1
(21)4311906/25-08
(22)30.09.87
(46) 15.11.89. Бюл. № 42
(72) А. А. Ковалев, В. И. Благонравова,
С. Н. Малышев и М. Я. Измайлов
(53)621.952.5(088.8)
(56)Кулик В. К. и др. Прогрессивные процессы обработки фасонных поверхностей. Киев: Техника, 1987, с. 77-105.
(54)СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИМИ ИНСТРУМЕНТАМИ НА СТАНКАХ С ЧПУ
(57)Изобретение относится к механической обработке, а именно к способам обработки
на станках с ЧПУ, и может быть использовано для получения гиперболоидов и других сложнофасонных поверхностей вращения относительно большого радиуса кривизны. Целью изобретения является повышение точности формы и качества обрабатываемой поверхности за счет снятия макрорельефа цилиндрической формы. Обработка фасонных поверхностей осуществляется при движении инструмента по программе и с дополнительным перемещением инструмента на последнем проходе, при котором преимущественно снимаются выступающие участки макрорельефа. 3 ил.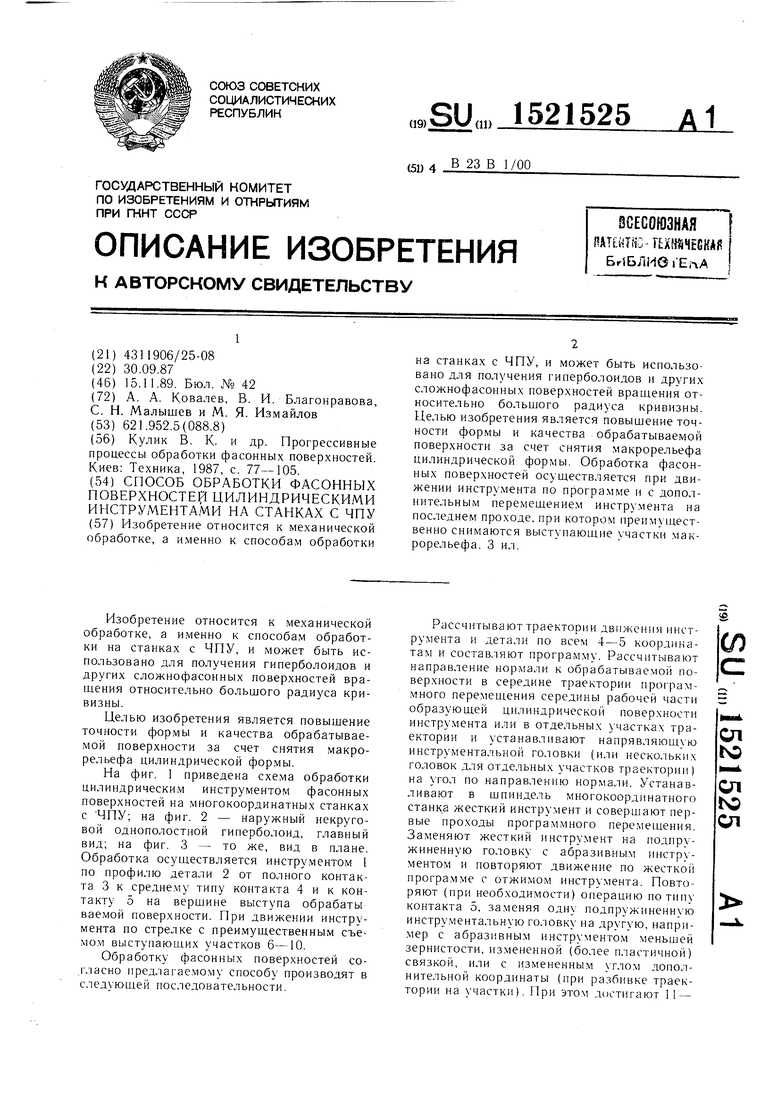
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ СЛОЖНОПРОФИЛЬНЫМИ ИНСТРУМЕНТАМИ | 2002 |
|
RU2217290C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| Способ обработки криволинейных поверхностей | 1979 |
|
SU931328A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ ИНСТРУМЕНТОМ НА ГИБКОЙ СВЯЗКЕ В МАГНИТНОМ ПОЛЕ | 2004 |
|
RU2266188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
Изобретение относится к механической обработке, а именно к способам обработки на станках с ЧПУ, и может быть использовано для получения гиперболоидов и других сложнофасонных поверхностей вращения относительно большего радиуса кривизны. Целью изобретения является повышение точности формы и качества обрабатываемой поверхности за счет снятия макрорельефа цилиндрической формы. Обработка фасонных поверхностей осуществляется при движении инструмента по программе и с дополнительным перемещением инструмента на последнем проходе, при котором преимущественно снимаются выступающие участки макрорельефа. 3 ил.
