Изобретение относится к станкостроению и может быть использовано для создания высокопроизводительных адаптивных программно-управляемых станков, преимущественно токарных. Известен способ управления точностью обработки на станках с ЧПУ, включающий измерение размера детали в сечении, смещенном вдоль оси относительно ЗОНЫ обработки, сравнение измеренного размера с заданными и введение коррекции в программу обработки l} . Однако известный способ характеризуется недостаточной производител ностью технологического оборудования обусловленной разделением во времени процессов измерения и обработки. Цель изобретения - повышение проиэводительности станков с ЧПУ. Поставленная цель достигается тем что согласно способу адаптивного управления размерной обработкой детале на токарных станках с ЧПУ, включающе му измерение размеров детали всечении, смещенном вдоль оси относительн зоны обработки, сравнение измеренног размера с заданн лм и введение коррек ции в программу обработки, измерение размера детали производят непрерьшно перемещая измеритель по программе обработки детали, и дискретно через интервалы времени, определяемые как частное от деления смещения на скорость продольной подачи, корректируют программу, причем величину коррек ции по оси X выбирают пропорциональ ной последнему отклонению размера от заданного, а коэффициент пропорциональности последовательно изменяют на величину среднего арифметического отношений разности отклонения и перемещения двух смежных циклов к последней величине. На фиг. 1 показана детальная посл довательность действий способа; на фиг. 2 - пример устройства, реализующего способ, а на фиг. 3 - примеры обработки детали для прототипа и предлагаемого способа. Реализация последовательности опе раций способа (фиг. 1) включает следующие этапы: 1 - закрепление загото ки в патроне, 2 - вывод инструмента на исходную поперечную координату, 3 - вывод измерителя на исходную поперечную координату, 4 - вывод инструмента на исходную продольную координату, 5 - введение смешения измерителя вдоль оси относительно зоны обработки, 6 - включение программы обработки детали, 7 - работа программы, 8 - продольная синхронизация движения измерителя и инструмента, 9 - поперечное движение инструмейта, 10 - поперечное перемеще ние измерителя X(t) по программе обработки детали с учетом смещения , 11 - определение временных интервалов коррекции t (Е) как частного от деления величины смещения на скорость продольной подачи, 12 непрерывное измерение размера детали в сечении, смещенном вдоль оси относительно зоны обработки, и сравнение измеренного размера с заданным, 13выбор величины коррекции по оси X , пропорциональной последнему отклонению размера от заданного, 14 - дискретная (через интервалы времени t ()),. корректировка программы. Технологические признаки, характеризующие способ, являются последовательностью действий, изображенной на фиг. 1, а именно: вслед за закреплением (этап 1) заготовки в патроне производится вывод в исходные позиции инструмента и измерителя (этапы 2-5.), причем вводимое на этапе 5 фиксированное смещение измерителя выбирается исходя из технологии обработки детали и остается неизменным при заданной оборотной подаче. Следующим действием является этап 6 - включение программы и ее работа (этап 7), в процессе которой осуществляются синхронные . продольные перемещения (этап 8) инструмента и измерителя и поперечные перемещения инструмента (этап 9) и измерителя по программе (этап 10). В продольном направлении обеспечивается жесткая синхронизация этих двух движений, а поперечное перемещение измерителя (этап 10) производится с учетом возникающих временных задержек (этап И) за счет продольного смещения, введенного на этапе 5. Этап 12, включающий измерение детали и сравнение размера с заданным, выполняется аналогично известному способу; на этапе 13 выбирается величина коррекции, а ввод коррекций в программу на этапе 14 производится не-мгновенно, а спустя время, требуемое для того, чтобы измерительное устройство вышло на продольную координату, для которой производилось измерение.
Способ может быть реализован с помощью устройства, структурная схема которого показана на фиг. 2.
