достаточного охлаждения до ферритного состояния перед предпоследней прокатной клетью стальная полоса может быть также подвергнута прокатке в ферритном состоянии как с использованием предпоследней, так и с использованием последней прокатной клети.
Чтобы обеспечить быстрое и интенсивное охлаждение уже относительно тонкой полосы (с толщиной менее 5 мм, в особенности менее 3,5 мм) после прокатки в аустенитном состоянии, может быть предусмотрено, чтобы длина Lc участка охлаждения составляла от 5 до 30% зазора между предшествующей и последующей прокатной клетью. Например, участок охлаждения состоит из по меньшей мере двух рядов распыляющих форсунок с каждой стороны полосы, причем ряд форсунок составляет минимальную - в контексте настоящего изобретения - длину участка охлаждения в 350 мм.
Далее, по возможности наиболее полное превращение аустенита в феррит является полезным, когда участок охлаждения расположен ближе к предшествующей, чем к последующей прокатной клети, в особенности в связи с относительно коротким участком охлаждения, составляющим от 5 до 30% зазора между предшествующей и последующей прокатной клетью. Предпочтительно, следовало бы, чтобы участок охлаждения располагался по меньшей мере на 20% ближе к предшествующей, чем к последующей прокатной клети.
Способ по изобретению наилучшим образом применим в таких установках, где зазор между следующими друг за другом прокатными клетями, между которыми имеет место охлаждение, составляет от 3,5 до 7 м. При таких зазорах наверняка возможно то, что после охлаждения стальной полосы имеется еще достаточно времени для по возможности наиболее полного превращения структуры в феррит.
Изобретение обеспечивает особенное преимущество при применении в случае стальных полос с шириной между 800 и 2200 мм.
Толщина стальной полосы перед охлаждением составляет, как правило, от 1,2 до 5 мм, в особенности от 1,5 до 3,3 мм, предпочтительно от 1,8 до 3,5 мм.
Особое преимущество способа по изобретению заключается в том, что стальная полоса из непрерывнолитой заготовки может быть прокатана начисто на непосредственно следующих друг за другом технологических этапах. Может также осуществляться прямое соединение установки горячей прокатки с установкой непрерывного литья, так что стальные полосы с толщиной полосы менее 3 мм могут быть изготовлены непрерывным способом.
Например, стальная полоса могла бы быть сначала подвергнута черновой прокатке на одном - четырех этапах, затем еще раз нагрета по меньшей мере до 1100°C и, наконец, на трех - пяти этапах прокатана начисто. При этом очевидно, что между установкой непрерывного литья и установкой горячей прокатки, разумеется, могут присутствовать размещенные известным образом дополнительные приспособления, такие как ножницы, печи, охлаждающие установки, установки черновой прокатки, хранилища, установки удаления окалины и так далее. Разумеется, установка горячей прокатки может также состоять более чем из пяти прокатных клетей, так что стальная полоса может быть прокатана начисто более чем на пяти этапах.
Изобретение может применяться также и в установке горячей прокатки, расположенной далее по ходу за установкой лития полос.
Многоклетьевой стан горячей прокатки по изобретению имеет между двумя следующими друг за другом прокатными клетями участок охлаждения для двухсторонней подачи на стальную полосу жидкости и сопутствующее устройство предварительного управления или регулирования, которые установлены таким образом, что на участке охлаждения с двух сторон стальной полосы в зависимости от длины Lc участка охлаждения подается на каждую сторону по меньшей мере количество жидкости Qu>284/(Lc1,42) литра в минуту и на метр ширины полосы, в особенности Qu>2*284/(Lc1,42) литра в минуту и на метр ширины полосы, и предусматривает предварительное управление или регулирование, которое устанавливает разницу между температурой на выходе стальной полосы из последней прокатной клети перед участком охлаждения и равновесной предельной температурой аустенита путем регулирования температуры на выходе так, что разница составляет не более 70 K, предпочтительно не более 50 K, предпочтительно менее 20 K.
Участок охлаждения представляет собой такой участок, на котором выходящая жидкость поступает на стальную полосу.
Как уже описано для способа по изобретению, участок охлаждения может располагаться между предпоследней и последней прокатной клетью и/или между третьей с конца и предпоследней прокатной клетью.
Длина Lc участка охлаждения может составлять от 5 до 30% зазора между предшествующей и последующей прокатной клетью, в частности она может состоять только из одного ряда форсунок, расположенного по ширине, приходящегося на поверхность полосы (то есть по одному ряду сверху, так и снизу).
