Изобретение относится к теплообменнику, содержащему пакет, состоящий из группы пар теплообменных пластин, образованных из листового металла, имеющего трехмерный рельеф, причем внутри указанной группы пар пластин образован первый проточный канал, а между указанными парами образован второй проточный канал, при этом каждая пластина имеет по меньшей мере одно сквозное отверстие.
Кроме того, изобретение относится к теплообменной пластине, образованной из листового металла, имеющего трехмерный рельеф.
Изобретение относится также к способу изготовления теплообменника, содержащего пакет теплообменных пластин, выполненных из листового металла, имеющего трехмерный рельеф.
Теплообменник описанного выше типа известен из документа US 2007/0261829 A1. Пластины этого теплообменника имеют трехмерный рельеф, образованный выпуклостями и углублениями. Выпуклости и углубления размещены напротив соответствующих углублений и выпуклостей соседних теплообменных пластин для образования проточного канала на первичной и на вторичной стороне теплообменника.
Рельеф теплообменных пластин может быть разным. Например, рельеф теплообменной пластины может иметь вид "елочки".
Теплообменник используется для передачи тепла от жидкости на первичной стороне, то есть от жидкости, протекающей через первый проточный канал, к жидкости на вторичной стороне, то есть к жидкости, протекающей через второй проточный канал. Во многих случаях по меньшей мере одна из этих жидкостей имеет повышенное давление. Чтобы выдержать такое давление соединение между двумя соседними пластинами должно быть достаточно прочным. Это условие обычно выполняется на участке, содержащем достаточное количество выпуклостей и углублений. Однако на некоторых участках пластин необходимо наличие дополнительного соединения.
Задача изобретения заключается в обеспечении прочного соединения между смежными теплообменными пластинами.
Указанная задача решена за счет того, что в указанной теплообменной пластине предусмотрено по меньшей мере одно вспомогательное отверстие, причем указанное вспомогательное отверстие имеет выступающую кромку, образующую отбортовку, причем указанная отбортовка введена в соответствующее вспомогательное отверстие соседней пластины.
Отбортовки составляют единое целое с пластиной. Они могут легко быть сформировны путем прессования листового металла на участке вспомогательного отверстия в виде отбортовки. Это прессование может быть выполнено одновременно с формированием трехмерного рельефа. Термин "листовой металл" относится ко всем материалам, имеющим хорошую теплопроводность, и которые могут быть сформированы путем прессования или штамповки. В качестве листового материала может быть также использован пластмассовый материал.
В предпочтительном варианте реализации отбортовка вспомогательного отверстия одной пластины соединена с отбортовкой вспомогательного отверстия соседней пластины. Это соединение может быть выполнено посредством сварного соединения или пайки. Когда отбортовки соединены таким образом, две соседние пластины защищены не только от воздействия разделяющих усилий, но также и от усилий, обусловленных воздействием повышенного давления. Такое давление обычно стремится увеличить расстояние между двумя соседними пластинами. Поскольку отбортовки могут противостоять растягивающему усилию, это предотвращает увеличение указанного расстояния.
Предпочтительно отбортовки нескольких вспомогательных отверстий образуют цилиндрический канал, в который вводят стабилизирующий элемент. Таким образом, возможно, соединить группу пластин или даже все пластины пакета теплообменных пластин. Стабилизирующий элемент предотвращает сжатие отбортовок в радиальном направлении под действием давления между двумя прилежащими пластинами, могущего привести к ослаблению соединения между двумя соседними пластинами.
Предпочтительно, по меньшей мере, самые крайние отбортовки соединены с указанным стабилизирующим элементом. Однако с указанным стабилизирующим элементом также могут быть соединены все отбортовки. Стабилизирующий элемент может противостоять большему рястягивающему усилию, так что пакет пластин может противостоять более высокому давлению, имеющему место внутри пакета пластин.