Изобретение относится к механической обработке, а именно к способам обработки на станках с ЧПУ, и может быть использовано для получения гиперболоидов и других сложнофасонных поверхностей вращения относительно большого радиуса кривизны.
Целью изобретения является повышение точности формы и качества обрабатываемой поверхности за счет снятия макрорельефа цилиндрической формы.
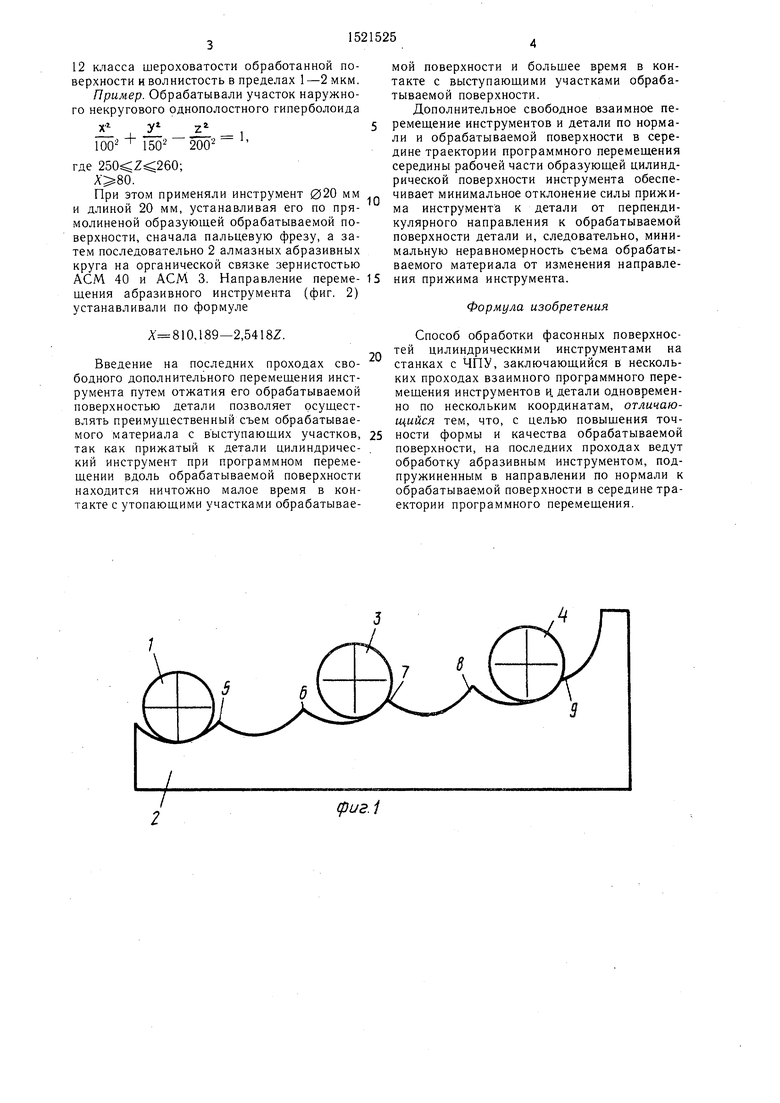
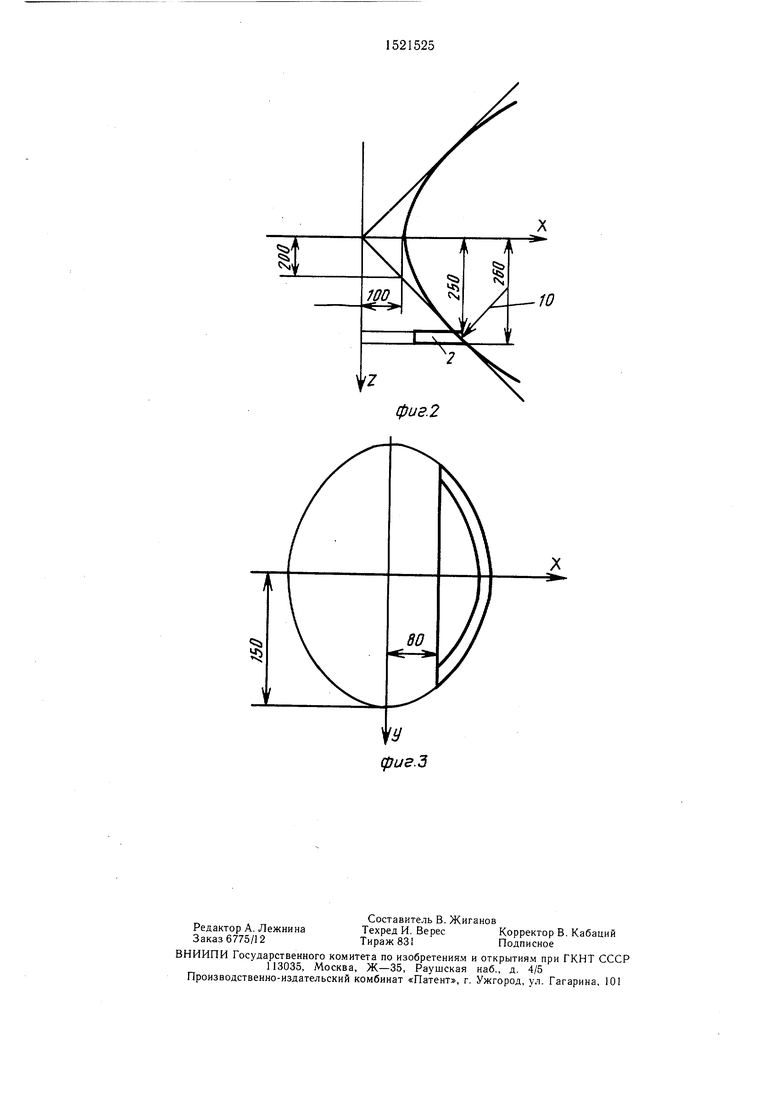
На фиг. 1 приведена схема обработки цилиндрическим инструментом фасонных поверхностей на многокоординатных станках с ЧПУ; на фиг. 2 - наружный некруговой однополостной гиперболоид, главный вид; на фиг. 3 - то же, вид в плане. Обработка осуществляется инстру.ментом 1 по профилю детали 2 от полного контакта 3 к среднему типу контакта 4 и к контакту 5 на вершине выступа обрабаты ваемой поверхности. При движении инструмента по стрелке с преимущественным съемом выступающих участков 6-10.
Обработку фасонных поверхностей согласно предлагаемому способу производят в следующей последовательности.
Рассчитывают траектории движении инструмента и детали по всем 4-5 координатам и составляют программу. Рассчитывают направление нормали к обрабатываемой поверхности в середине траектории прог рам- много перемещения середины рабочей части образующей цилиндрической поверхности инструмента или в отдельных участках траектории и устанавливают напрявляющую инструментальной головки (или нескольких головок для отдельных участков траектории) на угол по направлению нормали. Устанавливают в шпиндель многокоординатного станка жесткий инструмент и совершают первые проходы программного перемещения. Заменяют жесткий инструмент на подпружиненную головку с абразивным инструментом и повторяют движение по жесткой программе с отжимом инструмента. Повторяют (при необходимости) операцию по типу контакта 5, заменяя одну подпружиненную инструментальную головку на другую, например с абраз1 вным инструментом меньшей зернистости, измененной (более пластичной) связкой, или с измененны.м углом дополнительной координаты (при разбивке траектории на участки). При этом достигают I 1 -