Участок охлаждения может располагаться ближе к предшествующей, чем к последующей прокатной клети, в частности по меньшей мере на 20% ближе к предшествующей, чем к последующей прокатной клети.
Зазор между следующими друг за другом прокатными клетями, между которыми расположен участок охлаждения, должен был бы в наилучшем варианте составлять от 3,5 до 7 м.
Ширина стана горячей прокатки и участка охлаждения будет установлена для ширины стальной полосы, как правило, равной от 800 до 2200 мм.
Стан горячей прокатки может быть соединен с установкой непрерывного литья так, что стальная полоса из непрерывнолитой заготовки может быть прокатана начисто на непосредственно следующих друг за другом технологических этапах. Например, благодаря этому может быть сформирована сопряженная прокатная установка, имеющая стан горячей прокатки по изобретению, где сопряженная прокатная установка имеет черновой прокатный стан с одной - четырьмя прокатными клетями, нагревательное устройство для разогрева стальной полосы, выходящей из чернового прокатного стана, до более чем 1100°C, а также стан горячей прокатки с тремя - пятью прокатными клетями для прокатки начисто. Разумеется, стан горячей прокатки может содержать также более пяти клетей.
С помощью способа по изобретению, соответственно стана горячей прокатки по изобретению, также могут быть достигнуты толщины полос явно меньше 3 мм при относительно малых удельных по ширине пропускных способностей для стальной полосы (толщина полосы, помноженная на скорость), примерно менее 0,438 м2/мин (то есть 7,3 мм м/с), и при умеренных температурах на входе стальной полосы на входе в стан горячей прокатки, составляющих менее 1050°C, в частности менее 1020°C, только в трех прокатных клетях при прокатке в аустенитном состоянии. Посредством сильного охлаждения по изобретению после прокатки в аустенитном состоянии ориентировочно после третьей (или четвертой) прокатной клети может быть достигнута конечная толщина, составляющая вплоть до 1 мм, в одной (или двух) последующей(их) прокатной(ых) клети(ях) путем прокатки в ферритном состоянии с дополнительным преимуществом в том, что для последней (или для обеих последних) клети(ей) требуются явно меньшие силы прокатки, что дает экономию энергии, необходимой для стана горячей прокатки.
Таким образом, для стальной полосы достижимы конечные толщины по меньшей мере менее 1,2 мм, тогда как в случае прокатки только в аустенитном состоянии достижимы значительно большие толщины чем 1,2 мм, хотя бы и явно меньше 3 мм.
Весь способ горячей прокатки осуществляется, во всяком случае, стабильнее, чем традиционные способы, так как исключается дающая неопределенный результат прокатка в частично ферритном состоянии при последнем или предпоследнем проходе через валки.
Краткое описание чертежей
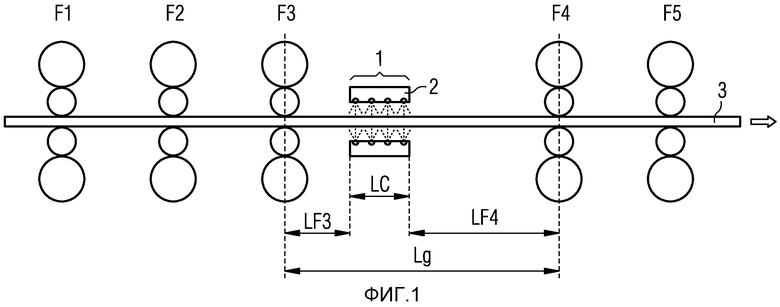
Изобретение поясняется иллюстративным образом посредством схематичного чертежа. На чертеже показана боковая проекция стана горячей прокатки с участком охлаждения.
Способы осуществления изобретения
Стальная полоса 3 поступает с левого края фигуры в стан горячей прокатки, состоящий из прокатных клетей с F1 по F5, с температурой на входе менее 1050°C, предпочтительно менее 1020°C, например из чернового прокатного стана, который соединен с установкой непрерывного литья. Температура стальной полосы 3 относится к усредненному по поперечному сечению полосы среднему значению температуры. В первых трех прокатных клетях с F1 по F3 стальная полоса 5 подвергается прокатке в аустенитном состоянии, она покидает прокатную клеть F3, имея типичную толщину полосы менее 3 мм.
Участок охлаждения 1 имеет в данном случае с двух сторон полосы несколько распыляющих форсунок 2, которые расположены по меньшей мере в одном ряду с каждой стороны полосы, и имеет длину Lc по меньшей мере 350 мм. Зазор LF3 между третьей прокатной клетью F3 и началом участка охлаждения 1 составляет в данном случае лишь только малую долю зазора LF4 между четвертой прокатной клетью F4 и концом участка охлаждения 1.