Предпочтительно по меньшей мере одно вспомогательное отверстие расположено вблизи указанного сквозного отверстия. Вблизи указанного сквозного отверстия обычно не имеется достаточного соединения между двумя соседними пластинами. Отбортовка вспомогательного отверстия служит для обеспечения соединения между двумя прилежащими или соседними пластинами.
Предпочтительно переходный участок между указанной отбортовкой и указанной пластиной является закругленным, и отбортовка пластины контактирует с отбортовкой соседней пластины за пределами переходного участка. Это означает, что соединение между двумя соседними отбортовками выполнено там, где форма отбортовок уже цилиндрическая. Это обеспечивает простоту соединения. На участке контакта или участке перекрытия две отбортовки параллельны друг другу, так что может быть обеспечено надежное соединение. На участке контакта две отбортовки могут быть параллельны друг другу.
Предусмотрена концевая пластина, имеющая выпуклость, выполненную с возможностью приема отбортовок, по меньшей мере, теплообменной пластины, находящейся рядом с указанной концевой пластиной. В системе, имеющей пакет теплообменных пластин с выступающими кромками, образующими отбортовки, может возникнуть проблема на нижней пластине там, где отсутствует соседняя пластина. Одно из решений заключается в выполнении на указанной концевой пластине выпуклости, выполненной с возможностью приема отбортовки, по меньшей мере, теплообменной пластины, находящейся рядом с указанной концевой пластиной. В этом случае теплообменная пластина, находящаяся рядом с концевой пластиной, может иметь ту же самую форму, что и все другие теплообменные пластины. Предпочтительно указанная выпуклость выполнена с возможностью приема отбортовки не только теплообменной пластины, находящейся рядом с указанной концевой пластиной, но также и отбортовки, по меньшей мере, второй теплообменной пластины, считая от концевой пластины.
Предпочтительно указанная выпуклость имеет глубину, причем указанная глубина является большей, чем высота указанной отбортовки, в направлении, перпендикулярном к указанной теплообменной пластине, находящейся рядом с указанной концевой пластиной. В этом случае язычки могут оставаться в своем стоячем положении, то есть нет необходимости деформировать отбортовку. В любом случае, отбортовка или отбортовки могут быть присоединены к стенке выпуклости.
В альтернативном варианте реализации отбортовка теплообменной пластины, находящейся рядом с концевой пластиной, по меньшей мере, на своем конце, деформирована параллельно указанной концевой пластине. Эта отбортовка деформирована по меньшей мере дважды и содержит первый участок, почти перпендикулярный плоскости теплообменной пластины, и дополнительно содержит второй участок, параллельный плоскости концевой пластины.
В этом случае предпочтительно, что отбортовки по меньшей мере двух теплообменных пластин, находящихся рядом с указанной концевой пластиной, образуют, по меньшей мере своими концами, слоистую структуру на внутренней поверхности указанной концевой пластины. Эта слоистая структура может легко быть присоединена к указанной концевой пластине.
Задача изобретения решена также посредством создания теплообменной пластины описанного выше типа, в которой предусмотрено вспомогательное отверстие, имеющее выступающую кромку, образующую отбортовку.
Как упомянуто выше, эта отбортовка выполнена так, что составляет единое целое с теплообменной пластиной. Она может быть легко образована посредством прессования наружу листового металла участка вспомогательного отверстия для образования выступающей кромки вспомогательного отверстия. Указанная выступающая кромка образует отбортовку, которая может быть использована для соединения двух соседних теплообменных пластин.
Предпочтительно переходный участок между указанной отбортовкой и указанной пластиной является закругленным. Закругленный переходный участок предотвращает ослабление листового металла на участке вокруг вспомогательного отверстия.
Задача изобретения решена также посредством способа изготовления теплообменника упомянутого выше типа, в котором в указанных пластинах образуют вспомогательное отверстие, имеющее выступающую кромку, причем указанная выступающая кромка образует отбортовку, при этом указанную отбортовку вводят в соответствующее вспомогательное отверстие соседней пластины.
