Изобретение относится к сварке, а именно к способу фрикционной сварки с перемешиванием.
Из патентной литературы известен способ фрикционной сварки с перемешиванием на опорном ролике с профильной канавкой, заключающийся в формировании корня сварного шва в свариваемых встык заготовках посредством вращающегося сварочного инструмента (патент США №5769306, кл. B23K 20/12, 1998 г.).
При формировании сварного шва на ролике с канавкой в корне шва могут образовываться дефекты в виде непровара, микротрещин, несплошностей, а также повышенное занижения сварного шва и не исключена возможность внедрения сварочного инструмента в опорную поверхность ролика.
Задачей данного изобретения является устранение указанных недостатков, повышение качества сварного соединения, а также расширение технических средств при проведении сварки.
Техническим результатом предлагаемого способа является полное проплавление свариваемых встык заготовок по толщине, уменьшение занижения сварного шва, повышение прочности сварного соединения, качества сварки и исключение вероятности внедрения сварочного инструмента в опорную поверхность ролика.
Поставленный технический результат достигается тем, что в способе фрикционной сварки с перемешиванием на опорном ролике с профильной канавкой, заключающемся в формировании корня сварного шва в свариваемых встык заготовках, при котором согласно изобретению в корневую зону в процессе сварки непрерывно подают присадочный материал, соответствующий форме профильной канавки ролика, с возможностью погружения торца рабочего стержня в присадочный материал и совместного обжатия кромок свариваемых заготовок и части присадочного материала в зоне сварки сварочным инструментом.
Рассматриваемый способ поясняется чертежами, где на фиг.1 показан пример выполнения способа сварки, на фиг.2 - устройство для непрерывной подачи присадочного материала, а на фиг.3 - геометрические параметры сварных швов сравниваемых вариантов способов сварки.
