Изобретение относится к механической обработке материалов и управлению точностью обработки деталей при использовании станков с ЧПУ.
Известен способ адаптивной обработки изделий на станках с ЧПУ (патент на изобретение №2528923, МПК B23Q 15/12, опубл. 20.09.2014), включающий установку заготовки на станке, измерение геометрических параметров, предназначенных к обработке, и базовых поверхностей заготовки, использование средств станка в виде контактного измерительного датчика, по результатам которых интегрированная программа (программная подсистема CAIT) обеспечивает распознавание конструкторско-технологических элементов (КТЭ) модели заготовки, на основе чего осуществляется установка параметров технологического процесса и производится обработка заготовки по управляющей программе.
Недостатком известного способа является его низкая производительность из-за отсутствия возможности контролировать профиль обрабатываемой детали во время обработки, так как требуется прерывание процесса обработки.
Наиболее близким к предлагаемому изобретению (прототипом) является способ и устройство управления точностью обработки деталей (патент №2379169, МПК B23Q 15/00, опубл. 20.01.2010), включающий определение значения силы резания по заданной формуле, сравнение полученного значения на компьютере с текущим значением силы резания, поступающим от силометрического датчика, корректировку подачи и скорости резания в нечетко заданном интервале на этапе проектирования управляющей программы.
Недостаток данного способа заключается в низкой точности обработанной поверхности детали, так как не учитываются деформации заготовки под действием силы резания.
Техническая задача, решение которой обеспечивается при осуществлении изобретения, заключается в создании способа обработки деталей, содержащих пространственно-сложные поверхности, на станках с ЧПУ, позволяющего обеспечить требуемую точность обработанной детали без снижения производительности обработки.
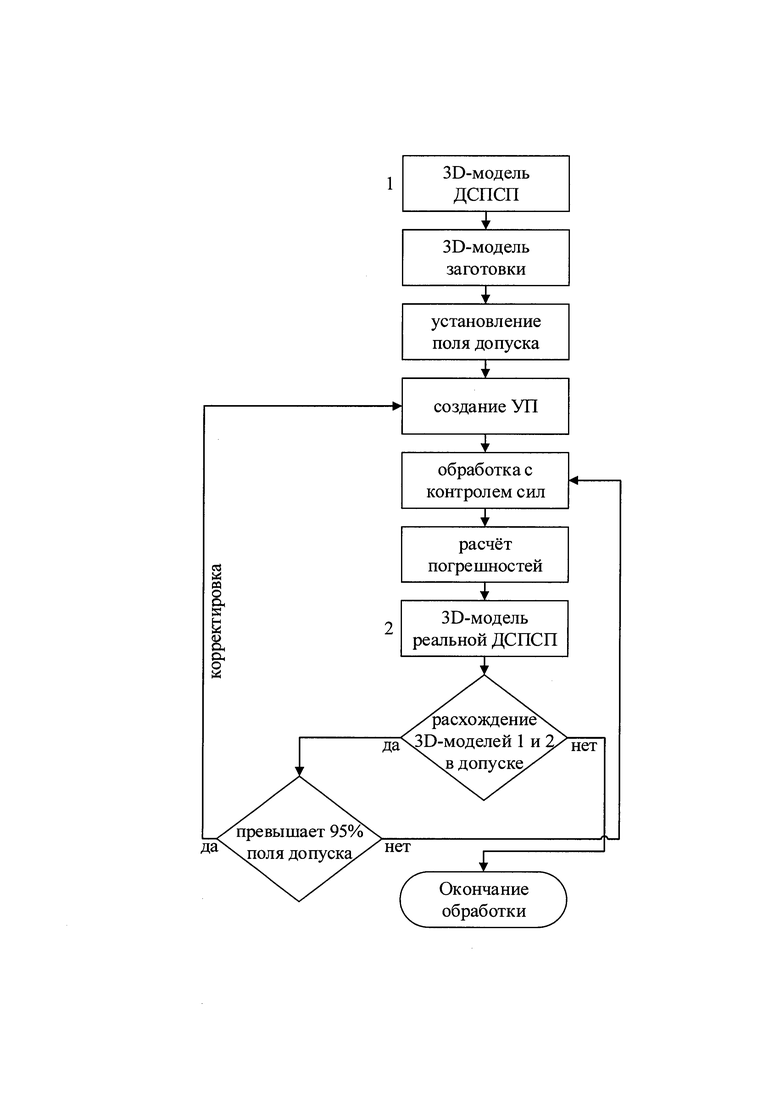
Решение этой задачи достигается тем, что в способе обработки деталей, содержащих пространственно-сложные поверхности, на станках с ЧПУ, включающем построение 3D-модели детали, содержащей пространственно-сложные поверхности (ДСПСП), в соответствии с чертежом и 3D-модели заготовки с использованием 3D-сканера, определение припуска и поля допуска на обработку с учетом требований к точности готовой детали и создание управляющей программы (УП) для обработки, закрепление заготовки на рабочей поверхности многокомпонентного динамометра, установленного на столе станка, и обработку заготовки с непрерывным контролем составляющих силы резания, расчет погрешностей обработки по данным, полученным при контроле, и построение 3D-модели реальной ДСПСП, согласно изобретению, в зависимости от результатов сравнения 3D-модели реальной ДСПСП с 3D-моделью ДСПСП, построенной в соответствии с чертежом, выбирают следующие управленческие решения:
- продолжение обработки, если рассогласования между 3D-моделями лежит в пределах поля допуска на обработку и не превышает 95% его номинала;
- внесение коррекции в УП и продолжение обработки, если рассогласования между 3D-моделями лежит в пределах поля допуска на обработку и превышает 95% его номинала;
- прекращение обработки, если рассогласования между 3D-моделями выходит за пределы поля допуска на обработку.