Отбортовки могут противостоять сдвигающим усилиям между соседними или прилежащими пластинами. Они обеспечивают повышенную устойчивость пакета пластин.
В предпочтительном варианте реализации указанные отбортовки присоединены друг к другу. Отбортовки препятствуют увеличению расстояния между соседними пластинами при наличии между выравненными пластинами повышенного давления. В этом случае отбортовки испытывают воздействие растягивающего усилия. Однако, поскольку отбортовки выполнены составляющими единое целое с теплообменной пластиной, они являются достаточно устойчивыми, чтобы выдержать такие растягивающие усилия, генерируемые давлением между двумя пластинами.
Предпочтительно через некоторое количество вспомогательных отверстий проводят стабилизирующий элемент. Этот стабилизирующий элемент поддерживает отбортовки изнутри, так что повышенное давление не может сжать отбортовки в радиальном направлении (относитенльно вспомогательного отверстия). Такое радиальное сжатие может ослабить соединение между отбортовками прилежащих пластин.
Предпочтительно указанный стабилизирующий элемент присоединен, по меньшей мере, к отбортовкам самых крайних пластин пакета теплообменных пластин. Когда имеется повышенное давление внутри пакета теплообменных пластин, это давление не может "раздуть" пакет теплообменных пластин, поскольку самые крайние пластины удерживаются вместе посредством стабилизирующего элемента. В предпочтительном варианте реализации все отбортовки присоединены к стабилизирующему элементу, так что раздувание в результате действия повышенного давления может быть предотвращено даже внутри пакета теплообменных пластин.
Ниже со ссылками на чертежи более подробно описан предпочтительный вариант осуществления изобретения; на чертежах:
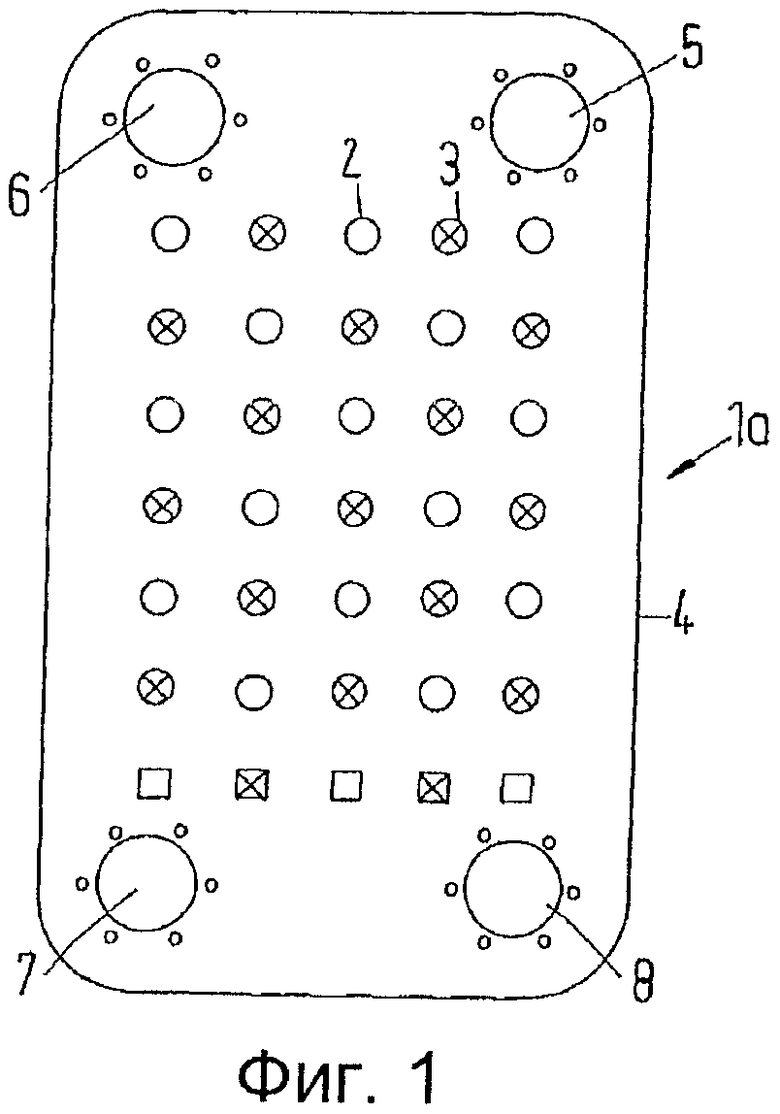
на фиг.1 показан вид сверху теплообменной пластины,
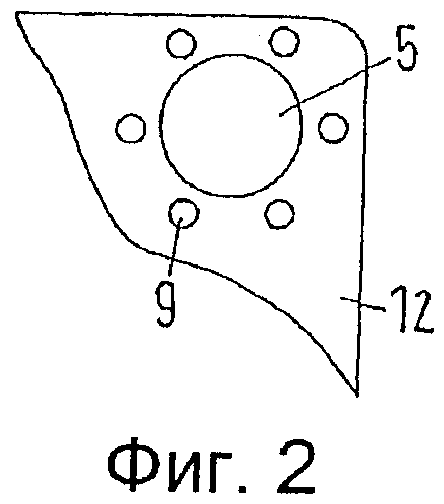
на фиг.2 показан увеличенный вид верхнего правого угла теплообменной пластины по фиг.1,
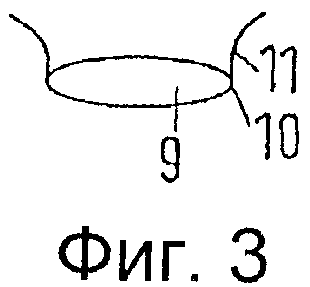
на фиг.3 в аксонометрии показано вспомогательное отверстие,
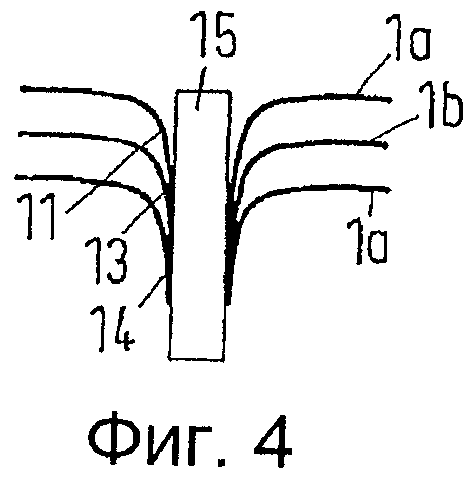
на фиг.4 показана группа теплообменных пластин на участке расположения вспомогательного отверстия,
на фиг.5 показан пример соединения отбортовок с нижней частью пластины, и
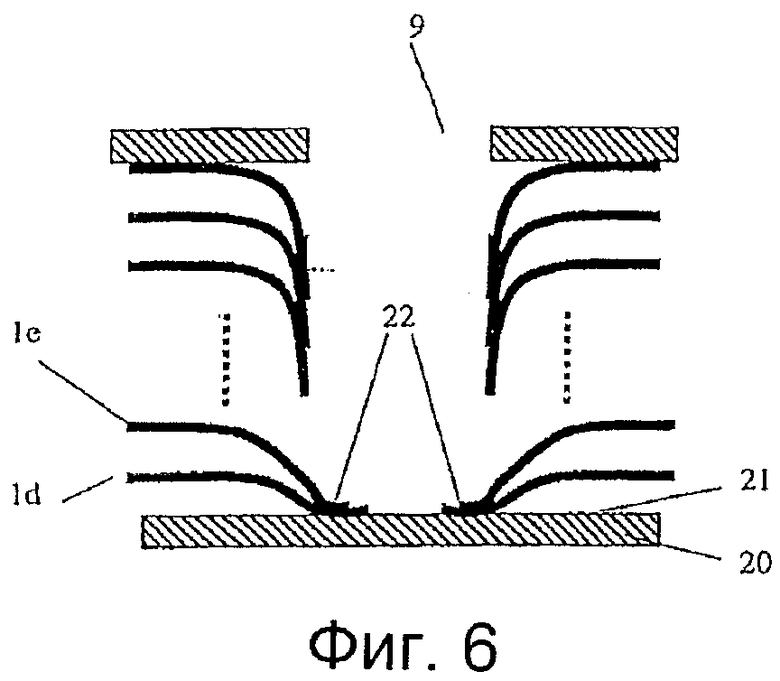
на фиг.6 показан вариант осуществления изобретения, альтернативный варианту осуществления, показанному на фиг.5.