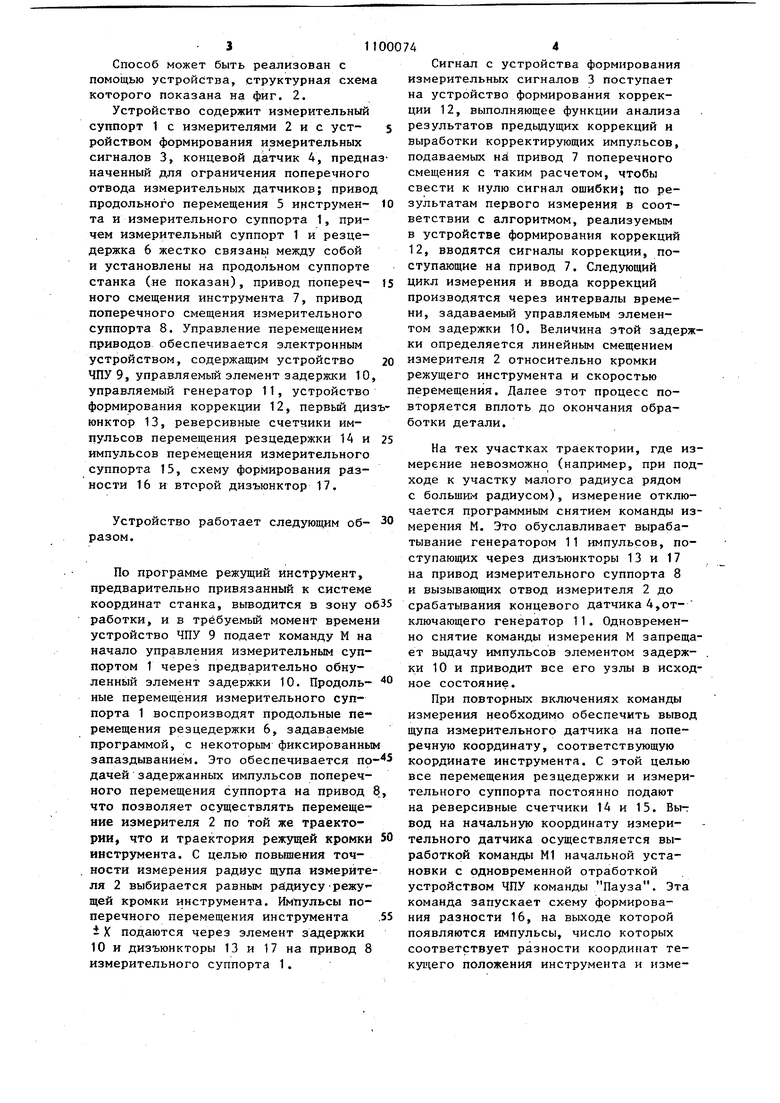
Устройство содержит измерительный суппорт 1 с измерителями 2 и с устройством формирования измерительных сигналов 3, концевой датчик 4, преднаначенный для ограничения поперечного отвода измерительных датчиков; привод продольного перемещения 5 инструмента и измерительного суппорта 1, причем измерительный суппорт 1 и резцедержка 6 жестко связаны между собой и установлены на продольном суппорте станка (не показан), привод поперечного смещения инструмента 7, привод поперечного смещения измерительного суппорта 8. Управление перемещением приводов обеспечивается электронным устройством, содержащим устройство ЧПУ 9, управляемый элемент задержки 10, управляемый генератор 11, устройство формирования коррекции 12, первьй диз юнктор 13, реверсивные счетчики импульсов перемещения резцедержки 14 и импульсов перемещения измерительного суппорта 15, схему формирования разности 16 и второй дизъюнктор 17.
Устройство работает следующим образом.
По программе режущий инструмент, предварительно привязанный к системе координат станка, выводится в зону об работки, и в требуемый момент времени устройство ЧПУ 9 подает команду М на начало управления измерительным суппортом 1 через предварительно обнуленный элемент задержки 10. Продоль- ные перемещения измерительного суппорта 1 воспроизводят продольные пе ремещения резцедержки 6, задаваемые программой, с некоторым фиксированным запаздыванием. Это обеспечивается подачей задержанных импульсов поперечного перемещения суппорта на привод 8 что позволяет осуществлять перемещение измерителя 2 по той же траектории, что и траектория режзтчей кромки инструмента. С целью повышения точности измерения радиус щупа измерителя 2 выбирается равным радиусурежу щей кромки инструмента. Импульсы поперечного перемещения инструмента i X подаются через элемент задержки 10 и дизъюнкторы 13 и 17 на привод 8 измерительного суппорта 1.
Сигнал с устройства формирования измерительных сигналов 3 поступает на устройство формирования коррекции 12, выполняющее функции анализа результатов предьздущих коррекций и выработки корректирующих импульсов, подаваемых ни привод 7 поперечного смещения с таким расчетом, чтобы свести к нулю сигнал ошибки; по результатам первого измерения в соответствии с алгоритмом, реализуемым в устройстве формирования коррекций 12, вводятся сигналы коррекции, поступающие на привод 7. Следующий цикл измерения и ввода коррекций производятся через интервалы времени, задаваемый управляемым элементом задержки 10. Величина этой задержки определяется линейным смещением измерителя 2 относительно кромки режущего инструмента и скоростью перемещения. Далее этот процесс повторяется вплоть до окончания обработки детали.