Участок охлаждения подает на стальную полосу 3, в соответствии с изобретением, как с верхней стороны, так и с нижней стороны определенное в изобретении количество воды в выражении на минуту и на ширину полосы в метрах, благодаря чему стальная полоса 3 охлаждается. До того как стальная полоса 3 входит в четвертую прокатную клеть F4, происходит почти полное превращение структуры в феррит, так что стальная полоса 3 обжимается в ферритном состоянии в четвертой прокатной клети. В пятой прокатной клети F5 стальная полоса 3 подвергается прокатке в ферритном состоянии до своей конечной толщины менее 1,5 мм.
Как правило, подаваемое с обеих сторон количество воды лежит между дву- и четырехкратным значением величины 284/(Lc1,42), когда разница между температурой на выходе из прокатной клети F3 и предельной температурой аустенита составляет менее 50 K и удельная по ширине пропускная способность не слишком высока, то есть лежит, например, в диапазоне от 5 до 12 мм м/с.
Обычно для подачи охлаждающей жидкости применяются распыляющие форсунки, которые расположены рядами в направлении ширины стальной полосы. Если используют только один ряд форсунок, то это соответствует типичному участку охлаждения 1 длиной примерно 350 мм. Данный участок возникает, например, при наклонном повороте/размещении форсунок вследствие зазора между первой и последней точкой попадания водной струи на стальной полосе 3. При двух рядах форсунок, а также при числе рядов форсунок, равном n, длина Lc участка охлаждения рассчитывается из зазора между первой и последней точкой попадания водной струи одного ряда форсунок с прибавлением помноженного на (n-1) среднего зазора между двумя рядами форсунок.
Альтернативный вариант осуществления изобретения
Если бы участок охлаждения 1 вместо расположения между третьей F3 и четвертой F4 прокатной клетью был бы расположен между четвертой F4 и пятой F5 прокатной клетью, то зазор между третьей F3 и четвертой F4 прокатной клетью мог бы быть меньше, а зазор между четвертой F4 и пятой F5 прокатной клетью - больше. Во всяком случае, в первых прокатных клетях с F1 по F4 происходила бы прокатка в аустенитном состоянии, тогда как ферритная прокатка происходила бы только после по возможности наиболее полного превращения структуры стальной полосы 3 в феррит, лишь в пятой прокатной клети F5.
Список ссылочных позиций
1 Участок охлаждения
2 Распыляющие форсунки
3 Стальная полоса
F1 Первая прокатная клеть
F2 Вторая прокатная клеть
F3 Третья прокатная клеть
F4 Четвертая прокатная клеть
F5 Пятая прокатная клеть
Lc Длина участка охлаждения 1
Lg Зазор между третьей и четвертой прокатной клетью
LF3 Зазор между третьей прокатной клетью F3 и началом участка охлаждения 1
LF4 Зазор между четвертой прокатной клетью F4 и концом участка охлаждения 1.
Изобретение относится к устройству и способу горячей прокатки стальных полос (3) в нескольких следующих друг за другом прокатных клетях (F1-F5), причем стальные полосы прокатывают начисто до конечной толщины сначала в аустенитном состоянии и затем, после интенсивного охлаждения жидкостью, в ферритном состоянии в одной или более прокатных клетях. Для обеспечения ферритного состояния стальной полосы после охлаждения, конечную толщину стальной полосы (3) устанавливают менее 3 мм, а разницу между температурой на выходе для стальной полосы, выходящей из последней прокатной клети (F3) перед охлаждением жидкостью, и равновесной предельной температурой аустенита устанавливают посредством предварительного управления или регулирования температуры на выходе до значения не более 70 K, предпочтительно не более 50 K, предпочтительно менее 25 K, причем охлаждение жидкостью между двумя прокатными клетями осуществляют в зависимости от длины (Lc) участка охлаждения (1) путем подачи на участке охлаждения с двух сторон стальной полосы (3) на каждую сторону по меньшей мере количество жидкости Qu>284/(Lc1,42) литра в минуту и на метр ширины полосы, преимущественно Qu>2*284/(Lc1,42) литра в минуту и на метр ширины полосы, но не более Qu=7*284/(Lc1,42) литра в минуту и на метр ширины полосы, предпочтительно Qu<4*284/(Lc1,42) литра в минуту и на метр ширины полосы. 3 н. и 21 з.п. ф-лы, 1ил., 2 табл.