Предлагаемый способ фрикционной сварки с перемешиванием на опорном ролике с профильной канавкой заключается в формировании корня сварного шва в свариваемых встык заготовках 1, 2, при котором в корневую зону в процессе сварки непрерывно подают присадочный материал 3, соответствующий форме профильной канавки 4 ролика 5, с возможностью погружения торца рабочего стержня 6 в присадочный материал 3 и совместного обжатия кромок свариваемых заготовок 1, 2 и части присадочного материала 3 в зоне сварки сварочным инструментом 7.
Работает данный способ следующим образом. После сборки свариваемых заготовок 1,2 на опорном ролике 5 присадочный материал 3 заводится в профильную канавку 4 опорного ролика 5. Инструмент 7 внедряется в стык заготовок 1, 2 создавая при этом необходимое сварочное давление. Загрузка L рабочего стержня 6 при этом составляет величину:
L=δмат+0,2-0,5δпр.мат,
где δмат - толщина свариваемого материала
δпр.мат - толщина присадочного материала
Перемещение свариваемых заготовок и присадочного материала происходит за счет их принудительной подачи вдоль линии стыка или привода вращения опорного ролика с заданной скоростью.
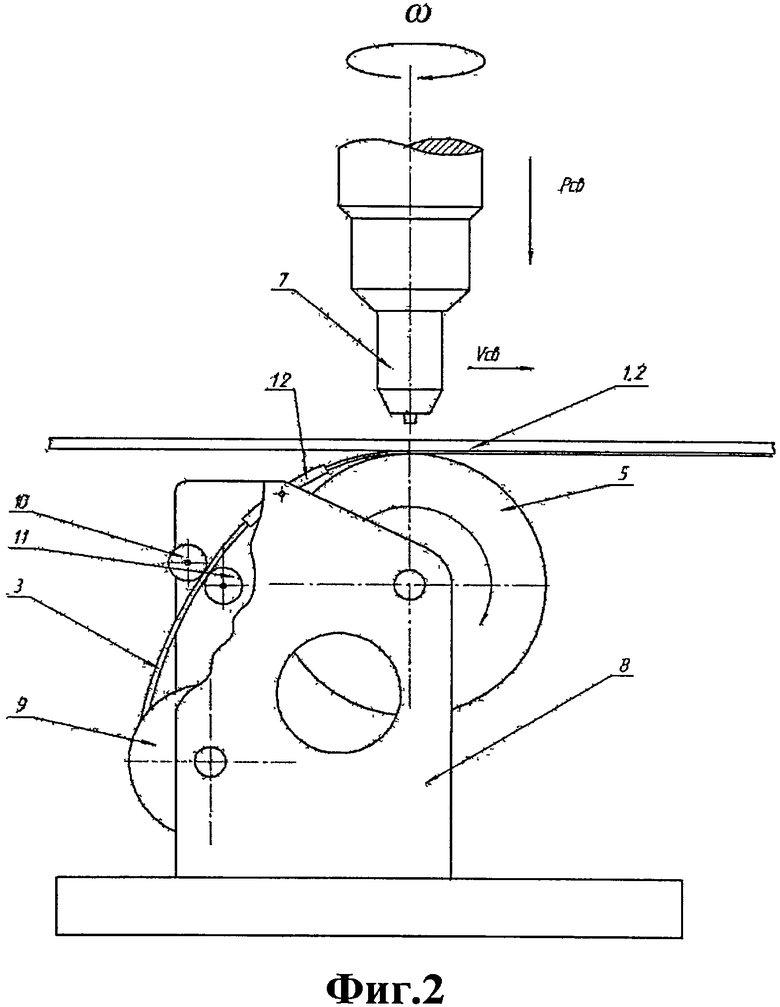
Данный способ может быть осуществлен на примере устройства для непрерывной подачи присадочного материала, включающего в себя корпус 8, кассету 9 с присадочным материалом 3, прижимные ролики 10, 11, направляющий мундштук 12. При необходимости после сварки присадочный материал может быть удален, а процесс подачи автоматизирован.
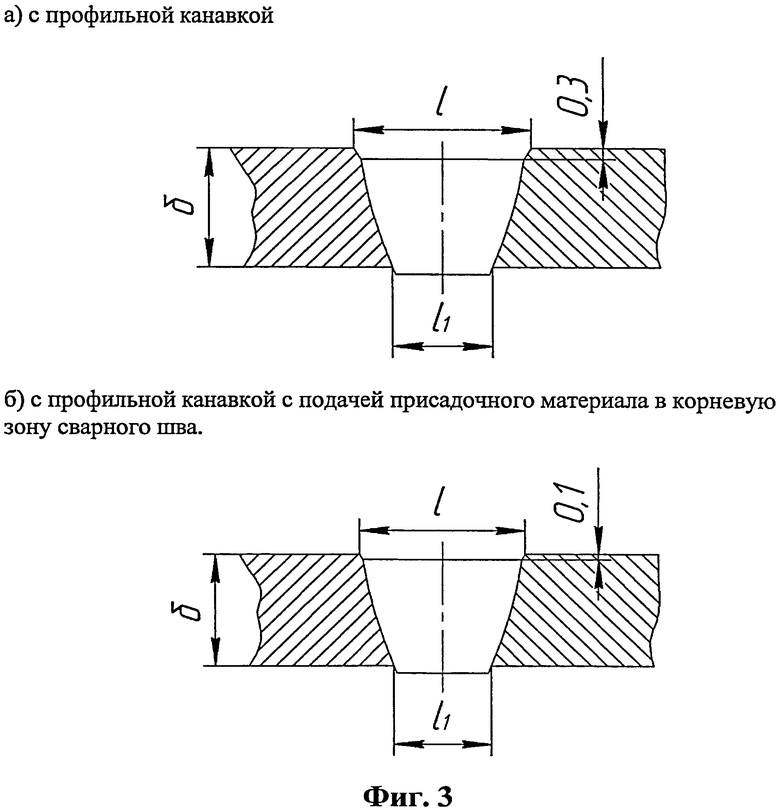
Сравнительная характеристика геометрических параметров сварных швов рассматриваемых вариантов характеризует уменьшение занижения сварного шва с 0,3 до 0,1 мм, вследствие чего увеличивается рассчетное сечение сварного шва и соответственно повышается прочность сварного соединения.