&
сд to
СП N5 СЛ
12 класса шероховатости обработанной поверхности и волнистость в пределах 1 -2 мкм. Пример. Обрабатывали участок наружного некругового однополостного гиперболоида
х z
100 + 150 200
где
.
При этом применяли инструмент 020 мм и длиной 20 мм, устанавливая его по пря- молиненой образующей обрабатываемой поверхности, сначала пальцевую фрезу, а затем последовательно 2 алмазных абразивных круга на органической связке зернистостью АСМ 40 и АСМ 3. Направление переме- щения абразивного инструмента (фиг. 2) устанавливали по формуле
,189-2,5418Z.
Введение на последних проходах свободного дополнительного перемещения инструмента путем отжатия его обрабатываемой поверхностью детали позволяет осуществлять преимущественный съем обрабатываемого материала с вь1ступающих участков, так как прижатый к детали цилиндрический инструмент при программном перемещении вдоль обрабатываемой поверхности находится ничтожно малое время в контакте с утопающими участками обрабатываеfpUB.I
5
0
0
5
мой поверхности и большее время в контакте с выступающими участками обрабатываемой поверхности.
Дополнительное свободное взаимное перемещение инструментов и детали по нормали и обрабатываемой поверхности в середине траектории программного перемещения середины рабочей части образующей цилиндрической поверхности инструмента обеспечивает минимальное отклонение силы прижима инструмента к детали от перпендикулярного направления к обрабатываемой поверхности детали и, следовательно, минимальную неравномерность съема обрабатываемого материала от изменения направления прижима инструмента.
Формула изобретения
Способ обработки фасонных поверхностей цилиндрическими инструментами на станках с ЧПУ, заключающийся в нескольких проходах взаимного программного перемещения инструментов и. детали одновременно по нескольким координатам, отличающийся тем, что, с целью повышения точности формы и качества обрабатываемой поверхности, на последних проходах ведут обработку абразивным инструментом, подпружиненным в направлении по нормали к обрабатываемой поверхности в середине траектории программного перемещения.
фиг.2