Предлагаемый способ позволяет увеличить производительность из-за отсутствия необходимости прерывания процесса для осуществления текущего контроля профиля образующейся пространственно-сложной поверхности и повышения точности ее обработки с учетом упругих деформаций заготовки под действием силы резания.
Способ обработки деталей, содержащих пространственно-сложные поверхности, на станках с ЧПУ осуществляется следующим образом: построение 3D-модели детали, содержащей ДСПСП, в соответствии с чертежом и 3D-модели заготовки, используя 3D-сканер, определение припуска и полей допусков на обработку с учетом требований к точности готовой детали и подготовку управляющей программы (УП) для обработки, закрепление заготовки на рабочей поверхности многокомпонентного динамометра, установленного на столе станка и обработка заготовки по УП с непрерывным контролем составляющих силы резания и расчет погрешностей обработки по данным, полученным при контроле и построение 3D-модели реальной ДСПСП. В зависимости от результатов сравнения 3D-модели реальной ДСПСП с 3D-моделью ДСПСП построенной в соответствии с чертежом выбираются следующие управленческие решения:
- продолжение обработки, если рассогласования между 3D-моделями лежит в пределах поля допуска на обработку и не превышает 95% его номинала;
- внесение коррекции в УП и продолжение обработки, если рассогласования между 3D-моделями лежит в пределах поля допуска на обработку и превышает 95% его номинала;
- прекращение обработки, если рассогласования между 3D-моделями выходит за пределы поля допуска на обработку.
Данный способ рекомендуется применять при обработке деталей, содержащих пространственно-сложные поверхности, на станках с ЧПУ, когда достижение требуемой точности традиционными методами потребует назначения минимально возможной скорости обработки и, как следствие, малой производительности.