Благодаря такому выполнению способа достигается поставленный технический результат в виде полного проплавления свариваемых заготовок по толщине, уменьшения занижения сварного шва, повышения прочности сварного соединения, качества сварки и исключения вероятности внедрения сварочного инструмента в опорную поверхность ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| Способ сварки трением с перемешиванием и устройство для его осуществления | 2015 |
|
RU2630147C2 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| СОСУД ДАВЛЕНИЯ, СПОСОБ СВАРКИ ЕГО МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ И СПОСОБ ПОЛУЧЕНИЯ ЗАДАННОГО СЕЧЕНИЯ КОРНЕВОЙ ЧАСТИ СВАРНОГО СОЕДИНЕНИЯ ЕГО МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ | 2007 |
|
RU2344337C1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ЛИСТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2702536C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2466839C1 |
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
Изобретение может быть использовано для фрикционной сварки с перемешиванием. Стык свариваемых заготовок 1 и 2 размещают на опорном ролике 5 с профильной канавкой 4. Сварное соединение получают путем перемещения рабочего стержня 6 сварочного инструмента 7 с формированием корня сварного шва. В профильную канавку непрерывно подают присадочный материал 3, соответствующий форме профильной канавки 4 ролика 5. Рабочий стержень 6 сварочного инструмента перемещают в процессе сварки с возможностью погружения его торца в присадочный материал 3. При этом осуществляют совместное обжатие сварочным инструментом 7 кромок свариваемых заготовок 1 и 2 и части присадочного материала 3 в зоне сварки. Способ обеспечивает полное проплавление свариваемых заготовок по толщине, уменьшение занижения сварного шва, повышение прочности сварного соединения, качества сварки и исключение внедрения сварочного инструмента в опорную поверхность ролика. 3 ил.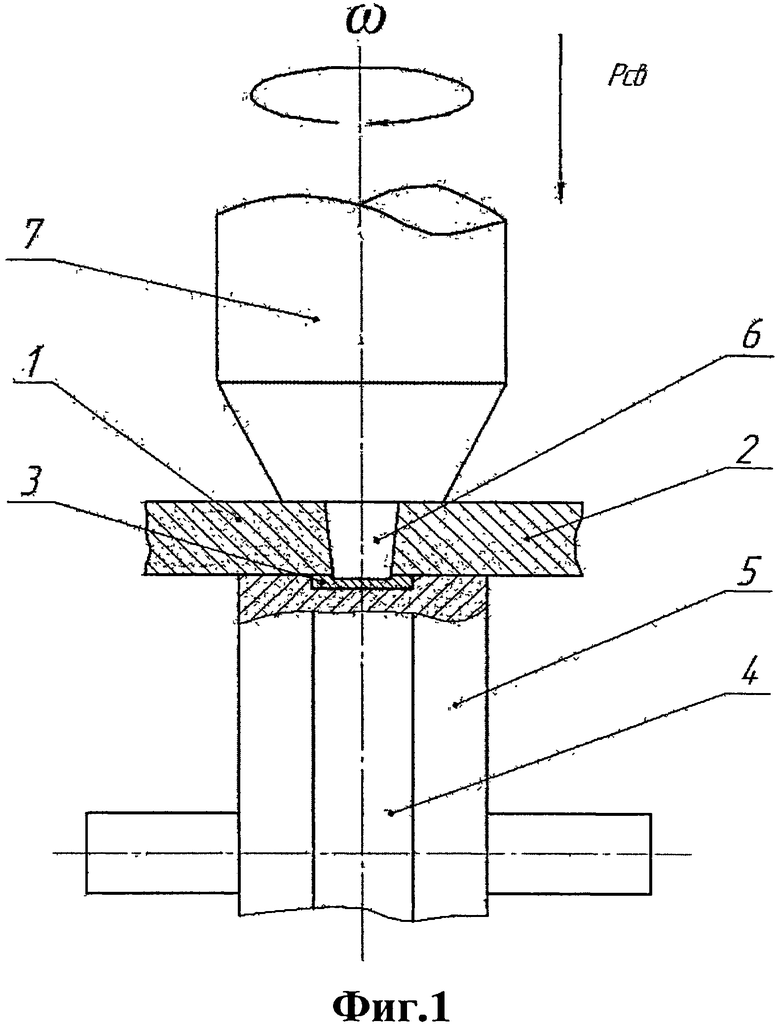
Способ фрикционной сварки с перемешиванием, включающий размещение стыка свариваемых заготовок на опорном ролике с профильной канавкой и получение сварного соединения путем перемещения рабочего стержня сварочного инструмента с формированием корня сварного шва, отличающийся тем, что в процессе получения сварного соединения в профильную канавку ролика непрерывно подают присадочный материал, соответствующий форме профильной канавки, а рабочий стержень сварочного инструмента перемещают с возможностью погружения его торца в упомянутый присадочный материал, при этом осуществляют совместное обжатие сварочным инструментом кромок свариваемых заготовок и части присадочного материала в зоне сварки.
| US 5769306 A, 23.06.1998 | |||
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| Способ регулирования или модуляции частоты генератора с газоразрядной лампой | 1946 |
|
SU69459A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ | 2011 |
|
RU2460617C1 |
| US 2007215675 А1, 20.09.2007 | |||