1. Способ горячей прокатки стальных полос (3), включающий прокатку в следующих друг за другом прокатных клетях (F1-F5), причем стальные полосы прокатывают начисто до конечной толщины сначала в аустенитном состоянии и затем, после интенсивного охлаждения жидкостью между прокатными клетями, в ферритном состоянии в одной или более прокатных клетях, отличающийся тем, что конечную толщину стальной полосы (3) устанавливают менее 3 мм, преимущественно менее 2,5 мм, предпочтительно менее 1,49 мм, при этом разницу между температурой на выходе для стальной полосы, выходящей из последней прокатной клети (F3) перед охлаждением жидкостью, и равновесной предельной температурой аустенита устанавливают посредством предварительного управления или регулирования данной температуры на выходе до значения не более 70 K, предпочтительно не более 50 K, предпочтительно менее 25 K, причем охлаждение жидкостью между двумя прокатными клетями осуществляют в зависимости от длины Lc участка охлаждения (1) путем подачи на участке охлаждения с двух сторон стальной полосы (3) на каждую сторону по меньшей мере количества жидкости Qu>284/(Lc1,42) литра в минуту и на метр ширины полосы, преимущественно Qu>2*284/(Lc1,42) литра в минуту и на метр ширины полосы, причем не более Qu=7*284/(Lc1,42) литра в минуту и на метр ширины полосы, предпочтительно Qu<4*284/(Lc1,42) литра в минуту и на метр ширины полосы.
2. Способ по п.1, отличающийся тем, что удельная по ширине пропускная способность прокатных клетей составляет менее 12 мм м/с, предпочтительно менее 9,5 мм м/с.
3. Способ по п.1 или 2, отличающийся тем, что предварительное управление или регулирование температуры на выходе для стальной полосы, выходящей из последней прокатной клети (F3) перед охлаждением жидкостью, осуществляют с использованием таблиц, с учетом степени качества и/или степени обжима, или простых математических соотношений в зависимости от степени качества и/или степени обжима, между удельной по ширине пропускной способностью по массе и температурой на входе в первой прокатной клети (F1).
4. Способ по п.1, отличающийся тем, что устанавливают среднюю скорость охлаждения Т'=A*B*vm/Lc между последней прокатной клетью (F3) перед охлаждением жидкостью с помощью участка охлаждения (1) длины Lc и первой прокатной клетью (F4) после охлаждения жидкостью,
причем справедливо, что А=[0,5…2,0]*40+(Tm-Ta), где Tm представляет собой среднюю температуру на выходе стальной полосы (3), выходящей из последней прокатной клети (F3) перед охлаждением жидкостью, и Та представляет собой равновесную предельную температуру аустенита,
при этом В=0,95+0,5*(100-Fe), где Fe обозначает содержание железа в стали в процентах по массе,
а vm обозначает скорость полосы между двумя названными прокатными клетями (F3, F4), м/с.
5. Способ по п.1, отличающийся тем, что охлаждающая жидкость представляет собой воду с температурой применения между 15°С и 60°С, предпочтительно между 25°С и 40°С.
6. Способ по п.1, отличающийся тем, что охлаждение осуществляют между предпоследней (F4) и последней (F5) прокатной клетью и/или третьей с конца (F3) и предпоследней (F4) прокатной клетью.
7. Способ по п.6, отличающийся тем, что охлаждение осуществляют между третьей с конца (F3) и предпоследней (F4) прокатной клетью, а предпоследнюю прокатную клеть (F4) открывают в случае недостаточного охлаждения.
8. Способ по п.1, отличающийся тем, что длина Lc участка охлаждения (1) составляет от 5 до 30% величины зазора между предшествующей (F3) и последующей (F4) прокатной клетью.
9. Способ по п.1, отличающийся тем, что участок охлаждения (1) расположен ближе к предшествующей (F3), чем к последующей (F4) прокатной клети, в частности по меньшей мере на 20% ближе к предшествующей, чем к последующей прокатной клети.
10. Способ по п.1, отличающийся тем, что зазор (Lg) между следующими друг за другом прокатными клетями (F3, F4), между которыми происходит охлаждение, составляет от 3,5 до 7 м.
11. Способ по п.1, отличающийся тем, что ширина стальной полосы (3) лежит между 800 и 2200 мм.
12. Способ по п.1, отличающийся тем, что толщина стальной полосы (3) перед участком охлаждения составляет от 1,2 до 5 мм, преимущественно от 1,5 до 3,3 мм, предпочтительно от 1,8 до 3,5 мм.