На тех участках траектории, где измерение невозможно (например, при подходе к участку малого радиуса рядом с больши1 1 радиусом), измерение отключается программным снятием команды измерения М. Это обуславливает вырабатывание генератором 11 импульсов, поступающих через дизъюнкторы 13 и 17 на привод измерительного суппорта 8 и вызывающих отвод измерителя 2 до срабатывания концевого датчика 4,отключающего генератор 11. Одновременно снятие команды измерения М запрещает выдачу импульсов элементом задержки 10 и приводит все его узлы в исходное состояние.
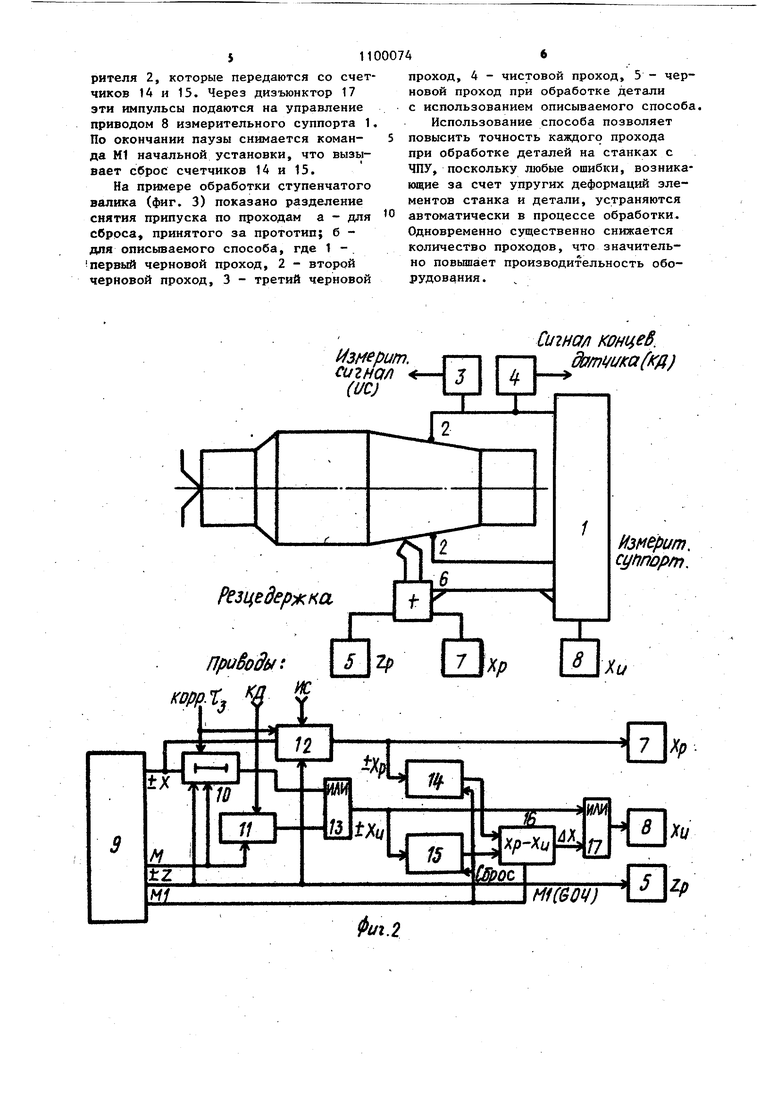
При повторных включениях команды измерения необходимо обеспечить вывод щупа измерительного датчика на поперечную координату, соответствующую координате инструмента. С этой целью все перемещения резцедержки и измерительного суппорта постоянно подают на реверсивные счетчики 14 и 15. Выт вод на начальную координату измерительного датчика осуществляется выработкой команды Ml начальной установки с одновременной отработкой устройством ЧПУ команды Пауза. Эта команда запускает схему формирования разности 16, на выходе которой появляются импульсы, число которых соответствует разности координат теку1чего положения инструмента и измеригеля 2, которые передаются со счетчиков 14 и 15. Через дизъюнктор 17 эти импульсы подаются на управление приводом 8 измерительного суппорта 1. По окончании паузы снимается команда Ml начальной установки, что вызывает сброс счетчиков 14 и 15. На примере обработки ступенчатого валика (фиг. 3) показано разделение снятия припуска по проходам а - для сброса, принятого за прототип; б для описьгоаемого способа, где 1 - . первый черновой проход, 2 - второй черновой проход, 3 - третий черновой 11 46 проход, 4 - чистовой проход, 5 - черновой проход при обработке детали с использованием описываемого способа. Использование способа позволяет повысить точность каждого прохода при обработке деталей на станках с ЧПУ, поскольку любые ошибки, возникающие за счет упругих деформаций злементов станка и детали, устраняются автоматически в процессе обработки. Одновременно существенно снижается количество проходов, что значительно повышает производительность оборудования .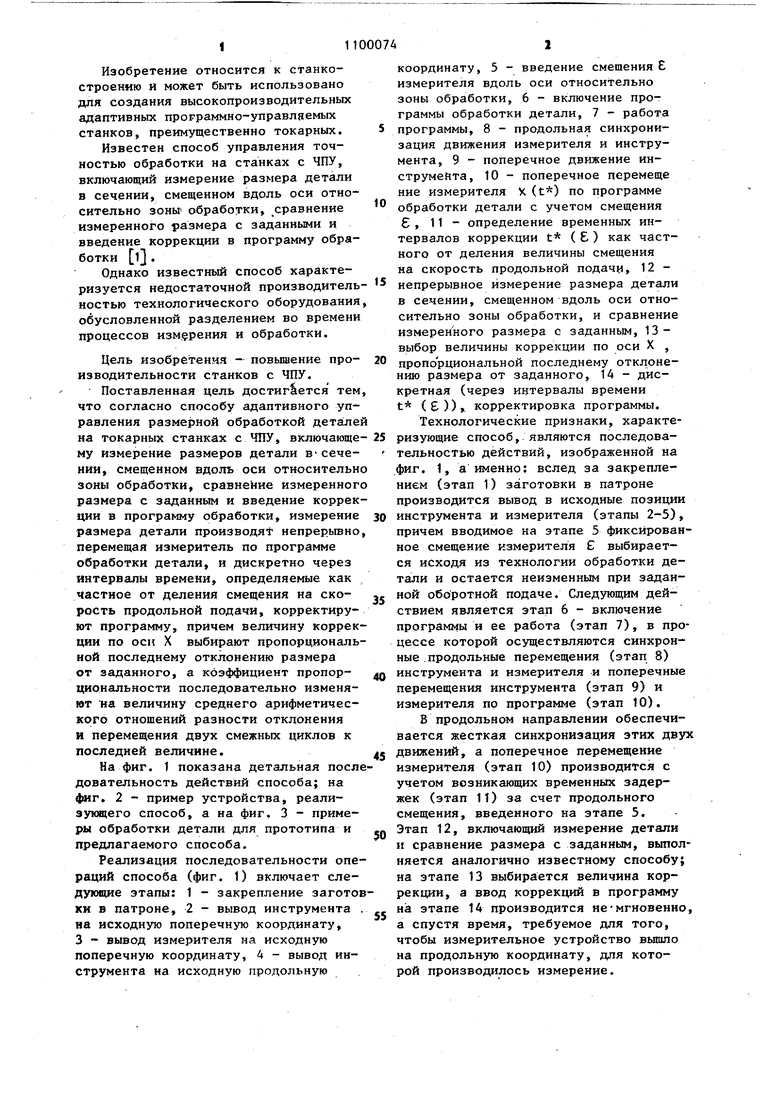