На Фиг.1 показана теплообменная пластина 1a, известная из патентного документа US 2007/0261829 A1. Эта пластина 1a имеет выпуклости 2, на заданную высоту выступающие над плоскостью теплообменной пластины 1a. Кроме того, теплообменная пластина 1а имеет углубления 3, утопленные на заданную глубину в этой теплообменной пластине 1a. Выпуклости 2 показаны в виде белых кружков, а углубления 3 показаны в виде кружков с крестиком. Как описано в патентном документе US 2007/0261829 A1, две такие теплообменные пластины 1a образуют пару пластин, в которой одна теплообменная пластина 1a повернута на угол, составляющий примерно 180° относительно своей более длинной грани 4. Несколько таких пар накладываются друг на друга. Первый проточный канал образован внутри указанных пар, а второй проточный канал образован между этими парами.
Теплообменная пластина 1a имеет четыре сквозных отверстия 5-8. Эти сквозные отверстия 5-8 предназначены для формирования каналов или соединений. Например, сквозные отверстия 5, 7 образуют отверстия подачи и возврата для первого проточного канала, а сквозные отверстия 6, 8 образуют отверстия подачи и возврата для второго канала текучей среды.
Теплообменная пластина 1a выполнена из листового металла. Термин "листовой металл" относится к материалу, имеющему хорошую теплопроводность. Кроме того, такой материал может быть изготовлен путем прессования или штамповки. Выпуклости 2 и углубления 3 образуют трехмерный рельеф. Такой профиль получают путем прессования или штамповки.
При наложении группы теплообменных пластин 1a, 1b, 1c (как показано на фиг.4) друг на друга с образованием пакета пластин, выпуклости 2 пластины 1b соединяют к выпуклостям 2 теплообменной пластины 1a, повернутой вокруг грани 4 на 180°. Углубления 3 пластины 1b соединяют с углублениями 3 теплообменной пластины 1с, также повернутой вокруг кромки 4 на 180°. Указанные соединения могут быть выполнены посредством сварки. Такие соединения являются достаточно устойчивыми, чтобы выдержать давление жидкости между двумя пластинами 1a, 1b или 1b, 1c соответственно.
Однако на участках, окружающих сквозные отверстия 5-8, соединение между двумя прилежащими пластинами является недостаточным. Например, в теплообменнике, раскрытом в патентном документе US 2007/0261829 A1, две соседних пластины сваривают путем сваривания верхних поверхностей выпуклостей 2 одной пластины с верхними поверхностями углублений 3 соседней пластины. Это обеспечивает хорошее соединение двух пластин за счет плотности выпуклостей 2 и углублений 3, при этом под плотностью понимается количество указанных элементов на площадь поверхности пластин.
В теплообменниках, подобных тому, который раскрыт в патентном документе US 2007/0261829 или более распространенных теплообменниках с пластинами в форме "елочка", на участках размещения отверстий 5-8 предусмотрено наличие выпуклостей или углублений, окружающих отверстия и предназначенных для сварки друг с другом, при этом плотность расположения вышеуказанных элементов ограничена размерами самих отверстий 5-8, а их размеры ограничивают исходя из необходимости обеспечения доступа жидкости в промежутки между пластинами. Таким образом, возникает проблема, заключающаяся в том, что эти участки зачастую являются зонами самого высокого давления внутри теплообменника.