13. Способ по п.1, отличающийся тем, что стальную полосу (3) прокатывают начисто из непрерывнолитой заготовки в непосредственно следующих друг за другом технологических этапах.
14. Способ по п.13, отличающийся тем, что стальную полосу (3) сначала подвергают черновой прокатке на одном-четырех этапах, затем еще раз нагревают по меньшей мере до 1100°С и, наконец, на трех-пяти этапах прокатывают начисто.
15. Многоклетьевой стан горячей прокатки для осуществления способа по одному из пп.1-12, характеризующийся тем, что между двумя следующими друг за другом прокатными клетями (F3, F4) предусмотрены участок охлаждения (1) для двухсторонней подачи на стальную полосу (3) жидкости и сопутствующее устройство предварительного управления или регулирования, которые установлены таким образом, что на участке охлаждения (1) с двух сторон стальной полосы в зависимости от длины Lc участка охлаждения подается на каждую сторону по меньшей мере количество жидкости Qu>284/(Lc1,42) литра в минуту и на метр ширины полосы, преимущественно Qu>2*284/(Lc1,42) литра в минуту и на метр ширины полосы, причем не более Qu=7*284/(Lc1,42) литра в минуту и на метр ширины полосы, предпочтительно Qu<4*284/(Lc1,42) литра в минуту и на метр ширины полосы, при этом предусмотрено предварительное управление или регулирование, которое устанавливает разницу между температурой на выходе стальной полосы (3) из последней прокатной клети (F3) перед участком охлаждения (1) и равновесной предельной температурой аустенита путем регулирования температуры на выходе так, что разница составляет не более 70 K, предпочтительно не более 50 K, предпочтительно менее 25 K.
16. Стан горячей прокатки по п.15, отличающийся тем, что предварительное управление или регулирование температуры на выходе для стальной полосы (3), выходящей из последней прокатной клети (F3) перед участком охлаждения (1), осуществляют с использованием таблиц с учетом степени качества и/или степени обжима, или простых математических соотношений в зависимости от степени качества и/или степени обжима, между удельной по ширине пропускной способностью по массе и температурой на входе в первой прокатной клети (F1).
17. Стан горячей прокатки по п.15 или 16, отличающийся тем, что участок охлаждения (1) расположен между предпоследней (F4) и последней (F5) прокатной клетью и/или третьей с конца (F3) и предпоследней (F4) прокатной клетью.
18. Стан горячей прокатки по п.15, отличающийся тем, что длина Lc участка охлаждения (1) составляет от 5 до 30% зазора между предшествующей (F3) и последующей (F4) прокатной клетью.
19. Стан горячей прокатки по п.15, отличающийся тем, что участок охлаждения (1) расположен ближе к предшествующей (F3), чем к последующей (F4) прокатной клети, в частности по меньшей мере на 20% ближе к предшествующей, чем к последующей прокатной клети.
20. Стан горячей прокатки по п.15, отличающийся тем, что зазор (Lg) между следующими друг за другом прокатными клетями (F3, F4), между которыми расположен участок охлаждения (1), составляет от 3,5 до 7 м.
21. Стан горячей прокатки по п.15, отличающийся тем, что ширина стана горячей прокатки (F1-F5) и участка охлаждения (1) для ширины стальной полосы (3) установлена между 800 и 2200 мм.
22. Стан горячей прокатки по п.15, отличающийся тем, что участок охлаждения сконструирован таким образом, что в качестве охлаждающей жидкости может быть использована вода с температурой применения между 15°С и 60°С, предпочтительно между 25°С и 40°С.
23. Стан горячей прокатки по п.15, отличающийся тем, что он так соединен с установкой непрерывного литья, что стальная полоса (3) может быть прокатана начисто из непрерывнолитой заготовки на непосредственно следующих друг за другом технологических этапах.
24. Сопряженная прокатная установка, имеющая стан горячей прокатки по п.23, характеризующаяся тем, что она имеет черновой прокатный стан с одной-четырьмя прокатными клетями, нагревательное устройство для разогрева стальной полосы, выходящей из чернового прокатного стана, до более чем 1100°С, а также стан горячей прокатки с тремя-пятью прокатными клетями (F1-F5) для прокатки начисто.
| DE 19600990 A1, 17.07.1997 | |||
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС И ЛИСТОВ БЕЗ НАРУШЕНИЯ НЕПРЕРЫВНОСТИ МЕЖДУ НЕПРЕРЫВНЫМ ЛИТЬЕМ И ПРОКАТКОЙ | 2005 |
|
RU2376106C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218427C2 |
| WO 2004076086 A2, 10.09.2004 | |||