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РЕЗЦА ТОКАРНОГО СТАНКА | 2015 |
|
RU2595197C1 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Способ активного управления станком и устройство для его осуществления | 1985 |
|
SU1278181A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Устройство для размерной настройки металлорежущего станка с устройством числового программного управления (чпу) | 1983 |
|
SU1303372A1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| Способ коррекции положения резца на металлорежущем станке с ЧПУ | 2017 |
|
RU2654120C1 |
| Измерительная головка | 1990 |
|
SU1780930A1 |
| Способ автоматического управления точностью обработки конических резьбовых деталей | 1984 |
|
SU1199464A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ РАЗМЕРНОЙ ОБРАБОТКОЙ Д ТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ С ЧПУ, включающий, измерение размера детали в сечении, смещенном вдоль оси относительно зоны обработки, сравнение измеренного размера с заданным и введение коррекции в программу обработки, отличающийся тем, что, с целью повышения производительности станка, измерение размера детали производят непрерывно, перемещая измеритель по программе обработки детали, и дискретно через интервалы времени, определяемые как частное от деления смещения на скорость продольной подачи, корректируют программу, причем величину коррекции по оси выбирают пропорциональной последнему отклонению размера от заданного, a коэффициент пропорциональности последова- тельно изменяют, на величину среднего арифметического отношений разности от клонения и перемещения двух смежных ; циклов к последней величине. - - у Ое
Изнёрит сигнал Резцедержка Приводы. /да. Г, Л (ис) игнал кон(. dffmi/uKaffffl) ff3Mef)tf/n, суппорт.
ЛЛл уyNXNNXNXNxVxNVxXxV XxVxVxXXX tV
j jjjjj i 2l2i2jtiAj 22S2j
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Адаптивное управление процессом токарной обработки | |||
| Экспреее-информация ВИНИТИ | |||
| АПМС, № 5, 1982, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