На фиг.2 показан вариант, в котором предусмотрен ряд вспомогательных отверстий 9, окружающих сквозное отверстие 5. Аналогичные вспомогательные отверстия 9 могут быть предусмотрены вокруг других сквозных отверстий 6-8.
Вспомогательные отверстия 9 могут быть сформированы в том же самом прессе или с помощью того же штампа, которые используют для формирования выпуклостей 2 и углублений 3. Вспомогательное отверстие 9 имеет выступающую кромку 10, образующую отбортовку 11, то есть стенку, окружающую вспомогательное отверстие 9. Эта отбортовка 11 может быть выполнена из листового металла, который ранее при формировании вспомогательного отверстия подлежал удалению. Отбортовка 11 расположена почти вертикально относительно плоскости 12 теплообменной пластины 1a.
На Фиг.4 показана ситуация, когда несколько пластин 1a, 1b, 1c наложены друг на друга. Отбортовка 11, имеющаяся на теплообменной пластине 1a, введена во вспомогательное отверстие 9 следующей или прилежащей теплообменной пластины 1b, контактируя с отбортовкой 13 соответствующего вспомогательного отверстия 9 теплообменной пластины 1b. Отбортовка 13 теплообменной пластины 1b введена во вспомогательное отверстие 9 теплообменной пластины 1c, контактируя с соответствующей отбортовкой 14 соседней с ней теплообменной пластины 1c. Отбортовки 11, 13, 14 могут быть сварены друг с другом, образуя подобие цилиндрического канала, проходящего через вспомогательные отверстия.
В указанный цилиндрический канал введен болт 15 (или другой стабилизирующий элемент), который опционально может быть закреплен в цилиндрическом канале. В некоторых случаях достаточно, чтобы болт 15 был соединен с отбортовками 11, 14 самых крайних теплообменных пластин 1a, 1c. В большинстве случаев, однако, предпочтительно, чтобы болт 15 был соединен со всеми отбортовками 11, 13, 14.
Как можно видеть на фиг.4, переходный участок между отбортовкой 11, 13, 14 и пластинами 1a, 1b, 1c является закругленным, и отбортовка 11, 13 пластины 1a, 1b контактирует с отбортовкой 13, 14 соседней или прилежащей пластины 1b, 1c за пределами переходного участка. Это приводит к тому, что отбортовки контактируют друг с другом на цилиндрическом участке.
Для повышения прочности соединения аналогичные вспомогательные отверстия могут быть распределены по теплообменной пластине.
Как описано выше, вспомогательные отверстия 9 могут быть сформированы посредством того же устройства, что и выпуклости 2 и углубления 3. Однако очевидно, что вспомогательные отверстия 9 вместе с отбортовками 11, 13, 14 могут быть сформированы с использованием отдельного устройства.
В настоящем примере рельеф образован посредством выпуклостей 2 и углублений 3. Однако, очевидно, что могут применяться пластины с другим рельефом, например в форме "елочки".
Наличие системы с отбортованными кромками, образующими отбортовки 10 вокруг сквозных отверстий 5-8, приводит к наличию проблем на концевой пластине, например, нижней пластине 18, не имеющей соседней пластины.
На Фиг.5 проиллюстрирован первый вариант решения этой проблемы, в соответствии с которым нижняя пластина 18 имеет выпуклость 19, выполненную с возможностью приема отбортовки 10 теплообменной пластины 1d, находящейся рядом с концевой пластиной 18. Как можно видеть, выпуклость 19 имеет глубину, большую, чем высота отбортовки 10, в направлении, перпендикулярном плоскости теплообменной пластины 1d, находящейся рядом с концевой пластиной 18. В этом случае возможно, что отбортовка 10 полностью вводится в выпуклость 19 без необходимости деформации отбортовки 10.