Изобретение относится к механической обработке материалов и управлению точностью обработки деталей при использовании станков с ЧПУ и может быть использовано при обработке деталей, содержащих пространственно-сложные поверхности (ДСПСП), на станках с ЧПУ, когда достижение требуемой точности традиционными методами потребует назначения минимально возможной скорости обработки и, как следствие, малой производительности. Предлагаемый способ обеспечит достижение требуемой точности путем корректировки управляющей программы на основании сравнения 3D-модели реальной ДСПСП с 3D-моделью ДСПСП, построенной в соответствии с чертежом. Это обеспечит повышение производительности изготовления деталей на станках с ЧПУ, упрощение и ускорение технологической подготовки производства. 1 ил.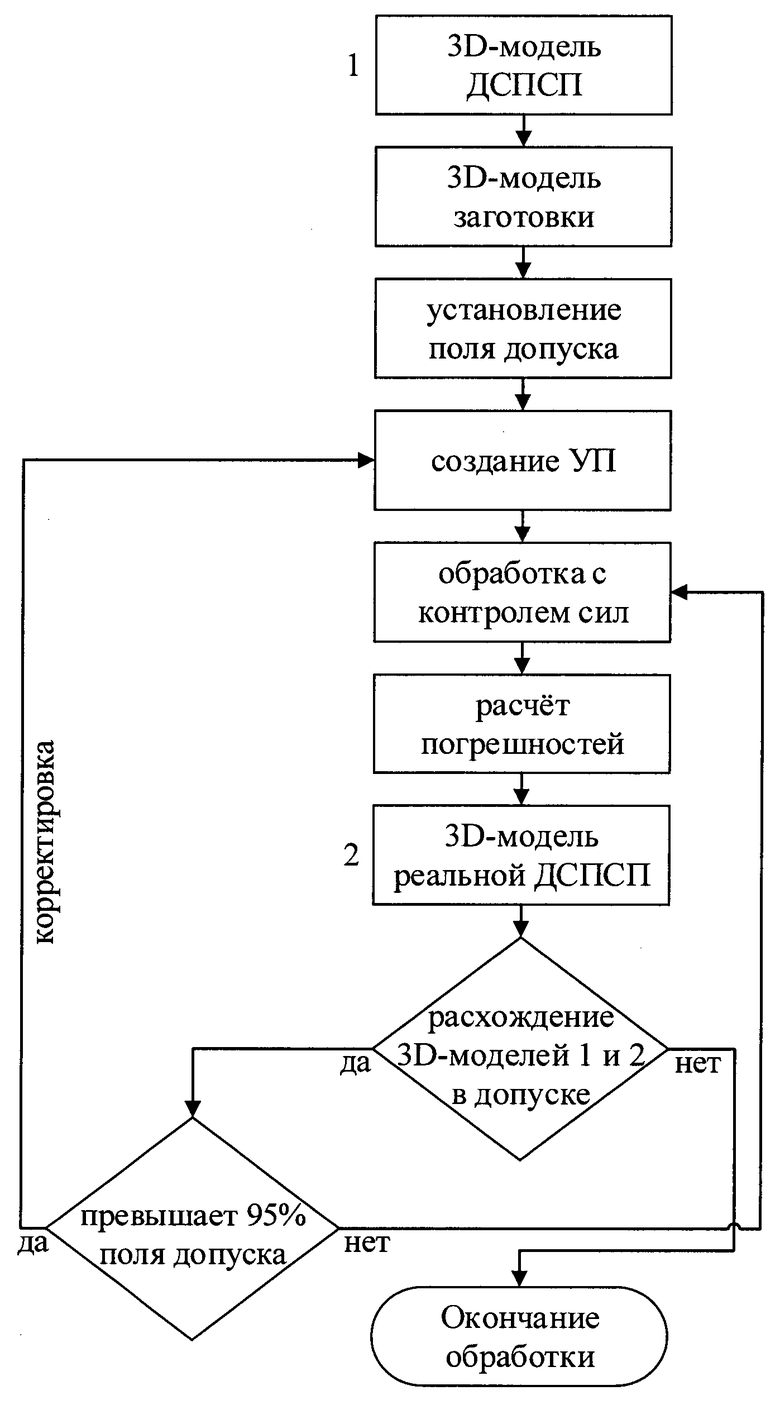
Способ обработки деталей, содержащих пространственно-сложные поверхности, на станках с ЧПУ, включающий построение 3D-модели детали, содержащей пространственно-сложные поверхности (ДСПСП), в соответствии с чертежом и 3D-модели заготовки, используя 3D-сканер, определение припуска и полей допусков на обработку с учетом требований к точности готовой детали и подготовку управляющей программы (УП) для обработки, закрепление заготовки на рабочей поверхности многокомпонентного динамометра, установленного на столе станка, и обработку заготовки по УП с непрерывным контролем составляющих силы резания, и расчет погрешностей обработки по данным, полученным при контроле, и построение 3D-модели реальной ДСПСП, отличающийся тем, что в зависимости от результатов сравнения 3D-модели реальной ДСПСП с 3D-моделью ДСПСП, построенной в соответствии с чертежом, выбираются следующие управленческие решения:
- продолжение обработки, если рассогласование между 3D-моделями лежит в пределах поля допуска на обработку и не превышает 95% его номинала;
- внесение коррекции в УП и продолжение обработки, если рассогласование между 3D-моделями лежит в пределах поля допуска на обработку и превышает 95% его номинала;
- прекращение обработки, если рассогласование между 3D-моделями выходит за пределы поля допуска на обработку.
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2379169C2 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| СПОСОБ НАСТРОЙКИ СТАНКА С ЧПУ ДЛЯ ОБРАБОТКИ СЛОЖНЫХ КОНТУРОВ ПОВЕРХНОСТЕЙ | 2018 |
|
RU2705051C1 |
| RU 2012109152 A, 20.09.2013 | |||
| WO 1997043703 A1, 20.11.1997. | |||