Выпуклость 19 не только вмещает отбортовку 10 теплообменной пластины 1d, находящейся рядом с концевой пластиной 18, но также и отбортовку второй теплообменной пластины 1e, считая от концевой пластины 18. Отбортовки этих двух теплообменных пластин 1d, 1e могут быть присоединены к внутренней стенке выпуклости 19. Однако возможно введение в выпуклость 19 даже большего количества отбортовок, то есть отбортовок большего количества теплообменных пластин 1d, 1e.
Другой вариант проиллюстрирован на фиг.7. В этом случае используют концевую пластину 20, имеющую плоскую внутреннюю поверхность 21. Язычки 10 теплообменных пластин 1d, 1e, находящихся рядом с концевой пластиной 20, дополнительно отогнуты с образованием участков 22, проходящих параллельно внутренней поверхности 21 указанной концевой пластины 20. Эти язычки образуют слоистую структуру на внутренней поверхности 21 указанной концевой пластины 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛООБМЕННИК, ТЕПЛООБМЕННАЯ ПЛАСТИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 2013 |
|
RU2529957C1 |
| ТЕПЛООБМЕННИК, ТЕПЛООБМЕННАЯ ПЛАСТИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 2013 |
|
RU2523080C1 |
| ТЕПЛООБМЕННИК | 2013 |
|
RU2527933C1 |
| ТЕПЛООБМЕННИК | 1996 |
|
RU2116601C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2007 |
|
RU2350874C1 |
| ТЕПЛООБМЕННИК С ДВОЙНОЙ ПЛАСТИНОЙ | 2009 |
|
RU2445564C1 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2145051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТО-БЕСТРУБНОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2286527C1 |
| Пластинчатый теплообменник и способ изготовления пластинчатого теплообменника | 2017 |
|
RU2659677C1 |
| МАТРИЦА ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 2009 |
|
RU2403523C2 |

Изобретение относится к теплотехнике и может быть использовано в пластинчато-трубчатых теплообменниках. В теплообменнике, содержащем ряд пар теплообменных пластин, изготовленных из металлического листа, имеющего трехмерную систематизированную структуру, причем внутри ряда указанных пар образован первый проточный канал, а между указанными парами образован второй проточный канал, при этом каждая пластина имеет, по меньшей мере, одно сквозное отверстие, в каждой указанной теплообменной пластине выполнено по меньшей мере одно вспомогательное отверстие, имеющее выступающую кромку, образующую отбортовку, вставляемую в соответствующее вспомогательное отверстие соседней теплообменной пластины. Технический результат - обеспечение прочного соединения между смежными пластинами в зоне сквозного отверстия. 3 н. и 13 з.п. ф-лы, 6 ил.
1. Теплообменник, содержащий пакет, состоящий из группы пар теплообменных пластин (1a, 1b, 1c), выполненных из листового металла, имеющего трехмерный рельеф, причем внутри указанной группы пар образован первый проточный канал, а между указанными парами теплообменных пластин образован второй проточный канал, при этом каждая теплообменная пластина имеет по меньшей мере одно сквозное отверстие (5-8), отличающийся тем, что в указанной теплообменной пластине (1a, 1b, 1c) предусмотрено по меньшей мере одно вспомогательное отверстие (9), причем указанное вспомогательное отверстие (9) имеет выступающую кромку (10), образующую отбортовку (11, 13, 14), при этом указанная отбортовка (11, 13, 14) введена в соответствующее вспомогательное отверстие (9) соседней теплообменной пластины (1b, 1c).
2. Теплообменник по п.1, отличающийся тем, что отбортовка (11, 13) вспомогательного отверстия (9) одной теплообменной пластины (1a, 1b) соединена с отбортовкой (13, 14) вспомогательного отверстия (9) соседней теплообменной пластины (1b, 1c).
3. Теплообменник по п.1 или 2, отличающийся тем, что отбортовки (11, 13, 14) вспомогательных отверстий (9) образуют цилиндрический канал, в который введен стабилизирующий элемент (15).
4. Теплообменник по п.3, отличающийся тем, что указанный стабилизирующий элемент (15) соединен по меньшей мере с самыми крайними отбортовками (11, 14).
5. Теплообменник по любому из пп.1, 2, 4, отличающийся тем, что вблизи указанного сквозного отверстия (5-8) выполнено по меньшей мере одно вспомогательное отверстие (9).
6. Теплообменник по любому из пп.1, 2, 4, отличающийся тем, что переходный участок между указанной отбортовкой (11, 13, 14) и указанной теплообменной пластиной (1a, 1b, 1c) является закругленным, причем отбортовка (11, 13) теплообменной пластины (1a, 1b) контактирует с отбортовкой (13, 14) соседней теплообменной пластины (1b, 1c) за пределами указанного переходного участка.
7. Теплообменник по любому из пп.1, 2, 4, отличающийся тем, что предусмотрена концевая пластина (18), имеющая выпуклость (19), выполненную с возможностью приема отбортовки (10), по меньшей мере, теплообменной пластины (1d), соседней с указанной концевой пластиной (18).
8. Теплообменник по п.7, отличающийся тем, что глубина указанной выпуклости (19) превышает высоту указанных отбортовок (10) в направлении, перпендикулярном к указанной теплообменной пластине (1d), находящейся рядом с указанной концевой пластиной (18).
9. Теплообменник по любому из пп.1, 2, 4, отличающийся тем, что отбортовка (10) теплообменной пластины (1d), находящейся рядом с концевой пластиной (20), по меньшей мере, на своем конце, деформирована так, что проходит параллельно указанной концевой теплообменной пластине (20).
10. Теплообменник по п.9, отличающийся тем, что отбортовки (10) по меньшей мере двух теплообменных пластин (1d, 1e), соседних с указанной концевой теплообменной пластиной (20), образуют, по меньшей мере, своими концами, слоистую структуру на внутренней поверхности (21) указанной концевой пластины (20).
11. Теплообменная пластина (1a), выполненная из листового металла, имеющего трехмерный рельеф (2, 3), отличающаяся тем, что в ней предусмотрено вспомогательное отверстие (9), имеющее выступающую кромку (10), образующую выступающую вверх отбортовку.
12. Теплообменная пластина по п.11, отличающаяся тем, что переходный участок между указанной отбортовкой (11) и указанной теплообменной пластиной (1a) является закругленным.
13. Способ изготовления теплообменника, содержащего пакет теплообменных пластин (1a, 1b, 1c), выполненных из листового металла, имеющего трехмерный рельеф (2, 3), отличающийся тем, что в каждой из указанных теплообменных пластин выполняют вспомогательное отверстие (9), имеющее выступающую кромку (10), образующую отбортовку, при этом указанную отбортовку вводят в соответствующее вспомогательное отверстие (9) соседней теплообменной пластины (1b).
14. Способ по п.13, отличающийся тем, что указанные отбортовки (11, 13, 14) соединяют друг с другом.
15. Способ по п.13 или 14, отличающийся тем, что в канал, образованный группой вспомогательных отверстий (9), вводят стабилизирующий элемент (15).
16. Способ по п.15, отличающийся тем, что указанный стабилизирующий элемент (15) соединяют, по меньшей мере, с отбортовками (11, 13) самых крайних пластин (1a, 1c) пакета теплообменных пластин.
| US 2007261829 A1 (EP TECHNOLOGY AB ) 15.11.2007 | |||
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2137076C1 |
| Пластинчато-трубный теплообменник | 1989 |
|
SU1740946A1 |
| Винтовой пресс для горизонтального прессования сыров | 1948 |
|
SU76433A1 |
| ТРУБЧАТО-ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2199067C1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Пневматическое реверсивное устройство ударного действия для проходки скважин в грунте | 1984 |
|
SU1313973A1 |

